You might also like
- Method Statement For Above Ground Tank ErectionDocument34 pagesMethod Statement For Above Ground Tank Erectionsamer8saif100% (2)
- Method of Statment For Welding of Carbon Steel Pipes Dks-mst-c11-001 Rev 1Document17 pagesMethod of Statment For Welding of Carbon Steel Pipes Dks-mst-c11-001 Rev 1Sherief Abd El Baky83% (12)
- Steel Fabrication Method StatementDocument12 pagesSteel Fabrication Method Statementvolcanox1288% (59)
- RA For Hvac Duct InstallationDocument10 pagesRA For Hvac Duct InstallationAnandu Ashokan88% (8)
- Inspection and Test Plan For Structural Steel Erection: ITP NO: 7979-ITP-ME-019 Rev.2Document8 pagesInspection and Test Plan For Structural Steel Erection: ITP NO: 7979-ITP-ME-019 Rev.2Santosh Kumar Bogela100% (12)
- Method Statement For Underground Piping FCDocument17 pagesMethod Statement For Underground Piping FCmister pogi94% (17)
- Method StatementDocument19 pagesMethod Statementjohney292% (12)
- Method Statement For Structural ErectionDocument15 pagesMethod Statement For Structural Erectionchallam4239100% (11)
- Method Statement of Steel FabricationDocument15 pagesMethod Statement of Steel Fabricationjohney291% (11)
- Galvanizing Procedure PDFDocument7 pagesGalvanizing Procedure PDFkhuzafa50% (4)
- Contractor Quality Control Plan For Storage Tank ErectionDocument2 pagesContractor Quality Control Plan For Storage Tank ErectionHamid Alilou100% (4)
- Ms Ag 002 Rev 0 - Method Statement For Above Ground PipingDocument16 pagesMs Ag 002 Rev 0 - Method Statement For Above Ground Pipingsugumar50% (4)
- Job Procedure For Eriction of TankDocument13 pagesJob Procedure For Eriction of TankAnonymous i3lI9M100% (2)
- Concrete Method StatementDocument14 pagesConcrete Method StatementWufei Chang95% (21)
- Storage Tank Construction-ProcedureDocument37 pagesStorage Tank Construction-ProcedureKarthikeyan Ganesan100% (1)
- Method Statement No: 04 Fabrication and Installation of Steel Structure SUPPORT (SPS-B065-099) FOR 52-K0624Document9 pagesMethod Statement No: 04 Fabrication and Installation of Steel Structure SUPPORT (SPS-B065-099) FOR 52-K0624Azel Bumagat94% (18)
- Method StatementDocument140 pagesMethod Statementcemil100% (2)
- QCP-0714-11, Rev. A, Field Welded API Std. 650 Tanks' Shop Pre-Fabrication QC Procedure.Document6 pagesQCP-0714-11, Rev. A, Field Welded API Std. 650 Tanks' Shop Pre-Fabrication QC Procedure.abdul aziz100% (1)
- Piping Fabrication Procedure.Document58 pagesPiping Fabrication Procedure.Janardhan Surya78% (23)
- PP WP28Document15 pagesPP WP28mohd as shahiddin jafriNo ratings yet
- Method Statement Mechanical PDFDocument24 pagesMethod Statement Mechanical PDFفاعل خيرNo ratings yet
- CV of Welding InspectorDocument4 pagesCV of Welding Inspectorramesh77c100% (2)
- PERI Self Climbing Technology en PERI 0 Cat740952d0 PDFDocument146 pagesPERI Self Climbing Technology en PERI 0 Cat740952d0 PDFGabriel LimNo ratings yet
- Layher Scaffolding CatalogueDocument10 pagesLayher Scaffolding CataloguefresitoNo ratings yet
- Itp TankDocument4 pagesItp TankAmber Chavez100% (2)
- Erection and Painting of Steel StructureDocument11 pagesErection and Painting of Steel StructureomarcadNo ratings yet
- 10) Itp - Tank Fabrication PDFDocument6 pages10) Itp - Tank Fabrication PDFAndy Chong100% (5)
- Structural Steel Procedure.Document9 pagesStructural Steel Procedure.Janardhan Surya100% (1)
- Quality Control Procedure Strcture-SSDocument16 pagesQuality Control Procedure Strcture-SSKamran AliNo ratings yet
