Professional Documents
Culture Documents
 Œworking Capital Management and Stores Inventory Analysisâ
Uploaded by
Satyaranjan SahuOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
 Œworking Capital Management and Stores Inventory Analysisâ
Uploaded by
Satyaranjan SahuCopyright:
Available Formats
Working Capital Management and Stores Inventory Analysis At HINDALCO Industries Hirakud Smelter In partial fulfillment of the requirements
for the Post Graduate Diploma in Busi ness Management. INDIAN BUSINESS ACADEMY Submitted by: ARUN KUMAR SWAMI FP 57/ 025 1
Hindalco Industries Limited Hirakud Smelter 2
CERTIFICATE This is to certify, that Mr. Arun Kumar Swami is a bonafide student of Indian Bu siness Academy, Bangalore and is presently pursuing a Post Gradua te Diploma in Business Management. Under my guidance, he has submitted his project report titl ed Working Capital Management and Stores Inventory Management at HINDALCO INDUSTRIES LTD. H irakud, Smelter in partial fulfillment of the requirement for the summer internship project during the Post Graduate Diploma i n Business Management. This report has not been previously submitted as part of another degree or diploma of another Business School or University. Mr. Manish Jain, CEO , INDIAN BUSINESS ACADEMY Lakshmipura, Thataguni Post Kanakpura Main Road, Bangalo re 560 062 INDIA Tel: +91-80-28435931/34 Fax: +91-80-28435935 3
CERTIFICATE This is to certify, that Mr. Arun Kumar Swami is a bonafide student of Indian Bu siness Academy, Bangalore and is presently pursuing a Post Graduate Diploma in B usiness Management. Under my guidance, he has submitted his project report Workin g Capital Management and Stores Inventory Management at HINDALCO INDUSTRIES LTD. Hirakud, Smelter in partial fulfillment of the requirement for the summer internship project during the Post Graduate Diploma i n Business Management. This report has not been previously submitted as part of another degree or diploma of another Business School or University. Prof. Subhas Sharma, Dean, INDIAN BUSINESS ACADEMY Lakshmipura, Thataguni Post Kanakpura Main Road, Bangalo re 560 062 INDIA Tel: +91-80-28435931/34 Fax: +91-80-28435935 4
CERTIFICATE This is to certify, that Mr. Arun Kumar Swami is a bonafide student of Indian Bu siness Academy, Bangalore and is presently pursuing a Post Graduate Diploma in B usiness Management. Under my guidance, he has submitted his project report Workin g Capital Management and Stores Inventory Management at HINDALCO INDUSTRIES LTD. Hirakud, Smelter in partial fulfillment of the requirement for the summer internship project during the Post Graduate Diploma i n Business Management. This report has not been previously submitted as part of another degree or diploma of another Business School or University. Prof. K Subramaian , Professor, INDIAN BUSINESS ACADEMY Lakshmipura, Thataguni Post Kanakpura Main Road, Bangalo re 560 062 INDIA Tel: +91-80-28435931/34 Fax: +91-80-28435935 5
DECLARATION BY THE STUDENT I, Arun Kumar Swami, hereby declare that this project report titled Working Capit al Management and Stores Inventory Analysis, submitted in the partial fulfillment of Post Graduate Diploma In Business Management course at Indian Business Acade my is an original work carried out by me at Hindalco Industries Limite d, Hiraku d Smelter and has not been submitted to any other University / Institute for a d egree / diploma course as a project earlier. Arun Kumar Swami FP 57/025 Indian Business Academy, Bangalore. 6
ACKNOWLEDGEMENT I would like to thank Indian Business Academy and Hindalco Industries Limited fo r providing me such a great opportunity, which has been a good learning experien ce of how corporate world functions. I am thankful to Mr. Abhijit Pati, Vice President, Hindalco Industries Limited, Hirakud Smelter, for considering me capable of doing this project. I thank Mr. Sailesh Pati, Manager Accounts and Mr. Anil Agarwal, Manager Materia ls, my project guides, for their continuous guidance and support throughout the duration of this project. Last but not the least; I am grateful to Prof. Asha Nadig my mentor at IBA for h er inspiration and continual support. Arun Kumar Swami FP57/025 Indian Business Academy, Bangalore. 7
Table of Contents Title 1. Executive Summary Page No. 1 2. Aluminium Outlook 2.1 Aluminium Global Outlook 2.2 Aluminium Sector Domestic Outlook 4 4 5 3. Hindalco An Industry Leader 3.1. Hindalcos Vision 3.2. Hindalcos Mission 3.3. H indalcos Values 3.4. Some Recent Milestones 3.4.1 Mergers and Acquisition 3.4.2 J oint Ventures 3.4.3 MOUs 7 8 8 8 9 9 9 10 4. Management and Business Organization 11 5. Hindalcos Aluminium Business 13 6. Financial Highlights 2005-06 7. Smelter at Hirakud 7.1. Products 7.2. Differe nt Sections of Smelter 15 17 17 17 8. Cost Structure 20 8
Title 9. Working Capital Management At Hirakud Smelter 9.1. What Is Working Capi tal? 9.2 Concepts of Working Capital 9.3. Working Capital Requirements 9.4 Worki ng Capital Management 9.5. Approaches to Working Capital Management 9.5.1 Approa ch 1 9.5.2. Approach 2 Page No. 22 22 23 24 25 26 26 28 10. Store s Inventory Analysis At Hirakud Smelter 10.1. Music 3D System 10.2. In ventory Classification 10.3. Parameters of Classification 10.4. Phase 1 10.4.1. Findings and Suggestions 10.5. Phase 2 10.5.1. Findings and Suggestions 32 32 32 34 37 38 41 42 11. Exhibits 47 12. Bibliography 64 9
1. Executive Summary Aluminium Outlook: The global aluminium industry witnessed a healthy growth backed by strong demand from China, US and other Asian economie s. In 2005, the world aluminium metal prices increased by 6%. The domestic marke t has been growing at a rate in excess of 10%. The sustained strong growth in th e sector could be attributed to the robust performance of the Indian economy. Th e key consumer industries for aluminium are electrical (power), transportation, consumer durables, packaging and construction. Domestic aluminium companies have a significant exposure to the exports market. Indian companies have the competi tive advantage of being the lowest cost producers of aluminium. To cater to the opportunities in the global market major aluminium producers increasing their ca pacities through mergers, joint ventures and Greenfield projects. Hindalco: The business of Hindalco Industries Limited is structured into two strategic busines ses aluminium and copper and is an industry leader in both these segments. The c ompany has a significant market share in all the segments in which it operates. Indian Aluminium Company Limited became a part of the Aditya Birla Group in June 2000, besides this Hindalco acquired a controlling stake in India Foils ltd. In April 2005, the company entered into MOUs with the Orissa and Jharkhand governm ents for setting up a Greenfield alumina facility and al minium facility in the states. u Financial High lights: In the financial year 2006, Hindalco recorded h ighest ever turnover of Rs.11396.5 crore this is 20% more than last years. The a luminum segment contributed 53% and copper segment contributed nearly 47 % to to tal net sales and revenue of Hindalco. The net profits rose by 25% to Rs.1655.5 crore as compared to Rs. 1329.4 crore in FY 05. However the gross profit margin and the net profit margin are showing a declining trend they have reduced from 4 9% and 30% in 2000-01 to 23% and 15% in 2005-06. 10
The company has posted its highest ever quarterly revenues and profits during th e fourth quarter ended 31 March 2006; the performance in the last quarter is a r esult of steep increase in the aluminium prices world over. Hirakud smelter: The project was undertaken at Hindalcos Hirakud Smelter. Hirakud smelter was establi shed in the year 1958 by Indal (now merged with Hindalco). It produces aluminum metal by electrolytic process by reducing the alumina adopting the Soderberg HSS Technology. The smelter plant has extended its capacity from 65,000tpa to 14600 0 tpa. In the last financial year the smelter operated at more than 100% capacit y. The products of Hirakud smelter can be classified into two major categories v iz, Hot Metal and Anode Paste. The hot metal products are transferred to sister concerns at Belur, Alpuram and Taloja. The anode paste is produced for captive c onsumption and some percentage is also sold to third parties. Alumina is the maj or raw material and cos t component. It is procured from sister concerns at Muri (70%) and Belgaum (30%). Nearly 2 tonnes of alumina is required for producing 1 tonne of aluminium metal. Power is the second most important input in smelterin g. Hirakud smelter has its own captive power plants to meet the power requiremen t. The capacity of the power plants is being increased to 317.5 MW from 100 MW. Working capital management: Three months, namely August 05, December 05 and Marc h 06, were selected on a random basis for this analysis . The working capital fl uctuates with fluctuations in the operating level. The current assets and curren t liabilities were analyzed. The organization does not have significant direct s ales and the major raw materials are also not procured from third partie s, henc e, there are no significant trade debtors or trade creditors. The current ratio for the three months were satisfactory at 1.7 for Aug 05, 3.5for Dec05 and 2.5 for March 06. The quick ratio was also satisfactory at 0.59 in Aug, 1.28 in Dec and 0. 85 in March. The organization should try and keep the current ratio close to 2 and quick ratio close to 1. 11
The major portion of investment in current assets is in Inventory. The inventory consists of Raw materials, process stock, finished goods (Sales paste) and stor es. Around 63-66% of investment is in inventory. The organization should reduce this investment by better material purchasing, handling and controlling. The raw materials, process stock and finished goods directly depend on the production l evel. But stores, that constitute 12-16 % of the total inventory, have no direct relation with the production hence it should be kept as low as possible. Stores inventory analysis: The investment in stores at Hirakud smelter stood at Rs. 3.71 crores with close to 9000 items. Hindalco has SOP for its Purchasing an d Stores department. Based on this SOP the analysis was carried out using the MU SIC 3D system. Various inventory techniques like ABC analysis, VED analysis, Lea d time analysis etc. were used in this ana lysis. The analysis aimed at identify ing those items in stores which are unnecessarily blocking the capital, categori zing the stores and identifying the degree of control to be imposed on each cate gory of items. The analysis was carried on at two different phases. In the 1st p hase of the analysis it was found that nearly 72% of the stores items constituti ng 45% of the investment were non moving items. The items that should be dispose d off have been listed. This would bring down the inventory by 24% i.e. Rs 87.5 Lakhs. The 2nd phase categorized the items into 8 groups and suggested the degre e of control for each category. The report suggests the various strategies to be followed to reduce the inventory level of the various categories of the items b ased on the findings of the analysis. 12
2. Aluminium Outlook 2.1 Aluminium Global Outlook: The global aluminium industry witnessed a healthy growth of nearly 10% in 2005. According to CRU, global alum inium consumption grew at 5.9 per cent during 2005. The strong demand trend is c ontinuing with the primary consumption increasing by 6.2 per cent during the Jan uary-March quarter. Looking ahead, the demand is forecast to grow at 6.2 per cen t in 2006. Strong demand for the metal from China and simultaneous improvement i n economies like the US and other Asian economies led to the strength in global aluminium prices. China has been the largest contributor to this consumption inc rease, with its investment-led growth model. There is also a significant demand in North Amer ica, led by heavy truck and trailer production, aerospace, railcar and beverage can segments. In addition, demand from the Middle East, Asia (excl uding China, Middle East and Japan), CIS and Eastern Europe continues to be heal thy growing at 12 per cent dur ing the quarter. The reported primary aluminium i nventory data indicates stock consumption ratio at 6.7 weeks, which is close to historical lows. Inventories have declined considerably in March as consumers ha ve re-entered the market after a period of de-stocking. Continued demand growth and low inventory levels make a case for aluminium prices to remain strong. This trend has continued well into the current fiscal with average international alu minium prices for FY 06 (April-September) being higher by 8%. In 2005, the world aluminium production increased by about 6.6%. Internationally, the pattern of c onsumption is in favour of transportation, primarily due to large -scale alumini um consumption by the aviation industry. The per capita consumption of aluminium in India is abysmally low at less than 1 kg as against nearly 25-30 kg in the U S and Europe, 15 kg in Japan, 10 kg in Taiwan and 3 kg in China. 13
