You might also like
- Welding TrainingDocument87 pagesWelding Trainingeswar100% (1)
- Handbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantFrom EverandHandbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantRating: 3.5 out of 5 stars3.5/5 (3)
- Duplex SSDocument12 pagesDuplex SSTushar PatilNo ratings yet
- Duplex Stainless Steel WeldingDocument25 pagesDuplex Stainless Steel WeldingcfcshakerNo ratings yet
- Outokumpu Duplex DatasheetDocument12 pagesOutokumpu Duplex DatasheetzosternatNo ratings yet
- Duplex Stainless Steel WeldingDocument25 pagesDuplex Stainless Steel Weldingkdsenipah6667No ratings yet
- Pubs 1049240Document12 pagesPubs 1049240cooki77No ratings yet
- Mechanical Engineering Design Presentation Bsme01183097Document30 pagesMechanical Engineering Design Presentation Bsme01183097Waqar KhanNo ratings yet
- AVESTA How To Weld Duplex SteelDocument20 pagesAVESTA How To Weld Duplex SteelGMacella100% (1)
- Standard Cr-Ni-Mo Stainless Steels (OUTOKUMPU)Document6 pagesStandard Cr-Ni-Mo Stainless Steels (OUTOKUMPU)Klid SanNo ratings yet
- Duplex Stainless Steel DetailDocument12 pagesDuplex Stainless Steel DetailessnelsonNo ratings yet
- Avesta MA 253Document2 pagesAvesta MA 253Denar PurnamaNo ratings yet
- Datasheet For Stainless Steel Super Duplex 2507Document10 pagesDatasheet For Stainless Steel Super Duplex 2507Prem EditsNo ratings yet
- Presentation 1Document35 pagesPresentation 1S RNo ratings yet
- Duplex-Alloy-2205-Stress ValuesDocument5 pagesDuplex-Alloy-2205-Stress ValuesShiniNo ratings yet
- DuplexSellSheet 01 12Document2 pagesDuplexSellSheet 01 12rickthetrickstertrickyNo ratings yet
- Duplex Stainless Steel 2507 (UNS S32750) : Heanjia Super-Metals Co., LTD, Call-12068907337. WebDocument3 pagesDuplex Stainless Steel 2507 (UNS S32750) : Heanjia Super-Metals Co., LTD, Call-12068907337. Websudish mishraNo ratings yet
- Duplex Stainless Steels - A Simple Guide: How The Austenite/Ferrite Balance Is AchievedDocument4 pagesDuplex Stainless Steels - A Simple Guide: How The Austenite/Ferrite Balance Is AchievedAndy PhoenixNo ratings yet
- Outokumpu Ultra Range DatasheetDocument16 pagesOutokumpu Ultra Range DatasheetisogulalebNo ratings yet
- E 2593-16 Electrode PDFDocument1 pageE 2593-16 Electrode PDFGovindarajalu PadmanabhanNo ratings yet
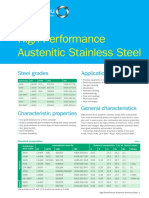
- High Performance Austenitic Stainless SteelDocument12 pagesHigh Performance Austenitic Stainless SteelNitin VermaNo ratings yet
- Welding Duplex Stainless SteelDocument44 pagesWelding Duplex Stainless SteelInoCastilloNo ratings yet
- S31803Document2 pagesS31803Elliott RussellNo ratings yet
- Ch-07 SteelsDocument20 pagesCh-07 SteelsKHUSHI JAINNo ratings yet
- Aalco Metals LTD Stainless Steel ASTM A815 S31803 261Document2 pagesAalco Metals LTD Stainless Steel ASTM A815 S31803 261Irvin PajueloNo ratings yet
- Varieties of SG IRONDocument3 pagesVarieties of SG IRONKharade RajendraNo ratings yet
- Outokumpu Ultra Range DatasheetDocument16 pagesOutokumpu Ultra Range DatasheetIndraNo ratings yet
- Austenitic Standard GradesDocument6 pagesAustenitic Standard Gradesfierro44No ratings yet
- Alloy 400 PDFDocument12 pagesAlloy 400 PDFwasatiah05No ratings yet
- 254SMO 性能Document8 pages254SMO 性能yw_oulalaNo ratings yet
- 254SMO 性能Document8 pages254SMO 性能yw_oulalaNo ratings yet
