You might also like
- Micro Voltaic Cells LQ2014Document6 pagesMicro Voltaic Cells LQ2014chessgeneral0% (4)
- Cram's RuleDocument13 pagesCram's RulePablo Romo ValdesNo ratings yet
- Hydrogen Peroxide Analysis-4Document8 pagesHydrogen Peroxide Analysis-4Aurenio RibeiroNo ratings yet
- Edexcel IGCSE Chemistry Student Book Answers PDFDocument58 pagesEdexcel IGCSE Chemistry Student Book Answers PDFmashiad84% (51)
- Selected Constants: Oxidation–Reduction Potentials of Inorganic Substances in Aqueous SolutionFrom EverandSelected Constants: Oxidation–Reduction Potentials of Inorganic Substances in Aqueous SolutionNo ratings yet
- Reaction Kinetics: Reactions in SolutionFrom EverandReaction Kinetics: Reactions in SolutionRating: 3.5 out of 5 stars3.5/5 (4)
- Bs and M.SC - Applied Chemistry PDFDocument4 pagesBs and M.SC - Applied Chemistry PDFZaid AhmadNo ratings yet
- Environmental Chemistry PDFDocument3 pagesEnvironmental Chemistry PDFRijit ChakrabortyNo ratings yet
- B.sc. Industrial ChemistryDocument79 pagesB.sc. Industrial ChemistryOmar Abd Elsalam0% (1)
- Environmental Engineering: Dr. Ramakrishna Bag Dept of Civil Engineering NIT RourkelaDocument25 pagesEnvironmental Engineering: Dr. Ramakrishna Bag Dept of Civil Engineering NIT Rourkelafaithconnors9100% (1)
- Paper Presentation: Nanotechnology in Waste Water TreatmentDocument14 pagesPaper Presentation: Nanotechnology in Waste Water TreatmentMaranNo ratings yet
- Nptel: Technology of Surface Coating - Video CourseDocument3 pagesNptel: Technology of Surface Coating - Video CourseRajeev vermaNo ratings yet
- Chapter 3. Nano Technology in Industrial Wastewaters TreatmentDocument121 pagesChapter 3. Nano Technology in Industrial Wastewaters TreatmentSophie LvNo ratings yet
- Introduction To Acoustic Cavitation and SonochemistryDocument20 pagesIntroduction To Acoustic Cavitation and SonochemistryEmmanuel MartinezNo ratings yet
- What Is PhotocatalystDocument6 pagesWhat Is Photocatalystr96221029No ratings yet
- Chapter 5 Anionic PolymerizationDocument70 pagesChapter 5 Anionic PolymerizationArnav Hasija100% (1)
- Flame PhotometryDocument8 pagesFlame PhotometryNimra MalikNo ratings yet
- Inorganic Chemistry: Laboratory ManualDocument16 pagesInorganic Chemistry: Laboratory ManualAhmed ZakariaNo ratings yet
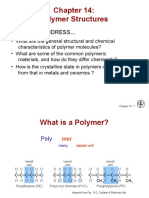
- Chapter 14 - Polymer StructuresDocument35 pagesChapter 14 - Polymer StructuresAngelino PimentelNo ratings yet
- Green Chemistry Lecture 1 & 2Document25 pagesGreen Chemistry Lecture 1 & 2Muhammad IrshadNo ratings yet
- Digoxin PPT Presentation FinalDocument16 pagesDigoxin PPT Presentation FinalMuhammad Rizky100% (1)
- PolimerDocument22 pagesPolimerDhea Kana ZhafiraNo ratings yet
- Isolation Purification and Identification of CurcuminoidsDocument5 pagesIsolation Purification and Identification of CurcuminoidsNguyenVan HanNo ratings yet
- What Is Langmuir Adsorption IsothermDocument5 pagesWhat Is Langmuir Adsorption Isothermalimisaghian62No ratings yet
- Analysis of Trace Metals in Honey Using Atomic Absorption Spectroscop-Power PointDocument16 pagesAnalysis of Trace Metals in Honey Using Atomic Absorption Spectroscop-Power PointTANKO BAKONo ratings yet
- Engineering Chemistry: Nagpur UniversityDocument25 pagesEngineering Chemistry: Nagpur UniversityTHE MANAGEMENT CONSORTIUM (TMC) ‘All for knowledge, and knowledge for all’No ratings yet
- The Chemical IndustryDocument23 pagesThe Chemical IndustryEli Leopoldo GenestonNo ratings yet
- Assay of Aspirin: 1-Spectrophotometric MethodsDocument11 pagesAssay of Aspirin: 1-Spectrophotometric MethodsMasamkele Mdondolo33% (3)
- FTIR Spectrometer AnalysisDocument16 pagesFTIR Spectrometer AnalysisßraiñlĕsšȜĭnšteĭñNo ratings yet
- Catalysis & Catalysts: Facts and Figures About CatalystsDocument88 pagesCatalysis & Catalysts: Facts and Figures About CatalystskeatyNo ratings yet
