You might also like
- Launching New Ventures An Entrepreneurial Approach 7th Edition Allen Test BankDocument11 pagesLaunching New Ventures An Entrepreneurial Approach 7th Edition Allen Test BankDeborahMartincsfrb100% (14)
- Solutions To Holmes - Introduction To Perturbation Methods (Springer-Verlag 1995)Document23 pagesSolutions To Holmes - Introduction To Perturbation Methods (Springer-Verlag 1995)rvishnampetNo ratings yet
- 2015 Composites Lab2Document28 pages2015 Composites Lab2Lê Ngọc-HàNo ratings yet
- Coconut Shell Brake PadDocument7 pagesCoconut Shell Brake PadBalaraman EKNo ratings yet
- HandBook J1+ Preparation PDFDocument144 pagesHandBook J1+ Preparation PDFpradeep1987coolNo ratings yet
- 06 Tool Wear, Life and MachinabilityDocument45 pages06 Tool Wear, Life and MachinabilityRebanta SarkarNo ratings yet
- ftm25 NewDocument3 pagesftm25 NewCarlos Jorge Julio Llerena Pulido100% (2)
- Review Brown, Raymond, An Introduction To The New TestamentDocument2 pagesReview Brown, Raymond, An Introduction To The New Testamentgersand6852No ratings yet
- AC-0019 Practical Assessment Grading Sheet - Subsea BOP OperationsDocument6 pagesAC-0019 Practical Assessment Grading Sheet - Subsea BOP Operationsairlinemembership100% (1)
- Marketing in The Age of AlexaDocument19 pagesMarketing in The Age of AlexaAl Norin AhmadNo ratings yet
- Banana Peel Powder Brake PadsDocument10 pagesBanana Peel Powder Brake PadsPratishth SharmaNo ratings yet
- A29 Instructions Manual Sames Kremlin 582056110 UkDocument35 pagesA29 Instructions Manual Sames Kremlin 582056110 Ukmarius_brkt6284No ratings yet
- Characterization of Friction Material Formulations For Brake PadDocument5 pagesCharacterization of Friction Material Formulations For Brake PadacardonNo ratings yet
- A Review Paper - Development of Novel Friction Material For Vehicle Brake Pad Application To Minimize Environmental and Health IssuesDocument4 pagesA Review Paper - Development of Novel Friction Material For Vehicle Brake Pad Application To Minimize Environmental and Health IssuesgarvitNo ratings yet
- Brake Pad Performance Characteristic Assessment MethodsDocument13 pagesBrake Pad Performance Characteristic Assessment MethodsGabriel AgyemangNo ratings yet
- World Flame RetardantsDocument4 pagesWorld Flame RetardantsMichael WarnerNo ratings yet
- History of Disc BrakesDocument17 pagesHistory of Disc BrakesInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Aramid Fibre Brake PadDocument9 pagesAramid Fibre Brake PadKush MaheshwariNo ratings yet
- Presentation PDFDocument24 pagesPresentation PDFmahaboobkhanNo ratings yet
- .CAD Modeling and FEA Analysis of Wheel Rim For Weight ReductionDocument8 pages.CAD Modeling and FEA Analysis of Wheel Rim For Weight ReductionEnijad ArnautNo ratings yet
- Is.14443.1997 Poly Carbonate SheetDocument26 pagesIs.14443.1997 Poly Carbonate SheetrohitNo ratings yet
- Flame Retardants - Clariant PDFDocument28 pagesFlame Retardants - Clariant PDFShushil Kumar100% (1)
- Chemtura Flame Retardant BrochureDocument9 pagesChemtura Flame Retardant Brochuremabj68No ratings yet
- AIAG FMEA TemplateDocument70 pagesAIAG FMEA TemplateBrayan Ruiz Esparza CamposNo ratings yet
- Helical Compression Springs. I C: RevisioflDocument34 pagesHelical Compression Springs. I C: Revisioflkamalkraj4002No ratings yet
- Designing and Manufacturing of Alloy Wheel Using 3d Printing TechnologyDocument6 pagesDesigning and Manufacturing of Alloy Wheel Using 3d Printing TechnologyEditor IJTSRDNo ratings yet
- Final MadhiDocument58 pagesFinal MadhiAnish HariharanNo ratings yet
- IR SpectrumDocument89 pagesIR Spectrumf124nsNo ratings yet
- Analysis of Case HERO CYCLEDocument5 pagesAnalysis of Case HERO CYCLEMohit Malviya0% (1)
- Report On Industrial Training at UCIL PDFDocument24 pagesReport On Industrial Training at UCIL PDFChirag Sharma100% (1)
- European Plastic Welder Chapter 1: PlasticsDocument40 pagesEuropean Plastic Welder Chapter 1: PlasticsJustin AngelNo ratings yet
