You might also like
- Chapter 6 - Strategic Capacity PlanningDocument16 pagesChapter 6 - Strategic Capacity PlanningJahirul Islam ShovonNo ratings yet
- MD 021 - Capacity Planning and Decision MakingDocument15 pagesMD 021 - Capacity Planning and Decision MakingBSMA YEARNo ratings yet
- Omps Mim 4Document18 pagesOmps Mim 4Nicos AntoniadesNo ratings yet
- Capacity PlanningDocument29 pagesCapacity PlanningVicky Pandey67% (6)
- Capacity Planning Chapter 4Document33 pagesCapacity Planning Chapter 4Alfred WijayaNo ratings yet
- Chapter 5 - OMDocument45 pagesChapter 5 - OMAddisNo ratings yet
- 06 PPC Ch6 Capacity PlanningDocument20 pages06 PPC Ch6 Capacity PlanningziadatzNo ratings yet
- Capacity Planning PDFDocument22 pagesCapacity Planning PDFRajat AgrawalNo ratings yet
- Capacity Planning Chapter SummaryDocument35 pagesCapacity Planning Chapter SummarysadasdasdasNo ratings yet
- Pom Capacity Planning 4 PDFDocument14 pagesPom Capacity Planning 4 PDFViina DicangNo ratings yet
- Capacity PlanningDocument55 pagesCapacity PlanningSatyajeet Chauhan75% (4)
- Capacity Planning and ControlDocument14 pagesCapacity Planning and ControlLloyd MendozaNo ratings yet
- STRG - Capacity MGTDocument20 pagesSTRG - Capacity MGTKanchan GuptaNo ratings yet
- STRATEGIC CAPACITY PLANNING Week 8Document12 pagesSTRATEGIC CAPACITY PLANNING Week 8Melanie Cruz ConventoNo ratings yet
- Process Selection and Capacity PlanningDocument54 pagesProcess Selection and Capacity Planningankita_16jansingh0% (1)
- Strategic Capacity ManagementDocument36 pagesStrategic Capacity ManagementAbinash PadhyNo ratings yet
- Capacity PlanningDocument12 pagesCapacity Planningkunal.nhidclNo ratings yet
- Capacity PlanningDocument35 pagesCapacity Planningsor_68mNo ratings yet
- Capacity Planning NewDocument26 pagesCapacity Planning Newvivek3790No ratings yet
- Capacity Planning PDFDocument36 pagesCapacity Planning PDFvishnuNo ratings yet
- Strategic Capacity Planning For Products and ServicesDocument30 pagesStrategic Capacity Planning For Products and ServicesLazaras Benny INo ratings yet
- Capacity Planning Chapter 4Document33 pagesCapacity Planning Chapter 4Mustafa MangalNo ratings yet
- Capacity Planning Chapter 4Document33 pagesCapacity Planning Chapter 4Mustafa MangalNo ratings yet
- POM LectureDocument10 pagesPOM LecturemuneerppNo ratings yet
- Process Strategy and Capacity ManagementDocument40 pagesProcess Strategy and Capacity Managementcharles makasabiNo ratings yet
- Capacity PlanningDocument23 pagesCapacity PlanningAnuj BattaNo ratings yet
- Chapter 2 Lecture 1Document7 pagesChapter 2 Lecture 1singhsujitNo ratings yet
- Unit 08Document15 pagesUnit 08Shah Maqsumul Masrur TanviNo ratings yet
- Capacity PlanningDocument116 pagesCapacity PlanningMuslima MohammedNo ratings yet
- Capacity PlanningDocument17 pagesCapacity PlanningfuriousTaherNo ratings yet
- Strategic Capacity Planning For Products and ServicesDocument33 pagesStrategic Capacity Planning For Products and ServicesGerlyn Briones100% (1)
- LS 3Document28 pagesLS 3esehimailNo ratings yet
- Summary of Ch-5 and 6Document33 pagesSummary of Ch-5 and 6Rajib AhmedNo ratings yet
- Strategic CapacityDocument27 pagesStrategic CapacityAmany Abdel GhanyNo ratings yet
- Capacity: Critical Thinking ExercisesDocument6 pagesCapacity: Critical Thinking ExercisesJennysanNo ratings yet
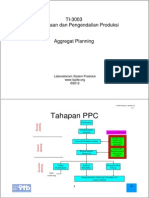
- Tahapan PPC: TI-3003 Perencanaan Dan Pengendalian ProduksiDocument30 pagesTahapan PPC: TI-3003 Perencanaan Dan Pengendalian ProduksiPriscarine PrizNo ratings yet
- CCCCCCCCCCCC: CCCCC CC CCCCCCCCCCCCCCCCCCCCC C CDocument11 pagesCCCCCCCCCCCC: CCCCC CC CCCCCCCCCCCCCCCCCCCCC C CChandresh GujarNo ratings yet
