You might also like
- Riser Length MeasurementsDocument10 pagesRiser Length MeasurementsAbdalla Magdy DarwishNo ratings yet
- Dynamic Low Choke High Quality PDFDocument4 pagesDynamic Low Choke High Quality PDFWCGNo ratings yet
- CDAMnemonicsDocument18 pagesCDAMnemonicsvanthodcNo ratings yet
- ENM210 Cementing Operations Lecture 2 - Stage Cementing - 1 StageDocument8 pagesENM210 Cementing Operations Lecture 2 - Stage Cementing - 1 StageHamid Reza BabaeiNo ratings yet
- LWD MWD AnadrillDocument38 pagesLWD MWD AnadrillJose SantiagoNo ratings yet
- Drilling Lectures 89 PDFDocument21 pagesDrilling Lectures 89 PDFضيٍَِِ الكُمرNo ratings yet
- Directional Surveying PDFDocument26 pagesDirectional Surveying PDFjesus alejandro lopez ovandoNo ratings yet
- MPD Brochure BeyondDocument10 pagesMPD Brochure BeyondIRLANDA100% (1)
- Migrasi TrapDocument66 pagesMigrasi TrapmalamlamaNo ratings yet
- 4.500 in 18.90 PPF 0.430 in SM2535-125 VAM HTF-NR Ref. 27-11-17Document1 page4.500 in 18.90 PPF 0.430 in SM2535-125 VAM HTF-NR Ref. 27-11-17Ahmed Elwany100% (1)
- Depth Issues in The Trajectory (Oil Patch) - Wellbore Position Uncertainty (Ekofisk)Document101 pagesDepth Issues in The Trajectory (Oil Patch) - Wellbore Position Uncertainty (Ekofisk)Roger GuevaraNo ratings yet
- HPHT Production in The GOMDocument40 pagesHPHT Production in The GOMPerlaNo ratings yet
- Section02 Drilling ApparatusDocument31 pagesSection02 Drilling ApparatusMohamed ElshoraNo ratings yet
- Reelwell Drilling Method PDFDocument8 pagesReelwell Drilling Method PDFAnonymous H9n5g3aaCENo ratings yet
- 01-Section 02 Drilling Fluids Functions PDFDocument11 pages01-Section 02 Drilling Fluids Functions PDFLazharNo ratings yet
- Wireline Rig Up On Bails For Deepwater Rig Correlation PDFDocument1 pageWireline Rig Up On Bails For Deepwater Rig Correlation PDFgugal KumarNo ratings yet
- Section08 - Drilling Deviated HoleDocument28 pagesSection08 - Drilling Deviated HoleMohamed ElshoraNo ratings yet
- Spe 103184 MSDocument7 pagesSpe 103184 MSRamanamurthy PalliNo ratings yet
- Heavy Duty Jackup Rigs Are Versatile and Capable: Application RangeDocument2 pagesHeavy Duty Jackup Rigs Are Versatile and Capable: Application RangeMILADNo ratings yet
- Deepwater Advanced 1Document8 pagesDeepwater Advanced 1jrladduNo ratings yet
- DX ConnectorDocument8 pagesDX ConnectorpooNo ratings yet
- Managed Pressure Drilling & Underbalanced Operations: Platinum SponsorsDocument4 pagesManaged Pressure Drilling & Underbalanced Operations: Platinum SponsorsSyed IrtazaNo ratings yet
- Hole Conditioning Before Running Casing or LinerDocument1 pageHole Conditioning Before Running Casing or LinerYougchu LuanNo ratings yet
- Homco Casing Patch: Restoring Casing Integrity With A Permanent Steel SealDocument8 pagesHomco Casing Patch: Restoring Casing Integrity With A Permanent Steel SealHamed NazariNo ratings yet
- DrillSIM EnglishDocument4 pagesDrillSIM EnglishBayo AkinkugbeNo ratings yet
- SPE-169245-MS Overcoming Ultradeepwater Cementing Challenges in The CaribbeanDocument16 pagesSPE-169245-MS Overcoming Ultradeepwater Cementing Challenges in The CaribbeanAhmed Ali AlsubaihNo ratings yet
- Theory Slides 1Document82 pagesTheory Slides 1Eslam IsmaeelNo ratings yet
- Smith Rotating Control DevicesDocument8 pagesSmith Rotating Control DevicesDon BraithwaiteNo ratings yet
- Kick ToleranceDocument71 pagesKick ToleranceHafiz Othman100% (1)
- How Offshore Capping Stacks WorkDocument3 pagesHow Offshore Capping Stacks WorkLaloMendietaNo ratings yet
- Skid Off DrillingDocument2 pagesSkid Off DrillingKeithbNo ratings yet
- Group 4 - Expandable TubularDocument20 pagesGroup 4 - Expandable TubularAzka Roby AntariNo ratings yet
