You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5810)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Decoction MashingDocument4 pagesDecoction MashingBaldev SinghNo ratings yet
- Feb 2014 PDFDocument72 pagesFeb 2014 PDFsatish_trivediNo ratings yet
- Dies1 2Document23 pagesDies1 2Ajay BabuNo ratings yet
- Biological Filtration: Understanding The Nitrogen Cycle in AquariumsDocument4 pagesBiological Filtration: Understanding The Nitrogen Cycle in AquariumsTINALEETNT723No ratings yet
- SKF Shaft SealDocument379 pagesSKF Shaft Sealsatish_trivediNo ratings yet
- Donaldson Fuel FiltrationDocument42 pagesDonaldson Fuel FiltrationIongornistu100% (1)
- Physical Pharmacy Answer Key-RED PACOPDocument37 pagesPhysical Pharmacy Answer Key-RED PACOPMelbhon Fabro Ramos100% (1)
- ISCL Kutchh DREIA Emergency Prepardnes PlanDocument40 pagesISCL Kutchh DREIA Emergency Prepardnes PlanMadhur JainNo ratings yet
- Iom Manual Sce en PDFDocument82 pagesIom Manual Sce en PDFcool47guy09100% (1)
- Gujarat PDFDocument1 pageGujarat PDFsatish_trivediNo ratings yet
- GL SpecialtyDocument32 pagesGL Specialtysatish_trivediNo ratings yet
- Westbengal Road Map: Close WindowDocument2 pagesWestbengal Road Map: Close Windowsatish_trivediNo ratings yet
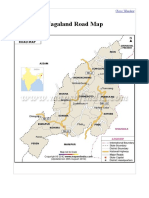
- Nagaland PDFDocument1 pageNagaland PDFsatish_trivediNo ratings yet
- Tripura Road Map: Close WindowDocument2 pagesTripura Road Map: Close Windowsatish_trivediNo ratings yet
- Gujarat PDFDocument1 pageGujarat PDFsatish_trivediNo ratings yet
- Bihar Road Map: Close WindowDocument1 pageBihar Road Map: Close Windowsatish_trivediNo ratings yet
- Manipur Road Map: Close WindowDocument1 pageManipur Road Map: Close Windowsatish_trivediNo ratings yet
- Jharkhandroads: Close WindowDocument1 pageJharkhandroads: Close Windowsatish_trivediNo ratings yet
- Assam Road Map: Close WindowDocument1 pageAssam Road Map: Close Windowsatish_trivediNo ratings yet
- Arunachal Pradesh Road Map: Close WindowDocument1 pageArunachal Pradesh Road Map: Close Windowsatish_trivediNo ratings yet
- Jan 15 PDFDocument72 pagesJan 15 PDFsatish_trivediNo ratings yet
- Chapter 3 Structures of Metal ComplexesDocument25 pagesChapter 3 Structures of Metal ComplexesRaheem SimsNo ratings yet
- SDMSLite Install GuideDocument15 pagesSDMSLite Install Guidesatish_trivediNo ratings yet
- Img 0003Document3 pagesImg 0003Ashish SharmaNo ratings yet
- B-I-General English-IDocument34 pagesB-I-General English-IANAND R. SALVENo ratings yet
- A Study of Adding Recycled Rubber Tire As Substitute Aggregate On Gravel RevisionDocument12 pagesA Study of Adding Recycled Rubber Tire As Substitute Aggregate On Gravel RevisionJo Crisley T. PasayanNo ratings yet
- Study GuideDocument8 pagesStudy GuideericNo ratings yet
- ZAR Wood Finishing - ZAR Wood Stain - MSDSDocument4 pagesZAR Wood Finishing - ZAR Wood Stain - MSDSBoleslaw SmialyNo ratings yet
- Clima Manager UkDocument28 pagesClima Manager UkdedoliniNo ratings yet
- Assignment On OrganicDocument12 pagesAssignment On OrganicHasan ShahriarNo ratings yet
- Devoe Bar-Rust 236 SpecsDocument4 pagesDevoe Bar-Rust 236 SpecsPubcrawlNo ratings yet
- TS MaterialGuide en 2015.04Document52 pagesTS MaterialGuide en 2015.04Stefano MartelliNo ratings yet
- Healthiest Beans by Nutrient Density ScoreDocument7 pagesHealthiest Beans by Nutrient Density ScoreMalik ANo ratings yet
- Preparation of Pharmaceutical CreamsDocument4 pagesPreparation of Pharmaceutical CreamsAhmed FouadNo ratings yet
- MSDS 41025Document2 pagesMSDS 41025EliasNo ratings yet
- Atmospheric Aerosols, Sources and CharacteristicsDocument50 pagesAtmospheric Aerosols, Sources and CharacteristicsBHAVYA BNo ratings yet
- 13 NpartiDocument223 pages13 NpartijennimuruganNo ratings yet
- Vol 14, No 4 RHADocument20 pagesVol 14, No 4 RHAKawchhar AhammedNo ratings yet
- 04Document5 pages04Liu AndiNo ratings yet
- MonoLeg Next Generation Roll Formed AHSS Bumper Vs Aluminum Bumper SolutionsDocument2 pagesMonoLeg Next Generation Roll Formed AHSS Bumper Vs Aluminum Bumper SolutionsRhushikeshNo ratings yet
- Persuasive Speech OutlineDocument9 pagesPersuasive Speech Outlinea_slurpee45100% (8)
- In/Outdoors Acrylic Polymer Sealer With Special AdditivesDocument3 pagesIn/Outdoors Acrylic Polymer Sealer With Special AdditivesŠhehabAlŠhǻrnobiNo ratings yet
- Worksheet No. 14 - HLB Value-1Document3 pagesWorksheet No. 14 - HLB Value-1CRISANTO JR. MABANTANo ratings yet
- Metals 10 00218 PDFDocument11 pagesMetals 10 00218 PDFVysakh VasudevanNo ratings yet
- Minerals Engineering: Sandile Nkwanyana, Brian LovedayDocument6 pagesMinerals Engineering: Sandile Nkwanyana, Brian LovedayNeelkamal RongaliNo ratings yet
- Electrochimica Acta: Wei Guan, Shichao Tian, Di Cao, Yutong Chen, Xu ZhaoDocument7 pagesElectrochimica Acta: Wei Guan, Shichao Tian, Di Cao, Yutong Chen, Xu ZhaoAndrés Julián Londoño CadavidNo ratings yet