You might also like
- Chapter 1 Process VariableDocument48 pagesChapter 1 Process Variablechandro57No ratings yet
- Wbr-Epd-Pitl-0266-8lc - Earthpit Pitless Type 8 LoadcellsDocument1 pageWbr-Epd-Pitl-0266-8lc - Earthpit Pitless Type 8 Loadcellskrishna kumarNo ratings yet
- Thin-Walled Pressure VesselsDocument23 pagesThin-Walled Pressure VesselsBryan Yu100% (3)
- 1.1handbook For Blast Resistant DesignDocument486 pages1.1handbook For Blast Resistant DesignDaniyal AhmedNo ratings yet
- Design Calculation For Fly Ash Storage Silo Stage-II - Rev.2 - Z1660 TalcherDocument135 pagesDesign Calculation For Fly Ash Storage Silo Stage-II - Rev.2 - Z1660 TalcherSwapan Kumar BoseNo ratings yet
- Coupled CFD-DEM Modeling: Formulation, Implementation and Application to Multiphase FlowsFrom EverandCoupled CFD-DEM Modeling: Formulation, Implementation and Application to Multiphase FlowsNo ratings yet
- Design Cal of Cememt Silo PDFDocument176 pagesDesign Cal of Cememt Silo PDFmahak100% (1)
- Chrysler Manual V3.1Document22 pagesChrysler Manual V3.1smilley32100% (5)
- Silo BucklingDocument14 pagesSilo BucklingrahilmlNo ratings yet
- Silo WallDocument5 pagesSilo WallMunish GaurNo ratings yet
- Design of Steel Bunker & Silo R1Document22 pagesDesign of Steel Bunker & Silo R1sougata1675% (4)
- 10.0 Base Plate & Anchor BoltDocument16 pages10.0 Base Plate & Anchor Boltkrishna kumar100% (1)
- Is 2911-PART-1-Sec2-1979 Bored Cast in Situ Pile Foundations 1997Document44 pagesIs 2911-PART-1-Sec2-1979 Bored Cast in Situ Pile Foundations 1997selva_65195058% (12)
- Silo and Hopper Design For StrengthDocument36 pagesSilo and Hopper Design For Strengthazouin59100% (4)
- 1000 m3 Ash Silo Calculation ReportDocument15 pages1000 m3 Ash Silo Calculation Reporttranceintt0% (1)
- 805steel Gravity Water TanksDocument20 pages805steel Gravity Water TanksAMITaXWINo ratings yet
- IS 9178 (Part 1) - 1978Document39 pagesIS 9178 (Part 1) - 1978bhustlero0o100% (2)
- Light Guage Silo Hopper Design PDFDocument27 pagesLight Guage Silo Hopper Design PDFPaul RuckNo ratings yet
- Is Code For Design of Raft FoundationDocument30 pagesIs Code For Design of Raft FoundationprashantkothariNo ratings yet
- Initial Load Test Procedure-Test Set Up-DesignDocument26 pagesInitial Load Test Procedure-Test Set Up-Designkrishna kumar75% (4)
- Engineering CPWD Analysis of Rates - 1Document571 pagesEngineering CPWD Analysis of Rates - 1javedk_33No ratings yet
- Book Service Engineers 9020 30 PDFDocument182 pagesBook Service Engineers 9020 30 PDFCorvusNo ratings yet
- Basic Pancakes Recipe - Martha StewartDocument37 pagesBasic Pancakes Recipe - Martha Stewartkrishna kumarNo ratings yet
- 2911 1 1CONCRETE+PILES +Driven+Cast+in Situ+Concrete+PilesDocument44 pages2911 1 1CONCRETE+PILES +Driven+Cast+in Situ+Concrete+PilesfcernapNo ratings yet
- HansenDocument76 pagesHansenJuan Manuel Velazquez GonzalezNo ratings yet
- Structure Calculation Sheet For SiloDocument174 pagesStructure Calculation Sheet For Silojohn12345No ratings yet
