You might also like
- ETABS-Example-RC Building With Shear WallDocument58 pagesETABS-Example-RC Building With Shear WallJason Guzman85% (53)
- Cambodia Seismic LoadDocument1 pageCambodia Seismic LoaddantevariasNo ratings yet
- Box Girder 2Document8 pagesBox Girder 2steelageNo ratings yet
- Sheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkFrom EverandSheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkNo ratings yet
- Case Studies of Some Concrete Structural FailuresDocument96 pagesCase Studies of Some Concrete Structural FailuresBandilung TzNo ratings yet
- The Design and Construction of Geo Geum Grand BridgeDocument12 pagesThe Design and Construction of Geo Geum Grand BridgeGonzalo NavarroNo ratings yet
- Concrete Construction Article PDF - Solving Reinforcement Congestion ProblemsDocument3 pagesConcrete Construction Article PDF - Solving Reinforcement Congestion ProblemsridminjNo ratings yet
- What Is Asphalt?Document4 pagesWhat Is Asphalt?Clar CabundocanNo ratings yet
- R 02 Danieli Corus - Blast Furnace Cast HouseDocument11 pagesR 02 Danieli Corus - Blast Furnace Cast HouseSaptarshi Sengupta100% (1)
- MyCESMM2 Class H - Piling Work - LDocument5 pagesMyCESMM2 Class H - Piling Work - LFairus Ithnin100% (1)
- CVS 415 Notes 2021Document20 pagesCVS 415 Notes 2021Imani LughoNo ratings yet
- Beam Bending FormulaDocument22 pagesBeam Bending FormulaBeniamine SarmientoNo ratings yet
- WSI Corrosion Control by Weld Overlay (Boilers)Document11 pagesWSI Corrosion Control by Weld Overlay (Boilers)Claudia Mms100% (1)
- Corbel ProgramDocument16 pagesCorbel ProgramShem BarroNo ratings yet
- Modern High Strength Niobium Microallyed Structural SteelsDocument26 pagesModern High Strength Niobium Microallyed Structural SteelsimetallurgyNo ratings yet
- ToS Case StudiesDocument44 pagesToS Case Studieskshipra gandhi100% (1)
- Aci Structural Journal 3 PDFDocument258 pagesAci Structural Journal 3 PDFgustavoNo ratings yet
- A Short Guide to the Types and Details of Constructing a Suspension Bridge - Including Various Arrangements of Suspension Spans, Methods of Vertical Stiffening and Wire Cables Versus Eyebar ChainsFrom EverandA Short Guide to the Types and Details of Constructing a Suspension Bridge - Including Various Arrangements of Suspension Spans, Methods of Vertical Stiffening and Wire Cables Versus Eyebar ChainsNo ratings yet
- Composite Steel-Concrete Bridges With Double Composite ActionDocument7 pagesComposite Steel-Concrete Bridges With Double Composite ActionOanh PhanNo ratings yet
- Formwork PDFDocument27 pagesFormwork PDFKandarp Rajyaguru100% (1)
- FRP Bridges 2012 Dawlish Footbridge Paper Kendall Smith GoughDocument14 pagesFRP Bridges 2012 Dawlish Footbridge Paper Kendall Smith GoughDavid Kendall100% (1)
- Concrete Slab RepairDocument6 pagesConcrete Slab Repairsrk2002No ratings yet
- Boq of BridgeDocument6 pagesBoq of BridgeMuzamil Rather100% (1)
- Case Studies of Some Concrete Structural Failures ICEDocument96 pagesCase Studies of Some Concrete Structural Failures ICEAhmed Nurul100% (1)
- Hydrogen Permeability and Integrity of Hydrogen Transfer PipelinesDocument52 pagesHydrogen Permeability and Integrity of Hydrogen Transfer PipelineslaercioudescNo ratings yet
- PHEWMO-OrF-Z-PRC-0033 Rev.B Prosedur Pemasangan Anchor BoltDocument14 pagesPHEWMO-OrF-Z-PRC-0033 Rev.B Prosedur Pemasangan Anchor Boltchristian210789No ratings yet
- The Rehabilitation of The Oldest Transit Tunnel in The United StatesDocument8 pagesThe Rehabilitation of The Oldest Transit Tunnel in The United StatesHarold TaylorNo ratings yet
- 2017 Bridge KimptonDocument11 pages2017 Bridge KimptonErick PowerNo ratings yet
- Singh PDFDocument10 pagesSingh PDFAhmad Dzikri FauzanNo ratings yet
- Bren 2006 159 1 35Document8 pagesBren 2006 159 1 35rohanZorbaNo ratings yet
- Steel As A Structural MaterialDocument10 pagesSteel As A Structural MaterialFaisal ShahzadNo ratings yet
- Prestressed Concrete Box WagonDocument15 pagesPrestressed Concrete Box WagonPratap Singh GangwarNo ratings yet