- Ch5 Capacity PlanningDocument8 pagesCh5 Capacity PlanningJess JerinnNo ratings yet
- 4 Capacity PlanningDocument31 pages4 Capacity PlanningTejas BhavsarNo ratings yet
- Capacity Planning, Facility Location & LayoutDocument56 pagesCapacity Planning, Facility Location & LayoutFekaduNo ratings yet
- Creating a One-Piece Flow and Production Cell: Just-in-time Production with Toyota’s Single Piece FlowFrom EverandCreating a One-Piece Flow and Production Cell: Just-in-time Production with Toyota’s Single Piece FlowRating: 4 out of 5 stars4/5 (1)
- Operations Management PP TDocument58 pagesOperations Management PP TMaChere ReyesNo ratings yet
- ABI-301 Lecture Note - 3Document5 pagesABI-301 Lecture Note - 3SATHEESKUMAR NATARAJANNo ratings yet
- Operations ManagementDocument33 pagesOperations Managementwsaeed1100% (1)
- OM Assignment NewDocument37 pagesOM Assignment NewBisrat nigusuNo ratings yet
- Strategic Capacity PlanningDocument12 pagesStrategic Capacity PlanningFariah Ahsan RashaNo ratings yet
- Week 11 - Numerical Analysis For Productivity ImprovementDocument34 pagesWeek 11 - Numerical Analysis For Productivity ImprovementNguyễn Ngọc Minh QuânNo ratings yet
- Capacity and Process SelectionDocument56 pagesCapacity and Process SelectionSatish Kumar KarnaNo ratings yet
- Production Capacity Module 1Document8 pagesProduction Capacity Module 1kedarambikarNo ratings yet
- Capacity Planning and Decision Making Under UncertaintyDocument30 pagesCapacity Planning and Decision Making Under UncertaintyDarwiza Figueroa GuimocNo ratings yet
- Strategic Capacity Planning: Chapter Five-Text BookDocument12 pagesStrategic Capacity Planning: Chapter Five-Text BookSajib IslamNo ratings yet
- Capacity PlanningDocument45 pagesCapacity PlanningNikhil Sharma100% (1)
- Managing capacity and demandDocument11 pagesManaging capacity and demandshristeakNo ratings yet
- Capacity Planning for Products and ServicesDocument49 pagesCapacity Planning for Products and ServicesOdumoduChigozieUzoma0% (1)
- Capacity Management in Industrial EngineeringDocument30 pagesCapacity Management in Industrial EngineeringSuneel Kumar MeenaNo ratings yet
- 07 Process Selection & Capacity Planning PDFDocument17 pages07 Process Selection & Capacity Planning PDFDenyielNo ratings yet
- Manufacturing Wastes Stream: Toyota Production System Lean Principles and ValuesFrom EverandManufacturing Wastes Stream: Toyota Production System Lean Principles and ValuesRating: 4.5 out of 5 stars4.5/5 (3)
- Takt Time: A Guide to the Very Basic Lean CalculationFrom EverandTakt Time: A Guide to the Very Basic Lean CalculationRating: 5 out of 5 stars5/5 (2)
- How to Create Continuous Production Flow?: Toyota Production System ConceptsFrom EverandHow to Create Continuous Production Flow?: Toyota Production System ConceptsRating: 5 out of 5 stars5/5 (1)
- Takt Time - Understanding the Core Principle of Lean Manufacturing: Toyota Production System ConceptsFrom EverandTakt Time - Understanding the Core Principle of Lean Manufacturing: Toyota Production System ConceptsRating: 5 out of 5 stars5/5 (1)
- Principle of MarketingDocument6 pagesPrinciple of MarketingSalman AshrafNo ratings yet
- DbfunDocument1 pageDbfunSalman AshrafNo ratings yet
- 2010 SixyearhighlightsDocument1 page2010 SixyearhighlightsSalman AshrafNo ratings yet
- BiggerDocument1 pageBiggerSalman AshrafNo ratings yet
- Attitude Change StrategiesDocument10 pagesAttitude Change StrategiesSalman Ashraf100% (1)
- Efaverenz p1Document4 pagesEfaverenz p1Pragat KumarNo ratings yet
- Guide To Raising Capital From Angel Investors Ebook From The Startup Garage PDFDocument20 pagesGuide To Raising Capital From Angel Investors Ebook From The Startup Garage PDFLars VonTurboNo ratings yet
