You might also like
- D1194 Bearing Capacity of Soil For Static Load and SpreadDocument3 pagesD1194 Bearing Capacity of Soil For Static Load and SpreadShehab AhmedNo ratings yet
- 2019-04-27 Cal Bidding SetDocument24 pages2019-04-27 Cal Bidding Setapi-360648631No ratings yet
- Multimedia Authoring ToolsDocument20 pagesMultimedia Authoring ToolsBluenight10thNo ratings yet
- CMP2015 - Assessing Vertimill Ultrafine Grinding PerformanceDocument7 pagesCMP2015 - Assessing Vertimill Ultrafine Grinding PerformancerodrigoNo ratings yet
- Stoichiometry and Thermodynamics of Metallurgical Processes 2 Volume Set by Y. K. RaoDocument5 pagesStoichiometry and Thermodynamics of Metallurgical Processes 2 Volume Set by Y. K. RaoTacachiri Chocamani Jaime50% (2)
- Mineral Processing UG2 Concentrator Process Flow ReportDocument41 pagesMineral Processing UG2 Concentrator Process Flow ReportPortia ShilengeNo ratings yet
- FlotationTechnology BrochureDocument16 pagesFlotationTechnology BrochureMiguel EduardoNo ratings yet
- 000-900-012-572 SAG ModelDocument20 pages000-900-012-572 SAG ModelSamuel Quispe Onofre100% (2)
- 45 Vibrating ScreensDocument12 pages45 Vibrating ScreensSandi ApriandiNo ratings yet
- Breaker Failure Protection - HRS 2012 - Brent Carper - Presentation SlidesDocument53 pagesBreaker Failure Protection - HRS 2012 - Brent Carper - Presentation Slidesshanks263No ratings yet
- Circulating Load RatioDocument2 pagesCirculating Load RatioAraf AhmadNo ratings yet
- Golden Firestone: MissionDocument5 pagesGolden Firestone: MissionNovei Almane GorresNo ratings yet
- SART For Copper Control in Cyanide Heap LeachingDocument13 pagesSART For Copper Control in Cyanide Heap Leachingriturrieta878No ratings yet
- Stainless Steel AISI Type 420Document2 pagesStainless Steel AISI Type 420Samir SalamaNo ratings yet
- Automation and Optimization of Primary Gyratory CrusherDocument55 pagesAutomation and Optimization of Primary Gyratory Crusherthe requiem LastNo ratings yet
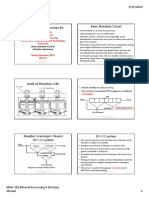
- Lecture5 Flotation Practice and MachinesDocument31 pagesLecture5 Flotation Practice and Machinesvince coNo ratings yet
- Expert Systems in Mineral and Metal Processing-Elsevier LTD, Pergamon (1992)Document201 pagesExpert Systems in Mineral and Metal Processing-Elsevier LTD, Pergamon (1992)Nataniel LinaresNo ratings yet
- High-Frequency Vibrating ScreensDocument9 pagesHigh-Frequency Vibrating ScreensBayer Mitrovic100% (1)
- Treatment of A Copper-Rich Gold Ore by C PDFDocument11 pagesTreatment of A Copper-Rich Gold Ore by C PDFGeorgi SavovNo ratings yet
- Constancia Project Process Plant Design and Start-UpDocument59 pagesConstancia Project Process Plant Design and Start-UpErnesto El LokoNo ratings yet
- Jamson Flotation CellsDocument10 pagesJamson Flotation CellsErland Yennfred Zegarra MezaNo ratings yet
- Fluctuations in The Popularity and Usage of Flotation Columns - An OverviewDocument14 pagesFluctuations in The Popularity and Usage of Flotation Columns - An OverviewJose Luis Barrientos Rios100% (1)
- Multotec Injection Moulded Screening Systems-Digital-4c504Document6 pagesMultotec Injection Moulded Screening Systems-Digital-4c504Nilton Inca TitoNo ratings yet
- Leaching of Copper SulphidesDocument13 pagesLeaching of Copper SulphidesChristy Alexandra Solano GavelánNo ratings yet
- Jameson Cell Optimisation Procedure Rev 2Document18 pagesJameson Cell Optimisation Procedure Rev 2Leo PalNo ratings yet
- Flotation Launder DesignDocument3 pagesFlotation Launder Designevalencia100% (1)