2.2. Aluminium Sector Domestic Outlook: The Indian aluminium sector is character ized by large integrated players like Hindalco and National Aluminium Company (N alco). The other producers of primary aluminium include Indian Aluminium (Indal) , now merged with Hindalco. Bharat Aluminium (Balco) and Madras Aluminium (Malco ), the erstwhile PSUs, have been acquired by Sterlite Industries. Consequently, there are only three main primary metal producers in the sector namely Hindalco, Nalco and Sterlite. Hindalco has a market share of around 47% (after merger of Indal) and Nalcos share is 34% where as Sterlite and others have a market share o f 19%. The domestic sector remains impressive, both in the immediate and the lon g term. The market has been growing at a rate in excess of 10% and production of aluminium has also increased by 6%. The market is expected to grow at a healthy rate in future as well. The sustained strong growth in the sector could be attr ibuted to the robust performance of the Indian economy, which provided a boost t o the aluminium user industries like transportation, construction and electrical segments. The key consumer industries in India for aluminium are electrical (power), trans portation, consumer durables, packaging and construction. The electrical (power) sector has been the largest consumer of aluminium accounting for 44% of total a luminium consumption. The demand from this sector is expected to increase on the back of reforms in the sector. Government has taken various initiatives to crea te an environment for increasing investments in this sector. The automotive sect or is the second largest user of aluminium. It consumes around 17% of total alum inium consumption. This sector has been growing at a pace of 16% in last year an d is expected to grow at a similar pace in future. India is fast becoming a glob al hub of automobiles this will fuel the demand for aluminium further. Building and construction and machinery sector constitute other users of aluminium. 14
Construction and others 39% Power sector 44% Automotive sector 17% Figure 1 Domestic aluminium companies have a significant exposure to the exports market. Thus on hopes of the sustenance of the current recovery in world economies and t he bright prospects on the domestic front, major aluminium producers have been i ncreasing their capacities since the last couple of years. Entry barriers to the industry are high mainly because of the large capital costs of an integrated pl ant. Also, the industry is very power- and technology-intensive. Production cost s and product mix are the basis of competition in the industry. Companies that h ave highly integrated production facilities including captive mines and power pl ants as well as a product mix that leans towards value-added and semifabricated products have an advantage over other manufacturers. In fact, integrated alumini um manufacturers who use aluminium ingots produced in-house to manufacture value -added products derive the maximum benefit from forward integration since they c an then take advantage of variations in aluminium prices. High levels of operati ng efficiencies and capacity utilisation coupled with captive power sources are the key determinants of profitability. Access to captive power, cheap labour and proximity to abundant supply of raw material - bauxite have helped make India o ne of the lowest cost aluminium producers in the world. 15
3. HINDALCO AN INDUSTRY LEADER Hinda lco Industries Limited, a flagship company of the Aditya Birla Group, is structured into two strategic businesses aluminium and copper and is an industry leader in both these segments. A non-ferrous meta ls powerhouse, close to global scale, it ranks among Indias top 10 companies in terms of market capitalizations. Hindalco commenced its operations in 1962 with an aluminium facility at Renukoot in the eastern part of Uttar Pradesh. Over th e years, it has grown into the largest integrated aluminium manufacturer in the country. The company has a significant market share in all the segments in which it operates. It enjoys a domestic market share of 47 per cent in primary alumin ium, 63 per cent in rolled products, 20 per cent in extrusions, 44 per cent in f oils and 31 per cent in wheels. The company enjoys around 90% market share in a lumina chemicals i.e. specialty alumina and hydrated alumina products. The compa ny exports about 17 per cent of its total sales volume of aluminium and alumina chemicals to over 30 countries covering North America, Western Europe and the As ian region. Birla Copper, Hindalcos copper division at Dahej in Gujarat, also e njoys a leadership position in India. Within three years of its commissioning it has a domestic market share of over 40 per cent. It has also been successful in the export markets of the Middle East, Southeast Asia, China, Korea and Taiwan. 16
3.1. Hindalcos Vision To be a premium metals major, global in size and reach, with a p assion for excellence. 3.2. Hindalcos Mission To relentlessly pursue the creation of superior shareholder val ue by exceeding customer expectations profitably, unleashing employee potential and being a responsible corporate citizen adhering to our values. 3.3. Hindalcos Values Integrity Honesty in every action. Commitment On the foundation of integrity, do ing whatever it takes to deliver, as promised. Passion Missionary zeal arising o ut of an emotional engagement with work. Seamlessness Thinking and working toget her across functional silos, hierarchy levels, businesses and geographies. Speed Responding to stakeholders with a sense of urgency. 17
3.4. Some recent milestones: 3.4.1. Mergers and Acquisitions: A pioneer among th e countrys aluminium manufacturers, Indian Aluminium Company Limited (Indal) be came a part of the Aditya Birla Group in June 2000 as a subsidiary of Hindalco I ndustries Limited. Hindalco paid Indals parent, Alcan of Canada, Rs 738 crore for its 54.6 per cent stake in Indal @ Rs 190 per share, which is at a premium of R s 70 over Indals market price on 23 March 2000. It also made a public offer for a further 20 per cent stake, which will take the total price to Rs 1,008 crore. T hat makes it the biggest all-cash takeover deal in corporate India so far. As pe r the scheme of arrangement announced by the board of directors of Hindalco and Indal on 23 August 2004, all the business undertakings of Indal other than the a luminium foil business at Kollur in Andhra Pradesh were to be transferred to Hin dalco Industries Limited by way of a demerger. The de merged units of Indal came under the corporate identity of Hindalco Industries Limited. With this acquisit ion, Hindalcos market share in primary aluminium production increased to 47 per cent. Hindalco also acquired a controlling stake in India Foils, which belonged to the Khaitan Group. This acquisition was aimed at deepening its penetration i n the downstream segment. In FY 2002, Hindalco acquired the copper business of I ndo Gulf Corporation Limited, a Group company. Over the last two years, with a s trategic intent to achieve vertical integration, the copper business of Hindalco has acquired two captive copper mines in Australia Nifty and Mt. Gordon. 3.4.2. Joint Ventures: Utkal Alumina International Ltd: The joint venture company is a subsidiary where 55 per cent equity is held by Hindalco while the balance is he ld by Alcan Inc. of Canada. The company has proposed to set up an alumina refine ry in Doragurha in the Rayagada district of Orissa, to produce 1-1.5 million ton nes per annum (tpa) of alumina, sourcing bauxite from the rich reserves at Baphl imali in Rayagada. 18
3.4.3. MOUs: In April 2005, the company entered into MOUs with the Orissa and Jh arkhand governments for setting up a Greenfield alumina facility and aluminium f acility respectively, in the states. These include: In the state of Orissa the c ompany has proposed to set up an integrated Greenfield aluminium project with a capacity to produce a million tonnes per annum of alumina and 260000 metric tpa of aluminum. This will be supported by a 650 MW dedicated power plant backed by dedicated coal mines. The MOU with Government of Orissa for land, water, bauxite , coal mines and other necessary approvals has been entered. In the state of Jha rkhand the company is considering establishment of a smelter with a capacity of 325000 tpa backed by 750 MW power plant. These recent milestones achieved by Hin dalco will help it in increasing its market share in Indian domestic market as w ell as in the global market. Acquiring Indal has increased Hindalcos market share by 7% from 40% to 47%. Similarly MOUs with the government of Orissa and the gov ernment Jharkhand aims at achieving cost efficiency through optimum utilization of vast resources in these states. These strategic steps have been taken in acco rdance to Hindalcos vision to be a metal major and a global player. Besides these milestones Hindalco is also expanding its production capacities. These expansio n plans cover almost all existing plants of Hindalcos aluminium as well as copper business divisions. To name a few the Renukoot integrated aluminium plant is se t to increase its smelter capacity by 1 lakh tpa to 3.42 lakh tpa, the alumina r efining capacity by 2.10 lakh tpa to 6.60 lakh tpa, and a matching increase in c aptive power generation facilities by 150 MW to 769 MW , Muri plant is increasin g alumina capacity to 5 lakh tonnes per annum, similar expansion is going on at Hirakud Smelter. 19
4. Management and business organization The chairman of the companys board of dir ectors is Mr. Kumar Mangalam Birla. Mr. Debu Bhattacharya is the Managing Direct or of the company. The other members of board of directors are: Mrs. Rajashree B irla, Mr. A. K. Agarwala, Mr. C. M. Maniar, Mr. E. B. Desai, Mr. S. S. Kothari, Mr. M. M. Bha gat, Mr. K. N. Bhandari. Mr S. Talukdar is the Group Executive President and Chief Financial Officer. Com pany Secretary of Hindalco Ind. Ltd is Mr. Anil Malik. The Aluminium and power segment of Hindalcos business has following persons holdi ng importa nt positions Mr Ratan K Shah, Chief Operating Officer (COO), aluminiu m and power, Renukoot Mr S. M. Bhatia, COO, Indal units Mr. S. K. Maudgal, Chief Marketing Officer, primary metal, rolled products and extrusions Mr Sumit Baner jee, Business Head, foil and alloy wheels Mr Shankar Ray, Business Head, chemica ls Mr. G. S. Khurana, Executive President, Renusagar power plant. Hindalcos organ ization is structured with autonomous business division. Each division is respon sible for its own production, development and marketing. Other important functio ns are centralized viz. corporate finance, human resource development, corporate planning, engineering projects and material management legal and investors servi ces, infector and corporate affairs. The head of this business and function alon g with the managing director operation constitute the management committee heade d by the president and CEO. The Hindalco management committee formulates strateg ic plans and polices. The committee monitors and reviews the implementation of the companys annual plan. 20
Shareholding pattern Private corporate bodies 5% Banks and financial institutions 17% Promoters 26% FII 21% Individuals 31% Figure 2 The shareholding pattern of Hindalco is shown in figure 2. The company being a public limited company majority of the shares is under the control of in dividuals. This constitutes around 31% of the total share capital of the company . The promoters of the company hold nearly 26% of the total shares of the compan y. Out of the remaining 44%, banks and financial institution have control on 17% equity, foreign institutional investors have 21% and other private corporate bo dies hold nearly 5 % of the total equity shares. 21
5. HINDALCOS ALUMINIUM BUSINESS: Hindalco is one of Asias largest producers of p rimary aluminium and one of the most cost-efficient producers globally. In India , Hindalco enjoys a leadership position in specialty alumina, primary aluminium and downstream products. Hindalcos aluminium segment is vertically integrated thr ough all stages of the business- form bauxite, mining, alumina refining, power g eneration, and smeltering to semifabricated products of sheets foil and extrusio ns as well as aluminum scrap recycling. Hindalco units are spread all over the c ountry. All Hindalco units are ISO 9001:2000 and 14001 certified, and several ha ve attained the OHSAS 18001 the occupational health and safety certification. On the export front, the company has been accorded a Trading House status by the I ndian government. Alumina Refineries Bauxite Mine Smelters Coal Mine Extrusions Aluminium Business Captive Power Plant Sheet Plant Wheel Plant Foil plant Figure 3 22