- Well Control and Subsea Drilling Equipment PDFDocument48 pagesWell Control and Subsea Drilling Equipment PDFbaharmarineNo ratings yet
- Marine Drilling Riser and LMRPDocument63 pagesMarine Drilling Riser and LMRPherikugisNo ratings yet
- H-6DEL - Report - DOF - 2017.07.21 Coriendo TR de 20Document9 pagesH-6DEL - Report - DOF - 2017.07.21 Coriendo TR de 20PAZCOSL3 MEJIANo ratings yet
- Drilling HomeworkDocument14 pagesDrilling HomeworkRaphael L Cotta MacedoNo ratings yet
- Logging / Measurement While Drilling: Vaoqana Ko Daorana Samlaokna (LWD/MWD)Document10 pagesLogging / Measurement While Drilling: Vaoqana Ko Daorana Samlaokna (LWD/MWD)R.GNo ratings yet
- Spe 106346 MSDocument0 pagesSpe 106346 MSManthan MarvaniyaNo ratings yet
- WellPlan ReportDocument34 pagesWellPlan ReportElmar CahangirovNo ratings yet
- 01-Primary Cementing OverviewDocument42 pages01-Primary Cementing OverviewAmina Mekkakia100% (1)
- Drilling Procedures OMC ABDocument25 pagesDrilling Procedures OMC ABJesse EsparzaNo ratings yet
- Dynamic Kill by Ravndal, Maiken PDFDocument130 pagesDynamic Kill by Ravndal, Maiken PDFIsendorf816100% (1)
- Causes of KickDocument8 pagesCauses of KickAyman64No ratings yet
- Drilling Pressure Control ExcercisesDocument18 pagesDrilling Pressure Control ExcercisesnjileoNo ratings yet
- 2 February - Onshore Vs Offshore DrillingDocument2 pages2 February - Onshore Vs Offshore DrillingHanly MauriceNo ratings yet
- Tomax AST Tool User ManualDocument4 pagesTomax AST Tool User ManualChinyere NkereNo ratings yet
- Subsea Exercise No. 8: Complete The Following Questions Based On The Data GivenDocument3 pagesSubsea Exercise No. 8: Complete The Following Questions Based On The Data GivenOgbodu Ejiro DesmondNo ratings yet
- C-05-6F - Appendix D Offshore Drilling Well Control - A1S2W1Document76 pagesC-05-6F - Appendix D Offshore Drilling Well Control - A1S2W1hlove1No ratings yet
- Features: Running Tools Tieback ToolsDocument2 pagesFeatures: Running Tools Tieback ToolsIrfan SiddiqueNo ratings yet
- Schubert IADC WC ConferenceDocument31 pagesSchubert IADC WC ConferenceNekyneky NekyNo ratings yet
- Kick Tolerance Calculations For Well Design and Drilling OperationsDocument2 pagesKick Tolerance Calculations For Well Design and Drilling Operationsi oNo ratings yet
- Intoducing HWU & BargeDocument27 pagesIntoducing HWU & BargeelhamNo ratings yet
- Casing DesignDocument12 pagesCasing DesignRisTy FrogGiesaa AmaNeeNo ratings yet
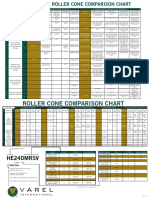
- VAREL RC Comparison Chart Final 2012Document2 pagesVAREL RC Comparison Chart Final 2012Baitaw WanwarangNo ratings yet
- Well CompletionDocument82 pagesWell CompletionFlorian Ananias ByarugabaNo ratings yet
- Wave Propagation in Drilling, Well Logging and Reservoir ApplicationsFrom EverandWave Propagation in Drilling, Well Logging and Reservoir ApplicationsNo ratings yet
- Measurement While Drilling: Signal Analysis, Optimization and DesignFrom EverandMeasurement While Drilling: Signal Analysis, Optimization and DesignNo ratings yet
- Microbial Enhancement of Oil Recovery - Recent AdvancesFrom EverandMicrobial Enhancement of Oil Recovery - Recent AdvancesNo ratings yet
- Lens History by ZEISS Planar en - CLB - 40 PDFDocument12 pagesLens History by ZEISS Planar en - CLB - 40 PDFkfranovskyNo ratings yet
- Optical Design Instrumentation PDFDocument100 pagesOptical Design Instrumentation PDFkfranovskyNo ratings yet
- Fmev Chap8a Induction Short VersionDocument28 pagesFmev Chap8a Induction Short VersionkfranovskyNo ratings yet
- MWD Mud-Pulse System SperrySunDocument77 pagesMWD Mud-Pulse System SperrySunkfranovsky100% (1)