- Cyanide DestructionDocument11 pagesCyanide DestructionISMAEL RAMIREZNo ratings yet
- Evaluation of Grinding Media Wear-Rate by A Combined Grinding MethodDocument5 pagesEvaluation of Grinding Media Wear-Rate by A Combined Grinding MethodW ZuoNo ratings yet
- Power Input in Flotation CellsDocument8 pagesPower Input in Flotation CellsAnimish SukhwalNo ratings yet
- OTE Outotec Flash Smelting Technology Eng WebDocument8 pagesOTE Outotec Flash Smelting Technology Eng WebTacachiri Chocamani JaimeNo ratings yet
- CHEM-E6145 Unit Operations in Mineral Processing and Recycling (5 CR)Document8 pagesCHEM-E6145 Unit Operations in Mineral Processing and Recycling (5 CR)Engineering Office ShahrakNo ratings yet
- Evaluation of The Blue Cube MQi Slurry AnalyserDocument15 pagesEvaluation of The Blue Cube MQi Slurry Analysermushava nyoka100% (1)
- The Use of Comminution Testwork Results in SAG Mill DesignDocument16 pagesThe Use of Comminution Testwork Results in SAG Mill DesignLevent ErgunNo ratings yet
- Burger 2005 Batu Hijau Mill Throughput ModelDocument21 pagesBurger 2005 Batu Hijau Mill Throughput Modelboanerges wino pattyNo ratings yet
- Ote White Paper Debottlenecking of ThickenersDocument26 pagesOte White Paper Debottlenecking of ThickenersHugo GómezNo ratings yet
- Paper # 074 - SAG MILL OPERATIONS IN SOSSEGO MINE PDFDocument9 pagesPaper # 074 - SAG MILL OPERATIONS IN SOSSEGO MINE PDFcarloscjunoNo ratings yet
- Physical Chemistry of Metallurgical Processes by M ShamsuddinDocument6 pagesPhysical Chemistry of Metallurgical Processes by M ShamsuddinTacachiri Chocamani Jaime100% (3)
- Improved Cleaner Circut Performance at The Degrussa Copper Mine With An in Situ Column Sparging System PDFDocument9 pagesImproved Cleaner Circut Performance at The Degrussa Copper Mine With An in Situ Column Sparging System PDFAllen GaoNo ratings yet
- Flotation Cells in Copper - FLSmidthDocument8 pagesFlotation Cells in Copper - FLSmidthlouza8100% (1)
- Fundamental Properties of Flotation Frothers and Their Effect On FlotationDocument8 pagesFundamental Properties of Flotation Frothers and Their Effect On FlotationJose Luis Barrientos RiosNo ratings yet
- Designing Crushers With A Multi-Objective Evolutionary AlgorithmDocument8 pagesDesigning Crushers With A Multi-Objective Evolutionary AlgorithmRavi Shanker VNo ratings yet
- Shaking Table ConcentratorDocument2 pagesShaking Table ConcentratorMgn SanNo ratings yet
- Some Observations Regarding SAG MillingDocument5 pagesSome Observations Regarding SAG MillingLevent ErgunNo ratings yet
- SAG Mill ManufacturerDocument2 pagesSAG Mill ManufacturerRodrigo GarcíaNo ratings yet
- Sepor CatalogDocument18 pagesSepor Catalogjaelani sidikNo ratings yet
- Froth CrowdingDocument3 pagesFroth CrowdingPili Torres OrregoNo ratings yet
- Week 7 Flotation Circuits and MachinesDocument6 pagesWeek 7 Flotation Circuits and Machinesabd ullahNo ratings yet
- Cell Design - Application of Fundamental PrinciplesDocument11 pagesCell Design - Application of Fundamental PrinciplesOmar MBnNo ratings yet
- 4.11.1 Literature Review Dense MediumDocument20 pages4.11.1 Literature Review Dense Mediumyansenbarus100% (1)
- Comminution Process Fundamentals Training CourseDocument91 pagesComminution Process Fundamentals Training CourseFrida Paucar AlbarracinNo ratings yet
- Sag Mill SizingDocument1 pageSag Mill SizingJonnel De TorresNo ratings yet
- HydroFloat CPF - Cu ApplicationDocument34 pagesHydroFloat CPF - Cu ApplicationNicolas PerezNo ratings yet