Hindalco aluminium business is broadly divided into off stream chemical includin g, mining, and metals, power and down steam sheets, foils and packaging and extr usions. 5.1. Production capacities Division Alumina chemicals Capacity 114,5000 tpa Location 685,000 tpa (Renukoot) 110,000 tpa (Muri) 350,000 tpa (Belgaum) Pri mary aluminium 424,000 tpa 345,000 tpa (Renukoot) 65,000 tpa (Hirakud) 14,000 tp a (Alupuram) Extrusions 21,700 tpa 13,700 tpa (Renukoot) 8,000 tpa (Alupuram) Ro lled products 170,000 tpa 80,000 tpa (Renukoot) 45,000 tpa (Belur) 45,000 tpa (T aloja) Wire rods 50,000 tpa 40,000 tpa (Renukoot) 10,000 tpa (Alupuram) Aluminiu m foil 11,000 tpa 5,000 tpa (Silvassa) 6,000 tpa (Kalwa) Aluminium wheels 300,00 0 wpa Silvassa 23
6. Financial Highlights 2005 -2006 In the financial year 2006, Hindalco recorded a turnover of Rs.11396.5 crore, (Exhibit 1) which is 20% more than last years, which was Rs 9523.1 crore. This is highest ever turnover recorded in the history of Hindalco. The net profits rose by 25 per cent to Rs.1655.5 crore as compared to Rs.1329.4 crore in FY 05. The net sales and operating revenue of Hindalco ha s been on an increasing trend. The net sales and operating revenue has increased from Rs.2275.4 in 2000-01 to Rs.11396.5 in 2005-06. (Exhibit 2 and 3) The profi ts have grown in line with the increase in sales. However the gross profit margi n and the net profit margin are showing a decreasing trend. (Exhibit 4 and 5). T he profit margins were very high during 2000-01 and 2001-02; gross profit margin and net profit margin were nearly 49% and 30% in both these years. In the finan cial year ended 31/3/2005, the Gross profit margin has decreased to 23.02% in FY 05-06 from 24.96% in FY 04-05. The net profit margin has improved to 14.53% in FY 0506 as compared to 13.96 in the FY 04-05. But it is still very low as compar ed to the previous 5 yrs. Net sales and operating revenue Hindalco in the last f our quarters has shown an increasing trend (exhibit 2). It stood at Rs. 22,078 c rore in the first quarter ended 30th June 2005 which was 7% more as compared to the same period in FY 05. The net sales and operating revenue were Rs. 26,608 cr ore and Rs. 28,737 crore in second and third quarter respectively which were 6% and 15% less than last year. (Exhibit 6 and 7) The company has posted its highes t ever quarterly revenues and profits during the fourth quarter ended 31 March 2 006, net sales and operating revenues for the quarter grew to Rs.3,657.4 crore f rom Rs.2,515.6 crore last year. Net profit for the period moved in line reflecti ng an increase of 40 per cent from Rs.448.5 crore to Rs.626.3 crore. The perform ance in the last quarter is a result of steep increase in the aluminium prices w orld over. 24
Aluminium business revenues in the last quarter rose to Rs.1726.3 crore up by 18 .5 per cent. The segment profit registered a growth of 61.2 per cent to Rs.713.1 crore as compared to Rs.442.4 crore in the corresponding period of previous yea r. Copper business revenues increased significantly from Rs.1059.2 crore to Rs.1 ,931.7 crore, up 82.4 per cent. The segment profit improved to Rs.120.1 crore as compared to Rs.64.6 crore a year earlier, aided by the incentives available und er the Target Plus scheme for impressive export performance. (Exhibit 11 and 12) The contribution of aluminium segment in the total revenue of Hindalc o is 53% and that of copper segment is 47%. Last year nearly 55% of the total revenue cam e from Aluminium segment and remaining 45% was from copper segment. This shows t hat there has been an improvement in the performance of the copper segment. 25
7. Smelter at Hirakud Hirakud smelter was established in the year 1958 by Indal (now merged with Hindalco). It produces aluminum metal by electrolytic process b y reducing the alumina adopting the horizontal stud, Soderberg (HSS Technology). The smelter plant has extended its capacity from 30,000tpa to 65,000tpa and it is further being increased to 146000 tpa to compete in the aluminum market by re ducing the cost of production. In the last financial year the smelter operated a t more than 100% capac ity. 7.1. Products: The products of Hirakud smelter can b e classified into two major categories viz, Hot Metal and Anode Paste. Hot metal is casted into different forms such as rolling ingots, commercial grade ingots and cast coils rolling Ingots. These products are sent to the sister plants for further processing into consumer products. Like to Belur for rolling into differ ent sheet product, Alpuram extrusion for extruded products and Taloja for foil a nd packaging. Anode Paste is produced mainly for captive use in the smelting of alumina into aluminium. Still some percentage is produced for sales to third par ties. 7.2. Different sections of Smelter: The smelter at Hirakud operates in a synchro ny of the following sections: 7.2.1. Carbon Plant: Carbon plant produces anode p aste for the electrolytic cell (pots), for captive consumption and a nominal qua ntity of sales paste also. Raw materials are Calcined petroleum coke, Coal tar p itch and the final product of the plant is Carbon paste. This paste is also know n as Soderberg paste. Carbon paste is used as anode in the electrolytic cells ( pots) for the extraction of aluminum. This paste is sent to the pot rooms direct ly in the hot condition for captive consumption. The paste produced for sales is casted into shap like cylindrical or es cubical according to the customers requi rement. The customers for carbon paste are Ferro Alloy manufacturing companies. 26
Casting Plant Rectifier Station Caster Plant Carbon Plant HIRAKUD SMELTER Pot room Services section Other Engineering mechanical Human resources Figure 4 7.2.2. Pot room: In pot room alumina is electrolytically processed to p roduce molten aluminum. Its raw materials are Alumina, Aluminium Fluoride, Cryol ite, Calcium Fluoride and Power. Pot is a steel cell having a carbon cathode and anode, which is made up of carbon paste. The alumina is processed using Soderbe rg (HSS Technology). The average life of pot is 1500 days. The temperature of the pot is around 960oC. 54.4 KA an d 4.5 V are maintained in a pot. All the raw materials are fed into the cell. Th e molten metal produced is collected. A pot has a capacity to produces around 38 0 Kg/day. 7.2.3. Casting Plant: Hot molten metal from pot rooms is brought in cr ucibles to the casting plant to cast into pigs or ingots. The molten metal from the pot room are poured into two different stationary furnaces having 20 metric ton capacity with oil fired burners. According to 27
the requirement alloying is done with different elements, like iron, copper, sil icon etc.Its products are Rolling ingot 3500 Kg, 1-20 K ingot - 20 Kg and sow ing ots. There could be 1-20K ingot casting sometimes depending upon the requirement of the customers 7.2.4. Caster Plant: Hot Molten Aluminum from pot room is cast into thick coil of 5 mm in the caster -6 plant. Its main raw materials are hot molten Aluminum and alloying metals are Fe, Cu, Si, and Mn etc. This department produces the 5 mm thick cast coil. -6 7.2.5. Rectifier Station: In rectifier sec tion Alternating Current (AC) is converted into Direct Current (DC) because D.C is used for electrolysis of alumina to extract aluminum. For operation of 216 po ts the voltage required is around 930 volts. The smelter for its functioning tak e two 132 KV supply from Burla power House and it has its own power plant which uses coal as fuel. The input current passes through 4 power transformers, which step down the voltage to 11 KV. 7.2.6. Human Resources: There are nearly 1000 em ployees working at Hirakud smelter. Out of these 200 are staff employees and 786 are other employees. The Human resources department deals with the all the affa irs related to the employees. 7.2.7. Other services section includes the adminis tration, accounts, traffic, purchases and materials department. 28
8. Cost Structure The total cost of operating of Hirakud smelter is composed of following costs: Total Raw Material cost, Total Period Cash Cost, Non Cash Cost, Cost of Alumina and Power Cost. Nearly 40% of the total cost is the cost of Alu mina. 32% of the total cost is contributed by Power. Raw materials and cash cost contribute 13% and 11% respectively. (Exhibit13) 8.1. Alumina: Hirakud uses the most commercially mined aluminium ore bauxite (al umina), as it has the highest content of the base metal. India has the fifth lar gest bauxite reserves with deposits of about 3 bn tonnes or 5% of world deposits . Production of 1 tonne of a luminium requires 2 tonnes of alumina while product ion of 1 tonne of alumina requires 2 to 3 tonnes of bauxite. Hirakud sources nea rly 70% of its annual alumina requirement from its sister refinery plant located Muri and 30% from Belgaum refinery. The distance from the source is the main re ason behind this pattern. Muri plant is nearer as compared to the Belgaum Plant. Acquiring maximum amount of Alumina from Muri Plant will save transportation co st. (Exhibit 14) Since Alumina is the largest cost component any increase or dec rease in the cost of Alumina will have a significant impact on the cost of Hirak ud Smelters operations. 8.2. Power: Power is amongst the largest cost component in manufacturing of the non-ferrous metal, as the production process - smelting - involves electrolysis. Consequently, manufacturers are located near cheap and abundant sources of elec tricity such as hydroelectric power plants. Hirakud smelter has been set up in v icinity of Hirakud Dam for this reason. Hirakud smelter also has a captive therm al power plant of 67.5 MW capacity which was set up in 1993-94. Currently the po wer plant is enhancing its capacity to 317.5 MW to cater the needs of electricit y for expanded capacity of smelter plant. Hirakud power plant is first power pla nt in India to use clean coal combustion technology using a circulating fluidize d bed. This is considered most environment friendly in the field of coal fired p ower generation. (Exhibit 15) 29
Nearly 99% of the total power demand is now being met by the Hindalc os own Capti ve Power plants. The remaining 1% is sourced from the WESCO. The cost of produci ng power in the captive power plants is less than Rs.1 per unit whereas the cost of power taken from WESCO is more than Rs. 3 per unit. By using captive power p lants Hirakud is saving Rs. 2 per unit. Thus utilizing more and more power from cative sources is advisable. 8.3. Other Raw Materials: The other raw materials a re: Anode Paste, Calcined petroleum coke, Coal tar pitch, Aluminium Fluoride, Cr yolite, Calcium Fluoride and alloying metals like iron, copper, silicon and magn esium. These all together constitute nearly 13% of the cost of production. While Anode paste is produced in house, materials like Cryolite have to be imported f rom USA and Switzerland. The remaining materials are purchased from suppliers fr om nearby states like West Bengal, Andhra Pradesh, Jharkhand. 8.4. Cash cost inc ludes all day-to-day expenses like payment of salaries and wages, payment to thi rd parties for raw materials, transportation charges and other petty expenditure s. Non-cash cost includes depreciation, normal loss in the production process, e tc. 30
9. Working Capital Management at Hindalco Industries Hirakud Smelter For the pur pose of analysis three months were selected randomly. The months were March 06, D ecember 05 and August 05. Before going into details of the project one should know what is working capital? What are the concepts of working capital? 9.1 What is working capital? Working capital is the amount of funds necessary to cover the cost of operating the enterprise. Funds are needed for short-term pur poses for the purchase of raw material, payment of wages and salaries, and other day-to-day expenses. It is that part of firms capital, which is required for fin ancing current assets such as cash, marketable securities, debtors, and inventor ies. Funds thus invested in current assets keep moving fast and are being consta ntly converted into cash and these cash flows again get converted into other cur rent assets. Hence it is also known as revolving or circulating capital.