- (123doc) - Chapter-24Document6 pages(123doc) - Chapter-24Pháp NguyễnNo ratings yet
- Hi-Line Sportsmen Banquet Is February 23rd: A Chip Off The Ol' Puck!Document8 pagesHi-Line Sportsmen Banquet Is February 23rd: A Chip Off The Ol' Puck!BS Central, Inc. "The Buzz"No ratings yet
- Extrajudicial Settlement of Estate Rule 74, Section 1 ChecklistDocument8 pagesExtrajudicial Settlement of Estate Rule 74, Section 1 ChecklistMsyang Ann Corbo DiazNo ratings yet
- Oxgen Sensor Cat WEBDocument184 pagesOxgen Sensor Cat WEBBuddy Davis100% (2)
- Stroboscopy For Benign Laryngeal Pathology in Evidence Based Health CareDocument5 pagesStroboscopy For Benign Laryngeal Pathology in Evidence Based Health CareDoina RusuNo ratings yet
- Emergency Management of AnaphylaxisDocument1 pageEmergency Management of AnaphylaxisEugene SandhuNo ratings yet
- Felizardo C. Lipana National High SchoolDocument3 pagesFelizardo C. Lipana National High SchoolMelody LanuzaNo ratings yet
- Cell Organelles ColoringDocument2 pagesCell Organelles ColoringThomas Neace-FranklinNo ratings yet
- Flowmon Ads Enterprise Userguide enDocument82 pagesFlowmon Ads Enterprise Userguide ennagasatoNo ratings yet
- Excel Solver Optimization ReportDocument9 pagesExcel Solver Optimization ReportMy Duyen NguyenNo ratings yet
- Statistical Quality Control, 7th Edition by Douglas C. Montgomery. 1Document76 pagesStatistical Quality Control, 7th Edition by Douglas C. Montgomery. 1omerfaruk200141No ratings yet
- Kathy Davis - Dancing Tango - Passionate Encounters in A Globalizing World-New York University Press (2015)Document236 pagesKathy Davis - Dancing Tango - Passionate Encounters in A Globalizing World-New York University Press (2015)Csongor KicsiNo ratings yet
- STS Prelim ExamDocument2 pagesSTS Prelim ExamMychie Lynne MayugaNo ratings yet
- Dell Compellent Sc4020 Deploy GuideDocument184 pagesDell Compellent Sc4020 Deploy Guidetar_py100% (1)
- Peran Dan Tugas Receptionist Pada Pt. Serim Indonesia: Disadur Oleh: Dra. Nani Nuraini Sarah MsiDocument19 pagesPeran Dan Tugas Receptionist Pada Pt. Serim Indonesia: Disadur Oleh: Dra. Nani Nuraini Sarah MsiCynthia HtbNo ratings yet
- Desana Texts and ContextsDocument601 pagesDesana Texts and ContextsdavidizanagiNo ratings yet
- AVR Instruction Set Addressing ModesDocument4 pagesAVR Instruction Set Addressing ModesSundari Devi BodasinghNo ratings yet
- 2018 NAMCYA CHILDREN'S RONDALLA ENSEMBLE GuidelinesDocument3 pages2018 NAMCYA CHILDREN'S RONDALLA ENSEMBLE GuidelinesJohn Cedrick JagapeNo ratings yet
- What Is A Problem?: Method + Answer SolutionDocument17 pagesWhat Is A Problem?: Method + Answer SolutionShailaMae VillegasNo ratings yet
- Real Estate Broker ReviewerREBLEXDocument124 pagesReal Estate Broker ReviewerREBLEXMar100% (4)
- Prlude No BWV in C MinorDocument3 pagesPrlude No BWV in C MinorFrédéric LemaireNo ratings yet
- A Database of Chromatographic Properties and Mass Spectra of Fatty Acid Methyl Esters From Omega-3 ProductsDocument9 pagesA Database of Chromatographic Properties and Mass Spectra of Fatty Acid Methyl Esters From Omega-3 ProductsmisaelNo ratings yet
- Financial Analysis of Wipro LTDDocument101 pagesFinancial Analysis of Wipro LTDashwinchaudhary89% (18)
- Problem Set SolutionsDocument16 pagesProblem Set SolutionsKunal SharmaNo ratings yet
- USDA Guide To CanningDocument7 pagesUSDA Guide To CanningWindage and Elevation0% (1)
- Eye Bags ReliefDocument27 pagesEye Bags ReliefNatsu DragneelNo ratings yet
- Strategies For StartupDocument16 pagesStrategies For StartupRoshankumar BalasubramanianNo ratings yet