You might also like
- 2.008 Design & Manufacturing II: Spring 2004Document48 pages2.008 Design & Manufacturing II: Spring 2004etamil87No ratings yet
- Sample Question Bank-18me43Document6 pagesSample Question Bank-18me43YogeshPalanisamyNo ratings yet
- Injection Molding: Materials PlasticsDocument13 pagesInjection Molding: Materials PlasticsDjuraTheHarpYNo ratings yet
- 5.5 KW SyRM DE Casing Sub-Assembly - 8 02 90 0003 - R00Document1 page5.5 KW SyRM DE Casing Sub-Assembly - 8 02 90 0003 - R00rakesh bardepurNo ratings yet
- Ground Engaging CatalogueDocument32 pagesGround Engaging CatalogueMert Kaygusuz0% (1)
- Me6302-Manufacturing Technology - I Ii /iii Mechanical EngineeringDocument46 pagesMe6302-Manufacturing Technology - I Ii /iii Mechanical EngineeringNandha Gopal SenthilnathanNo ratings yet
- Maghammer enDocument12 pagesMaghammer enNaser Hasan FauziNo ratings yet
- Chamfer 0.5: TUGAS 3 Assembly BUSIDocument1 pageChamfer 0.5: TUGAS 3 Assembly BUSIDeni IskNo ratings yet
- 700-001-Compressor Enclousure-1Document1 page700-001-Compressor Enclousure-1Arun51092No ratings yet
- 4058 Manufacturing Lab IIDocument15 pages4058 Manufacturing Lab IIBiswadeep Roy ChoudhuryNo ratings yet
- L.C Om) Tio N: Roller BracketDocument3 pagesL.C Om) Tio N: Roller BracketAnonymous HqmsfkbNo ratings yet
- Model Ninety Degree: Cavity: T-2ADocument5 pagesModel Ninety Degree: Cavity: T-2AErasmo LimaNo ratings yet
- IJSRET V6 Issue6 811Document3 pagesIJSRET V6 Issue6 811Rizwan TonoyNo ratings yet
- Welding Joint Design and Welding Symbols123Document5 pagesWelding Joint Design and Welding Symbols123JACKMAAAANo ratings yet
- CSWIP Welding Inspection Plate Section PracticalDocument31 pagesCSWIP Welding Inspection Plate Section PracticalManoj Balla100% (3)
- Proposal Drawing (Toa Engg.) For Chemical Shed at Keraniganj - 12.04.21Document7 pagesProposal Drawing (Toa Engg.) For Chemical Shed at Keraniganj - 12.04.21HabibNo ratings yet
- Strong-Bolt 2 Design Information - ConcreteDocument12 pagesStrong-Bolt 2 Design Information - ConcretesanketNo ratings yet
- Welding Lab SheetDocument4 pagesWelding Lab SheetAhmad DanialNo ratings yet
- MT MLMDocument17 pagesMT MLMSundara MoorthyNo ratings yet
- CSWIP Practical Plate AnswersDocument31 pagesCSWIP Practical Plate AnswersSha Zha100% (1)
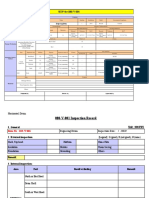
- Engine Rebuild Inspection Sheet C Series: Job No: Eng. Model: Customer: ESN: CPL: Pump CodeDocument10 pagesEngine Rebuild Inspection Sheet C Series: Job No: Eng. Model: Customer: ESN: CPL: Pump CodeRijal Furqaan Mardhatillah100% (1)
- Case Case-1 Case-2 Case-3 Case-4 Case-5 Case-6Document1 pageCase Case-1 Case-2 Case-3 Case-4 Case-5 Case-6TAMILNo ratings yet
- Geothermal Drilling and Well Design (SE-830-DR2) : CementingDocument43 pagesGeothermal Drilling and Well Design (SE-830-DR2) : CementingERICK GUSTAVO QUINTANILLA GARCIANo ratings yet
- Welding Joint Design and Welding Symbols123Document7 pagesWelding Joint Design and Welding Symbols123JACKMAAAANo ratings yet
- 5831 - PVC Insulation & SheathDocument6 pages5831 - PVC Insulation & SheathvurumuuNo ratings yet
- Foundary ShopDocument5 pagesFoundary Shopprince prosaNo ratings yet
- Seal-Lock Apex Ancillary Specifications: SubjectDocument4 pagesSeal-Lock Apex Ancillary Specifications: SubjectBoy SpinNo ratings yet
- SEIP For 080-V-001: Degassing DrumDocument6 pagesSEIP For 080-V-001: Degassing DrumThinh NguyenNo ratings yet
- Inspection Form: Please Attached For ConDocument1 pageInspection Form: Please Attached For ConWahyu Rohmad DiantoNo ratings yet
- Visual 003 PDFDocument3 pagesVisual 003 PDFashadNo ratings yet
