You might also like
- Enzymes: Biology Matters G.C.E. 'O' Level (2 Edition) : Textbook AnswersDocument2 pagesEnzymes: Biology Matters G.C.E. 'O' Level (2 Edition) : Textbook Answerslee40% (5)
- Controlling Ejector Performance: BY C. G. Blatchley Schutte & KoertingDocument9 pagesControlling Ejector Performance: BY C. G. Blatchley Schutte & KoertingCan YıldırımNo ratings yet
- PDOC-596-PEP-01 Project Execution Plan (Rev 3)Document89 pagesPDOC-596-PEP-01 Project Execution Plan (Rev 3)Noman Abu-Farha100% (2)
- Gas Liquid Separation TechnologyDocument24 pagesGas Liquid Separation TechnologyCuong TranHungNo ratings yet
- REHS2346 - Weld Repair Procedure For The Rear Axle A-Frame and Rear Axle Housing On 785, 789, and 793 Off-Highway TrucksDocument34 pagesREHS2346 - Weld Repair Procedure For The Rear Axle A-Frame and Rear Axle Housing On 785, 789, and 793 Off-Highway TrucksrubenNo ratings yet
- Pack RYTDocument41 pagesPack RYTGonzalo Alonso QuintanaNo ratings yet
- 090768.232 3.00 018 A e - ADocument111 pages090768.232 3.00 018 A e - ANoman Abu-FarhaNo ratings yet
- KLEENOIL Microfiltration ENDocument32 pagesKLEENOIL Microfiltration ENMamuNo ratings yet
- 5560 English PDFDocument11 pages5560 English PDFdonya100% (1)
- AIT & IIT Construction (Carbon & Stainless Steel) : 3 Way Ball Valves PN 16Document4 pagesAIT & IIT Construction (Carbon & Stainless Steel) : 3 Way Ball Valves PN 16Jefferson OliveiraNo ratings yet
- Gas Natural TransmisionDocument43 pagesGas Natural Transmisionangel3reyesNo ratings yet
- Two Phase Separator SizingDocument5 pagesTwo Phase Separator SizingNoman Abu-FarhaNo ratings yet
- Procedure Natural Gas Piping Purging HazardsDocument4 pagesProcedure Natural Gas Piping Purging HazardsEko KurniawanNo ratings yet
- FiltrationDocument12 pagesFiltration1sympatyagaNo ratings yet
- Solid Gas Separation1Document48 pagesSolid Gas Separation1krizel100% (1)
- Elements For Indufil Filter Housings and Replacement Indufil Filter ElementDocument3 pagesElements For Indufil Filter Housings and Replacement Indufil Filter ElementJacob WuNo ratings yet
- Parker Hose Technical Handbook PDFDocument63 pagesParker Hose Technical Handbook PDFAnonymous HvDSpkgV100% (1)
- 11-4080 HYSYS Relief Valve Sizing Demo Guide FinalDocument18 pages11-4080 HYSYS Relief Valve Sizing Demo Guide FinalNoman Abu-FarhaNo ratings yet
- Gas Scrubbing - General - EMISDocument7 pagesGas Scrubbing - General - EMISMr. MeNo ratings yet
- Pall Influence of Water On BearingDocument6 pagesPall Influence of Water On BearingJon CarbonNo ratings yet
- Plastics PDFDocument18 pagesPlastics PDFV Phanindra BoguNo ratings yet
- aSTM A 751 PDFDocument5 pagesaSTM A 751 PDFTheOne YasirNo ratings yet
- 05 - SeparadoresDocument44 pages05 - SeparadoresAlejandra BuenoNo ratings yet
- FAUDI Aviation Diesel - Products-ENDocument25 pagesFAUDI Aviation Diesel - Products-ENAttila HontváriNo ratings yet
- GKN Filter Technology Sika-R Is As enDocument16 pagesGKN Filter Technology Sika-R Is As encaapromoNo ratings yet
- Pall Lube Oil Hyd - Oil SolutionsDocument4 pagesPall Lube Oil Hyd - Oil SolutionsRahul DulaniNo ratings yet