- Investigation of Fatal Accident Lift Boat-Coil Tubing P&A Main Pass Block 98, Well No. 3 OCS-G 5694 12 August 2005Document37 pagesInvestigation of Fatal Accident Lift Boat-Coil Tubing P&A Main Pass Block 98, Well No. 3 OCS-G 5694 12 August 2005kfranovskyNo ratings yet
- No.3 Webben 2Document156 pagesNo.3 Webben 2rodrigo andres maluenda romeroNo ratings yet
- Design of Pre Stressed Concrete ELEMENTS-15CV82: Department of Civil EngineeringDocument121 pagesDesign of Pre Stressed Concrete ELEMENTS-15CV82: Department of Civil EngineeringViji NpNo ratings yet
- Common Failure Mechanisms in Non MetalsDocument4 pagesCommon Failure Mechanisms in Non MetalsYousuf MemonNo ratings yet
- Astm 1457Document27 pagesAstm 1457jjNo ratings yet
- Weibull DistributionDocument7 pagesWeibull DistributionBruno Vilas BoasNo ratings yet
- Week8-Glass Fracture AnalysisDocument4 pagesWeek8-Glass Fracture AnalysisSahmin SaalNo ratings yet
- 1 s2.0 S1350630720317192 MainDocument16 pages1 s2.0 S1350630720317192 MainmaximNo ratings yet
- Aleaciones de Aluminio Astm b928b928mDocument10 pagesAleaciones de Aluminio Astm b928b928mHaniel FcNo ratings yet
- San Francisco Oakland East Bay Bridge Seiblefib2003Document20 pagesSan Francisco Oakland East Bay Bridge Seiblefib2003mapasabcNo ratings yet
- Quiz & Test QuestionsDocument4 pagesQuiz & Test QuestionsdadNo ratings yet
- 2012 Robertson IMR MechanicalDocument36 pages2012 Robertson IMR MechanicalNihar VsNo ratings yet
- Metal CeramicsDocument62 pagesMetal CeramicsSai Kumar67% (3)
- CA04 ParchamentoJVMDocument6 pagesCA04 ParchamentoJVMJohnrey ParchamentoNo ratings yet
- Steel PowerPoint I (2018-2019)Document89 pagesSteel PowerPoint I (2018-2019)ohnmarzawNo ratings yet
- BS en 14651-2005-A1-2007 - Test Method For Metallic Fibre Concrete - Measuring The Flexural Tensil Strength - Limit of ProportionalityDocument20 pagesBS en 14651-2005-A1-2007 - Test Method For Metallic Fibre Concrete - Measuring The Flexural Tensil Strength - Limit of ProportionalitySarifNo ratings yet
- Bewicketal Templated FinalDocument11 pagesBewicketal Templated FinalFelipe EduardoNo ratings yet
- PRC-II Lab ManualDocument41 pagesPRC-II Lab ManualRana Asad AliNo ratings yet
- BD - K - EXPANSION JOINTSDocument18 pagesBD - K - EXPANSION JOINTSMuthusamy ArumugamNo ratings yet
- Som Unit 5Document30 pagesSom Unit 5Robinson PrabuNo ratings yet
- Annex 1 Essential Safety RequirementDocument12 pagesAnnex 1 Essential Safety Requirementjamil voraNo ratings yet
- Design of Box CulvertDocument11 pagesDesign of Box Culvertjs kalyana ramaNo ratings yet
- Plant Aging and Life Extension Program at Arun LNG Plant Lhokseumawe, North Aceh, IndonesiaDocument13 pagesPlant Aging and Life Extension Program at Arun LNG Plant Lhokseumawe, North Aceh, Indonesiamadhan_kumar2000No ratings yet
- The Performance of Alloy 625 in Long-Term Intermediate Temperature ApplicationsDocument9 pagesThe Performance of Alloy 625 in Long-Term Intermediate Temperature ApplicationsVikrant Saumitra mm20d401No ratings yet
- Lecture 4Document12 pagesLecture 4Alok KumarNo ratings yet
- Construction and Building MaterialsDocument12 pagesConstruction and Building MaterialssattiricNo ratings yet
- Lecture 38Document10 pagesLecture 38Deepak GuptaNo ratings yet
- Sheet Metal FormingDocument38 pagesSheet Metal FormingPriya ChilukuriNo ratings yet
- Structural Health Monitoring For A Wind TurbineDocument21 pagesStructural Health Monitoring For A Wind TurbineMArceloNo ratings yet
- Lecture 10 Fracture MechanicsDocument21 pagesLecture 10 Fracture Mechanicsantoine demeire100% (3)
- Beryllium and Beryllium Compounds: 2005 Wiley-Vch Verlag GMBH & Co. Kgaa, WeinheimDocument28 pagesBeryllium and Beryllium Compounds: 2005 Wiley-Vch Verlag GMBH & Co. Kgaa, WeinheimjaimeNo ratings yet