- 8M Street Light With 2 Bullhorn: Remarks Rev byDocument1 page8M Street Light With 2 Bullhorn: Remarks Rev byzelaya mendezNo ratings yet
- Chapter-3: Manufacturing Engineering-I (Meng3181)Document36 pagesChapter-3: Manufacturing Engineering-I (Meng3181)fitsum balkewNo ratings yet
- Manufacturing Project 2Document6 pagesManufacturing Project 2Syed series lecturesNo ratings yet
- 4 Work Methods and Sequence of Errection and Site TestingDocument14 pages4 Work Methods and Sequence of Errection and Site Testingrendy machoNo ratings yet
- Painting Schedule PDFDocument15 pagesPainting Schedule PDFIliyanPetrovNo ratings yet
- CADG 101R - E - Floor MatDocument10 pagesCADG 101R - E - Floor Matharyonoari68No ratings yet
- Item 24 25 y 26Document1 pageItem 24 25 y 26hipolito padronNo ratings yet
- CHAPTER - BOOK - Fundición A Presión (Molde Permanente)Document10 pagesCHAPTER - BOOK - Fundición A Presión (Molde Permanente)JimyVillaNo ratings yet
- Model Ninety Degree: CAVITY: T-163ADocument3 pagesModel Ninety Degree: CAVITY: T-163AŁukasz OlszewskiNo ratings yet
- Quantity L15A L15B: Saudi Basic Industries CorporationDocument1 pageQuantity L15A L15B: Saudi Basic Industries CorporationDessouki SamakNo ratings yet
- Quantity L15A L15B: Saudi Basic Industries CorporationDocument1 pageQuantity L15A L15B: Saudi Basic Industries CorporationDessouki SamakNo ratings yet
- Important Instructions To ExaminersDocument16 pagesImportant Instructions To ExaminersRahulNo ratings yet
- ME417 Final Project PacketDocument40 pagesME417 Final Project PacketTAYYABA AMJAD L1F16MBAM0221No ratings yet
- 3ESR-2461 - MKT Metall-Kunststoff-Technik GMBH & Co. KGDocument6 pages3ESR-2461 - MKT Metall-Kunststoff-Technik GMBH & Co. KGbisagantiNo ratings yet
- MR - Rasul - Set - 2 - Structural - Drawing-10.LINTEL DETAILSDocument1 pageMR - Rasul - Set - 2 - Structural - Drawing-10.LINTEL DETAILSMr. SinghNo ratings yet
- 4 - Column DesignDocument10 pages4 - Column Designlarry0lao0iiiNo ratings yet
- CSWIP 3 1 Welding Inspection NotesDocument102 pagesCSWIP 3 1 Welding Inspection NotesPavan KallempudiNo ratings yet
- ATW-CTE Letter To SR DEN (Co) S 02-04-2024 - 240403 - 090410Document2 pagesATW-CTE Letter To SR DEN (Co) S 02-04-2024 - 240403 - 090410HARSH TECZNo ratings yet
- SEIP For 080-C-001: Sour Water StripperDocument8 pagesSEIP For 080-C-001: Sour Water StripperThinh NguyenNo ratings yet
- WULC - 14 - 1000-G. Selgi SAIPEM New Developments in High Pressure Equipment Design FeaturesDocument9 pagesWULC - 14 - 1000-G. Selgi SAIPEM New Developments in High Pressure Equipment Design FeaturesadityadhNo ratings yet
- Regulation 2013 Me 6352 Manufacturing Technology Notes - PmsDocument164 pagesRegulation 2013 Me 6352 Manufacturing Technology Notes - PmsSubramanian PmNo ratings yet
- Epe Mini Stadium Full Structural DrawingsDocument29 pagesEpe Mini Stadium Full Structural DrawingsRahman AdedokunNo ratings yet
- Welding InspectionDocument132 pagesWelding Inspectionlamia97No ratings yet
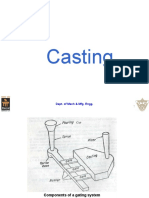
- Casting: Dept. of Mech & Mfg. EnggDocument21 pagesCasting: Dept. of Mech & Mfg. EnggomkardashetwarNo ratings yet
- Fracture Analysis of Chilled Cast Iron Camshaft: China FoundryDocument5 pagesFracture Analysis of Chilled Cast Iron Camshaft: China FoundryTushar KiranNo ratings yet
- DFM ProDocument57 pagesDFM ProMahesh KarpeNo ratings yet
- IC348 Yuen Wai Ying Individual ReportDocument12 pagesIC348 Yuen Wai Ying Individual ReportEunice YuenNo ratings yet
- Tank CoverDocument1 pageTank CovermiorNo ratings yet