- Fabrication Method StatmentDocument11 pagesFabrication Method StatmentAkhilesh KumarNo ratings yet
- Tank Erection Method Statement For Mot Oil Storage TanksDocument13 pagesTank Erection Method Statement For Mot Oil Storage TanksErmal RulaNo ratings yet
- Method Statement For Steel TankDocument16 pagesMethod Statement For Steel TankJOHNK40% (5)
- Erection Method StatementDocument32 pagesErection Method StatementDilxan Fdo100% (4)
- Itp For Tank Fabrication & Installation Work1 - Rev02Document22 pagesItp For Tank Fabrication & Installation Work1 - Rev02mister pogi100% (3)
- Method Statement For Erection of Tank t147 UpdatedDocument22 pagesMethod Statement For Erection of Tank t147 UpdatedAshutosh29% (7)
- Tank Fabrication ProcedureDocument11 pagesTank Fabrication ProcedureNurul100% (2)
- 1.method Fabrication Spool (r2)Document13 pages1.method Fabrication Spool (r2)sethu109175% (20)
- Fabrication Inspection ProcedureDocument11 pagesFabrication Inspection Procedurewill_herry100% (6)
- Inspection Test Plan For FabricationDocument4 pagesInspection Test Plan For FabricationAshwani Dogra100% (10)
- Owner:: 275/132Kv Kimanis Switchyard Itp For Steel Structure ErectionDocument5 pagesOwner:: 275/132Kv Kimanis Switchyard Itp For Steel Structure ErectionLuqman OsmanNo ratings yet
- 2.procedure For Fabrication and ErectionDocument13 pages2.procedure For Fabrication and Erectionanon_106345234100% (2)
- Erection 009 CTP Storage TankDocument44 pagesErection 009 CTP Storage Tankgst ajah100% (1)
- Tank Erection ProcedureDocument29 pagesTank Erection ProcedureVisas Siva100% (3)
- QC Inspection and Test PlanDocument9 pagesQC Inspection and Test PlanGK VISWANATH100% (3)
- 026-Itp For Structural Steel PDFDocument18 pages026-Itp For Structural Steel PDFKöksal Patan100% (11)
- Gse Ms Ug 001 Rev 0 - Method Statement For Underground PipingDocument7 pagesGse Ms Ug 001 Rev 0 - Method Statement For Underground PipingsugumarNo ratings yet
- v4 Structural Steelwork Fabrication and Erection Ts 2Document21 pagesv4 Structural Steelwork Fabrication and Erection Ts 2Farid RezaeianNo ratings yet
- 600-Fabrication and ConstructionDocument6 pages600-Fabrication and Constructionzuqhair sherryNo ratings yet
- MES - Construction Quality Manual - Rev - 0Document55 pagesMES - Construction Quality Manual - Rev - 0Ishaan ThakerNo ratings yet
- Quality Systems Manual Method StatementDocument8 pagesQuality Systems Manual Method StatementLloyd MariNo ratings yet
- Piping Work Method For Fuel Oil Pipe Fabrication Installation and TestingDocument7 pagesPiping Work Method For Fuel Oil Pipe Fabrication Installation and Testingsamsul maarif100% (1)
- Work Method StatementDocument7 pagesWork Method StatementBOUZAIDANo ratings yet
- Scope of Work (Sow)Document10 pagesScope of Work (Sow)Asongwe HansNo ratings yet
- Guidelines For Fabrication of Steel GirderDocument17 pagesGuidelines For Fabrication of Steel Girderradhakrishnang100% (3)
- Mechanical and Piping Inspector HDocument3 pagesMechanical and Piping Inspector HHafiz Shabbir HussainNo ratings yet
- Resume of Mohd Illias Uddin (SR Welding-Mech QC)Document7 pagesResume of Mohd Illias Uddin (SR Welding-Mech QC)Mohammed IlliasuddinNo ratings yet
- Quality Control Procedure For SWGR & MCCDocument8 pagesQuality Control Procedure For SWGR & MCCMohan Babu VengalathuriNo ratings yet
- 0 - Chrill Raja Dsilva CVDocument3 pages0 - Chrill Raja Dsilva CVEstefania ChrillNo ratings yet
- Curriculum Vitae - Paul Joseph Sebastian..Document4 pagesCurriculum Vitae - Paul Joseph Sebastian..Abdullah AnsariNo ratings yet