- Begg Cousland - Mesa Redonda 2010 - Mist Eliminators - Life StoriesDocument41 pagesBegg Cousland - Mesa Redonda 2010 - Mist Eliminators - Life StoriesDaniel BerriosNo ratings yet
- 6 2 4 PDFDocument17 pages6 2 4 PDFAnonymous ffje1rpaNo ratings yet
- Process Filters EngDocument12 pagesProcess Filters Engmaurozuri100% (1)
- A New Pressure Drop Model For Structured Packing H.A. Kooijman PDFDocument10 pagesA New Pressure Drop Model For Structured Packing H.A. Kooijman PDFMichael Sutherland100% (1)
- LRGCC 2018 Fundamentals: Fundamentals of Separation of Gases, Liquids, and SolidsDocument49 pagesLRGCC 2018 Fundamentals: Fundamentals of Separation of Gases, Liquids, and SolidsJohn Anthoni100% (1)
- E7604-1!05!09 Practical Contamination Management enDocument45 pagesE7604-1!05!09 Practical Contamination Management enAlie Bhin Abhu DhabiNo ratings yet
- Coalescer PallDocument16 pagesCoalescer PallJeEJyZaNo ratings yet
- CTR-InPK Fertilizer Plant Project-FEED DesignDocument7 pagesCTR-InPK Fertilizer Plant Project-FEED DesignNoman Abu-FarhaNo ratings yet
- MP60P70Document28 pagesMP60P70903352No ratings yet
- Acrylic Acid and Derivatives: Ullmann's Encyclopedia of Industrial ChemistryDocument18 pagesAcrylic Acid and Derivatives: Ullmann's Encyclopedia of Industrial ChemistryNoman Abu-FarhaNo ratings yet
- 3343B0101 Demister-R1Document1 page3343B0101 Demister-R1AndiWSutomo0% (1)
- Info RASCHIG-JAEGER Wire Mesh Entrainment SeparatorsDocument16 pagesInfo RASCHIG-JAEGER Wire Mesh Entrainment Separatorsperrychem100% (1)
- 02 Z143994 292798 EN 1 Technische (A003754890)Document86 pages02 Z143994 292798 EN 1 Technische (A003754890)Raúl Oscar LedesmaNo ratings yet
- Bokela Dyno FilterDocument12 pagesBokela Dyno FilterAlanNo ratings yet
- Lube Tech025 Oil CleanlinessDocument4 pagesLube Tech025 Oil Cleanlinesslahiru1983No ratings yet
- Kimre - Innovative Clean Air TechnologiesDocument16 pagesKimre - Innovative Clean Air TechnologiesKimre Inc100% (1)
- Gas Liquid Separation TechnologyDocument24 pagesGas Liquid Separation TechnologypentianNo ratings yet
- Method of Heat Exchanger Sizing (Kern Method)Document11 pagesMethod of Heat Exchanger Sizing (Kern Method)Hani Kirmani80% (5)
- Tugas PPM Deny Saputro Arifin 113170039Document9 pagesTugas PPM Deny Saputro Arifin 113170039Vira IrnandaNo ratings yet
- ME ProductCatalogDocument20 pagesME ProductCatalogLim Chee SiangNo ratings yet
- WWW Goh-Gmbh deDocument21 pagesWWW Goh-Gmbh deSikandar Hayat100% (1)
- SchuF Valve Guide v6Document57 pagesSchuF Valve Guide v6Adam Chapin100% (1)
- Parker Basics of Coalescing PDFDocument28 pagesParker Basics of Coalescing PDFJoao SilvaNo ratings yet
- Horizontal Bandlock2 Manual PDFDocument23 pagesHorizontal Bandlock2 Manual PDFGigena100% (1)
- Special Closures Literature2Document2 pagesSpecial Closures Literature2ruben'sNo ratings yet
- Crosby SizingDocument89 pagesCrosby SizingNattapong Pongboot100% (1)
- EXXI 4001-00-00 VD MAN 0091 - AAX Instrucciones Equipos Auxiliares Sello GasDocument21 pagesEXXI 4001-00-00 VD MAN 0091 - AAX Instrucciones Equipos Auxiliares Sello GasrodolfostiNo ratings yet
- Compressed Air Filters Sample FiltersDocument46 pagesCompressed Air Filters Sample FiltersMohsinShaikhNo ratings yet