- Wear Debris AnalysisDocument15 pagesWear Debris Analysisomprksh8536No ratings yet
- Titanium AlloysDocument3 pagesTitanium Alloyswsjouri2510No ratings yet
- Project Report On Tribological Properties of Composite MaterialDocument53 pagesProject Report On Tribological Properties of Composite MaterialPranit Patil50% (2)
- Top 77 MCQs Science (Prashant Kirad)Document81 pagesTop 77 MCQs Science (Prashant Kirad)simrannehraa2No ratings yet
- Cross Linked PolyethyleneDocument12 pagesCross Linked PolyethyleneMichael TaylorNo ratings yet
- Functional Products From Nitto 4.2016Document23 pagesFunctional Products From Nitto 4.2016Nguyễn Xuân ĐiệpNo ratings yet
- Kpi Sheet For TPM 2021-22Document16 pagesKpi Sheet For TPM 2021-22जितेन्द्र जीतNo ratings yet
- Surface Roughness Parameters - ENDocument14 pagesSurface Roughness Parameters - ENNarcisDanielPetreaNo ratings yet
- All About Stainless and Heat-Resistant SteelDocument8 pagesAll About Stainless and Heat-Resistant SteelsaeidianNo ratings yet
- Wear Debris Analysis ASHWIN THOTTUMKARA FULLDocument27 pagesWear Debris Analysis ASHWIN THOTTUMKARA FULLASHWIN THOTTUMKARA80% (5)
- Plastics Today Extrusion Expert Webinarnb45 August 2010 v3Document30 pagesPlastics Today Extrusion Expert Webinarnb45 August 2010 v3rahul_m57No ratings yet
- Heat Treatment Assignment My-005Document10 pagesHeat Treatment Assignment My-005HANZALAH AHMEDNo ratings yet
- Scratch Resistance Test BSENISO15182001Document14 pagesScratch Resistance Test BSENISO15182001Jose Antonio Lucero CruzNo ratings yet
- Influence of Polyelectrolytes and Other Polymer Complexes On The Flocculation and Rheological Behaviors of Clay Minerals - A Comprehensive Review PDFDocument25 pagesInfluence of Polyelectrolytes and Other Polymer Complexes On The Flocculation and Rheological Behaviors of Clay Minerals - A Comprehensive Review PDFHass GraceNo ratings yet
- Spec Epoxyprene Enr TdsDocument4 pagesSpec Epoxyprene Enr Tdsapi-286010429100% (1)
- Total Antioxidant Power and Free RadicalDocument4 pagesTotal Antioxidant Power and Free RadicalDr. Varaprasad Bobbarala100% (1)
- Rigaku Journal 33-1-24-29Document6 pagesRigaku Journal 33-1-24-29Sarmiento HerminioNo ratings yet
- Flame RetardantsDocument4 pagesFlame Retardants1985krNo ratings yet
- Wear Debris Analysis OilDocument27 pagesWear Debris Analysis OilVinod GuptaNo ratings yet
- (Mechanical Engineering Series) Krzysztof Czolczynski (Auth.) - Rotordynamics of Gas-Lubricated Journal Bearing Systems-SpringDocument155 pages(Mechanical Engineering Series) Krzysztof Czolczynski (Auth.) - Rotordynamics of Gas-Lubricated Journal Bearing Systems-SpringsaurabhchandrakerNo ratings yet
- SEMINAR On NanocompositesDocument30 pagesSEMINAR On NanocompositesRama GaurNo ratings yet
- Carbon Black: Professor Joe Greene Csu, ChicoDocument13 pagesCarbon Black: Professor Joe Greene Csu, Chicoviluk100% (1)
- Design Triz Assignment WTF3Document15 pagesDesign Triz Assignment WTF3Firzan HaraziNo ratings yet
- Industrial TribologyDocument2 pagesIndustrial Tribologygurudev001No ratings yet
- An Innovative Tin Plating Process: High Performance and Significant SavingsDocument14 pagesAn Innovative Tin Plating Process: High Performance and Significant SavingsNgô TrungNo ratings yet
- XRDDocument4 pagesXRDnonickNo ratings yet
- 08.DM Pillar FCDocument67 pages08.DM Pillar FCashutoshpal21No ratings yet
- Failure Analysis Report: (Generation Company)Document13 pagesFailure Analysis Report: (Generation Company)johnlavuNo ratings yet
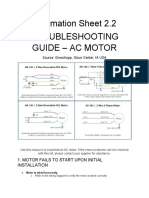
- Information Sheet 2.2 Troubleshooting Guide - Ac Motor: Source: Groschopp, Sioux Center, IA USADocument4 pagesInformation Sheet 2.2 Troubleshooting Guide - Ac Motor: Source: Groschopp, Sioux Center, IA USAthereseNo ratings yet
- Bechem AutomotiveDocument13 pagesBechem AutomotiveRajib DuttaNo ratings yet
- Paint Shop - Taller de PinturaDocument36 pagesPaint Shop - Taller de Pintura6grimmjowNo ratings yet
