You might also like
- 2.008 Design & Manufacturing II: Spring 2004Document48 pages2.008 Design & Manufacturing II: Spring 2004etamil87No ratings yet
- Elastomers and Rubber Compounding MaterialsFrom EverandElastomers and Rubber Compounding MaterialsI FrantaRating: 4.5 out of 5 stars4.5/5 (3)
- Material Product Data Sheet Tin and Tin Alloy (Babbit) Thermal Spray WiresDocument3 pagesMaterial Product Data Sheet Tin and Tin Alloy (Babbit) Thermal Spray WiresKhalid M. HafezNo ratings yet
- An Introduction to Timber Engineering: Pergamon Series of Monographs on Furniture and TimberFrom EverandAn Introduction to Timber Engineering: Pergamon Series of Monographs on Furniture and TimberRating: 5 out of 5 stars5/5 (1)
- Testing Epoxy Resin Adhesive: Standard Method of Test ForDocument13 pagesTesting Epoxy Resin Adhesive: Standard Method of Test ForCasey Ryback100% (1)
- 2.008 Design & Manufacturing II: Gate Gate PositioningDocument9 pages2.008 Design & Manufacturing II: Gate Gate PositioningajaysandhuNo ratings yet
- Frp-Reinforced Concrete Design PDFDocument50 pagesFrp-Reinforced Concrete Design PDFJames NeoNo ratings yet
- Recent Technology of Powder Metallurgy and Applications: Review PaperDocument9 pagesRecent Technology of Powder Metallurgy and Applications: Review Paperİsmet Can KaratepeNo ratings yet
- Apply CapaDocument36 pagesApply Capam.santosa.2techNo ratings yet
- AE 537 Lecture 2 Types of CompositesDocument43 pagesAE 537 Lecture 2 Types of Compositesosama saifNo ratings yet
- B-TVB-M: Sandwich Grade Heat Sealable Metallized Bopp FilmDocument2 pagesB-TVB-M: Sandwich Grade Heat Sealable Metallized Bopp FilmSayed FathyNo ratings yet
- FibroMetals Technical Specs PrintDocument6 pagesFibroMetals Technical Specs PrintTheLady InblackNo ratings yet
- Mechanical Properties of Composite Resin Blocks For CAD CAMDocument6 pagesMechanical Properties of Composite Resin Blocks For CAD CAMWilver MuñozNo ratings yet
- Web Dew Tool-Steel-Charts EN A1 20171110Document1 pageWeb Dew Tool-Steel-Charts EN A1 20171110Mohammed Abdul HasanNo ratings yet
- Art 1, Cerasmart, 130315Document6 pagesArt 1, Cerasmart, 130315Rice SirawichNo ratings yet
- B-TVS-M: Metallized BOPP FilmDocument2 pagesB-TVS-M: Metallized BOPP FilmSayed FathyNo ratings yet
- Powder Metallurgy Science CH 1-CH 2 PDFDocument32 pagesPowder Metallurgy Science CH 1-CH 2 PDFfayaz ahmadNo ratings yet
- DSM 0391.1 - CoMoCrSi Triballoy - PowdersDocument5 pagesDSM 0391.1 - CoMoCrSi Triballoy - PowdersApichitNo ratings yet
- ASTM A 802 Standard Practice For Steel Castings, Iron Castings, Surface Acceptance, Visual ExaminationDocument10 pagesASTM A 802 Standard Practice For Steel Castings, Iron Castings, Surface Acceptance, Visual ExaminationlodraprabowoNo ratings yet
- Composites Science and Technology: T. Yamaguchi, T. Okabe, S. YashiroDocument6 pagesComposites Science and Technology: T. Yamaguchi, T. Okabe, S. YashiroBaşar ZamanNo ratings yet
- SeAH Specialsteel Company.Document32 pagesSeAH Specialsteel Company.rubens072No ratings yet