- Organic ReactionsDocument44 pagesOrganic ReactionsJanhavi PatilNo ratings yet
- Lecture 1-Introduction To Transition Metals ChemistryDocument52 pagesLecture 1-Introduction To Transition Metals ChemistryFELIX ORATINo ratings yet
- Experiment 6Document4 pagesExperiment 6Joao DinizNo ratings yet
- Applications of Coordination Complexes in IndustryDocument4 pagesApplications of Coordination Complexes in IndustryAnonymous bPaX80xp4100% (3)
- Notes On Coordination CompoundsDocument12 pagesNotes On Coordination CompoundsRojo JohnNo ratings yet
- Chemistry SQPDocument12 pagesChemistry SQPpenny singh88% (8)
- Mass BalancesDocument40 pagesMass Balancesnazar9515100% (2)
- Conducting Polymers and Their ApplicationsDocument1 pageConducting Polymers and Their Applicationstin mortaNo ratings yet
- MGOM 1 Introduction To OrganometallicsDocument70 pagesMGOM 1 Introduction To OrganometallicsIyan Maulana100% (1)
- Ni DMG Solution PreparationDocument5 pagesNi DMG Solution PreparationNatarajan Palani100% (1)
- Organic Reagents Used in Analysis InorganicDocument52 pagesOrganic Reagents Used in Analysis InorganicBns Bgs100% (1)
- Gravimetric Analysis and Precipitation - TitrationsDocument34 pagesGravimetric Analysis and Precipitation - TitrationsElvinNo ratings yet
- ElectrochemistryDocument58 pagesElectrochemistryWatan SahuNo ratings yet
- Org Chem Sem 3 Paper 2Document15 pagesOrg Chem Sem 3 Paper 2Rohit DeshmukhNo ratings yet
- Protection Groups in Organic PDFDocument67 pagesProtection Groups in Organic PDFToàn MinhNo ratings yet
- Green ChemistryDocument20 pagesGreen Chemistryjaysolanki100% (1)
- Lecture 3.Waste-Water-TreatmentDocument6 pagesLecture 3.Waste-Water-TreatmentDivya DiyaNo ratings yet
- The Transition Metals, The Lanthanides and The AntinidesDocument21 pagesThe Transition Metals, The Lanthanides and The AntinidesApril CruzNo ratings yet
- 07 - Chapter 2 Adsorption Literature ReviewDocument59 pages07 - Chapter 2 Adsorption Literature ReviewMaheera MohamadNo ratings yet
- 10 11648 J SJC 20180602 11 PDFDocument7 pages10 11648 J SJC 20180602 11 PDFAnonymous XDKzvvpFzzNo ratings yet
- Expirement No 1Document4 pagesExpirement No 1Rajiv KharbandaNo ratings yet
- Radox TitrationDocument24 pagesRadox TitrationPooja Shinde100% (1)
- Electrochemical Conductivity PDFDocument18 pagesElectrochemical Conductivity PDFwatum ambrose100% (1)
- Redox Titration-Study MaterialDocument21 pagesRedox Titration-Study MaterialUma NathNo ratings yet
- And Auto Catalysis With Example), Catalytic PoisonDocument28 pagesAnd Auto Catalysis With Example), Catalytic Poisonvin2eethNo ratings yet
- Determination of Copper Content in Solution Using SpectrophotometerDocument5 pagesDetermination of Copper Content in Solution Using SpectrophotometerDani MughalNo ratings yet
- Practical Organic Chemistry PDFDocument5 pagesPractical Organic Chemistry PDFJaswant Singh BistNo ratings yet
- Essays on Analytical Chemistry: In Memory of Professor Anders RingbomFrom EverandEssays on Analytical Chemistry: In Memory of Professor Anders RingbomErkki WänninenNo ratings yet
- How to Name an Inorganic Substance: A Guide to the Use of Nomenclature of Inorganic Chemistry: Definitive Rules 1970From EverandHow to Name an Inorganic Substance: A Guide to the Use of Nomenclature of Inorganic Chemistry: Definitive Rules 1970Rating: 5 out of 5 stars5/5 (1)
- Recent Advances in the Science and Technology of Zeolites and Related Materials: Proceedings of the 14th International Zeolite Conference, Cape Town, South Africa, 25-30th April 2004From EverandRecent Advances in the Science and Technology of Zeolites and Related Materials: Proceedings of the 14th International Zeolite Conference, Cape Town, South Africa, 25-30th April 2004No ratings yet