- Construction Quality Plan G16BDocument8 pagesConstruction Quality Plan G16BDavid SeeNo ratings yet
- Guidelines For Fabrication of Steel Girder Procedure in WordDocument17 pagesGuidelines For Fabrication of Steel Girder Procedure in WordManas Rawat100% (1)
- Steel Structure For Tareq - Ain Ghazal Link (BRT) Phase 1 - ProjectDocument15 pagesSteel Structure For Tareq - Ain Ghazal Link (BRT) Phase 1 - ProjectKhaled GamalNo ratings yet
- Apply Solid Render ADocument36 pagesApply Solid Render APercival SmartNo ratings yet
- GJ-206-005 Structural Installation of VFD Panel in The PCR RoomDocument4 pagesGJ-206-005 Structural Installation of VFD Panel in The PCR RoomKuna StanbekovNo ratings yet
- CTRA TK 64 003 Scaffolding Inside OutsideDocument6 pagesCTRA TK 64 003 Scaffolding Inside OutsideMohamed RizwanNo ratings yet
- Process & Application of TSA On Preheater CyclonesDocument5 pagesProcess & Application of TSA On Preheater CyclonesMythri Metallizing Pvt Ltd ProjectsNo ratings yet
- Industrial SafetyDocument180 pagesIndustrial SafetyvinodNo ratings yet
- Scaffolding TrainingDocument81 pagesScaffolding TrainingHILAL ALSAMA100% (1)
- Risk Assessment - Painting Works (1Document7 pagesRisk Assessment - Painting Works (1Bashir Khan100% (1)
- Safety ManualDocument146 pagesSafety ManualArslanNo ratings yet
- General InformationDocument56 pagesGeneral InformationLeelaram KhatriNo ratings yet
- Tubes and ClampsDocument9 pagesTubes and ClampsNavasOTNo ratings yet
- Method Statement For Hydraulic JackingDocument22 pagesMethod Statement For Hydraulic Jackinghwen.hh100% (1)
- Integrated Hull Construction Outfitting and Painting (IHOP) - 2.dioDocument33 pagesIntegrated Hull Construction Outfitting and Painting (IHOP) - 2.diocappoxNo ratings yet
- Kippap-Handout-MSTE 40 COSH 1Document16 pagesKippap-Handout-MSTE 40 COSH 1Jae HanNo ratings yet
- Construction Material and Testing ReviewerDocument6 pagesConstruction Material and Testing ReviewerLea gggNo ratings yet
- Akinlabi, Anane-Fenin, Akwada - 2017 - Bamboo The Multipurpose PlantDocument41 pagesAkinlabi, Anane-Fenin, Akwada - 2017 - Bamboo The Multipurpose PlantabdussalamNo ratings yet
- Topic 5 - Temporary Works and Services - BSR552Document59 pagesTopic 5 - Temporary Works and Services - BSR552NURULFARHANA DAUDNo ratings yet
- Vol II Price Bid 994Document30 pagesVol II Price Bid 994vishnukesavieam1No ratings yet
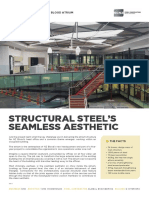
- SCNZ Case Study 13 - WebDocument4 pagesSCNZ Case Study 13 - Webclam2014No ratings yet
- Notas FMA 571195 B-R-1-Boom Adaptation Plan and Lifting Plan Rev6Document40 pagesNotas FMA 571195 B-R-1-Boom Adaptation Plan and Lifting Plan Rev6farpaizNo ratings yet
- Manual Scaffolding ProcedureDocument15 pagesManual Scaffolding Proceduresefina mecNo ratings yet
- 01-Scaffolding1 Plan p2 - p3Document1 page01-Scaffolding1 Plan p2 - p3امين الزريقيNo ratings yet
- Week 6 and 7 Grade 10 Quarter 3Document17 pagesWeek 6 and 7 Grade 10 Quarter 3Alkia AlphiusNo ratings yet
- g002 - HARSCO - Verkehr - Englisch - 021210 Ewi PDFDocument10 pagesg002 - HARSCO - Verkehr - Englisch - 021210 Ewi PDFperacNo ratings yet
- Supervisors - HSE ChecklistDocument2 pagesSupervisors - HSE Checklistchikkam50% (4)
- Scaffolding Safety (Erecting and Dismantling)Document55 pagesScaffolding Safety (Erecting and Dismantling)Tehman AlamNo ratings yet
- Design Project1Document19 pagesDesign Project1Syed Munawar Ali100% (1)
- Report StaticsDocument16 pagesReport Staticsqai141201No ratings yet