- Disc Insulator Catalog BHELDocument12 pagesDisc Insulator Catalog BHELwaluyo dosenNo ratings yet
- DSMTS-0010.6 ZN WireDocument4 pagesDSMTS-0010.6 ZN WireMario Cortes FariasNo ratings yet
- Sample - Pipe Manufacturer Data SheetDocument22 pagesSample - Pipe Manufacturer Data SheetAmal KaNo ratings yet
- Tool Steel MMDocument3 pagesTool Steel MMBhushan UNo ratings yet
- Understanding Defects in High Integrity Die Castings - EJ VinarcikDocument11 pagesUnderstanding Defects in High Integrity Die Castings - EJ Vinarcikoğuz kağanNo ratings yet
- 753 - PDS Garia601M 12andm 22USDocument2 pages753 - PDS Garia601M 12andm 22USAndriele ZanardiNo ratings yet
- Astm-A928-2005 Duplex Stailess Steel Pipe Electric Fusion WeldedDocument6 pagesAstm-A928-2005 Duplex Stailess Steel Pipe Electric Fusion WeldedPablo PerdomoNo ratings yet
- #135 Thermal Diffusion Coefficient of Major Plastics - Technical Tutorial - MISUMIDocument2 pages#135 Thermal Diffusion Coefficient of Major Plastics - Technical Tutorial - MISUMImuthuNo ratings yet
- MMT Duncha Corporate Presentation Aerospace 07.2019Document33 pagesMMT Duncha Corporate Presentation Aerospace 07.2019Anas Abd RahmanNo ratings yet
- Material Product Data Sheet Nickel - Aluminum Materials: Quick FactsDocument6 pagesMaterial Product Data Sheet Nickel - Aluminum Materials: Quick FactsSerkan ÖzcanNo ratings yet
- Filament Vs Convolute TubesDocument1 pageFilament Vs Convolute TubesGanesh.MahendraNo ratings yet
- Design: Where Continuous Operation Is Required, Speeds May Be Limited To 107Mpm and Pressure Maximum To 240 KpaDocument30 pagesDesign: Where Continuous Operation Is Required, Speeds May Be Limited To 107Mpm and Pressure Maximum To 240 KpaglobalindosparepartsNo ratings yet
- Institute of Chemical Technology, Mumbai: Dr. S.T.MhaskeDocument53 pagesInstitute of Chemical Technology, Mumbai: Dr. S.T.MhaskeDIPAK VINAYAK SHIRBHATENo ratings yet
- PolyOne Syncure™ System S112BL Polyethylene, Crosslinked (XLPE) Datasheet RW90Document3 pagesPolyOne Syncure™ System S112BL Polyethylene, Crosslinked (XLPE) Datasheet RW90Amina Malek AyaNo ratings yet
- Hermetic Compressor Terminals: Precision, Expertise, and Custom-DesignDocument16 pagesHermetic Compressor Terminals: Precision, Expertise, and Custom-DesignMauro GonçalvesNo ratings yet
- Periaj CAD CAM CompoziteDocument7 pagesPeriaj CAD CAM CompoziteGeorgi AnaNo ratings yet
- Cable Marker - WMT 2,4 (15X4) R - 0816281: Key Commercial DataDocument3 pagesCable Marker - WMT 2,4 (15X4) R - 0816281: Key Commercial DataVlad MaziluNo ratings yet
- Irjet V6i2220Document4 pagesIrjet V6i2220sonuNo ratings yet
- Calmmoon Catalogue SetDocument29 pagesCalmmoon Catalogue SetKelvin XuNo ratings yet
- Ficha Tecnica Metcoloy FeCr StainlessSteel WireDocument4 pagesFicha Tecnica Metcoloy FeCr StainlessSteel WireANDRES DOMINGUEZNo ratings yet
- Seal Failure Analysis We Solve O-Ring, Sealing Problems - 2Document2 pagesSeal Failure Analysis We Solve O-Ring, Sealing Problems - 2nadipallsrirajNo ratings yet
- Ethylene Propylene Diene Terpolymer (EPDM) Sheet Used in Geomembrane ApplicationsDocument4 pagesEthylene Propylene Diene Terpolymer (EPDM) Sheet Used in Geomembrane ApplicationsLupita RamirezNo ratings yet