Working capital is lifeblood of a firm. It is very essential to maintain the smo oth running of the business. The benefits of maintaining adequate working capita l are: Helps the firm to maintain its solvency Ensures smooth flow of various b siness activities Exploit favorable market conditions Enables the firm to face b usiness crisis like depression in the market Helps in creating and maintaining g oodwill of the firm Enables the firm to arrange loans and other short term credi ts from banks on easy and favorable terms Helps the firm gain confidence of the investors and creates favorable conditions to raise funds in future The investme nt in current assets should be sufficient to meet the needs of the firm. Any for m of excessive investment should be avoided because it reduces the profitability , as idle investments earn nothing to the firm. Such a situation arises when the re is accumulation of inventory or the credit policy of the firm is not appropri ate. On the other hand inadequate amount of working capital can threaten the sol vency of 31
the firm due to its inability to meet the daily obligation. The flow of business activities is disturbed resulting in overall inefficiency of the firm. 9.2. Con cepts of working capital There are two concepts of working capital viz. i. ii. i . Gross working capital Net working capital The Gross working capital represents the total amount of funds invested in curre nt assets. Current assets are those assets which in ordinary course of business can be converted into cash within a short period of normally one accounting year . The constituents of current assets are shown in part A of exhibit 16. Gross Wo rking Capital= Total Current Assets The gross working capital concept takes into consideration the fact that every increase in the funds of the firm will increa se its working capital. Management is interested in the gross concept of working capital as it is more useful in determining the rate of return on investments i n the working capital. The gross working capital at Hindalco for the three month s under review was Rs.479751398, Rs. 565853633 and Rs. 505773890 in March, Decem ber and August respectively. (Exhibit 17) ii. Net working capital represents the excess of current assets over the current lia bilities. Current liabilities are those which are intended to be paid in ordinar y course of business within a short period of normally one accounting year out o f the current assets or income of the business. The constituents of current liab ilities are shown in part B of exhibit 16. Net Working Capital= Current Assets Current Liabilities The net working capital concept is a qualitative concept th at indicates the firms ability to meet its operating expenses and short-term liab ilities. It also indicates the margin of protection available to the short-term creditors. The net working capital for the three months was Rs. 28.80crores in M arch, Rs. 40.38 crores in December and Rs. 20.83 crores in August. (Exhibit 17) 32
9.3. Working capital requirements: Working capital requirement differs from orga nization to organization. In case of an organization engaged in manufacturing li ke Hirakud smelter the working capital requirement depends on factors like natur e and size of business, scale of operation, length of production cycle, rate of stock turnover, seasonal fluctuations, market conditions, business cycle, rate o f growth of the business, socio-economic conditions, etc. The amount of funds ti ed up in working capital would not typically be a constant figure throughout the year. Only in the most unusual of businesses would there be a constant need for working capital funding. For most businesses there would be weekly fluctuations . Many businesses operate in industries that have seasonal changes in demand. As in case of Hirakud smelter the working capital does differ from one month to ot her. In principle, the working capital need can be separated into two parts: 1. A fixed part, and 2. A fluctuating part The fixed part is probably defined in am ount as the minimum working capital requirement for the period. It is widely adv ocated that the firm should be funded in the way shown in the figure 5. The more permanent needs (fixed assets and the fixed element of working capital) should be financed from fairly permanent sources (e.g. equity and loan stocks); the flu ctuating element should be financed from a short-term source (e.g. a bank overdr aft), which can be drawn on and repaid easily and at short notice. 33
Figure 5 9.4. Working capital management Working capital management entails short term de cisions - generally, relating to the next one year period - which is "reversible ". The working capital management refers the management of current assets and sh ort term liabilities. It is concerned with short term financial decision m aking involving cash flows within the operating cycle of the firm. The goal of Workin g capital management is to ensure that the firm is able to continue its operatio ns and that it has sufficient cash flow to satisfy both maturing short-term debt and upcoming operational expenses. The need for working capital management aris es from two considerations; First, the investment in current assets represents a substantial portion of total investment. Therefore the investment in current as sets and the current liabilities have to be geared quickly to changes in sales. The firms fixed assets can be used at an optimum level only if supported by suffi cient working capital. In working capital management, a financial manager has to make decisions involving some of the considerations as follows: 34
What should be the total investment in working capital of the firm? What should be the optimum level of individual current assets? Wha t should be the relative proportion of different sources to finance the working capital requirements? Sho uld the firm have a conservative working capital policy or a restrictive working capital policy? What should be the credit policy of the firm? The importance of working capital management is reflected from the fact that fin ancial managers spend a great deal of time in arranging short term funds, contro lling the movements of cash, administering accounts receivables, investing short term surplus of funds. Hirakud Smelter is concerned about the first four consid erations only, because there are no major debtors. 9.5. Approaches to Working Ca pital Management Working capital management can take two approaches: 1. Monitor overall trends in working capital and identify areas requiring closer ma nagement. 2. Analyze the individual components of working capital. 9.5.1. Approach 1: The first approach, i.e. monitoring overall trends in working capital and identifying areas that require closer management, involves study of the relationship of various current assets and current liabilities with each ot her and other items like sales, cost of production, etc. the tool used is Ratio Analysis : Financial ratio analysis calculates and compares various ratios of am ounts and balances taken from the financial statements. The main purposes of wor king capital ratio analysis are: To indicate working capital management performance; and To assist in identifying areas requiring closer management. 35
Financial ratio analysis is valuable because it raises questions and indicates d irections for more detailed investigation. Since most of the production is trans ferred to sister concerns and raw materials are also transferred from sister con cerns it neither has debtors nor creditors. The following ratios are of interest for managing working capital at Hirakud Smelter.: Current ratio Quick assets ratio Cash ratio Current ratio: Current Assets divided by Current Liabilities The current ratio ( or working capital ratio) attempts to measure the le vel of liquidity, that is, the level of safety provided by the excess of current assets over current liabil ities. This ratio comes out to 1.7 for Aug 05, 3.5for Dec 05 and 2.5 for March 06. The higher the current ratio the better is the solvency position of the firm. Ho wever in interpreting the current ratio the composition of the assets and the pr oduction level should be kept under consideration. As a rule of thumb 2:1 ratio is considered satisfactory. (Exhibit 20 and 21). The current ratio during this m onth was the lowest only due the fact that the production level during the month was the high using most of the current assets. The liquidity position of Hiraku d smelter is satisfactory. March 06 Current Ratio Quick Ratio Cash Ratio Quick ratio: The "quick ratio" a derivative, excludes inventories from the current ass ets, considering only those assets most swiftly realizable. The ratio is calcula ted as: 2.50 0.85 0.06 December 05 3.49 1.28 0.07 August 05 1.69 0.58 0.03 36
Quick assets/ current liability. Quick assets are defined as current assets excl uding the inventories. Inventories are excluded from this ratio because inventor ies are deemed to be the least liquid assets. This ratio is also known as Acid t est ratio. During Aug 05 this ratio comes out to be 0.59, for Dec it was 1.28 and for March it was 0.85. As a rule of thumb 1:1 ratio is considered to be satisfa ctory. The organization should try and keep the quick ratio closer to 1. Cash ra tio: Since cash is the most liquid asset it is very impor tant to monitor study the cash ratio. Cash ratio is the most stringent tests of a firms liquidity. It i s calculated as: Cash at bank + Cash in hand/ Current liabilities. The cash rati os for the last three months are 0.06, 0.07 and 0.03 for March, December and Aug ust respectively. The cash ratio of Hirakud smelter is satisfactory. 9.5.2. Appr oach 2: Management should use a combination of policies and techniques for the m anagement of working capital. These require managing the current assets - genera lly cash and cash equivalents, inventories and debtors. There are also a variety of short-term financing options which are considered. Cash management - identify the cash balance which allows for the business to mee t day to day expenses, but reduces cash holding costs. Hirakud Smelter has done well to keep the cash holding less than the planned Rs.1 lakhs. In the three mon ths under review the cash in hand amounted to Rs. 52 thousand, Rs. 74 thousand a nd Rs. 52 thousand in March, December and August respectively. Cash at bank duri ng the three months has been significantly higher than the planned amount of Rs. 4 lakhs. In December it was Rs. 9113307, in August it was Rs. 12291631 and in Ma rch it was Rs. 13034141. 37