- BallParam BatchDocument16 pagesBallParam BatchAnonymous TsKN7XZBNo ratings yet
- Hydrocyclone Design For Large Sag Mill CircuitsDocument12 pagesHydrocyclone Design For Large Sag Mill CircuitsFrancisco CampbellNo ratings yet
- Fls Mid TH Supercell FlotationDocument5 pagesFls Mid TH Supercell FlotationCesar Rjszvl100% (1)
- Maelgwyn Imhoflot (Chile)Document0 pagesMaelgwyn Imhoflot (Chile)crazymax90No ratings yet
- Lix 84-I Ti Evh 0129Document2 pagesLix 84-I Ti Evh 0129Tacachiri Chocamani Jaime100% (1)
- Lix 84-I Ti Evh 0129Document2 pagesLix 84-I Ti Evh 0129Tacachiri Chocamani Jaime100% (1)
- FLSmidth NextSTEP 2014brochure FL SMITHDocument4 pagesFLSmidth NextSTEP 2014brochure FL SMITHMauro DanielNo ratings yet
- Extractive Metallurgy 2: Metallurgical Reaction ProcessesFrom EverandExtractive Metallurgy 2: Metallurgical Reaction ProcessesRating: 5 out of 5 stars5/5 (1)
- Factors Influencing The Rate of Gold Cyanide Leaching and Adsorption On Activated Carbon, and Their Impact On The Design of CIL and CIP CircuitsDocument11 pagesFactors Influencing The Rate of Gold Cyanide Leaching and Adsorption On Activated Carbon, and Their Impact On The Design of CIL and CIP CircuitsMuhammad AzmeerNo ratings yet
- Pebble Crusher Specific EnergyDocument10 pagesPebble Crusher Specific Energy12milehillNo ratings yet
- Goode 1993 (Tails Reclaim)Document16 pagesGoode 1993 (Tails Reclaim)john_goodeNo ratings yet
- Y JEENDocument1 pageY JEENYousef AlipourNo ratings yet
- Cone CrusherDocument4 pagesCone CrusherSam ShiddoNo ratings yet
- SAIL BSBK Visit Docx-15.06. R-1rtfDocument7 pagesSAIL BSBK Visit Docx-15.06. R-1rtfsssadangi100% (1)
- Column Flotation Systems With Cavitation TubeDocument8 pagesColumn Flotation Systems With Cavitation TubeRogério Leonardo OliveiraNo ratings yet
- Simulación ChancadoDocument12 pagesSimulación ChancadoPedro Aquino AquinoNo ratings yet
- Flotation Advances PDFDocument7 pagesFlotation Advances PDFvictrburgosNo ratings yet
- Centrifuges: The Alternative Technology: Robert Klug and Nils SchwarzDocument8 pagesCentrifuges: The Alternative Technology: Robert Klug and Nils SchwarzEusebio Castillo MejiaNo ratings yet
- Metals: Advances in Mineral Processing and HydrometallurgyDocument12 pagesMetals: Advances in Mineral Processing and HydrometallurgyTacachiri Chocamani JaimeNo ratings yet
- MAKDKM4EN - Processes of Metal Extraction and RefiningDocument4 pagesMAKDKM4EN - Processes of Metal Extraction and RefiningTacachiri Chocamani JaimeNo ratings yet
- Mt:Metallurgical Engineering: General InstructionsDocument12 pagesMt:Metallurgical Engineering: General InstructionsTacachiri Chocamani JaimeNo ratings yet
- Electrobioleaching of Base Metal Sulfides: Thiobacillus Ferro-OxidansDocument7 pagesElectrobioleaching of Base Metal Sulfides: Thiobacillus Ferro-OxidansTacachiri Chocamani JaimeNo ratings yet
- Removal of Lead From Crude Antimony by Using Napo As Lead Elimination ReagentDocument7 pagesRemoval of Lead From Crude Antimony by Using Napo As Lead Elimination ReagentTacachiri Chocamani JaimeNo ratings yet
- Flottec 2200LF Collector SDS r01 2016-01-31Document7 pagesFlottec 2200LF Collector SDS r01 2016-01-31Tacachiri Chocamani JaimeNo ratings yet
- Kinetics of Zinc Sulfide Concentrate Direct Leaching in Pilot Plant Scale and Development of Semi-Empirical ModelDocument10 pagesKinetics of Zinc Sulfide Concentrate Direct Leaching in Pilot Plant Scale and Development of Semi-Empirical ModelTacachiri Chocamani JaimeNo ratings yet