- Silo Design Final For Mombasa Is NiladriDocument18 pagesSilo Design Final For Mombasa Is NiladrijnmanivannanmechNo ratings yet
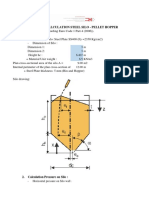
- Calculation Steel Silo - Pellet Hopper 1. Basic Design:: 3 M 3 M 6.407 M 6.5 KN/m3 9.00 m2 12.00 MDocument7 pagesCalculation Steel Silo - Pellet Hopper 1. Basic Design:: 3 M 3 M 6.407 M 6.5 KN/m3 9.00 m2 12.00 MNguyễn Thanh TháiNo ratings yet
- Silo LiteratureDocument407 pagesSilo LiteratureAnonymous z4Fe39j100% (3)
- Structural Design of Steel Bins and SilosDocument36 pagesStructural Design of Steel Bins and Silosyoussefayay92% (12)
- 9178 3Document72 pages9178 3govimanoNo ratings yet
- Blast Resistant Building Design - Defining Blast Loads (PTDocument7 pagesBlast Resistant Building Design - Defining Blast Loads (PTkrishna kumarNo ratings yet
- Pile Design - 15m Length: Calculation of Stiffness FactorsDocument3 pagesPile Design - 15m Length: Calculation of Stiffness Factorskrishna kumarNo ratings yet
- Hopper Bottom DesignDocument2 pagesHopper Bottom DesignAnonymous ciKyr0tNo ratings yet
- Design Examples 1 2 of Circular Silo PDFDocument7 pagesDesign Examples 1 2 of Circular Silo PDFAnicet Vincent70% (10)
- Silo DesignDocument25 pagesSilo Designvijaystructural100% (1)
- Is 2911 Part-II Code of Practice For Design and Constructi.182152005Document18 pagesIs 2911 Part-II Code of Practice For Design and Constructi.182152005Sai KiranNo ratings yet
- O-Level-Physics-Formula-Sheet 1 PDFDocument3 pagesO-Level-Physics-Formula-Sheet 1 PDFGeofrey100% (4)
- 9178 2 PDFDocument39 pages9178 2 PDFvivekNo ratings yet
- 783 Hume Pipe LayingDocument83 pages783 Hume Pipe LayingAmit Ghorpade100% (2)
- Safety ValvesDocument66 pagesSafety ValvesMuhammad Afiq Mohd ZaidNo ratings yet
- Silo DesignDocument12 pagesSilo Designraju_420034520No ratings yet
- RM Silo Ocp3Document7 pagesRM Silo Ocp3Mahata Priyabrata50% (2)
- Design of HopperDocument18 pagesDesign of HopperJitendra SinghNo ratings yet
- Silo GuideDocument14 pagesSilo GuideMd. Mynul Hossain100% (2)
- Bin and Hopper Design LectureDocument73 pagesBin and Hopper Design LectureGanesh Aditya100% (4)
- Bunkers SilosDocument82 pagesBunkers Silosurvish50% (4)
- Conveyor Belt Gallery PDFDocument44 pagesConveyor Belt Gallery PDFAngelin sheeba50% (2)
- Design of Silos 2010Document21 pagesDesign of Silos 2010Topaca Paec100% (3)
- Design of Bunkers and SilosDocument15 pagesDesign of Bunkers and Siloskrishna kumar70% (10)
- Calculation For D12m SiloDocument4 pagesCalculation For D12m SiloJuan Carlos Quispe Chara0% (1)
- Indian Standard: Criteria For Design of Steel Bins For Storage of Bulk MaterialsDocument27 pagesIndian Standard: Criteria For Design of Steel Bins For Storage of Bulk MaterialsajayaghimireNo ratings yet
- Calculation For D12m SiloDocument3 pagesCalculation For D12m SiloHaftamu Tekle80% (10)
- Silo Design Kit PP013Document42 pagesSilo Design Kit PP013cris_2010100% (4)
- DIN-1055-6 2005silosDocument195 pagesDIN-1055-6 2005silosTunisian Mentalist75% (4)