A weekly forecast of the cash requirements is done and this is sent to the Hinda lco head office in Mumbai f the sanction of the cash. For control or purposes va rious cash reports are prepared on daily basis and weekly basis. Hirakud smelter has its bank accounts in Punjab National Bank, State Bank Of India, United Comm ercial Bank and Grind lays Bank PLC. Invento ry management - identify the level of inventory which allows for uninter rupted production but reduces the investment in raw materials and hence increase s cash flow. The stock of raw materials is more than the planned stock. The stoc k in process is higher which shows that the smelter is operating at a higher cap acity as planned. The stock of metal in all forms is less than the planned stock . It is seen that the majority of the investment is in form of Inventory. Since the quick assets are only 34 % of total current assets the remaining 66% is cont ributed by the inventory in the month of March. (Exhibit 23). Similarly the % of inventory in the current assets is 63 and 65 for the months of December and Aug ust respectively. The inventory at Hirakud consists of raw materials, process st ock, finished goods and others. In the month of August the raw materials constit uted nearly 11 % of the total inventory, similarly in December and March the % o f raw materials in the inventory was 9% and 9% respectively. The processed stock constitutes nearly 40%, 36% and 70% in the March, December and August respectiv ely. The process stock in the month of August is high because of high production level. The finished goods i.e. sales paste constituted nearly 2% of total inven tory in March, 1% in December and 1% in August. The remaining portion of the inv entory constituted of other items like stores and spares, scrap etc. the stores and spares constitutes nearly 12% -16% of the total investment in inventory. (Ex hibit 23) A major part of the inventory i.e. raw material and process stock is i n the form of stock in transit. In the month of Aug the materials in transit amo unted to nearly 60% of the total raw materials. In December the stock in transit 38
amounted to 40% and in Mach it amounted to 45% of the total stock. The organizat ion should look forward to reduce the inventory in transit. This shows that if t he investment in the inventory could be reduced then the total investment in the working capital could be reduced to a significant le vel. The Raw materials, fi nished goods and process stock level is directly related to the level of product ion. The organization follows various inventory control techniques like EOQ, ABC analysis, VED for controlling and managing the inventory properly. Stores and s pares that also contribute heavily to the investment in current assets. It is generally seen that organizations do not put much emphasis on the inventory of spares, as it has no direct relation to the p roduction. Hirakud smelter being a manufacturing unit pays a considerable amount of attention on keeping the investment in stores and spares as minimum as possi ble. Short term financing - inventory is ideally financed by credit granted by t he supplier; dependent on the cash conversion cycle, it may be necessary to util ize a bank loan (or overdraft). The Hindalco head office at Mumbai supports the short term funds requirement of Hirakud smelter. Weekly forecast of funds requir ed is done at Hirakud smelter which is then sent to head office. After receiving the requisition the funds requested is made available to Hirakud smelter. The f orecasts need to be very accurate, as all the expenses and the payments depend o n the funds received from the Head office. The sales paste production is based o n advances received from the customers. This is also done at the HO; the party c oncerned has to contact the HO for this purpose. Similarly the third party suppl iers of raw materials are paid by the HO. The organization also has bank overdra ft facility with various banks like State Bank of India, Punjab National Bank, U nited Commercial Bank, etc. Bank overdraft for the three months were Rs.3.97cror es in March, Rs.1.61 crores in February and Rs.1.11 crores in the month of Janua ry. The interest charged on bank overheads was Rs. 141190 in March, Rs. 42665 in February and Rs. 12674 in January. 39
The general tendency in the case of manufacturing concern is that during certain period in a year the need for current asset will be much higher than in other p eriod. Arrangement should be made quickly, taking into account the cost benefit trade off. So it is clear that working capital management encompasses the manage ment of current assets and means of financing them. The objective of working cap ital management balance the liquidity and profitability criteria while taking in to consideration the attitude of management trend risk and the constraint impose d by the banking sector while providing sort term credit in the form of cash cre dit/ bank overdraft. There is a minimum amount of net working capital, which is; permanent hence a part of working capital should be financed with permanent sou rce of fund. 40
10. STORES INVENTORY ANALYSIS AT HIRAKUD SMELTER The investment in stores and in ventory at Hirakud is nearly Rs. 3.71 crores. Hindalco Ind. Ltd. has its own sta ndard operating system for Purchases and Stores management. In developing this S OP all Hindalco units have been consulted and the best practices of the various units have been compiled. The SOP aims at bringing uniformity and standardizatio n in procedures to ensure effective planning, execution and control. The standar d operating system for stores management applicable to all Hindalco units is cal led the MUSIC 3D system. 10.1. MUSIC 3D system MUSIC 3D system is used for inventory control; it stands f or Multi unit selective inventory control system. It is a 3 dimensional concept that integrates Consumption Value, Criticality and lead-time giving eight differ ent parameters that are easily controllable. The following table shows the MUSIC 3D system matrix: High Consumption Value Long lead time Critical Non- Critical 1 5 Short lead time 2 6 Low Consumption Value Long lead time 3 7 Short lead time 4 8 Figure 6 Spares classification under MUSIC 3D The above MUSIC 3D dimensions are used for defining 8 different varieties of inventories as expressed as above. Th e words like HIGH/ LOW/ LONG/ CRITICAL/ NONCRITICAL may have different cut off p oints for different Units. For the purpose of stores control the various items h ave to be classified into various categories. 41
10.2. Inventory Classification: For the application of this system it requires a proper classification of the various items. As such the Stores inventory (consu mables and spares) at Hirakud smelter consists of three categories of items: v I nsurance items v Auto indented i.e. regular items v User specified i.e. departme nt indented items Insurance Spares: The items under this category are spares of vital equipments/ machinery, which are normally not required for routine maintenance, but may be r equired for unforeseen breakdown causing stoppage production or cause unsafe wor king conditions or significant energy losses directly or indirectly. Normally su ch items have high degree of reliability, having same life as the equipment itse lf and are of high value and long lead -time. Auto indented items: These are the items whose indent is generated automatically by the inventory management software- Ramco Marshal MMS system version 3.0, it operates on a SQL platform. As and when the inventory approaches the reorder lev el the software automatically decides the inventory replenishment quantity and i ntimates the purchase department to issue a purchase order. The items falling un der this category are regularly used items and are a part of regular maintenance . The software to operate needs various inventory levels to be fixed. Minimum, m aximum and reorder level for all stores items is fixed and then fed to the syste m. These levels are fixed on the basis of: Lead-time history i.e. minimum lead t ime, normal lead time and maximum lead time Demand i.e. average consumption, min imum consumption and maximum consumption. Economic order quantity, EOQ Model is a model that defines the optimal quantity to order that minimizes total variable costs required t o order and hold inventory. It attempts to reduce the overall cost of the inventory. 42
Inter process cost Cost per unit of the item User specified items: These include those stores and spares, which have been pur chased based on specific, requisition from the user department and are specific and unique to the equipment and the processes. In this category there are two su b headings: Consumables stores and spares: these are the items that are to be re placed after a fixed life and the respective consuming departments are placing t he indents for future consumption. Specific spares: these are those spares where the need for consuming that particular spare is immediate. The ideal stock for such items is 0. MUSIC 3D cannot be applied to insurance spares. Inventory of insu rance spares depends on the risk taking ability of the unit management. So for t he purpose of MUSIC 3D only Auto indented and user specified items have to be fu rther classified into sub groups. 10.3. Parameters of classification: This classification is based on the followin g parameters: v Consumption pattern in terms of both quantity and value v Lead t ime whether high lead time or low lead time v Criticality of application whether critical or not v Movement of the items i.e. number of issues during last 3 yea rs Classification of items based Consumption pattern results into three categori es of items viz. A B and C. this also known as ABC analysis: An analysis of cons umption cost shows that a smaller % of items in the stores contribute to a large r % of the va lue of consumption and on the other hand a larger % of items in th e stores contribute to a smaller % of the value of consumption. Between these tw o extremes fall those items the % number of which is more or less equal to there value of consumption. The items that fall under 1st category are treated as A, items that fall under the second Category are treated as B and the third categor y items are treated as C items. This 43
technique is also referred to as Always Better Control or the Proportional Parts Value analysis. The significance of this analysis is that a very close control is exercised over the items of A group because they account for high % of value while stringent control is adequate for the category B items and little control is sufficient for category C items. The features of ABC technique are shown in t he following table. Name 1. Extent of Control 2. Frequency of order Category A V ery strict control Frequent ordering Once in a 3 months Once in a 6 months or on ce in a year 3. Lead time Maximum efforts to reduce lead time 4. Level of Manage ment intervention 5. Period of review Must be taken care of by the senior office rs Review after a month or 15 days of waste, obsolete and surplus items 6. Sourc e of supplies 7. Follow up As many sources as possible Maximum follow up 8. Safe ty stocks Very Low safety stock Low safety stock More than three reliable source s Periodic follow up Three reliable sources Minimum follow up High safety stock Can be supervised by the middle management Review within a period of 2-3 moths A nnual review Can be supervised by the clerical staff Moderate efforts to reduce lead time Minimum efforts to reduce lead time Category B Moderate control Catego ry C Loose control The SOP of Hindalco suggests application of 80- 20 rule, i.e. the High and low c onsumption value is determined based on 80-20 concept. Top 20% of items accounti ng for nearly 80% of the consumption value are deemed as high value items and ba lance 80% of items that contribute nearly 20% of the consumption value are 44