- Life Extension of Bridges, 2010Document6 pagesLife Extension of Bridges, 2010LvisionNo ratings yet
- Solidification of High Speed SteelsDocument4 pagesSolidification of High Speed SteelsAleš NagodeNo ratings yet
- Repair and Maintenance of Berth No 6, Port of PortlandDocument5 pagesRepair and Maintenance of Berth No 6, Port of Portlandmehdi_hoseineeNo ratings yet
- Missing: Arch Bridge DetailsDocument2 pagesMissing: Arch Bridge DetailsbmnNo ratings yet
- Optimising Electrochemical Remediation For Historic Steel Framed StructuresDocument10 pagesOptimising Electrochemical Remediation For Historic Steel Framed StructuresAliNo ratings yet
- Effect of Degree of Corrosion On The Properties of ReinforcingDocument8 pagesEffect of Degree of Corrosion On The Properties of ReinforcingabdulghafrNo ratings yet
- Seaview Wharf: A Concrete CP Case StudyDocument8 pagesSeaview Wharf: A Concrete CP Case StudyLy KhoaNo ratings yet
- CIGRE b2-305Document8 pagesCIGRE b2-305Jorge Pinto RochaNo ratings yet
- Jack Pesch Bicycle and Pedestrian Bridge (QLD)Document4 pagesJack Pesch Bicycle and Pedestrian Bridge (QLD)yyanan1118No ratings yet
- Design, Retrofit and Inspection of Railway Bridges in New ZealandDocument23 pagesDesign, Retrofit and Inspection of Railway Bridges in New Zealandatac101No ratings yet
- The Design of The Ruck-A-Chucky BridgeDocument7 pagesThe Design of The Ruck-A-Chucky BridgeAbdelaziz AbdelazizNo ratings yet
- Journal of Materials Processing TechnologyDocument8 pagesJournal of Materials Processing TechnologyHARIMETLYNo ratings yet
- Niobium Microalloyed Cold Heading Steel Wire Rods Without Heat Treatment For Fastener ApplicationsDocument7 pagesNiobium Microalloyed Cold Heading Steel Wire Rods Without Heat Treatment For Fastener Applicationsnvc_vishwanathanNo ratings yet
- Stonecutters Bridge, Hong Kong - Design An Construction of The Composite Upper Tower in Stainless SteelDocument8 pagesStonecutters Bridge, Hong Kong - Design An Construction of The Composite Upper Tower in Stainless SteelVictor GutiérrezNo ratings yet
- Post-Damage Repair of Prestressed Concrete GirdersDocument10 pagesPost-Damage Repair of Prestressed Concrete GirdersNikhil JainNo ratings yet
- Bulb Tee Girder PossibilitiesDocument4 pagesBulb Tee Girder PossibilitiesUpaliFernandoNo ratings yet
- New Welding Tubular Joint Used For JacketDocument6 pagesNew Welding Tubular Joint Used For JacketTien Hong DoNo ratings yet
- Design and Construction of Mizen Head Footbridge, NewzealandDocument12 pagesDesign and Construction of Mizen Head Footbridge, NewzealandivpraviNo ratings yet
- Civil & Structural Design ReportDocument10 pagesCivil & Structural Design ReportElilragiGanasanNo ratings yet
- The Design and Construction of Concrete-Filled Steel Tube Column FramesDocument12 pagesThe Design and Construction of Concrete-Filled Steel Tube Column FramesrohitNo ratings yet
- Composite Cold-Formed Steel-Concrete Structural System Composite Cold-Formed Steel-Concrete Structural SystemDocument27 pagesComposite Cold-Formed Steel-Concrete Structural System Composite Cold-Formed Steel-Concrete Structural SystemVladimirNo ratings yet
- Tappen Zee Bridge ReplacementDocument19 pagesTappen Zee Bridge Replacementmkeit123No ratings yet
- Overview of Pearlitic Rail Steel: Accelerated Cooling, Quenching, Microstructure, and Mechanical PropertiesDocument26 pagesOverview of Pearlitic Rail Steel: Accelerated Cooling, Quenching, Microstructure, and Mechanical PropertiesTempest014No ratings yet
- 58 - 58.138s (Journal of Light Metal Welding)Document7 pages58 - 58.138s (Journal of Light Metal Welding)Amar DJEDIDNo ratings yet
- TriboroDocument2 pagesTriboroRavikirankv007No ratings yet
- Matecconf gcmm2017 03024 PDFDocument7 pagesMatecconf gcmm2017 03024 PDFreza39No ratings yet
- Welding The Vessel of The FRM-II ReactorDocument6 pagesWelding The Vessel of The FRM-II ReactorschummerNo ratings yet
- 86 Weld Ability of Corten SteelsDocument1 page86 Weld Ability of Corten SteelsNattawat LeelapeerapongNo ratings yet
