You might also like
- Commercial Medium Tire Debris StudyDocument236 pagesCommercial Medium Tire Debris StudySantiago UrgilesNo ratings yet
- Tire GeometryDocument2 pagesTire GeometryAvinash BallaNo ratings yet
- NX Mold Training Material V18Document670 pagesNX Mold Training Material V18MATHI KRISHNAN77% (13)
- The Boral Book of ConcreteDocument44 pagesThe Boral Book of ConcreteGustavo SteffenNo ratings yet
- How A Tire Is MadeDocument6 pagesHow A Tire Is MadeanushamohanNo ratings yet
- C & S Product Catalouge PDFDocument113 pagesC & S Product Catalouge PDFvipulpanchotiyaNo ratings yet
- Iso 18164 2005 - Measuring Rolling ResistanceDocument28 pagesIso 18164 2005 - Measuring Rolling ResistancewhitemithrilNo ratings yet
- Entrepreneurship Exam NotesDocument16 pagesEntrepreneurship Exam NotesZaki KamardinNo ratings yet
- Ralf Bohle GMBH Otto-Hahn-Strasse 1 D-51580 Reichshof Fon 02265/1090 Fax 02265/7022Document28 pagesRalf Bohle GMBH Otto-Hahn-Strasse 1 D-51580 Reichshof Fon 02265/1090 Fax 02265/7022krmktsNo ratings yet
- Guide to Load Analysis for Durability in Vehicle EngineeringFrom EverandGuide to Load Analysis for Durability in Vehicle EngineeringP. JohannessonRating: 4 out of 5 stars4/5 (1)
- Python MCQDocument13 pagesPython MCQSanjay Jain33% (3)
- Understanding How Components FailDocument2 pagesUnderstanding How Components Failsivamett100% (1)
- 7ha Constructability Pitch ExternalDocument51 pages7ha Constructability Pitch ExternalSofianeLeksir0% (1)
- The Death of Reliability: Is it Too Late to Resurrect the Last, True Competitive Advantage?From EverandThe Death of Reliability: Is it Too Late to Resurrect the Last, True Competitive Advantage?No ratings yet
- Pneumatic Tyres: CMR Engineering CollegeDocument17 pagesPneumatic Tyres: CMR Engineering CollegeHemanth Rama Krishna YernagulaNo ratings yet
- W. J. Beek, K. M. K. Muttzall, J. W. Van Heuven Transport Phenomena PDFDocument303 pagesW. J. Beek, K. M. K. Muttzall, J. W. Van Heuven Transport Phenomena PDFnicool100% (1)
- Automotive Engine MaterialsDocument9 pagesAutomotive Engine Materialspera0% (1)
- FPSO-FSO State of The ArtDocument12 pagesFPSO-FSO State of The Artjsouza16No ratings yet
- Non Pneumatic Tyres (TWEEL)Document33 pagesNon Pneumatic Tyres (TWEEL)Antony Mangalath92% (13)
- Tires and WheelsDocument37 pagesTires and WheelsJean Jean OrogoNo ratings yet
- Design and Analysis of Non-Pneumatic TyreDocument11 pagesDesign and Analysis of Non-Pneumatic TyreYahia Mustafa AlfazaziNo ratings yet
- Mechanics of Pneumatic TiresDocument88 pagesMechanics of Pneumatic Tiressaddleman100% (1)
- Selection of Tyres For BAJA Vehicle: Rajesh MankarDocument43 pagesSelection of Tyres For BAJA Vehicle: Rajesh MankarRahul Reddy100% (1)
- Design Report of Sae Baja IndiaDocument9 pagesDesign Report of Sae Baja Indiagobajasaeindia67% (3)
- 1Document17 pages1RoshanNo ratings yet
- Chapter-1: Airless TyresDocument19 pagesChapter-1: Airless TyresmaheshNo ratings yet
- Brake System: 3rd Class Automobile Technology Chapter 8Document11 pagesBrake System: 3rd Class Automobile Technology Chapter 8abasNo ratings yet
- General Tyre ReportDocument23 pagesGeneral Tyre ReportAliHarmanAnsariNo ratings yet
