You might also like
- Metal Valves & Pipe Fittings World Summary: Market Values & Financials by CountryFrom EverandMetal Valves & Pipe Fittings World Summary: Market Values & Financials by CountryNo ratings yet
- Tube Bending Design Guide 1Document24 pagesTube Bending Design Guide 1Yasmin 2021No ratings yet
- Pipe Bend CalcDocument2 pagesPipe Bend CalcHecs Bsce100% (2)
- Fabrication of Hydraulic Pipe Bending Machine PDFDocument2 pagesFabrication of Hydraulic Pipe Bending Machine PDFAndrew100% (1)
- Bending FormulasDocument3 pagesBending FormulasJordan MosesNo ratings yet
- Tube Bending GuideDocument21 pagesTube Bending GuideNaeemSiddiqui100% (1)
- Motorized Pipe Bending MachineDocument8 pagesMotorized Pipe Bending Machineanon_201618867No ratings yet
- Measuring Length of Pipe in BendsDocument1 pageMeasuring Length of Pipe in Bendsamacathot06100% (1)
- TUBE Bending Formulas PDFDocument3 pagesTUBE Bending Formulas PDFFernandoNo ratings yet
- Tube BendingDocument2 pagesTube BendingMetin GüvenNo ratings yet
- How To Get High Quality Pipe BendDocument23 pagesHow To Get High Quality Pipe BendYaneYang100% (1)
- Pipe BendsDocument23 pagesPipe BendsabhisheknharanghatNo ratings yet
- The Rotary Draw Tube Bending GuideDocument13 pagesThe Rotary Draw Tube Bending GuideFernandoNass100% (3)
- 07A. 03. Screw Thread Formation of ThreadDocument31 pages07A. 03. Screw Thread Formation of ThreadHarshit joshiNo ratings yet
- Pipe and Tube Bending PrinciplesDocument5 pagesPipe and Tube Bending PrinciplesPravin SatheNo ratings yet
- Basic Tube Bending GuideDocument22 pagesBasic Tube Bending GuidebiflicNo ratings yet
- Rollvis - Roller Screws - CatalogueDocument74 pagesRollvis - Roller Screws - Cataloguegoooga299No ratings yet
- 26-Universal Bending MachineDocument59 pages26-Universal Bending MachinesathishNo ratings yet
- Gear DesignDocument22 pagesGear DesignKhalil Raza100% (4)
- Lead Screw Vs Ball ScrewDocument11 pagesLead Screw Vs Ball ScrewalexNo ratings yet
- Drawing Guide Weld SymbolsDocument3 pagesDrawing Guide Weld SymbolsspaljeniNo ratings yet
- Pipe BendingDocument5 pagesPipe BendingPutra Pratama100% (3)
- Bending ProcessDocument5 pagesBending ProcessMohamed Esmael ElsayedNo ratings yet
- ThesisDocument18 pagesThesisTibebu MerideNo ratings yet
- Why Consider Roller Screw TechnologyDocument2 pagesWhy Consider Roller Screw Technologyryasa1No ratings yet
- Design of The Toggle JackDocument30 pagesDesign of The Toggle Jackkoanakist91% (11)
- Cad Lab DrawingsDocument21 pagesCad Lab DrawingsRajueswar100% (4)
- Report Screw Jack (1) TDocument47 pagesReport Screw Jack (1) TAshish Sharma80% (5)
- Sheet Metal Forming PDFDocument9 pagesSheet Metal Forming PDFRakhesh Manchi100% (1)
- Design and Fabrication of Leaf JigDocument9 pagesDesign and Fabrication of Leaf JigAnonymous Clyy9NNo ratings yet
- 1 - Overview of Gate Operating SystemsDocument6 pages1 - Overview of Gate Operating SystemsPradeep VM100% (1)
- LatheDocument74 pagesLatheChandrakantha K100% (1)
- 2013 Turbine Manufacture Pelton TurbineDocument60 pages2013 Turbine Manufacture Pelton TurbineAnonymous K48TgviNo ratings yet