deemed as low consumption value items. Although 80- 20 are suggested norms these are not sacrosanct and in actual practice it may range from 85-75% and 25-15%. At Hirakud smelter the top 5% items that have maximum value are grouped A, next 10% items are B and remaining 85% are grouped as C items. The items under catego ry A and B are grouped together to form high consumption value items. Another classification based on the above method is to be done for current stock value of all the items and categorize them, as X, Y and Z. this analysis is kno wn as XYZ analysis. The items whose current stock value is among top 5 % are cla ssified as X items, next 15-20% are grouped as Y and remaining as Z items. It is quite similar to the ABC analysis the only difference being the classification is based on the current stock value and not the consumption value. Based on Lead-time the items in the stores are classified as high lead time item s or low lead time items. Lead -time is the amount of time required for an item t be o available for use from the time it is ordered. Lead-time includes purchase ord er processing time, vendor -processing time, in transit time, receiving, inspect ion, and any prepack times. Items having lead-time greater than three months for imported items and 45days for domestic items are classified as high lead -time items and those having lead-time less than high lead time periods are classified as short lead-time items. Based on criticality auto indented and user specified are again classified into sub heading v Critical items v Non critical items This classification is done to facilitate CONTROL purpose, MIS and to a certain extent accounting requirement also. The classification of items into critical an d noncritical is based on the VED analysis. Under this classification the items are first classified as Vital, Essential and Desirable. The user department iden tifies the criticality by keeping in view the following definitions as per the S OP: Critical items are those spares of vital equipment having reliability lower than insurance items non availability of which will cause stoppage of plant or r educe 45
production level or cause unsafe working conditions or significant energy losses directly or indirectly. These include vital spares and essential spares. A spar e of equipment having a standby will also come under this category as standby is supposed to come into operation instantaneously in the event of stoppage of the main equipment. Such an item has high consequential loss. Non critical items ar e those spares required for normal maintainance but do not fall in critical cate gory, i.e. non availability would not cause stoppage of plant or reduce the prod uction level or cause unsafe working conditions or significant energy losses dir ectly or indirectly. It ha s low consequential loses and has normally short lead -time. Based on movement of the items in the inventory are classified as fast moving (F ), slow moving (S) and non moving items (N). Regular or fast moving items are those items that have consumption pre dictabili ty. They are issued more than 9 times in last three years. For auto-indented ite ms the period under review is reduced to one year. Slow moving items are those, which have been issued at least once and up to 9 times in last three years. For auto-indented items the period under review is reduced to one year. Non-moving i tems are those, which have not been issued even once in the last three years. Fo r auto-indented items the period under review is reduced to one year. The activi ties involved in MUSIC 3D system inventory control system are divided into two p hases. Phase 1 provides a broad classification and analysis of the items and fac ilitates the analysis in the second phase: 46
10.4. Phase 1 Step 1: All the items are classified on the basis of the criticali ty, movement and current stock value into 18 following categories: i. ii. iii. iv. v. vi. vii. viii. ix. x. xi. xii. xiii. xiv. xv. xvi. xvii. xvii i. Critical, Fast moving, High value items Non critical, Fast moving, High value items Critical, fast moving, medium value items Non critical, fast moving, medi um value items Critical, fast moving, Low value items Non critical, fast moving, Low value items Critical, slow moving, High value items Non critical, slow movi ng, High value items Critical, slow moving, medium value items Non critical, Slo w moving, medium Value items Critical, Slow moving, Low Value items Non critical , Slow moving, Low Value items Critical, Non moving, High value items Non critic al, Non moving, High value items Critical, Non moving, medium value items Non cr itical, Non moving, medium value items Critic al, Non moving, Low value items No n critical, Non moving, Low value items Step 2: the above items are represented in a diagrammatic form with number of it ems in each category and current stock value. Fig.7 Step 3: the groups under non -moving category are to be analyzed separately and will have separate treatment as well. The remaining groups are also to be analyzed for abnormalities. 10.4.1. Analysis after phase 1 In this analysis the main importance is given to the non -moving items. These are those items, which have not moved even once in last 3 y rs, there are many such items which have not been issued since last 6- 8 yrs. Th ere is a possibility that many items may have got damaged or may have become obs olete. The items are judged on the basis of there crit icality, value and number s. The items in the exhibits are a part of the classified items that require imm ediate attention. 47
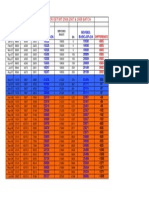
Figure 7. Spares Classification On The Basis Of Criticality, Degree of Movement and Value (Rs. Lakhs) No. of items: 8431 Value Rs.518.98 Critical No. of items: 311 Non critical No. of items:8120 Fast No. of items: 107 Value: Rs.103.95 Slow No. of items: 121 Value: Rs. 36.96 None moving No. of items: 83 Value: Rs. 6.86 Fast No. of items: 677 Value: Rs.74.59 Slow No. of items: 1685 Value: Rs136.46 None moving No. of items: 5758 Value: Rs.160.08 X X X X X X No. of items: 21 Value: Rs No. of items: 17 Value: Rs No. of items: 3 Value: Rs 1.96 No. of items: 30 Value: Rs No. of items: 45 Value: Rs No. of items: 55 Value: Rs Y Y Y Y Y Y No. of items: 35 Value: Rs 6.78 No. of items: 19 Value: Rs 4.37
No. of items: 14 Value: Rs 3.63 No. of items: 91 Value: Rs No. of items184 Value: Rs No. of items230 Value: Z Z Z Z Z Z No. of items: 51 Value: Rs 1.51 No. of items : 85 Value: Rs 2.13 No. of items: 66 Value: Rs 1.27 No. of items556 Value: No. of items: 1456 Value: No. of items 5473 Value: 48
Findings and suggestions after analysis in Phase 1: i. A major portion of the st ores inventory has been classified as Non moving items. The total current stock value of these items is Rs. 1.66 crores, in terms of percentage of total stores value it is nearly 45%. This shows that most of the items in the stores are nonmoving items. If the organization could reduce the inventory of these items it i s possible to save a significant amount of investment and reduce the overhead co st associated with these items. L osses due to obsolescence and damage could als o be reduced ii. The items in Exhibit 24 list1 3 items constitutes Rs.1.96 lakhs Eligible for immediate attention Decision should be taken to qualify them as in surance spares. Features: Critical in nature High stock value If they do not qua lify as Insurance spare they may be sold. The condition of the items should be p hysically examined and verified before taking the decision. Minimize investment Should be Procured on Just in Time basis iii. Items worth Rs. 3.63 lakhs fall Sh ould be verified and decision to be Features: Critical in nature Medium value it ems. taken to declare them as the working capital under this category. Out of these items, a few are listed in exhibit 25 list 2 insurance spares. The remaining items could be sold immediately. This step will reduce the inventory by Rs. 190000 Minimum control on these items is sufficient The remaining items of this category should be sold and minimum control should b e directed towards these items. iv. There are nearly 84 various items falling un der this category. The items in exhibit 26 list 3 have: Minimum possible invento ry should be maintained These items should be sold. 49
Features: Low value Large numbers Non critical There are nearly 7 other items th at are in very less numbers but have higher values exhibit 27 list.4 By there sales the stores could reduce the inventory by Rs. 55000 It will reduce the time spent in monitoring and controlling a large number of items Save inven tory storage space Inventory as low as possible should be maintained. These items should also be so ld. This would reduce the inventory by Rs.44000 v. Items in Exhibit 28 list 5 are Non critical in nature Have high stock value Minimum maintained inventory should be If possible should be sold to reduce the investment in the stores by Rs.4.65 lak h. vi. Items in exhibit 29 list 6 Non critical No significant stock value. Should be sold immediately The sales of these items will reduce the investment i n inventory by Rs 230000 Save stores space as the number units will be reduced. Should vii. Items that have been classified be sold to reduce the under this category amount to Rs. 3.37 lakhs in value. Non critical Nonmoving Lo w value items inventory by Rs. 3374458. Save the inventory space Reduce the efforts in control ling these items After this analysis it was found that it is possible to reduce the inventory of stores and spares by Rs. 87.5 Lakhs i.e. from Rs. 3.71 crores to 2.83 crores. In other words it is possible to reduce the investment in stores by 24%. Before ta king any action the 50
management should undertake physical verification of the stores items. Utmost ca re should be taken in declaring the critical, non-moving items as Insurance spar es. The cooperation of various other departments should be taken in this process . This will not only reduce the working capital investment but will also reduce the chances of loss due to obsolete inventory, save the stores space and reduce the indirect costs associated with the stores. 10.5. Phase 2 Step 1: the items classified as fast moving and slow moving items are again classified on the basis of criticality, consumption value and lead tim e. This classification would result into 8 groups of items: i. ii. iii. iv. v. vi. vii. viii. Critical, Long lead time, High consumption value Non critical, Long lead time, H igh consumption value Critical, Short lead time, High consumption value Non crit ical, Short lead time, High consumption value Critical, Long lead time, Low cons umption value Non critical, Long lead time, Low consumption value Critical, Shor t lead time, Low consumption value Non critical, Short lead time, Low consumptio n value Step 2: the items classified as above are shown diagrammatically as in fig. 8. T his will lead to the actual MUSIC 3D classification and analyzing eight groups b ecomes easier. Step 3: Each group is then analyzed for abnormality. 10.5.2. Analysis after the Phase 2: This analysis is aimed at identifying those items, which need stringent control, and those items, which can be disposed to r educe the inventory size. 51
