You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5813)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Supplier Database - Qatar SuppliersDocument634 pagesSupplier Database - Qatar SuppliersTayyabNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- 2002 Arctic Cat Mountain Cat 600 EFI SNOWMOBILE Service Repair Manual PDFDocument65 pages2002 Arctic Cat Mountain Cat 600 EFI SNOWMOBILE Service Repair Manual PDFusekjdmmNo ratings yet
- Total Boiler SystemDocument11 pagesTotal Boiler SystemWaleed EmaraNo ratings yet
- Deaerator Performance TestingDocument3 pagesDeaerator Performance TestingAbdus Saboor Khalid100% (3)
- DistillationDocument7 pagesDistillationAbdus Saboor KhalidNo ratings yet
- Desalter Emulsion MonitorDocument2 pagesDesalter Emulsion MonitorAbdus Saboor KhalidNo ratings yet
- Depropanizer: Feed Specifications and Product CompositionsDocument3 pagesDepropanizer: Feed Specifications and Product CompositionsAbdus Saboor KhalidNo ratings yet
- Desalter ArticleDocument4 pagesDesalter ArticleAbdus Saboor Khalid100% (1)
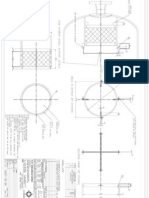
- Demister DrawingDocument1 pageDemister DrawingAbdus Saboor KhalidNo ratings yet
- Chemical Engg SeminarDocument23 pagesChemical Engg SeminarAbdus Saboor KhalidNo ratings yet
- Chart of Thermodynamic & Transport Properties of CO2 - ManualDocument34 pagesChart of Thermodynamic & Transport Properties of CO2 - ManualAbdus Saboor KhalidNo ratings yet
- Centrifugal Pump For Water ServiceDocument37 pagesCentrifugal Pump For Water ServiceAbdus Saboor KhalidNo ratings yet
- Centrifugal Compressor OperationDocument5 pagesCentrifugal Compressor OperationAbdus Saboor Khalid100% (4)
- CLZ-FP-HD CLZ-FPT-HD: Tubular CapacitorDocument5 pagesCLZ-FP-HD CLZ-FPT-HD: Tubular Capacitorสมฤดี สิงห์ดีNo ratings yet
- Electrolux Fact Sheet Corporate StrategyDocument3 pagesElectrolux Fact Sheet Corporate StrategyYuvraj JaipalNo ratings yet
- GAS STATION v1Document1 pageGAS STATION v1ashier dave calulotNo ratings yet
- GCSR Sem-4 GTU MBADocument15 pagesGCSR Sem-4 GTU MBASatish J. MakwanaNo ratings yet
- Incubadoras VWR PDFDocument4 pagesIncubadoras VWR PDFlingushilloNo ratings yet
- Mooring EquipmentDocument195 pagesMooring EquipmentVladimirs Arzeninovs100% (4)
- Ky Nang Tong Hop 8Document4 pagesKy Nang Tong Hop 8dâu béNo ratings yet
- UPS 30kVA 30minDocument6 pagesUPS 30kVA 30minJosé LuisNo ratings yet
- 200961594451899Document8 pages200961594451899Mark Jay TalisayonNo ratings yet
- Pressure Measuring DevicesDocument11 pagesPressure Measuring DevicesKevin HiralalNo ratings yet
- 19ARC709L - Performance Evaluation Tools For Sustainable Buildings - Notes - Prashanthini RajagopalDocument169 pages19ARC709L - Performance Evaluation Tools For Sustainable Buildings - Notes - Prashanthini Rajagopalprashanthini92No ratings yet
- PDFServlet 2 PDFDocument1 pagePDFServlet 2 PDFDeepak Gupta100% (1)
- S. Pugalendhi, J. Gitanjali, R. Shalini, P. Subramanian - Handbook On Renewable Energy and Green Technology-CRC Press (2024)Document218 pagesS. Pugalendhi, J. Gitanjali, R. Shalini, P. Subramanian - Handbook On Renewable Energy and Green Technology-CRC Press (2024)seancoleman404No ratings yet
- Alak Kumar Guha: Curriculum VitaeDocument3 pagesAlak Kumar Guha: Curriculum VitaeKathak DancerNo ratings yet
- Design, Analysis and Development of Improved Hollow Concrete Block Making Machine - IJERTDocument22 pagesDesign, Analysis and Development of Improved Hollow Concrete Block Making Machine - IJERThhNo ratings yet
- ABS Rules For Environmental Protection (+enviro)Document26 pagesABS Rules For Environmental Protection (+enviro)Winfield ZhengNo ratings yet
- R18 B.Tech 3-1 MechanicalEngg SyllabusDocument16 pagesR18 B.Tech 3-1 MechanicalEngg SyllabusnareshNo ratings yet
- Heat GunDocument11 pagesHeat GunMary Grace Aboque-Tan SangcomNo ratings yet
- ROIVsDocument8 pagesROIVshamza shafiqNo ratings yet
- Maklumat Berikut Mungkin Berfaedah. Simbol-Simbol Mempunyai Makna Yang Biasa. U VDocument1 pageMaklumat Berikut Mungkin Berfaedah. Simbol-Simbol Mempunyai Makna Yang Biasa. U VAsma IryuNo ratings yet
- RK ProjectDocument171 pagesRK ProjectMuthu PerumalNo ratings yet
- Company Profile OS OVERSESDocument16 pagesCompany Profile OS OVERSESosoverseas indiaNo ratings yet
- EMUS CM011 DatasheetDocument3 pagesEMUS CM011 DatasheetGrzegorz ŚliwaNo ratings yet
- ACMV CPS Separator ManualDocument6 pagesACMV CPS Separator ManualVenkates AdhinarayananNo ratings yet
- Solar Tracker FinalDocument14 pagesSolar Tracker FinalAlexandra MojadoNo ratings yet
- TransformerDocument52 pagesTransformerorangramaiNo ratings yet
- Booster in Sunscreen INOLEX PDFDocument18 pagesBooster in Sunscreen INOLEX PDFrenatoporangaNo ratings yet
- Physics-XII Chapter - 12 (Electric Flux and Electric Potential) Practice Sheet-02Document5 pagesPhysics-XII Chapter - 12 (Electric Flux and Electric Potential) Practice Sheet-02Ghulam NabiNo ratings yet