- IJIRAE:: Construction Peculiarities of Bottom Outlet Tunnel, Its Air Vent and Energy Dissipater at Upper Gotvand DamDocument6 pagesIJIRAE:: Construction Peculiarities of Bottom Outlet Tunnel, Its Air Vent and Energy Dissipater at Upper Gotvand DamIJIRAE- International Journal of Innovative Research in Advanced EngineeringNo ratings yet
- Cathodic Protection of A Multi-Storey Building, Method of Project Delivery and Long-Term MaintenanceDocument10 pagesCathodic Protection of A Multi-Storey Building, Method of Project Delivery and Long-Term MaintenanceCoevicNo ratings yet
- Cross-Sectional Optimization of CFS ChannelsDocument28 pagesCross-Sectional Optimization of CFS ChannelsAlaa AssiNo ratings yet
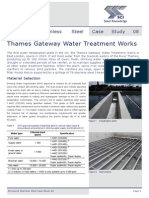
- Thames Gateway Water Treatment enDocument5 pagesThames Gateway Water Treatment enlucidbaseNo ratings yet
- 2011 Bridge SarkadyDocument17 pages2011 Bridge SarkadyTan Duy LeNo ratings yet
- Repair of Rails On-Site by WeldingDocument5 pagesRepair of Rails On-Site by Weldingnsprasad88No ratings yet
- Steel Seismic DesignDocument24 pagesSteel Seismic DesignsenthilcivilNo ratings yet
- A Guide to Some of the Equations used in Constructing a Suspension BridgeFrom EverandA Guide to Some of the Equations used in Constructing a Suspension BridgeNo ratings yet
- Fdot Design Standards: 21100 1 Strip Seal Expansion JointDocument5 pagesFdot Design Standards: 21100 1 Strip Seal Expansion JointAnonymous Vs0jh0TvXCNo ratings yet
- Irc - Gov .In .SP .052.1999 PDFDocument76 pagesIrc - Gov .In .SP .052.1999 PDFkailashNo ratings yet
- Forensic Structural Engineering - Zeulenroda BridgeDocument8 pagesForensic Structural Engineering - Zeulenroda Bridgesantodejar469No ratings yet
- Moment Speed Form For PilecapsDocument22 pagesMoment Speed Form For PilecapsDarren WanNo ratings yet
- Reinforced Concrete ProjectDocument22 pagesReinforced Concrete ProjectRon Oliver LonzagaNo ratings yet
- Melamchi 13Document61 pagesMelamchi 13Sudip PudasainiNo ratings yet
- Last DayDocument58 pagesLast DayAnshu RajNo ratings yet
- Ractangular Over Head Water Tank (Complete)Document43 pagesRactangular Over Head Water Tank (Complete)Hailemariyam SewagegnNo ratings yet
- Prestressed Structural Concrete: New Developments and ApplicationsDocument17 pagesPrestressed Structural Concrete: New Developments and Applicationspyay kanung kyawNo ratings yet
- Tile Works: Calculations Toilet Floor To Be EstimatedDocument8 pagesTile Works: Calculations Toilet Floor To Be Estimatedcarlo jay collamatNo ratings yet
- Diseño Y Chequeo Muros Pantalla de Concreto Bloque 2: Table: Shear Wall Pier Design Summary - ACI 318-14, Part 1 of 5Document2 pagesDiseño Y Chequeo Muros Pantalla de Concreto Bloque 2: Table: Shear Wall Pier Design Summary - ACI 318-14, Part 1 of 5Uriel Vélez OrejuelaNo ratings yet
- Exposure Effect of Mgso4 and HCL On Strength Properties of Ceramic Waste Powder by Partial Replacement With CementDocument8 pagesExposure Effect of Mgso4 and HCL On Strength Properties of Ceramic Waste Powder by Partial Replacement With CementIJIRSTNo ratings yet
- A Proposed Three Storey Building For Algorithm Computer ServicesDocument32 pagesA Proposed Three Storey Building For Algorithm Computer ServicesjohnkensagaNo ratings yet
- CB Disc Spring CatalogueDocument28 pagesCB Disc Spring Cataloguekjagu87No ratings yet
- Tennis Court - CentComDocument4 pagesTennis Court - CentComEppNo ratings yet
- Unit-IV. Design of Deep FoundationDocument91 pagesUnit-IV. Design of Deep FoundationRwagatare civilcontractorsNo ratings yet
- High-Rise Buildings Raffles City in Hangzhou ChinaDocument16 pagesHigh-Rise Buildings Raffles City in Hangzhou ChinaIendP 20No ratings yet
- Ce6506-Construction Techniques and Practice: Prepared by Er.N.NAGARAJANM.E.,M.B.A.Document38 pagesCe6506-Construction Techniques and Practice: Prepared by Er.N.NAGARAJANM.E.,M.B.A.Nagarajan NarayanasamyNo ratings yet
- CIV 4235 ExamDocument9 pagesCIV 4235 Exammalumius100% (2)
- Modern Soil Stabilization TechniquesDocument25 pagesModern Soil Stabilization TechniquesSagar Jha100% (3)