- John Crane Safematic Safematic OyDocument1 pageJohn Crane Safematic Safematic Oychmatias3No ratings yet
- Part Number: Status: Description:: DocumentsDocument1 pagePart Number: Status: Description:: DocumentsMonika MaláskováNo ratings yet
- Part Number: Status: Description:: DocumentsDocument1 pagePart Number: Status: Description:: DocumentsMonika MaláskováNo ratings yet
- Boedeker Plastics Polyurethane - Technical GuideDocument26 pagesBoedeker Plastics Polyurethane - Technical GuideJagdish PatelNo ratings yet
- DSR For Year 2018-2019Document3 pagesDSR For Year 2018-2019kunal humaneNo ratings yet
- DM Fillerboard - HuntonDocument65 pagesDM Fillerboard - HuntonFahis V MNo ratings yet
- m1100 s09 v1.1f en - AccessoriesDocument10 pagesm1100 s09 v1.1f en - Accessoriesdzul fiqarNo ratings yet
- Inoue 2016Document10 pagesInoue 2016Carlos Cruz HerreraNo ratings yet
- High Strength Solutions To Your Toughest Reinforcement ChallengesDocument2 pagesHigh Strength Solutions To Your Toughest Reinforcement ChallengesLei WuNo ratings yet
- Progress Report 1Document13 pagesProgress Report 1jojoNo ratings yet
- Basic of SprayDocument27 pagesBasic of SprayZami FurqonNo ratings yet
- Reaction Injection MoldingDocument8 pagesReaction Injection MoldingAmeer_Takashim_9385No ratings yet
- Nonlinear Finite Element Analysis of elastomers-MSC MArcDocument66 pagesNonlinear Finite Element Analysis of elastomers-MSC MArcxumucleNo ratings yet
- SATOR333 AResin Ribbon DatasheetDocument2 pagesSATOR333 AResin Ribbon DatasheetvlinemubeenNo ratings yet
- Lista Descrittori Materiali Di Carica Per MDS ISO-1043-2-1988Document4 pagesLista Descrittori Materiali Di Carica Per MDS ISO-1043-2-1988Michele PreghenellaNo ratings yet
- FIBERGUARD 500 Dome ClosureDocument4 pagesFIBERGUARD 500 Dome ClosureTurinto MarjonoNo ratings yet
- 3D Rapid Realization of Initial Design For Plastic Injection MoldsDocument16 pages3D Rapid Realization of Initial Design For Plastic Injection MoldsDjuraTheHarpYNo ratings yet
- EDM Wirecut 2 PDFDocument20 pagesEDM Wirecut 2 PDFDjuraTheHarpYNo ratings yet
- Robotics ProgrammingDocument32 pagesRobotics ProgrammingDjuraTheHarpYNo ratings yet
- (How To) Using Python Based Move PreprocessorsDocument8 pages(How To) Using Python Based Move PreprocessorsDjuraTheHarpYNo ratings yet
- TX Catalogue EnglishDocument12 pagesTX Catalogue EnglishDjuraTheHarpYNo ratings yet
- Computer Shopper - February 2016 UK PDFDocument148 pagesComputer Shopper - February 2016 UK PDFDjuraTheHarpYNo ratings yet
- RRL Matrix HizoleDocument10 pagesRRL Matrix Hizolejunie visdaNo ratings yet
- CR70C Gaskets PDFDocument2 pagesCR70C Gaskets PDFipraoNo ratings yet
- Gad MicroDocument25 pagesGad MicroSandy Borale100% (1)
- Recent Dissertations On Kaolin Based Geopolymer Materials (Ramasamy-2015)Document10 pagesRecent Dissertations On Kaolin Based Geopolymer Materials (Ramasamy-2015)juan diazNo ratings yet
- Refractory For EAF-GuideDocument4 pagesRefractory For EAF-GuideJayasimha TammineniNo ratings yet