- CB Unicorn Dazzler 2010Document89 pagesCB Unicorn Dazzler 2010praveenkumarp614No ratings yet
- Sewing 04-Needle Class 118 of Groz-Beckert For Union Special FlatseamersDocument6 pagesSewing 04-Needle Class 118 of Groz-Beckert For Union Special Flatseamersfriendztoall4351No ratings yet
- 1 s2.0 S007967001630079X Main PDFDocument49 pages1 s2.0 S007967001630079X Main PDFCretu AndreiNo ratings yet
- Suppliers of Y Type StrainerDocument17 pagesSuppliers of Y Type StrainertriveniequipmentsNo ratings yet
- Giudeca SocialDocument36 pagesGiudeca SocialCristiDuca-DamianNo ratings yet
- A QualMan Rev0Document9 pagesA QualMan Rev0ferry ferdiansyah pradanaNo ratings yet
- Cegard3D ManualDocument60 pagesCegard3D ManualLevente BenczediNo ratings yet
- Under Water WeldingDocument16 pagesUnder Water Weldingsyed nadheemNo ratings yet
- NR24A-SR Datasheet En-Gb PDFDocument3 pagesNR24A-SR Datasheet En-Gb PDFWagesusilo23121986_No ratings yet
- Gs BasicDocument6 pagesGs BasicJoao SilvaNo ratings yet
- Coiled Tubing BHA ManualDocument12 pagesCoiled Tubing BHA ManualSamuel OnyewuenyiNo ratings yet
- Hitachi Ex1201 Parts Sec Wat PDFDocument82 pagesHitachi Ex1201 Parts Sec Wat PDFBeatriceJessiNo ratings yet
- (Geotechnical Practice Publication No. 8) Bowers, Benjamin F._ Luo, Si-Hai_ Mei, Guoxiong_ Zhang, Zhongjie_ Huang, Baoshan-Pavement and Geotechnical Engineering for Transportation _ Proceedings of Ses (1)Document191 pages(Geotechnical Practice Publication No. 8) Bowers, Benjamin F._ Luo, Si-Hai_ Mei, Guoxiong_ Zhang, Zhongjie_ Huang, Baoshan-Pavement and Geotechnical Engineering for Transportation _ Proceedings of Ses (1)David Rios FernandezNo ratings yet
- II - Ipex Dimensional Manual - NEWDocument98 pagesII - Ipex Dimensional Manual - NEWAnonymous 1ykzuaxWgYNo ratings yet
- Twin Otter (All Series) Inspection Requirements ManualDocument293 pagesTwin Otter (All Series) Inspection Requirements Manualcarlos100% (7)
- Numerical Overcurrent Time Protection and Thermal Overload Relay With Auto-Reclosure 7SJ600Document184 pagesNumerical Overcurrent Time Protection and Thermal Overload Relay With Auto-Reclosure 7SJ600Miguel AngelNo ratings yet
- MasterSeal 380 TDSDocument2 pagesMasterSeal 380 TDSEngTamerNo ratings yet
- Link-Belt 50ton PDFDocument20 pagesLink-Belt 50ton PDFLucita VallejoNo ratings yet
- Thermocouple GroundingDocument6 pagesThermocouple GroundingNAYEEMNo ratings yet
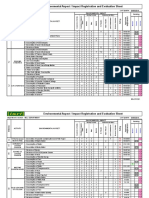
- Environmental Aspect / Impact Registration and Evaluation SheetDocument3 pagesEnvironmental Aspect / Impact Registration and Evaluation SheetrewrtegamingNo ratings yet
- Plastic Pollution: Presented ByDocument29 pagesPlastic Pollution: Presented ByKeertikarina NayakNo ratings yet
- Chemical Process Instrumentation: Temperature MeasurementDocument19 pagesChemical Process Instrumentation: Temperature MeasurementlvrevathiNo ratings yet
- en Lock NutsDocument68 pagesen Lock NutsAlvaro Munoz100% (1)
- BHEL BHOPAL Vocational Training Report - 1301Document31 pagesBHEL BHOPAL Vocational Training Report - 1301Shubham yadav100% (3)
- Practice of Painting PDFDocument46 pagesPractice of Painting PDFChris WalkerNo ratings yet
- Maps KukshiDocument15 pagesMaps KukshiCity Development Plan Madhya PradeshNo ratings yet
- DiagnosticLink 808 FeaturesDocument30 pagesDiagnosticLink 808 FeaturesArtemio100% (1)
- Maquina InyectoraDocument2 pagesMaquina InyectoraStvnSuarez100% (1)
- EMT16 Tech Manual PDFDocument273 pagesEMT16 Tech Manual PDFDonnie AshleyNo ratings yet
- Osisense Xs & XT - xsdh603629Document2 pagesOsisense Xs & XT - xsdh603629Hakim ArifNo ratings yet