- IIW, IX-H-736-11 DSS Welding DSS - Review of Current Recommendations 2011Document17 pagesIIW, IX-H-736-11 DSS Welding DSS - Review of Current Recommendations 2011Anonymous jlciIdX8q100% (1)
- Stainless Steel ASTM A815 S31803: Specifications Alloy DesignationsDocument2 pagesStainless Steel ASTM A815 S31803: Specifications Alloy Designationsallouche_abdNo ratings yet
- Cerjak Enzinger Pudar 39735Document18 pagesCerjak Enzinger Pudar 39735alok987No ratings yet
- Duplex Stainless SteelsDocument7 pagesDuplex Stainless SteelsRizalzi BachtiarNo ratings yet
- 4 A Primer For Duplex Corrosion Solutions Presentation PDFDocument51 pages4 A Primer For Duplex Corrosion Solutions Presentation PDFAnonymous GE8mQqxNo ratings yet
- Weld Duplex Ss SteelDocument12 pagesWeld Duplex Ss SteelSan JaNo ratings yet
- How To Weld Fully Austenitic Stainless SteelsDocument20 pagesHow To Weld Fully Austenitic Stainless SteelsCarlos Bermejo AlvarezNo ratings yet
- Datasheet-Saf-2205-En-V2021-10-07 13 - 05 Version 1Document8 pagesDatasheet-Saf-2205-En-V2021-10-07 13 - 05 Version 1simone.mauriNo ratings yet
- Hardness HSS - SKD11Document5 pagesHardness HSS - SKD11Antonius PrakosaNo ratings yet
- Duplex WeldingDocument4 pagesDuplex WeldingVishal Sparkle QE3100% (1)
- Duplex Stainless SteelDocument4 pagesDuplex Stainless SteelKumar RNo ratings yet
- 9 Information Series Casting of Stainless SteelDocument6 pages9 Information Series Casting of Stainless SteelDgk RajuNo ratings yet
- Stainless Steel PlateDocument19 pagesStainless Steel PlateHarsh AdvaniNo ratings yet
- Practical Guide To Using Duplex Stainless Steels: A Guide To The Use of Nickel-Containing AlloysDocument20 pagesPractical Guide To Using Duplex Stainless Steels: A Guide To The Use of Nickel-Containing AlloysapNo ratings yet
- UNS S32760 Superduplex Stainless Steel For Wet FGD Air Pollution SystemsDocument15 pagesUNS S32760 Superduplex Stainless Steel For Wet FGD Air Pollution SystemsdsoNo ratings yet
- Grade 430 Stainless Steel Technical DataDocument3 pagesGrade 430 Stainless Steel Technical DataMahmood KhanNo ratings yet
- TWI Article On Super Duplex Welding - 1Document4 pagesTWI Article On Super Duplex Welding - 1kapsarcNo ratings yet
- Datasheet 2205 Code Plus Two Hpsa Imperial Outokumpu en Americas PDFDocument6 pagesDatasheet 2205 Code Plus Two Hpsa Imperial Outokumpu en Americas PDFhurduzaNo ratings yet
- Specification Sheet: 2304: (UNS S32304)Document2 pagesSpecification Sheet: 2304: (UNS S32304)Deepak TdNo ratings yet
- Duplex 2205: Forms of Duplex 2205 Available at Mega MexDocument3 pagesDuplex 2205: Forms of Duplex 2205 Available at Mega MexMohamedNo ratings yet
- Welding Nickle AlloyDocument2 pagesWelding Nickle AlloytuanNo ratings yet
- Stainless Steel Grade 2205 Duplex (UNS S32205)Document7 pagesStainless Steel Grade 2205 Duplex (UNS S32205)ingegnere1234No ratings yet
- 1.2379 Tool SteelDocument8 pages1.2379 Tool Steelsmith willNo ratings yet
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- Fatigue FailureDocument58 pagesFatigue FailurePaderco Tavera Jose Alberto100% (2)
- CFX Fsi 14.5 l4 - Two - Way - Setup 46Document46 pagesCFX Fsi 14.5 l4 - Two - Way - Setup 46Moh SenNo ratings yet
- Hy 19580Document6 pagesHy 19580kompany_dNo ratings yet
- Assignment I: Carbon Nanotubes: Submitted To: Dr. K L YadavDocument7 pagesAssignment I: Carbon Nanotubes: Submitted To: Dr. K L YadavgqueenyNo ratings yet