- Separator Design-1Document12 pagesSeparator Design-1vela vanNo ratings yet
- Filtros PurolatorDocument2 pagesFiltros PurolatorDiego RomeroNo ratings yet
- FL1627Document2 pagesFL1627Isaac Montero BarreraNo ratings yet
- Certificate 1700032F (2017001) (2) 4Document1 pageCertificate 1700032F (2017001) (2) 4Katty Elizabeth Mejia NarroNo ratings yet
- PWC 70 20S Doe PDFDocument6 pagesPWC 70 20S Doe PDFWorapat PuttakasemNo ratings yet
- GD 1020 Bandlock GD en A4Document8 pagesGD 1020 Bandlock GD en A4Anuj VermaNo ratings yet
- Vacuum ContaminationDocument4 pagesVacuum Contaminationelkin manriqueNo ratings yet
- Seprasol Plus: Liquid/Gas CoalescersDocument4 pagesSeprasol Plus: Liquid/Gas CoalescersSiavash YarahmadiNo ratings yet
- Quick-Opening Closures SurveyDocument13 pagesQuick-Opening Closures SurveyAjmi HmidaNo ratings yet
- Spence Designer GuideDocument687 pagesSpence Designer Guidetxlucky80No ratings yet
- AlphaSEP Coalescers PDFDocument12 pagesAlphaSEP Coalescers PDFRajesh KrishnamoorthyNo ratings yet
- E10777-0!01!13 Filteruebersicht Gesamt LQDocument64 pagesE10777-0!01!13 Filteruebersicht Gesamt LQardossantosNo ratings yet
- Walworth Check ValvesDocument24 pagesWalworth Check ValvesFahad RockingNo ratings yet
- PMPa006 A Comparison of Extenders in Semi-Gloss Emulsion Paints June 2009Document2 pagesPMPa006 A Comparison of Extenders in Semi-Gloss Emulsion Paints June 2009Dian Pires100% (2)
- Peco Filter CaseDocument11 pagesPeco Filter CaseLuis MaureraNo ratings yet
- Molecular SealDocument2 pagesMolecular SealAkshat RoyNo ratings yet
- GDS113 Filtros Pall PDFDocument4 pagesGDS113 Filtros Pall PDFJohn Avila DelgadilloNo ratings yet
- Mist Extractor - ProductCatalog PDFDocument20 pagesMist Extractor - ProductCatalog PDFStephen OgunladeNo ratings yet
- Mist Elimination and Phase SeparationsDocument28 pagesMist Elimination and Phase SeparationsSales SES OmanNo ratings yet
- Group Members: Andile Sibanda Donovan Moyo Takunda Chikohwa Lebani Dube Byron MawoyoDocument18 pagesGroup Members: Andile Sibanda Donovan Moyo Takunda Chikohwa Lebani Dube Byron MawoyoSambiri PisiraiNo ratings yet
- Vessel VolumesDocument72 pagesVessel VolumeskanchanabalajiNo ratings yet
- Cost EstimationDocument12 pagesCost EstimationNoman Abu-FarhaNo ratings yet
- Sulphuric Acid HandbookDocument268 pagesSulphuric Acid HandbooklemeitNo ratings yet
- Steam Turbines: Prof. Osama El MasryDocument13 pagesSteam Turbines: Prof. Osama El MasryNoman Abu-FarhaNo ratings yet
- Piping Considerations - Maximum Fluid Velocity: Friction LossDocument1 pagePiping Considerations - Maximum Fluid Velocity: Friction LossNoman Abu-FarhaNo ratings yet
- 4T16 Project Execution Plan Checklist v4-0Document2 pages4T16 Project Execution Plan Checklist v4-0Noman Abu-Farha100% (1)
- Gasifiers DatabaseDocument44 pagesGasifiers DatabaseNoman Abu-FarhaNo ratings yet
- Nominalmonthlycountryexchangerates 1Document121 pagesNominalmonthlycountryexchangerates 1Noman Abu-FarhaNo ratings yet
- Kich Glitch Inlet NozzleDocument2 pagesKich Glitch Inlet NozzleNoman Abu-FarhaNo ratings yet
- FlangesDocument7 pagesFlangesNoman Abu-FarhaNo ratings yet
- Two Phase Flow RegimeDocument8 pagesTwo Phase Flow RegimeNoman Abu-FarhaNo ratings yet