- Ladder TagDocument2 pagesLadder Taganwarpbad.sbgNo ratings yet
- Sl. No. Description Unit Qty.: Cement Consumption CoefficientDocument19 pagesSl. No. Description Unit Qty.: Cement Consumption CoefficientDeepak ChandolaNo ratings yet
- Drasta C 5022: UtilisationsDocument1 pageDrasta C 5022: UtilisationsAnya PamungkasNo ratings yet
- Astm A29Document16 pagesAstm A29Nacer KisyNo ratings yet
- Cutting Tool Materials and Cutting FluidsDocument21 pagesCutting Tool Materials and Cutting FluidsRam27092003 GermanNo ratings yet
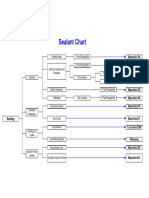
- Chart SealantDocument1 pageChart SealantDoby YuniardiNo ratings yet
- Ball GrindingDocument10 pagesBall Grindingmahreza189No ratings yet
- Asme 36.10MDocument26 pagesAsme 36.10MAlberto darian100% (1)
- DECKDocument13 pagesDECKRESHMANo ratings yet
- Radiographic Examination Report: M/S.: Schutte Meyer Ashwath Alloys PVT LTDDocument1 pageRadiographic Examination Report: M/S.: Schutte Meyer Ashwath Alloys PVT LTDSathish JayaprakashNo ratings yet
- Qw-484A Suggested Format A For Welder Performance Qualifications (WPQ) (See QW-301, Section IX, ASME Boiler and Pressure Vessel Code)Document1 pageQw-484A Suggested Format A For Welder Performance Qualifications (WPQ) (See QW-301, Section IX, ASME Boiler and Pressure Vessel Code)Alesol EquipmentNo ratings yet
- ACI 334.3R-05 Construction of Concrete Shells Using Inflated Forms - MyCivil - IrDocument13 pagesACI 334.3R-05 Construction of Concrete Shells Using Inflated Forms - MyCivil - IringetabascoNo ratings yet
- Vise, Is Used To Clamp Metal Instead of Wood. It Is Used To Hold MetalDocument6 pagesVise, Is Used To Clamp Metal Instead of Wood. It Is Used To Hold MetalElgen EquipadoNo ratings yet
- Design of Water Tanks Ese: Intz TankDocument11 pagesDesign of Water Tanks Ese: Intz TankUday YadavNo ratings yet
- Product Data Sheet 76150 CompoundDocument1 pageProduct Data Sheet 76150 CompoundJagdish PatelNo ratings yet
- Introduction To Plumbing Plumbing and Pipe FittingDocument7 pagesIntroduction To Plumbing Plumbing and Pipe Fittinglad odieNo ratings yet
- Snap-Action Microswitches - Standard Metal M9/C9: CharacteristicsDocument3 pagesSnap-Action Microswitches - Standard Metal M9/C9: CharacteristicsAlexanderNo ratings yet
- 1aluminum Tempers, Specifications and Designations - Engineers Edge PDFDocument9 pages1aluminum Tempers, Specifications and Designations - Engineers Edge PDFChukkaNo ratings yet
- Electives Report On Low Cost HousingDocument21 pagesElectives Report On Low Cost HousingSaajan SharmaNo ratings yet
- TDS ShaliFloor TC 2PU 80Document2 pagesTDS ShaliFloor TC 2PU 80Rana MahatoNo ratings yet
- Flat Type Wall SystemDocument9 pagesFlat Type Wall SystemFrialynNo ratings yet
- ACI 201.2R-08 Guide To Durable Concrete - MyCivil - IrDocument53 pagesACI 201.2R-08 Guide To Durable Concrete - MyCivil - IrsamehNo ratings yet
- Torsion 91Document1 pageTorsion 91bagmass0% (1)
- SpecDocument23 pagesSpecSalimNo ratings yet
- Presentation PujaDocument19 pagesPresentation Pujasuchismita swainNo ratings yet