- Xuper 680 CGSDocument1 pageXuper 680 CGSArbind RajrishiNo ratings yet
- Physics MCQs Practice Test 1Document4 pagesPhysics MCQs Practice Test 1Shreya DebnathNo ratings yet
- Lecture 10 Experimental Fracture Mechanics 1Document12 pagesLecture 10 Experimental Fracture Mechanics 1cata4oneNo ratings yet
- The Flexure and Shear Design of Corbel Bracket As Per ACI 318Document12 pagesThe Flexure and Shear Design of Corbel Bracket As Per ACI 318Amjad DiabNo ratings yet
- PB Unimax English160604152107Document12 pagesPB Unimax English160604152107filipeNo ratings yet
- Design of Laterally Supported Beams As Per Is 800:2007Document12 pagesDesign of Laterally Supported Beams As Per Is 800:2007Divyanshu ShekharNo ratings yet
- Lecture 3 Shear Strength of Soil Part 1Document32 pagesLecture 3 Shear Strength of Soil Part 1F.a.AlfredThomNo ratings yet
- A Critical Review On Visible-Light-Response CeO2-based Photocatalysts WithDocument11 pagesA Critical Review On Visible-Light-Response CeO2-based Photocatalysts WithAjit Kumar DhankaNo ratings yet
- Silicon Photonics Design: More InformationDocument19 pagesSilicon Photonics Design: More InformationyeiaNo ratings yet
- 5.0 Bending PDFDocument9 pages5.0 Bending PDFLEONARD NYIRONGONo ratings yet
- Composite Materials 2 Mark 16 Mark With Ans Anna University Paper PDFDocument46 pagesComposite Materials 2 Mark 16 Mark With Ans Anna University Paper PDFmagicoolmech712No ratings yet
- NanoparticlesDocument5 pagesNanoparticlesLucho Cast100% (1)
- Evaluation of Load Transfer and Strut Strength of Deep BeamDocument12 pagesEvaluation of Load Transfer and Strut Strength of Deep BeamProfessor Dr. Nabeel Al-Bayati-Consultant EngineerNo ratings yet
- FMDocument20 pagesFMAbhay PatelNo ratings yet
- Semiconductor Manufacturing Technology: Semiconductor Manufacturing ProcessesDocument34 pagesSemiconductor Manufacturing Technology: Semiconductor Manufacturing ProcessesRajesh PuniaNo ratings yet
- Failure Analysis of A Helical GearDocument7 pagesFailure Analysis of A Helical Geartheerapat patkaewNo ratings yet
- Physics Lab Manual A016 Pahel Dharod Btech ItDocument44 pagesPhysics Lab Manual A016 Pahel Dharod Btech ItpaheldharodNo ratings yet
- Quenching and Partitioning Heat Treatment in Ductile Cast IronsDocument9 pagesQuenching and Partitioning Heat Treatment in Ductile Cast Irons2022353017No ratings yet
- Use of Supercritical Fluids For Enhancement of Polymerization Process Office 2007 FileDocument7 pagesUse of Supercritical Fluids For Enhancement of Polymerization Process Office 2007 FilechinmayNo ratings yet
- AGT Module 2Document35 pagesAGT Module 2VEERKUMARNo ratings yet
- Polymerisation and KineticsDocument20 pagesPolymerisation and KineticsMaulik KotadiyaNo ratings yet
- Final-133A Sp14 SyllabusDocument3 pagesFinal-133A Sp14 SyllabusMrFunkyMushroomNo ratings yet
- Energy Engineering Dept / 4Th Class (2015-2016) / Design of Energy SystemsDocument7 pagesEnergy Engineering Dept / 4Th Class (2015-2016) / Design of Energy SystemsUmed ADA-ALSATARNo ratings yet
- Microtextures of Igneous and Metamorphic Rocks-Springer Netherlands (1986) J. P. Bard (Auth.)Document271 pagesMicrotextures of Igneous and Metamorphic Rocks-Springer Netherlands (1986) J. P. Bard (Auth.)alvaro100% (1)
- T. BurmisterDocument16 pagesT. BurmistermototressaNo ratings yet
- Tablet Compression B 13 5Document22 pagesTablet Compression B 13 5Yuppie RajNo ratings yet