- Gallons Pounds ConversionDocument17 pagesGallons Pounds ConversionNoman Abu-FarhaNo ratings yet
- Eucomex - Eucomex - EnglishDocument2 pagesEucomex - Eucomex - EnglishNelson IbarraNo ratings yet
- BelgJBotJansenetal1998 PDFDocument10 pagesBelgJBotJansenetal1998 PDFalexNo ratings yet
- Mass Transfer Is The Net Movement of Mass From One LocationDocument2 pagesMass Transfer Is The Net Movement of Mass From One LocationKishore RamNo ratings yet
- 01 Introduksi Material KompositDocument45 pages01 Introduksi Material KompositAdita EvalinaNo ratings yet
- Trepanning Positioning Welding ManualDocument14 pagesTrepanning Positioning Welding ManualGovindan PerumalNo ratings yet
- Jotun Penguard Express CF TDSDocument5 pagesJotun Penguard Express CF TDSnihad_mNo ratings yet
- 11 - Isomerism in TMCDocument18 pages11 - Isomerism in TMCMohit KambojNo ratings yet
- Thermodynamic Analysis of EAF Electrical Energy deDocument17 pagesThermodynamic Analysis of EAF Electrical Energy deRafaela PradeNo ratings yet
- Atoms and Molecules Reviewer 1 15Document5 pagesAtoms and Molecules Reviewer 1 15Vienna GilmoreNo ratings yet
- 4 Elements, Mixtures and Compounds: WorksheetDocument3 pages4 Elements, Mixtures and Compounds: WorksheetMfanafuthiNo ratings yet
- The Effect of Polycarboxylate Ethers As Deflocculants in CastablesDocument4 pagesThe Effect of Polycarboxylate Ethers As Deflocculants in CastablesAmi Sa100% (1)
- S Start of Lesson E End of Lesson Grading 1-5: Learning Outcomes Progress ArrowDocument30 pagesS Start of Lesson E End of Lesson Grading 1-5: Learning Outcomes Progress ArrowYu Seung KimNo ratings yet
- MOSFET Round 1 (Done)Document12 pagesMOSFET Round 1 (Done)Inimai SubramanianNo ratings yet
- A Case Study On Solar Vapour Absorption Refrigeration SystemDocument7 pagesA Case Study On Solar Vapour Absorption Refrigeration SystemShivam MaheraNo ratings yet
- Aspen Plus - Cetic Anhyhdrate ReactorsDocument6 pagesAspen Plus - Cetic Anhyhdrate ReactorsGyan PrameswaraNo ratings yet
- Warburg-1956 - On The Origins of Cancer CellsDocument7 pagesWarburg-1956 - On The Origins of Cancer CellsAídaNo ratings yet
- Ne335 Macro Lab1Document17 pagesNe335 Macro Lab1Moeen Khan RisaldarNo ratings yet
- Process Simulation With Aspen Plus - Lecture - Chemical Engineering Design Towler & Sinnott Chapter 4Document21 pagesProcess Simulation With Aspen Plus - Lecture - Chemical Engineering Design Towler & Sinnott Chapter 4Wahab MaqboolNo ratings yet
- NT Mat 003 - Assessment of Corrosion Protection Classes For Inorganic Coatings On Steel - Nordtest MethodDocument7 pagesNT Mat 003 - Assessment of Corrosion Protection Classes For Inorganic Coatings On Steel - Nordtest MethodCorina StanculescuNo ratings yet
- Project Report AdsorptionDocument9 pagesProject Report AdsorptionKajal panchalNo ratings yet
- Fluid Propellant Thrust Chamber Design PDFDocument33 pagesFluid Propellant Thrust Chamber Design PDFabhishek_negi_41No ratings yet
- Maxlife 10W-40 SN PlusDocument1 pageMaxlife 10W-40 SN PlusOcto Adhi W PryhantoNo ratings yet
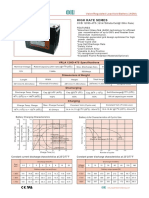
- High Rate Series: CCB 12HD-475Document1 pageHigh Rate Series: CCB 12HD-475orunmila123No ratings yet