- L20 - Silos and TanksDocument22 pagesL20 - Silos and TanksVasil Georgiev GeorgievNo ratings yet
- Standard Design of SilosDocument12 pagesStandard Design of SilosTarun VermaNo ratings yet
- Ring Beam StressesDocument12 pagesRing Beam StressesjdkelleyNo ratings yet
- Disclosure To Promote The Right To InformationDocument42 pagesDisclosure To Promote The Right To Informationmishra_1982100% (1)
- IS 9178 - Part2Document39 pagesIS 9178 - Part2Asha JatalNo ratings yet
- Is 9178 1 1979 PDFDocument29 pagesIs 9178 1 1979 PDFHarshil AminNo ratings yet
- Indian StandardDocument20 pagesIndian StandardAamaniVeeranamNo ratings yet
- IS 4995 (Part 2) 1974Document25 pagesIS 4995 (Part 2) 1974Nagaraju ChintaNo ratings yet
- Reaffirmed 1995Document72 pagesReaffirmed 1995Parthiban KandhasamyNo ratings yet
- Is 4996 1984Document31 pagesIs 4996 1984Upali KarunarathneNo ratings yet
- IS 9178-Part-1 PDFDocument32 pagesIS 9178-Part-1 PDFvijay84mech100% (2)
- IS 4995 (Part 1) 1974Document20 pagesIS 4995 (Part 1) 1974Sumit Narayan0% (1)
- Glossary Steel Reinforcement For ConcreteDocument16 pagesGlossary Steel Reinforcement For ConcreteJaneshaNo ratings yet
- Hdian Standard: Glossary of Terms Relating TO Cement ConcreteDocument13 pagesHdian Standard: Glossary of Terms Relating TO Cement ConcretePrabhumk07No ratings yet
- Is 1904 1986Document24 pagesIs 1904 1986mttaibNo ratings yet
- Indian Standard: Code of Practice For Use of Steel in Gravity Water Tanks (Document20 pagesIndian Standard: Code of Practice For Use of Steel in Gravity Water Tanks (Chirag PatelNo ratings yet
- Is 3085 1965Document15 pagesIs 3085 1965Sathish KumarNo ratings yet
- Disclosure To Promote The Right To InformationDocument12 pagesDisclosure To Promote The Right To InformationSameer ShashwatNo ratings yet
- RCC StagingDocument31 pagesRCC StagingDivya DhatriNo ratings yet
- Disclosure To Promote The Right To InformationDocument27 pagesDisclosure To Promote The Right To InformationgovimanoNo ratings yet
- Isolated Foundation DesignDocument74 pagesIsolated Foundation Designkrishna kumarNo ratings yet
- Comparison Between IS 802 Part 1/section 1/ 2015 & IS 802-1995Document6 pagesComparison Between IS 802 Part 1/section 1/ 2015 & IS 802-1995krishna kumarNo ratings yet
- Load Cal 1of2Document1 pageLoad Cal 1of2krishna kumarNo ratings yet
- Shallow FoundationsDocument13 pagesShallow Foundationskrishna kumarNo ratings yet
- Instagram Photo by Ekaum Channel - Nov 29, 2021 atDocument3 pagesInstagram Photo by Ekaum Channel - Nov 29, 2021 atkrishna kumarNo ratings yet
- Common Mistakes in Structural Engg-8 - 7 - 09Document21 pagesCommon Mistakes in Structural Engg-8 - 7 - 09krishna kumarNo ratings yet
- 32.5 - CCT-Pile Support ReactionDocument19 pages32.5 - CCT-Pile Support Reactionkrishna kumarNo ratings yet
- CORROSION LOSSE - LiteratureDocument3 pagesCORROSION LOSSE - Literaturekrishna kumarNo ratings yet
- Online Course For Civil & Structural EngineersDocument2 pagesOnline Course For Civil & Structural Engineerskrishna kumarNo ratings yet