- Study On Retreaders Attitude Towards Midas Treads in Terms of Marketing Mix".Document59 pagesStudy On Retreaders Attitude Towards Midas Treads in Terms of Marketing Mix".anju100% (4)
- The Process of Making Tire Before RevisiDocument18 pagesThe Process of Making Tire Before RevisizaraluthfiNo ratings yet
- Airless TyresDocument20 pagesAirless TyresKingsly Jasper100% (1)
- NPT Report PDFDocument18 pagesNPT Report PDFShridhar KoriNo ratings yet
- Airless Tyres: DEPT OF MECHANICAL, AIT, Bangalore - Page 1Document20 pagesAirless Tyres: DEPT OF MECHANICAL, AIT, Bangalore - Page 1Bharath BharmaNo ratings yet
- Babak Ebrahimi PHD ThesisDocument192 pagesBabak Ebrahimi PHD ThesisSrivatsan RaghunathanNo ratings yet
- Fundamental Properties of Self-Compacting Concrete Utilizing Waste Rubber Tires-A ReviewDocument8 pagesFundamental Properties of Self-Compacting Concrete Utilizing Waste Rubber Tires-A ReviewesatjournalsNo ratings yet
- NHTSA Tire Aging TestDocument15 pagesNHTSA Tire Aging TestjrgoffinNo ratings yet
- Tubeless TyreDocument16 pagesTubeless Tyreaarasu007No ratings yet
- 13 - Tyres and WheelsDocument75 pages13 - Tyres and WheelsSASWAT MISHRANo ratings yet
- F1971-05 Test Method For Tire Electrical ResistanceDocument4 pagesF1971-05 Test Method For Tire Electrical Resistancerizzo8No ratings yet
- HEMM Excavator04Document16 pagesHEMM Excavator04miningnova2No ratings yet
- Wheel Assembly, SuspensionDocument7 pagesWheel Assembly, Suspensionkishan24812No ratings yet
- Nitro Shock AbsorbersDocument18 pagesNitro Shock AbsorbersPavan KumarNo ratings yet
- 008 Selection of Alternative Material For Car Roof PanelDocument10 pages008 Selection of Alternative Material For Car Roof PanelyasinNo ratings yet
- Submitted By: An Internship Project ReportDocument94 pagesSubmitted By: An Internship Project Reportaastik bhatnagarNo ratings yet
- Raw Material and Development For Tyre From IndiaDocument6 pagesRaw Material and Development For Tyre From IndiaJatin KapadiyaNo ratings yet
- Parking BrakesDocument16 pagesParking BrakesPanagiotis MakadasisNo ratings yet
- Vehicle Structure and Engines: Two Marks Questions & AnswersDocument8 pagesVehicle Structure and Engines: Two Marks Questions & AnswersThulasi RamNo ratings yet
- Radial Tyre Building Process PDFDocument3 pagesRadial Tyre Building Process PDFgovindarun5100% (1)
- Airless TyresDocument16 pagesAirless TyresmaheshNo ratings yet
- Analysis of Cylinder in AnsysDocument14 pagesAnalysis of Cylinder in AnsysSrinivas NadellaNo ratings yet
- Technical Documentation MICHELIN Bibsteel Hard SurfaceDocument3 pagesTechnical Documentation MICHELIN Bibsteel Hard SurfaceFranka Salazar MuñozNo ratings yet
- Full Vehicle NVH Analysis With Rolling Tires 2011Document1 pageFull Vehicle NVH Analysis With Rolling Tires 2011SIMULIACorpNo ratings yet
- Otr Data Book 2005Document115 pagesOtr Data Book 2005jorgtedavidNo ratings yet
- 1 Underbody Coating: 1.1 Modern Automotive Coating ProcessesDocument2 pages1 Underbody Coating: 1.1 Modern Automotive Coating ProcessesHari Tej100% (1)
- Designing and Building Gearboxes - 12 StepsDocument4 pagesDesigning and Building Gearboxes - 12 Stepsarda akkayaNo ratings yet