- Module IV: Gears and Gear TrainsDocument38 pagesModule IV: Gears and Gear TrainsSuraj VinayNo ratings yet
- Design and Construction of A Hydraulically Powered Scissors LiftDocument61 pagesDesign and Construction of A Hydraulically Powered Scissors LiftJuan David Triana100% (2)
- HMT Mandrel Bending 101Document80 pagesHMT Mandrel Bending 101zaiofracassadoNo ratings yet
- Tube Bending BasicsDocument6 pagesTube Bending Basicsjosetxu2006No ratings yet
- Thread EngagementDocument15 pagesThread Engagementsumeetsaini88No ratings yet
- Chapter 6 - Assembly DrawingsDocument87 pagesChapter 6 - Assembly DrawingsAnonymous ohCM2ktv100% (1)
- Hanger Support Spacing and Rod Size For Horizontal PipesDocument8 pagesHanger Support Spacing and Rod Size For Horizontal Pipesyarzar17No ratings yet
- Multiple Angle Pipe Bending MachineDocument99 pagesMultiple Angle Pipe Bending MachineselvarajNo ratings yet
- Sheet MetalDocument186 pagesSheet Metalwalid_mohammady1616100% (1)
- JTL Book Common Plumbing ProcessesDocument40 pagesJTL Book Common Plumbing Processesbendeni100% (1)
- Irjet V6i128Document2 pagesIrjet V6i128Dhiraj NayakNo ratings yet
- I. ConclusionDocument3 pagesI. ConclusionChanel AnnNo ratings yet
- Design of A PipeRing Type of Sparger For A Bubble Column Reactor PDFDocument8 pagesDesign of A PipeRing Type of Sparger For A Bubble Column Reactor PDFAshkanHosseini100% (1)
- Control of Ovality in Pipe Bending-A New ApproachDocument5 pagesControl of Ovality in Pipe Bending-A New ApproachJuan AlmeidaNo ratings yet
- Bending Spring LoadingDocument2 pagesBending Spring LoadingNisha NtaNo ratings yet
- Ovalizazzione Nozioni PDFDocument5 pagesOvalizazzione Nozioni PDFAngelo CeccatoNo ratings yet
- Ijsetr Vol 5 Issue 3 673 676 PDFDocument4 pagesIjsetr Vol 5 Issue 3 673 676 PDFDeepak KashyapNo ratings yet
- Buckling of Free Pipe Under External PressureDocument38 pagesBuckling of Free Pipe Under External Pressurevictortownshend100% (1)
- LBYCVW2 - Experiment 2Document11 pagesLBYCVW2 - Experiment 2Shean Berwin GonzalesNo ratings yet
- Tube BendingDocument8 pagesTube BendingRohan Paunikar100% (1)
- Crotch Plate DesignDocument25 pagesCrotch Plate DesignGerhard Horn100% (1)
- PrayerDocument42 pagesPrayerKristine ValenzuelaNo ratings yet
- Acoustic Properties of Miter Bends: John W. ColtmanDocument4 pagesAcoustic Properties of Miter Bends: John W. ColtmansandbadbahriNo ratings yet
- Is Code-Guidelines For Branching of Penstocks in Hydropower ProjectsDocument24 pagesIs Code-Guidelines For Branching of Penstocks in Hydropower ProjectsAnonymous mcHqIfbnV1100% (1)
- Bending MachineDocument2 pagesBending Machinesubbiah1986No ratings yet
- Geotechnical Engineering 1 (RMIT) Course RevisionDocument53 pagesGeotechnical Engineering 1 (RMIT) Course RevisionSaint123No ratings yet
- BSR NH Circle Jaipur 2016Document103 pagesBSR NH Circle Jaipur 2016vikash kumar50% (4)
- Iftekhar Sea Service TestimonialDocument2 pagesIftekhar Sea Service TestimonialTomenko OleksiiNo ratings yet
- Tutorial - 05 - Excavation Settle 3DDocument13 pagesTutorial - 05 - Excavation Settle 3DAlejandro Camargo SanabriaNo ratings yet
- A9K CatalogueDocument152 pagesA9K CatalogueMohamed SaffiqNo ratings yet