- Listunde 20240214rDocument20 pagesListunde 20240214rapi-522244020No ratings yet
- MDER 59124 Peripheral Nerve Conduits Technology Update 120114Document21 pagesMDER 59124 Peripheral Nerve Conduits Technology Update 120114YEAP CHING YEE BN20110072No ratings yet
- Stem 006 Day 10Document8 pagesStem 006 Day 10Jayzl Lastrella CastanedaNo ratings yet
- PEM Fuel Cell ModelingDocument10 pagesPEM Fuel Cell Modelingboite1communeNo ratings yet
- Learning Assignment 2Document2 pagesLearning Assignment 2notengofff0% (1)
- Membrane TechnologyDocument1 pageMembrane TechnologyPradeep KumarNo ratings yet
- 1.physical, Chemical and Biological Characteristics of WaterDocument203 pages1.physical, Chemical and Biological Characteristics of WaternikhilNo ratings yet
- Nitocote ET402 : Constructive SolutionsDocument4 pagesNitocote ET402 : Constructive Solutionsnoto.sugiartoNo ratings yet
- Chem 16 General Chemistry 1: 1 Development of The Periodic TableDocument9 pagesChem 16 General Chemistry 1: 1 Development of The Periodic TableLara GreyjoyNo ratings yet
- N FactorDocument9 pagesN FactorBiswajit Ghosh100% (1)
- Dissertation Report PDFDocument70 pagesDissertation Report PDFRadhika KhandelwalNo ratings yet
- Bioresource Technology: Juan Carlos Souto, Pedro Yustos, Miguel Ladero, Felix Garcia-OchoaDocument8 pagesBioresource Technology: Juan Carlos Souto, Pedro Yustos, Miguel Ladero, Felix Garcia-Ochoacaty_booksNo ratings yet
- Technical Specification: Insulating Cable Tray inDocument7 pagesTechnical Specification: Insulating Cable Tray inMuhammad Fadhil BudimanNo ratings yet
- Luminescent MaterialsDocument41 pagesLuminescent MaterialsЕвгений ГольмонтNo ratings yet
- Product SIKA Gip AdhesiveDocument2 pagesProduct SIKA Gip AdhesiveArya PrimadikaNo ratings yet
- D and F YT UnacademyDocument29 pagesD and F YT Unacademynamansoni20032006No ratings yet
- Dpp#16-17 Periodic TableDocument4 pagesDpp#16-17 Periodic TableLakshya ChandakNo ratings yet
- Sodium Hydroxide Solution: Material Safety Data SheetDocument9 pagesSodium Hydroxide Solution: Material Safety Data SheetGerry HandoyoNo ratings yet
- Chemistry Activity 7 Lessons 3 7Document5 pagesChemistry Activity 7 Lessons 3 7Nikkaa XOXNo ratings yet
- Method Statement For Sonic Tube GroutingDocument22 pagesMethod Statement For Sonic Tube GroutingKaushalye Mahanama DissanayakeNo ratings yet
- Detergents (Org. Chem. Ii)Document4 pagesDetergents (Org. Chem. Ii)Alex noslenNo ratings yet
- BAX10 Battery REV MEMBRANE Recent Developments of Cellulose Materials For Lithium-Ion Battery SeparatorsDocument20 pagesBAX10 Battery REV MEMBRANE Recent Developments of Cellulose Materials For Lithium-Ion Battery SeparatorsBaykal AltayNo ratings yet
- Zero Carbon Industry Transformative Technologies and Policies To Achieve Sustainable Prosperity Jeffrey Rissman All ChapterDocument67 pagesZero Carbon Industry Transformative Technologies and Policies To Achieve Sustainable Prosperity Jeffrey Rissman All Chaptermargaret.appel145100% (9)
- Mechanism of Formation of Atoll Garnet During High-Pressure MetamorphismDocument16 pagesMechanism of Formation of Atoll Garnet During High-Pressure MetamorphismGhislainarrowNo ratings yet
- Guru Nanak Institute of Pharmaceutical Science and TechnologyDocument13 pagesGuru Nanak Institute of Pharmaceutical Science and TechnologySomali SenguptaNo ratings yet
- Polymers Assignment SolutionDocument10 pagesPolymers Assignment Solutionjjsingh7986No ratings yet
- SWG! Biocide Material Safety Data Sheet: 1. Product and Company IdentificationDocument6 pagesSWG! Biocide Material Safety Data Sheet: 1. Product and Company IdentificationAbdelrhman AlaaNo ratings yet
- I Science I: JKBOSE Class 10 Science Sample PaperDocument24 pagesI Science I: JKBOSE Class 10 Science Sample PaperEem WritesNo ratings yet