Figure 8. Spares Classification under MUSIC 3 D HIGH CONSUMTION VALUE Consumption Value Rs. 1223.34 lakhs No. Of Items 370 LOW CONSUMTION VALUE Consumption Value Rs.7.90 lakhs No. Of Items 2222 LONG LEAD TIME Consumption Value Rs. 375.55 No. Of Items 36 Consumption Value Rs. 123.42 No. Of Items 87 SHORT LEAD TIME Consumption Value Rs. 516.03 No. Of Items 58 Cons umption Value Rs. 208.32 No. O f Items 189 LONG LEAD TIME Consumption Value Rs. 1.95 No. Of Items 37 Consumption Value Rs. 21.20 No. Of It ems 516 SHORT LEAD TIME Consumption Value Rs.6.41 No. Of Items 97 Consumption Value Rs. 49.46 No. Of Ite ms 1572 CRITICAL NON CRITICAL Items having movement i.e. category F and S items only were selected for the pur pose of this classification. Criticality c lassification is based on VED analysi s. Items falling under V and E grouped as critical. Consumption value based on A BC analysis items in category A and B grouped as High consumption and category C items taken as Low consumption value items. Long lead time = 45 days or more. 52
Findings and suggestions: i. The consumption value of the items analyzed in this phase is Rs. 13.02 crores ii. No. Of Items 36 Consumption Value of Rs.3.75 crores Adequate maintained. stock should be Strict control should be imposed on these items Features: Critical in nature High consumption value Long lead time Efforts should be made in the direction of maintaining proper stock, reducing the lead-time and the cost per unit. The organization must look for multiple sources of the items. Stock outs should be avoided. The working cap ital investment should be as low as possible. iii. No. Of Items 58 Consumption value Rs. 5.16 crores Stock value of less than the above category items is suggested. Strict control s hould be imposed on these items Features: Critical High consumption value Short lead time Efforts should be made in the direction of maintaining proper stock and the cost per unit. The organization must look for multiple sources of the items. Stock outs should be avoided. The working capital investment should be as low as possible. 53
iv. No. Of Items 37 Maximum maintained inventory should be Consumption value Rs. 1.95 lakhs Critical Low consumption value Long lead time The orders placed should be of large quantities even annual orde rs could be pla ced for 2 yrs consumption Adequate level of inventory could be maintained. Stock outs should be avoided. v. Consumption crores Features: value Rs.6.41 Stock level lower than the above mentioned items Orders should be placed in larg e quantities. The ordered quantity may be for 4 6 months requirement No stock ou ts Just in time inventory system should be used Attempts to be made to reduce th e costs Low inventory level should be Critical Low consumption value Short lead time vi. No. Of Items 87 Consumption value1.23 crores Non Critical High consumption value Long lead time maintained. Surplus inventory should be avoided. Moderate degree of control Phys ical verification of the inventory is recommended. vii. No of items 189 Very low inventory should be Consumption value Rs. 2.08 cro res Non Critical High consumption value Short lea d time maintained if possible 0 inventory is suggested Attempts to be made to reduce the costs. 54
Surplus inventory should be avoided. Moderate degree of control The items could be sold viii. No. of items 516 Moderate inventory level should be maintained Stock out is poss ible Low degree of control is sufficient Reduce the inventory level by selling t he surplus items. Consumption value Rs. 21.20 lakhs Non Critical Low consumption value Long lead t ime ix. No. of items 1572 Very low inventory level should be maintained Stock out is possible Low degree o f control is sufficient Verify the physical condition of the items and sale the obsolete inventory. Consumption value Rs. 4946802 Non Critical Low consumption value Short lead time The analysis distinguishes items that should be under highest degree of control from those items, which do not require much monitoring. This would save the time and money spent in controlling the inventory. Focusing on controlling the criti cal items that have high consumption value will help in controlling major portio n of the investment in the stores inventory. Besides the above recommendations t he following should also be followed: 1. Increase Demand Forecasting Accuracy. The demand for the items in store should b e accurately forecasted. If demand were accurately known then this would help in reducing the unnecessary items in the inventory. The demand for the items that are fast moving and regularly consumed could be easily predicted. 2. Increase Supply Chain Turns. Using EOQ model is suggested for but the noncritica l items may be purchased on Just in time basis, as minimum inventory has to be m aintained. This may increase acquisition costs and unit costs because of 55
smaller order quantities. But will be beneficial in increasing cash flow and red ucing carrying cost of the inventory (warehousing, material handling, taxes, ins urance, depreciation, interest and obsolescence). The organization should make s ure that it has reliable sources of supply for the items that are critical for i ts operations as well as for those items which have high lead time. 3. Reduction in safety stock . Safety stock is really just a buffer for forecasting variance and supplier delivery time. It is possible to reduce the Safety stock levels through improvements in demand forecasting, increasing accuracy in foreca sting, manufacturing cycle efficiency, supply chain turns, reliable suppliers. T he safety stock for non critical items and non moving i ems should be t as low a s possible 4. Reduce purchasing errors . This can reduce overstocking and more importantly, mi nimize stock outs that result in expensive expedited purchases. Sell excess and obsolete inventory or return it to your vendor. 5. Eliminate delivery variance. Do not allow vendors to deliver early or late and m ake sure the delivered quantity does not vary from the order quantity. Delivery errors may lead to overstocking of the items in the inventory. 6. Train purchasing personnel. Provide your purc hasing and material management personnel with formal training. This will arm them with better negoti ating skills that will result in better prices and terms. 7. Physical verification should be an integral part: There should be a regular insp ection of critical items it could be done on a weekly basis. Non-critical items having high consumption value should also be physically inspected. This would re duce the chances of loss due to obsolescence, damage, mishandling, etc. 8. Proper reporting: Reports on the consumption pattern and current stock value sho uld be prepared on a monthly basis. Any abnormalities in the stores should be br ought to the notice of the management as soon as possible. 56
9. The inventory analysis using the MUSIC 3D system and other tools should be done on a regular basis. The SOP of Hindalco recommends this analysis to be done once a year. The recommendations of SOP should be followed. 57
11. Exhibits Exhibit no 1 Financial results for the Year ended 31-3-2006 and Yea r ended 31-3-2005 Year ended 31-3-2006 113,965 2,439 87,914 -10,338 66,034 4,627 23,223 4,368 2,252 26,238 5,211 21,027 -30 21,057 Year ended 31-3-2005 95,231 2 ,700 72,456 -2,557 46,396 4,116 20,112 4,398 1,700 23,766 4,633 19,133 91 19,042 6,464 5,705 759 101 13,294 928 75,738 14 Particulars Net Sales & Operating Revenues Other Income Total Expenditure (a). ( Increase)/Decrease in Stock in Trade (b). Consumption of Raw Materials (c). Staf f Cost (d). Manufacturing and Operating Expenses (e). Other Expenditure Interest & Finance Charges Gross Profit Depreciation Profit before Tax & Extra Ordinary Expenses Extra Ordinary Expenses Profit before Tax Provision for Tax 4,502 (a). Provision for Current Tax 3,241 ( b). Provision for Deferred Tax 1,160 (c). Provision for Fringe Benefits Tax Net Profit for the period 16,555 Paid -up Equity Share Capital (Face Value : 986 Rs. 10/ - per Share) 95,077 Basic & Diluted EPS (Rs.) 16.8 58
Exhibit 2 2000-01 Net sales and operating revenue Profits before tax and extraor dinary items Net profit 6781 6860 5821 8389 13294 16,555 9801 10050 10627 12456 19133 21,027 22754 2001-02 23314 2002-03 49856 2003-04 62084 2004-05 95233 200506 113,965 Exhibit 3 Net sales and Revenue and Net Profits 120000 100000 Rs. in Millions 80000 60000 40000 20000 0 2000-01 2001-02 2002-03 2003-04 2004-05 2005-06 Net sales and operating revenue Net profit 59
Exhibit 4 2000-01 2001-02 2002-03 2003-04 2004-05 2005-06 Gross Margin % Net Margin % 49.33 29.8 49.73 29.42 26.62 11.68 25.18 13.51 24.96 13.96 23.02 14.53 Exhibit.5 Gross profit Margin and Net profit Margin 60 50 40 30 20 10 0 2000-01 2001-02 2002-03 2003-04 2004-05 2005-06 Gross Margin % Net Margin % 60
Exhibit 6 Quarterly results for the financial Year 2005-2006 Particulars 1st Quarter 2nd Quarter 3rd Quarter 4th Quarter Net sales and operating revenue Gross profit Profit before extraordinary items N et profits tax and 22078 5,919 4,750 6,263 26,068 5,267 3,982 2,765 28,737 5,635 4,321 3,006 36,574 9,417 7,974 6,263 Exhibit 7 Particulars % change in 1st Quarter % change in % change in % change in 2nd Quar ter 3rd Quarter 4th Quarter Net sales and operating 7.0 revenue Gross profit 26.33 Profit before tax and ext raordinary items 30.92 Net profits 165.83 6.14 -12.68 15.40 -11.8705 45.38 41.50 -19.50 -7.21 -18.45 -13.44 51.62 39.64 61
Exhibit 8 Net Sales and Operating Revenue In Rs. millions 40,000 35,000 30,000 25,000 20,000 15,000 10,000 5,000 0 1st Quarter 2nd Quarter 3rd Quarter 4th Quarter Net Sales and Operating Revenue For FY 2005 Net sales a nd Operating Revenue For FY 2004 Exhibit. 9 Profit Before tax and extraordinary items in Rs. In millions 9,000 8,000 7,000 6,000 5,000 4,000 3,000 2,000 1,000 0 1st Quarter 2nd Quarter 3rd Quarter 4th Quarter Profit Before Tax and Extraordinary items for FY 2005 Pr ofit Before Tax and Extraordinary items 62
Exhibit 10 Net Profits In Rs. in millions 7,000 6,000 5,000 4,000 3,000 2,000 1,000 0 1st Quarter 2nd Quarter 3rd Quarter 4th Quarter Net Profits for FY 2005 Net Profits for FY 2004 Exhibit 11 Quarterly Segment revenue for the Financial Year 2005-2006 Particulars 1st Quarter ended 30/06/05 2nd Quarter ended 30/09/05 3rd Quarter en ded 31/12/05 4th Quarter ended 31/3/06 1. Segment Revenue (a). Aluminium (b). Copper 2. Segment Results (Profit/Loss be fore Tax and interest from each Segment) (a). Aluminium (b). Copper 4,384 529 4, 345 -692 5,421 -845 7,131 1,201 1 3,406 8 ,677 14,141 12,464 15,644 13,084 17,26 3 19,317 63
Exhibit 12 Segment performance for the Financial Year ended 31-3-06 and Year end ed 31-3-05 Particulars 1. Segment Revenue (a). Aluminium (b). Copper 60,423 53,542 113,965 52,129 42,712 95,231 53.02 46.98 54.74 44.85 Year ended 31-3-06 Year ended 31-305 % Contribution % Contribution Net Sales & Operating Revenues 2. Segment Results (Profit/Loss before Tax and in terest from each Segment) (a). Aluminium (b). Copper 113,965 95,231 21,281 193 15,927 253.8 Exhibit 13 cost structure Total Raw Materials 13% Power A/C - Kwh/T 32% Total Period Cash Cost: 11% Deprec iation 4% Total Raw Materials Total Period Cash Cost: Depreciation Alumina Power A/C - Kwh /T Alumina 40% 64