- Aluminium Rail Roof Top (R1)Document2 pagesAluminium Rail Roof Top (R1)krishna kumarNo ratings yet
- SYMBOL Characters and For MS Office (Word & Excel)Document6 pagesSYMBOL Characters and For MS Office (Word & Excel)krishna kumarNo ratings yet
- Shani Vajra Panjara Kavacham Sanskrit PDF File7338Document3 pagesShani Vajra Panjara Kavacham Sanskrit PDF File7338krishna kumarNo ratings yet
- Precast Ferrocement Roofing Units PDFDocument3 pagesPrecast Ferrocement Roofing Units PDFkrishna kumarNo ratings yet
- Staged Construction in BuildingsDocument9 pagesStaged Construction in Buildingskrishna kumarNo ratings yet
- 10 Fluid Mechanics TheoryDocument34 pages10 Fluid Mechanics TheoryV.No ratings yet
- Pa-830 Cam Bien Ap Khi PDFDocument4 pagesPa-830 Cam Bien Ap Khi PDFZjmmy JonhNo ratings yet
- Mil PRF 46736D PDFDocument21 pagesMil PRF 46736D PDFVehículos MilNo ratings yet
- 1258977346Document16 pages1258977346jr_satish6965No ratings yet
- Water Environmental BrochureDocument20 pagesWater Environmental Brochurehidrowell hidrogeologiaNo ratings yet
- Stelprdb5239062 Friction LossDocument12 pagesStelprdb5239062 Friction LossrisanchezmNo ratings yet
- Inox UE: Piston Pressure Reducing ValveDocument6 pagesInox UE: Piston Pressure Reducing Valvekev YNo ratings yet
- Motec: Adl / Adl2Document1 pageMotec: Adl / Adl2Mohammed 216No ratings yet
- API Filter Press - Test ProcedureDocument8 pagesAPI Filter Press - Test ProcedureLONG LASTNo ratings yet
- Consolidated PSV CN-1900-Series-IOM-GEA19379E-EnglishDocument72 pagesConsolidated PSV CN-1900-Series-IOM-GEA19379E-EnglishSumit JadhavNo ratings yet
- 627 Series Pressure Reducing RegulatorsDocument36 pages627 Series Pressure Reducing RegulatorsJonatan Ferney Valenzuela ForeroNo ratings yet
- SV97Document2 pagesSV97nclogesh_1981No ratings yet
- Nida Baig PPT PBDocument7 pagesNida Baig PPT PBShifa ShaikhNo ratings yet
- Rework DanfossDocument28 pagesRework DanfossMauricio Hermosilla OrellanaNo ratings yet
- Protank T11 Chemical TanksDocument4 pagesProtank T11 Chemical TanksMariana HusainNo ratings yet
- QuestionaireDocument6 pagesQuestionaireLuis TNo ratings yet
- 005-14 SGVDocument2 pages005-14 SGVFilipe BrandaoNo ratings yet
- OIL - AE - ICDA - PrA - Report - Line#26 - 02 - FINALDocument26 pagesOIL - AE - ICDA - PrA - Report - Line#26 - 02 - FINALPedro MarquezNo ratings yet
- Pengaruh Senam Yoga Terhadap Penurunan Tekanan Darah Pada LansiaDocument5 pagesPengaruh Senam Yoga Terhadap Penurunan Tekanan Darah Pada LansiaElvirakrtNo ratings yet
- Near-Wall Hydrodynamic Effects Related To Flow-Induced Localized CorrosionDocument6 pagesNear-Wall Hydrodynamic Effects Related To Flow-Induced Localized CorrosionncharalaNo ratings yet
- 4TH QTR Reviewer GchemDocument6 pages4TH QTR Reviewer Gchemmarie parfanNo ratings yet
- 2428Document8 pages2428kiranin10No ratings yet
- Ewers Fisher 1989Document13 pagesEwers Fisher 1989Gilberto Aleman SancheschulzNo ratings yet