- Write A Report On Antifriction Materials Used in Car BrakesDocument11 pagesWrite A Report On Antifriction Materials Used in Car BrakesManoj SaikiaNo ratings yet
- Review of Automotive Brake Friction MaterialsDocument6 pagesReview of Automotive Brake Friction MaterialsJasna GlisovicNo ratings yet
- Brake Lining Materials ReviewDocument7 pagesBrake Lining Materials Reviewpalash roy choudhuryNo ratings yet
- Sony Bravia Oled XR 55a80j 2021Document204 pagesSony Bravia Oled XR 55a80j 2021eureka.nitishNo ratings yet
- Spray NozzlesDocument2 pagesSpray Nozzleseureka.nitishNo ratings yet
- Report On S/D of Unit#7: 1. TG Bearing-1 Shaft Vibration & Journal Bearing Temperature Bottom L & R Remain HighDocument11 pagesReport On S/D of Unit#7: 1. TG Bearing-1 Shaft Vibration & Journal Bearing Temperature Bottom L & R Remain Higheureka.nitishNo ratings yet
- Interaction Module in AbaqusDocument16 pagesInteraction Module in Abaquseureka.nitishNo ratings yet
- Hydrodynamic Bearing TheoryDocument20 pagesHydrodynamic Bearing TheoryPRASAD32675% (4)
- Edurev: Case Studies - (Chapter - 9) Financial Management, BST Class 12Document20 pagesEdurev: Case Studies - (Chapter - 9) Financial Management, BST Class 12Heer SirwaniNo ratings yet
- Autocom Application Trucks CDPDocument624 pagesAutocom Application Trucks CDPEloyAlonsoMiguelNo ratings yet
- Infinite SolutionsDocument42 pagesInfinite SolutionsGUNNAJ SINGH DUGGALNo ratings yet
- A Theory of EmotionDocument12 pagesA Theory of Emotionmihaela irofteNo ratings yet
- MCQ On Disorder of RBCS: Group (4) PresentsDocument6 pagesMCQ On Disorder of RBCS: Group (4) PresentsIrekton GGNo ratings yet
- 2nd SUMMATIVE 2019 in Science 3Document1 page2nd SUMMATIVE 2019 in Science 3Nash PerezNo ratings yet
- Patterns of DevelopmentDocument42 pagesPatterns of Developmentgrade11tnhsstudentNo ratings yet
- Telluride Tours Is Currently Evaluating Two Mutually Exclusive Investments AfterDocument1 pageTelluride Tours Is Currently Evaluating Two Mutually Exclusive Investments AfterTaimur TechnologistNo ratings yet
- The Absurdity of Temporal Existence-1Document2 pagesThe Absurdity of Temporal Existence-1Udoy ShahriarNo ratings yet
- International Law Outline Spring 2009Document54 pagesInternational Law Outline Spring 2009GromobranNo ratings yet
- 777 Load SheetDocument2 pages777 Load Sheetjcsk8No ratings yet
- Grimoirium MonstrumDocument45 pagesGrimoirium MonstrumTerrence Steele100% (1)
- Louisiana sb271 EnactedDocument19 pagesLouisiana sb271 Enactedapi-344608330No ratings yet
- Tuan 4 BlobDocument154 pagesTuan 4 Blobpham tamNo ratings yet
- Guna Vriddhi and Semi VowelsDocument2 pagesGuna Vriddhi and Semi VowelsRamana MurthyNo ratings yet
- Emotional Intelligence Cheat SheetDocument6 pagesEmotional Intelligence Cheat Sheetshrutieswaran100% (1)
- Works of Saint Augustine A Translation For The 21st Century Vol I 19 The Manichean Debate PDFDocument434 pagesWorks of Saint Augustine A Translation For The 21st Century Vol I 19 The Manichean Debate PDFGabor BorbelyNo ratings yet
- The Tyranny of ThingsDocument3 pagesThe Tyranny of ThingsleoderoseNo ratings yet
- Sc4145ta Sgb00 6053 - 145 Scania - PDF Catalogue Piesces de RechangeDocument740 pagesSc4145ta Sgb00 6053 - 145 Scania - PDF Catalogue Piesces de RechangeRachid Smaili100% (1)
- STGB 7 H 60 DFDocument25 pagesSTGB 7 H 60 DFFernando MadeiraNo ratings yet
- Funding MechanismDocument72 pagesFunding MechanismFazilaNo ratings yet
- Jesus Ben Pandira, The Historical ChristDocument10 pagesJesus Ben Pandira, The Historical ChristJeffNo ratings yet
- Prime+h310m-R+r2 0Document1 pagePrime+h310m-R+r2 0Wilkison Ribeiro BarreirosNo ratings yet
- Form 1 1 MicroscopeDocument46 pagesForm 1 1 MicroscopeHarshil PatelNo ratings yet
- Abdominalparacentesis 131005010712 Phpapp02Document33 pagesAbdominalparacentesis 131005010712 Phpapp02Shrish Pratap SinghNo ratings yet
- Dabur - AnalysisDocument5 pagesDabur - AnalysisHrishi KeshNo ratings yet