Exhibit 14 Alumina Mix Belgaum Plant 30% Muri Plant 70% Exhibit 15 Power Mix WESCO 4% Hirakud Power Line II 50% Hirakud Power Line I 46% 65
Exhibit 16 Part A Current Assets Cash in hand Cash at bank Loans and Advances Tr ade debtors Inventories: Raw material and Components Work in process Finished Go ods Others Part B Current Liability Sundry creditors Trade advances Borrowings: Short term borrowings Bank overdraft Provisions Exhibit 17 March 06 Total Current Assets Net Working Capital Planned Capital Qu ick Assets Non Quick Assets % Quick Assets % Non Quick Assets (Inventory) 66 63 65 Working 326650000 164593188.5 315158209 34 326650000 207648265.5 358205368 37 326650000 175367845.8 330406044 35 479751398 288014103 December 05 565853633 4 03783942 August 05 505773890 208242403 66
Exhibit 18 Current Assets and Quick Assets 600000000 500000000 400000000 300000000 200000000 100000000 0 March 06 December 05 August 05 Total current assets Quick assets Exhibit 19 Net working capital for last three months 450000000 400000000 350000000 300000000 250000000 200000000 150000000 100000000 50000000 0 March 06 December 05 August 05 Planned working Capital Net working capital 67
Exhibit 20 March 06 Current Ratio Quick Ratio Cash Ratio 2.502128757 0.85843074 6 0.068251309 February 06 3.491421678 1.281228241 0.07629911 January 06 1.6999 0039 0.589409369 0.030804569 Exhibit 21 Ratios 4 3.5 3 2.5 2 1.5 1 0.5 0 March 06 December 05 August 05 Current ratio Quick ratio Cash ratio 68
Exhibit 22 Current Assets Bank Cash Raw Materials Process Stock Finished Goods S tores And Inventory Metal In All Form Deposits Prepaid Loans To Employees Advanc es Claims Misc. Receivables Mod Vat Claims Others Total Current Assets Quick Ass ets Mar06 13,034,141 52,180 29,015,239 125,507,097 6,657,204 50,045,118 103,933,5 51 51,905,689 4,137,200 11,990,916 41,262,353 14,671,986 12,107,590 15,431,133 0 .00 479,751,398 164,593,189 Dec06 12,291,631 74,142 32,959,647 128,670,904 3,864, 099 41,454,727 151,255,991 71,272,524 1,807,898 11,942,663 16,001,203 23,631,939 22,306,049 48,320,216 0.00 565,853,633 207,648,266 Aug06 9,113,307 52,022 35,312 ,862 232,203,154 1,959,831 41,724,965 19,205,232 115,305,267 7,004,594 12,402,26 0 2,042,439 11,971,986 9,186,586 8,289,386 0 505,773,890 175,367,846 Current Liability Electricity Bill MRR Liability Misc. Creditors Sal/ Wages Paya ble Freight Payable Sales Tax Payable Octroi Payable Bank Overdraft Total Curren t Liability Mar06 11,509,562 49,252,461 49,280,864 12,417,409 29,082,065 449,518 De c06 15,077,563 57,153,725 36,255,961 17,318,699 19,518,534 592,284 Aug06 157,418,895 43,839,465 36,160,131 24,013,195 24,460,217 530,924 39,745,415 191737294 16,152,926 162069691 11,108,660 297531487 69
Exhibit 23 March Raw Materials Process Stock Finished Goods Others Total 2901523 9 125507097 6657204 153978669 315158209 % 9 40 2 49 Dec 32959647 % 9 Aug 3531286 2 % 11 128670904 36 3864099 1 232203154 70 1959831 60930197 330406044 1 18 192710718 54 358205368 250000000 200000000 150000000 100000000 50000000 0 March December August Raw Mat erials Process Stock Finished Goods others 70
Exhibit 24 List 1 Stock number Description Current Current stock stock value 5 2 4 76468 52735 67408 196611 RELAY COMPARATOR MODULE 6 RSS026O068 DC 3002 -1CC,T NOS PPS051O030 PPS002O008 To tal PITCH DELIVERY PUMP COMPLETE NOS 2" DIAMETER DEWRANCE BRONZE NOS PARALLELL S L Exhibit 25 List 2 Stock number Description Current Current stock stock value 3 6 2 40435 35424 33072 108931 PPS108O008 SEQUENCE CONTROLLER MA-810, NOS SPARE KIT, FOR LT. LK. TRIPLE POLE CHS011E002 CO NT SET DODGE TIMKEN BRG.UNIT FLANGE BRB030O006 UNIT TYPE E NOS Total 71
Exhibit 26 List 3 Stock number Description Current stock Current stock value MAGNESIA COMPOUND 1ST QUALITY85% IN 25 IJP000O204 EWR000O036 GLP000O017 K TRS CIRCULAR FLEXIBLE CABLE 660/1100 VOL WHITING POWDER G.I.BBS GRADE IS -63-1978. DUMMY BUSH OUTER HEAT TR EATEDAND PRS001M003 GROUND SINGLE CORE PVC INSULATED COPPER (KDK EWR000O053 CLS0 30O002 MA ALUMINIUM WIRE BRAIDED TAPE TO FIT SILIC 4Cx6sq.mm EWR000O040 AUS002M0 17 ETR000O155 HWM004O020 MES051O007 EMS000O102 HWM004O021 MES048O005 IJP000O116 CONDUCT FUSIBLE PLUG (WORKSHOP FABRICATED). ELECTROLYTIC GRADE BARE COPPER WIRE, GALVANISED IRON WIRE ROPE GRIP WITH NUT ACETYLENE HOSE. SIEMENS MAKE HRC FUSE 1 00 AMPS , TYPE- 3 G.I.WIRE ROPE GRIP AS PER IS-2361 WITH G DOUBLE WIRE BRAIDED H OSE 1/2"I.D AS PER RELIABLE FELT PACKING, WHITE DRY ASBESTOS ROPE PLAINCOVER IN IJP000O082 EMS000O103 Total RO SIEMENS L-T HIGH RUPTURING CAPACITY FUSE KG NOS 2 1 20 5142 6421 54936 ANNEALED TINNED COPPER MTR NOS KG NOS MTR NOS NOS MTR MTR 4 1 35 32 30 29.5 29 28 27.5 22.9 4946 1225 4729 722 846 8713 612 4271 393 MTR NOS 85 50 1184 1950 NOS 107 5234 KG MTR KG 375 175 174 2340 5032 1176 72
Exhibit 27 List 4 Stock number PPS106O003 Description IGNITION TRANS SIEMENS BIMETALLIC RELAY 12-24 NOS Current Current stock stock value 3 9185 EMS000O139 PRS001M141 AMPS. C.I.FOOT OPERATED PEDAL VALVE, DOUBLE ROW SPHERICAL ROLLER NOS NOS 4 3 6776 6725 BRB013M001 BEARING (SKF CYLINDRICAL ROLLER BEARING [ BRB010O 012 SKF CRL 18 BURN ER PPS004O009 NOZZLE. AIR FLEXIBLE HOSE PIPE FOR ENCON FBS001O052 Total BURNER, ROD ASSEMBLY WITH NOS 2 6530 NOS 2 5200 NOS 2 5153 PCS 3 4604 44173 73
Exhibit 28 List 5 Stock number PPS071O148 CLS034O010 FBS005O041 Description Current Current stock stock value SET NOS NOS 1 1 1 603200 397788 369200 SPLIT RING GEAR:SPLIT RING GEAR XQM3 CARD:XQM3 CARD PLC 540 CONTROL NET:PLC 540 CONTROL NET DC SPEED CONT 140AMP:DC SPEED CONT CST013E040 FBS005O021 CLS034O009 PPS004O034 140AM SIGNAL CONVERTER:SIGNAL CONVERTER XGT BOARD:XGT BOARD COIL FOR TP-06 ACTUA TOR FOR DAMPER:ACTUATOR FOR NOS NOS NOS NOS 1 1 1 1 273490 238867 178496 163568 CST011O027 BRB014O010 DAMPER ANTIFRICTION B EARING, SKF-29440 CONTROL NET BACK-UP:CONTROL NET BACKNOS NOS 1 1 156412 123531 FBS005O042 PRS026O003 RSS006O005 UP BOARD HV UNIT:BOARD HV UNIT DRY TYPE L.V.BUSHING DC VOLTMETERP M M C.DC VOLTM ETERP M M NOS NOS NOS 1 2 3.001 122120 249600 329726 PRS026O001 CST001O024 PRS015O007 PRS015O047 MNF101O040 MNF101O038 MNF000O108 Tot al C. LUBORGAN:LUBORGAN FIRE BRICK REPAIRING OF POT SID:REPAIRING OF POT SI ALUMUNI UM ANGLE ALUMUNIUM ANGLE AL.FLAT BUS BAR NOS LTR NOS NOS KG KG KG 89 160.003 361 447 580 618 1912.4 50038 460498 54241 574688 63313 67490 172605 4648871 74
Exhibit 29 List 6 Stock number MTF008O014 MTF008O016 MTF004O013 MTF008O018 OLL00 0O014 Description M.S. ROD M.S. ROD MS CHANNEL 300x90 M.S. ROUND, ANTI-MOSQUITO OIL. CHOCK END COV ER GASK:CHOCK KG KG KG KG LTR Current Current stock stock value 1050 18585 670 626 610 400 12127 18029 10797 1 0855 CST013O160 END COVER GAS NOS KG KG NOS 400 277 270 259 10816 35897 29486 13080 MNF101O041 ALUMUNIUM ANGLE MNF101O016 ALUMUNIUM ANGLES PRS015O200 "O" RING:"O" R ING HARD DRAWN BARE CONDUCTOR ETR000O151 COPPER WIRE, M.S.PIPE CLASSC CONFIRMI NG TO PPF002O001 ISS-1239 DOOR ARCH BRICKS,AS PER ITEM NOFBS001O011 GLC000O062 T otal 4,OF OUR SCALEKOL ACID & SOLUTION KG 209 21918 MTR 205 11877 NOS KG 200 160 25689 10816 75
12. Bibliography: Financial Statements: 1. Annual Reports Hindalco Ind. Ltd. 2. Trial balances Hirakud Smelter for the month of March06, December05 and August05 3. Stores Items Master Reference books: 1. Financial Management- Theory And Practice- Prasanna Chandra 2. Management Accounting- R.K. Sharma and Sashi. K. Gupta 3. Cost Accounting- S. P. Jain And K.L. Narang Internet 1. www.Hindalco.com 2. www.domainb.com 3. www.iif.edu 4. www.hinduonnet .com 5. http://contents.icicidirect.com/research/aluminium.asp 6. www.planware.c om 7. www.investoapedia.com 76
You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Recovery of Metals From Aluminum Dross and Saltcake: J.Y. Hwang, X. Huang, and Z. XuDocument16 pagesRecovery of Metals From Aluminum Dross and Saltcake: J.Y. Hwang, X. Huang, and Z. XuSatyaranjan SahuNo ratings yet
- SMU MBA ProjectDocument5 pagesSMU MBA ProjectArvind K40% (5)
- Global Trends in Operation ManagementDocument69 pagesGlobal Trends in Operation ManagementMangesh Jawale75% (4)
- PrmPayRcptSign PR0562076700011314 PDFDocument1 pagePrmPayRcptSign PR0562076700011314 PDFSatyaranjan SahuNo ratings yet
- Steel Works Inventory+TablesDocument8 pagesSteel Works Inventory+TablesphitchowNo ratings yet
- Sharpminds Enrolment FormDocument4 pagesSharpminds Enrolment FormSatyaranjan SahuNo ratings yet
- DMSC3 eDocument33 pagesDMSC3 emushtaque61No ratings yet
- TutorialDocument22 pagesTutorialSatyaranjan SahuNo ratings yet
- 8722 - Eetcost Estimation and Budgeting-V-1.0Document16 pages8722 - Eetcost Estimation and Budgeting-V-1.0Satyaranjan SahuNo ratings yet
- Institutes: B School Rankings of Top 90 Institutes by TIME KDocument3 pagesInstitutes: B School Rankings of Top 90 Institutes by TIME KSatyaranjan SahuNo ratings yet
- Negative Pay of Get - MT 2006 Batch OnwardsDocument1 pageNegative Pay of Get - MT 2006 Batch OnwardsSatyaranjan SahuNo ratings yet
- Since Its Establishment in 1998Document7 pagesSince Its Establishment in 1998Satyaranjan SahuNo ratings yet
- Engineers India LimitedDocument20 pagesEngineers India LimitedSatyaranjan SahuNo ratings yet
- Project 2Document2 pagesProject 2Satyaranjan SahuNo ratings yet
- Automation JustificationDocument11 pagesAutomation JustificationManuel Jose Reyes JarabaNo ratings yet
- Layout 3ton Rotary Furnace With ConveyorDocument1 pageLayout 3ton Rotary Furnace With ConveyorSatyaranjan SahuNo ratings yet
- Proposed Aluminium Dross Recovery Plant at Lot 3, Jalan Waja, Kawasan Perindustrian Bukit Raja, 41050 Klang, Selangor Darul EhsanDocument15 pagesProposed Aluminium Dross Recovery Plant at Lot 3, Jalan Waja, Kawasan Perindustrian Bukit Raja, 41050 Klang, Selangor Darul EhsanSatyaranjan SahuNo ratings yet
- Addictive Model Dependent Variable: PRICE Independent Variable: EPS, Old Price, Dividend EquationDocument5 pagesAddictive Model Dependent Variable: PRICE Independent Variable: EPS, Old Price, Dividend EquationSatyaranjan SahuNo ratings yet
- 6711 4249 Operationalisation I (PGDM) Session IDocument21 pages6711 4249 Operationalisation I (PGDM) Session ISatyaranjan SahuNo ratings yet
- Project 1Document4 pagesProject 1Satyaranjan SahuNo ratings yet
- Project 3Document4 pagesProject 3Satyaranjan SahuNo ratings yet
- 6712 4250 Operationalisation (PGDM I) Session IIDocument38 pages6712 4250 Operationalisation (PGDM I) Session IISatyaranjan SahuNo ratings yet
- 4185 4185 Scale of Measurement, Reliability&ValidityDocument25 pages4185 4185 Scale of Measurement, Reliability&ValiditySatyaranjan SahuNo ratings yet
- 8332 - SCM-2013-Performance Measures For Supply ChainDocument45 pages8332 - SCM-2013-Performance Measures For Supply ChainSatyaranjan SahuNo ratings yet
- 8321 - SCM 2013 Value of InformationDocument30 pages8321 - SCM 2013 Value of InformationSatyaranjan SahuNo ratings yet
-  Œworking Capital Management and Stores Inventory AnalysisâDocument79 pages Œworking Capital Management and Stores Inventory AnalysisâSatyaranjan SahuNo ratings yet
- Session III: Types of Research-A SynthesisDocument23 pagesSession III: Types of Research-A SynthesisSatyaranjan SahuNo ratings yet
- C.I. Mould Chain Conveyor Suitable For 176-180 Moulds: Dear SirDocument8 pagesC.I. Mould Chain Conveyor Suitable For 176-180 Moulds: Dear SirSatyaranjan SahuNo ratings yet