- Atmospheric Direct Leaching Kinetics of Zinc Sulfide Concentrate in Oxygen-Rich Sulfuric Acid SystemDocument8 pagesAtmospheric Direct Leaching Kinetics of Zinc Sulfide Concentrate in Oxygen-Rich Sulfuric Acid SystemTacachiri Chocamani JaimeNo ratings yet
- Material Balance Report: U.S. Department of Energy AND U.S. Nuclear Regulatory CommissionDocument2 pagesMaterial Balance Report: U.S. Department of Energy AND U.S. Nuclear Regulatory CommissionTacachiri Chocamani JaimeNo ratings yet
- Sulfuric Acid Leaching of Low - Grade Zinc Oxide Ore - A StudyDocument3 pagesSulfuric Acid Leaching of Low - Grade Zinc Oxide Ore - A StudyTacachiri Chocamani JaimeNo ratings yet
- The Albion Process For Nickel ApplicationsDocument16 pagesThe Albion Process For Nickel ApplicationsTacachiri Chocamani JaimeNo ratings yet
- 4 Zinc Direct Leaching Bjorn Saxen Aug27 2008Document15 pages4 Zinc Direct Leaching Bjorn Saxen Aug27 2008Tacachiri Chocamani JaimeNo ratings yet
- Hess Cycle QuestionsDocument3 pagesHess Cycle QuestionsNujod HolaNo ratings yet
- Gravimetric Analysis of NickelDocument7 pagesGravimetric Analysis of NickelMaryamMohsinNo ratings yet
- Technological University of The Philippines-Taguig: Organization Remarks AdviserDocument1 pageTechnological University of The Philippines-Taguig: Organization Remarks AdviserLaurence AbbilulNo ratings yet
- PlacementDocument46 pagesPlacementAgnathavasiNo ratings yet
- Effect of Pouring Temperatures On Microstructure and Mechanical Properties of Al-16Si Hyper Eutectic Alloys Reinforced With 4 WT% Al2O3 Using Stir Casting ProcessDocument7 pagesEffect of Pouring Temperatures On Microstructure and Mechanical Properties of Al-16Si Hyper Eutectic Alloys Reinforced With 4 WT% Al2O3 Using Stir Casting ProcessInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Expt 2 Bunsen BurnerDocument7 pagesExpt 2 Bunsen BurnerHERUELA Beatrice Myli-anNo ratings yet
- Midterm2012 SolDocument8 pagesMidterm2012 SolNishank ModiNo ratings yet
- Eudragit Grades PDFDocument2 pagesEudragit Grades PDFMichaelNo ratings yet
- Fuchs Reniso KC 68 SdsDocument6 pagesFuchs Reniso KC 68 Sdsbazoka fransiskusNo ratings yet
- Alarms ConnectorDocument1 pageAlarms Connectorrajesh_443No ratings yet
- 22333333333Document2 pages22333333333زليتني إمبحبحNo ratings yet
- OrcaManual 2.7.0Document418 pagesOrcaManual 2.7.0Kristhian Alcantar MedinaNo ratings yet
- Do-While LoopDocument32 pagesDo-While LoopWaqas Zafar100% (1)
- TEST Reading-Comprehension Answer KeyDocument6 pagesTEST Reading-Comprehension Answer KeyAngel Angeleri-priftis.No ratings yet
- Series d8 Rev B November 2008Document232 pagesSeries d8 Rev B November 2008Ramón AguilarNo ratings yet
- TUTU ReviewDocument6 pagesTUTU Reviewabudhabi.inbornNo ratings yet
- 3% AFFF C-303 Espuma Hidrocarburos PDFDocument4 pages3% AFFF C-303 Espuma Hidrocarburos PDFNery MartinezNo ratings yet
- Seat Heat Retrofit From Sep98aDocument10 pagesSeat Heat Retrofit From Sep98aChirica RemusNo ratings yet
- Wise MCQDocument14 pagesWise MCQHimalay PatelNo ratings yet
- EXPERIMEN1Document2 pagesEXPERIMEN1Poras BumniNo ratings yet
- As LabDocument8 pagesAs LabSaurabh JharbadeNo ratings yet
- Is 1255Document87 pagesIs 1255Vivek KakkothNo ratings yet
- Daftar PustakaDocument4 pagesDaftar PustakaLin DanNo ratings yet
- Brochure Timberline HDZ USA RESTZ145Document20 pagesBrochure Timberline HDZ USA RESTZ145nickNo ratings yet
- ANSYS, Inc. Installation Guide For LinuxDocument96 pagesANSYS, Inc. Installation Guide For LinuxIan AsNo ratings yet