- Pioneer XDP - 30R ManualDocument213 pagesPioneer XDP - 30R Manualmugurel_stanescuNo ratings yet
- Mechanical Workshop Practice ReportDocument6 pagesMechanical Workshop Practice ReportMuhd AkmalNo ratings yet
- VXN150 Vixion Fuel Tank PDFDocument3 pagesVXN150 Vixion Fuel Tank PDFHarris Jum'aniandaNo ratings yet
- Problems PDFDocument9 pagesProblems PDFEduarGelvezNo ratings yet
- Huawei ACU2 Wireless Access Controller DatasheetDocument12 pagesHuawei ACU2 Wireless Access Controller Datasheetdexater007No ratings yet
- Tharmal Analysis BasicsDocument56 pagesTharmal Analysis BasicsNetoNo ratings yet
- KST GlueTech 44 enDocument80 pagesKST GlueTech 44 enLeandro RadamesNo ratings yet
- AirStash Manual A01 PDFDocument15 pagesAirStash Manual A01 PDFArcangelo Di TanoNo ratings yet
- EN RotomaticDocument4 pagesEN RotomaticnajeerwNo ratings yet
- 85GDocument4 pages85GBeny StephenNo ratings yet
- Sewerage & Sewage Treatment PlantDocument26 pagesSewerage & Sewage Treatment PlantSyed ZamanNo ratings yet
- Measurement Advisory Committee Summary - Attachment 3Document70 pagesMeasurement Advisory Committee Summary - Attachment 3MauricioICQNo ratings yet
- 3310 ATF DEXRON III H PDS Vesion 3Document2 pages3310 ATF DEXRON III H PDS Vesion 3luayhabibbNo ratings yet
- RT 8090 TDocument40 pagesRT 8090 TManuel100% (1)
- AHRLACDocument18 pagesAHRLACVictor Pileggi100% (1)
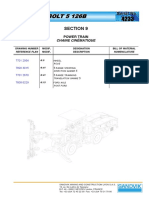
- S09 Power TrainDocument90 pagesS09 Power TrainPLANEAMIENTO MDRILLNo ratings yet
- Ultra Petronne Interior Supply Corp.: Manufacturer of Light Metal FramesDocument1 pageUltra Petronne Interior Supply Corp.: Manufacturer of Light Metal Framesjun vincint geleraNo ratings yet
- Sluice Gates ExportDocument20 pagesSluice Gates ExportsaishankarlNo ratings yet
- MJ4502 High-Power PNP Silicon TransistorDocument4 pagesMJ4502 High-Power PNP Silicon Transistorjoao victorNo ratings yet
- Chapter 19A ConcreteDocument10 pagesChapter 19A ConcreteMofasa ENo ratings yet
- 2019 All PDFDocument27 pages2019 All PDFvishesh bhatiaNo ratings yet
- Feasibility Study of Solar Photovoltaic (PV) Energy Systems For Rural Villages of Ethiopian Somali Region (A Case Study of Jigjiga Zone)Document7 pagesFeasibility Study of Solar Photovoltaic (PV) Energy Systems For Rural Villages of Ethiopian Somali Region (A Case Study of Jigjiga Zone)ollata kalanoNo ratings yet
- RT L2 General Examination PaperDocument4 pagesRT L2 General Examination PaperdaddadNo ratings yet
- Teradata Installation: Installation Steps For WindowsDocument4 pagesTeradata Installation: Installation Steps For WindowsjupudiguptaNo ratings yet
- 20105-AR-HOT-07-105-01 Rev 00Document1 page20105-AR-HOT-07-105-01 Rev 00Bahaa MohamedNo ratings yet
- Mental Math: How to Develop a Mind for Numbers, Rapid Calculations and Creative Math Tricks (Including Special Speed Math for SAT, GMAT and GRE Students)From EverandMental Math: How to Develop a Mind for Numbers, Rapid Calculations and Creative Math Tricks (Including Special Speed Math for SAT, GMAT and GRE Students)No ratings yet
- The Cyanide Canary: A True Story of InjusticeFrom EverandThe Cyanide Canary: A True Story of InjusticeRating: 4 out of 5 stars4/5 (52)