- Triton Valves LTDDocument5 pagesTriton Valves LTDspvengi100% (1)
- Tire Technology - Recent Advances and Future Trends.Document11 pagesTire Technology - Recent Advances and Future Trends.spiritualdate4062No ratings yet
- Payne EffectDocument31 pagesPayne EffectrajchemengNo ratings yet
- Tire ManuDocument8 pagesTire ManuivanmjwNo ratings yet
- Air CasterDocument5 pagesAir CasterNitin Tembhurnikar0% (1)
- Introduction To Process OilsDocument17 pagesIntroduction To Process OilsAlmira FadhillahNo ratings yet
- Spring Testing Machines 092010Document18 pagesSpring Testing Machines 092010Emmanuel Chryssagis100% (1)
- OS-05 Tire Pitch Sequence Optimization CEATDocument7 pagesOS-05 Tire Pitch Sequence Optimization CEATanuahlNo ratings yet
- Bead Wire and Spring SteelDocument11 pagesBead Wire and Spring SteelNilay JoshiNo ratings yet
- Bearings For Use in Severe EnvironmentsDocument6 pagesBearings For Use in Severe EnvironmentsTt TmdNo ratings yet
- Cottles - Johnson V Hankook FINAL ReportDocument46 pagesCottles - Johnson V Hankook FINAL ReportMadan SainiNo ratings yet
- Jeopordy, Sexto GradoDocument56 pagesJeopordy, Sexto GradoTeresa Martinez OrozcoNo ratings yet
- Codigos MOMDocument138 pagesCodigos MOMlucho0314No ratings yet
- Maintainance Agreement For WebsitesDocument3 pagesMaintainance Agreement For WebsitesUtkarsh DubeyNo ratings yet
- 53rd Annual Report 2013-2014Document127 pages53rd Annual Report 2013-2014sriramrangaNo ratings yet
- Lab FC Grup, SubqueryDocument4 pagesLab FC Grup, SubqueryДушан Секулић0% (1)
- LC2i ManualDocument4 pagesLC2i Manuallexic2No ratings yet
- Air Quality StandardsDocument2 pagesAir Quality StandardsJanmejaya BarikNo ratings yet
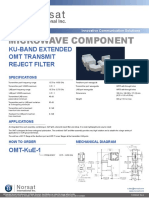
- Omt Kue 1 Spec SheetDocument1 pageOmt Kue 1 Spec Sheetappex onlineNo ratings yet
- Hammer Peening s00170-021-07993-5Document19 pagesHammer Peening s00170-021-07993-5Md MehtabNo ratings yet
- Argumented RealityDocument12 pagesArgumented RealityJEEVA BHARATHINo ratings yet
- Asmax PDFDocument25 pagesAsmax PDFJorge GavidiaNo ratings yet
- 20150306110342assignment Instructions (PPB3143 - 1 2014 2015)Document3 pages20150306110342assignment Instructions (PPB3143 - 1 2014 2015)Seth HowardNo ratings yet
- Forbes Marshall Arca Pvt. LTDDocument1 pageForbes Marshall Arca Pvt. LTDnagarajhebbarNo ratings yet
- FS Lesson Plan2Document8 pagesFS Lesson Plan2Gellirose S. BantayanNo ratings yet
- TM - 9 2350 304 20PDocument20 pagesTM - 9 2350 304 20PICE2 EMENo ratings yet
- SAME: Nov/Dec 2010Document48 pagesSAME: Nov/Dec 2010promechmagsNo ratings yet
- Output 2 - LGBTQI+ Advocacy and Research Paper - SinhalaDocument35 pagesOutput 2 - LGBTQI+ Advocacy and Research Paper - SinhalawmcsrilankaNo ratings yet
- KEB Combiperm DatasheetDocument1 pageKEB Combiperm DatasheetAmji ShahNo ratings yet
- Linea Continua Producto TomateDocument3 pagesLinea Continua Producto TomateAsunción Iguaz GainzaNo ratings yet
- RS401L LuguangElectronicDocument2 pagesRS401L LuguangElectronicvvvvzzzzzNo ratings yet
- 08 SPH - Fuji Xerox (Luthfi)Document4 pages08 SPH - Fuji Xerox (Luthfi)luthfisNo ratings yet
- Ob 11 Organisational - BehaviourDocument22 pagesOb 11 Organisational - BehaviourHarshil JoshiNo ratings yet