- Build a Mathematical Mind - Even If You Think You Can't Have One: Become a Pattern Detective. Boost Your Critical and Logical Thinking Skills.From EverandBuild a Mathematical Mind - Even If You Think You Can't Have One: Become a Pattern Detective. Boost Your Critical and Logical Thinking Skills.Rating: 5 out of 5 stars5/5 (1)
- Art of Commenting: How to Influence Environmental Decisionmaking With Effective Comments, The, 2d EditionFrom EverandArt of Commenting: How to Influence Environmental Decisionmaking With Effective Comments, The, 2d EditionRating: 3 out of 5 stars3/5 (1)
- Quantum Physics: A Beginners Guide to How Quantum Physics Affects Everything around UsFrom EverandQuantum Physics: A Beginners Guide to How Quantum Physics Affects Everything around UsRating: 4.5 out of 5 stars4.5/5 (3)
- Basic Math & Pre-Algebra Workbook For Dummies with Online PracticeFrom EverandBasic Math & Pre-Algebra Workbook For Dummies with Online PracticeRating: 4 out of 5 stars4/5 (2)
- Images of Mathematics Viewed Through Number, Algebra, and GeometryFrom EverandImages of Mathematics Viewed Through Number, Algebra, and GeometryNo ratings yet
- Waste: One Woman’s Fight Against America’s Dirty SecretFrom EverandWaste: One Woman’s Fight Against America’s Dirty SecretRating: 5 out of 5 stars5/5 (1)
- Calculus Workbook For Dummies with Online PracticeFrom EverandCalculus Workbook For Dummies with Online PracticeRating: 3.5 out of 5 stars3.5/5 (8)
- A Mathematician's Lament: How School Cheats Us Out of Our Most Fascinating and Imaginative Art FormFrom EverandA Mathematician's Lament: How School Cheats Us Out of Our Most Fascinating and Imaginative Art FormRating: 5 out of 5 stars5/5 (5)
- Mathematical Mindsets: Unleashing Students' Potential through Creative Math, Inspiring Messages and Innovative TeachingFrom EverandMathematical Mindsets: Unleashing Students' Potential through Creative Math, Inspiring Messages and Innovative TeachingRating: 4.5 out of 5 stars4.5/5 (21)
- Fluent in 3 Months: How Anyone at Any Age Can Learn to Speak Any Language from Anywhere in the WorldFrom EverandFluent in 3 Months: How Anyone at Any Age Can Learn to Speak Any Language from Anywhere in the WorldRating: 3 out of 5 stars3/5 (80)
- Exposure: Poisoned Water, Corporate Greed, and One Lawyer's Twenty-Year Battle Against DuPontFrom EverandExposure: Poisoned Water, Corporate Greed, and One Lawyer's Twenty-Year Battle Against DuPontRating: 4.5 out of 5 stars4.5/5 (18)
- How Math Explains the World: A Guide to the Power of Numbers, from Car Repair to Modern PhysicsFrom EverandHow Math Explains the World: A Guide to the Power of Numbers, from Car Repair to Modern PhysicsRating: 3.5 out of 5 stars3.5/5 (9)
- Mental Math Secrets - How To Be a Human CalculatorFrom EverandMental Math Secrets - How To Be a Human CalculatorRating: 5 out of 5 stars5/5 (3)
- ParaPro Assessment Preparation 2023-2024: Study Guide with 300 Practice Questions and Answers for the ETS Praxis Test (Paraprofessional Exam Prep)From EverandParaPro Assessment Preparation 2023-2024: Study Guide with 300 Practice Questions and Answers for the ETS Praxis Test (Paraprofessional Exam Prep)No ratings yet