You might also like
- كل انواع الفلاش سبريتر الطورين والثلاث اطوار مهمDocument42 pagesكل انواع الفلاش سبريتر الطورين والثلاث اطوار مهمamir loloNo ratings yet
- LAMPIRAN C Spesifikasi PeralatanDocument89 pagesLAMPIRAN C Spesifikasi PeralatanRahmaisa HarahapNo ratings yet
- Three-Phase Separator .: University of KerbalaDocument11 pagesThree-Phase Separator .: University of Kerbalamuhiemin MazinNo ratings yet
- Amistco Mist Eliminator - Installation GuideDocument16 pagesAmistco Mist Eliminator - Installation GuidetmtoroNo ratings yet
- PH ColumnDocument4 pagesPH ColumnAnonymous oVRvsdWzfBNo ratings yet
- Calculation of Height of The Siphon SystemDocument2 pagesCalculation of Height of The Siphon SystemHsein WangNo ratings yet
- Tank FixturesDocument21 pagesTank FixturesASSSSSSSSSSSSNo ratings yet
- 3-Phase Sparator Sizing (Vertical and Horizontal)Document30 pages3-Phase Sparator Sizing (Vertical and Horizontal)WickyNo ratings yet
- Appendix A: A.1. Three Phase SeparatorDocument48 pagesAppendix A: A.1. Three Phase SeparatorNhaaaeyNo ratings yet
- Separation Equipment Separation Equipment: Section 7 Section 7Document48 pagesSeparation Equipment Separation Equipment: Section 7 Section 7David AL'varado ValenciaNo ratings yet
- Steam Condensate Pot SizingDocument1 pageSteam Condensate Pot SizingmaniazharNo ratings yet
- Horizontal Bandlock2 Manual PDFDocument23 pagesHorizontal Bandlock2 Manual PDFGigena100% (1)
- Demister EfficiencyDocument9 pagesDemister EfficiencyHastelloy MonelNo ratings yet
- Calculation Sheet - Working Volume - Piping UpdateDocument4 pagesCalculation Sheet - Working Volume - Piping UpdateamiyachemNo ratings yet
- EC D-3 Charcoal Tower Sizing Equations BreakdownDocument5 pagesEC D-3 Charcoal Tower Sizing Equations BreakdownPrathmesh GujaratiNo ratings yet
- Section 19Document97 pagesSection 19rahmat mamuriNo ratings yet
- Section 7 - Separation EquipmentDocument9 pagesSection 7 - Separation Equipmentlulis171No ratings yet
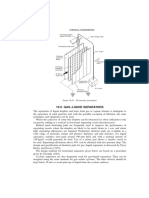
- 10.9. Gas Liquid Separators: Chemical EngineeringDocument6 pages10.9. Gas Liquid Separators: Chemical EngineeringsterlingNo ratings yet
- Nozzle CriteriaDocument2 pagesNozzle CriteriaKhalil LasferNo ratings yet
- Kvaerner John Brown: Leff (Hor.) /H (Vert.)Document1 pageKvaerner John Brown: Leff (Hor.) /H (Vert.)bharathscdsNo ratings yet
- Separator Design: Rev Description Date Prepared by Client ApprovalDocument18 pagesSeparator Design: Rev Description Date Prepared by Client ApprovalUsɱâñ Måâñ100% (1)
- Pressure Safety Valve DatasheetDocument10 pagesPressure Safety Valve DatasheetsithulibraNo ratings yet
- LRGCC 2018 Fundamentals of Separation of Gases, Liquids, and SolidsDocument49 pagesLRGCC 2018 Fundamentals of Separation of Gases, Liquids, and SolidsJohn Anthoni100% (1)
- 3-Way Ball Valves PN 16 Technical Data SheetDocument4 pages3-Way Ball Valves PN 16 Technical Data SheetJefferson OliveiraNo ratings yet
- Horizontal Three Phase Separator Sizing CalculationDocument3 pagesHorizontal Three Phase Separator Sizing CalculationDazzy 265No ratings yet
- Flash Tank Calculation ReportDocument29 pagesFlash Tank Calculation Reporttauqeer100% (1)
- E 106Document1 pageE 106Bith SMGNo ratings yet
- Valve Sizing Calculation Sheet: Version: V3.1.0 Date: 20/01/2016Document4 pagesValve Sizing Calculation Sheet: Version: V3.1.0 Date: 20/01/2016JOSE MARTIN MORA RIVEROSNo ratings yet
- R1111-DSH-PL-00-021 - DATA SHEET FOR PIG LAUNCHER-Rev 0ADocument4 pagesR1111-DSH-PL-00-021 - DATA SHEET FOR PIG LAUNCHER-Rev 0AAHMED AMIRANo ratings yet
- Separator Sizing SpreadsheetDocument10 pagesSeparator Sizing SpreadsheetEmmanuel ByensitaNo ratings yet
- Gas Liquid Separator DesignDocument3 pagesGas Liquid Separator DesignSoheil MoradiNo ratings yet
- Separation Processes Separator Sizing I: Nazir Mafakheri Petroleum EngineeringDocument42 pagesSeparation Processes Separator Sizing I: Nazir Mafakheri Petroleum EngineeringHemenMoNo ratings yet
- Vertical SeparatorDocument38 pagesVertical SeparatorSaidFerdjallahNo ratings yet
- Sizing Sheet for 2-phase separator as per API 12J standardsDocument5 pagesSizing Sheet for 2-phase separator as per API 12J standardsWickyNo ratings yet
- HYSYS PROII Converter - V1.5 PDFDocument28 pagesHYSYS PROII Converter - V1.5 PDFzubair1951No ratings yet
- Aspen Exchanger Design and Rating Sheet for Forced Draft Air Cooled Heat ExchangerDocument1 pageAspen Exchanger Design and Rating Sheet for Forced Draft Air Cooled Heat ExchangerHafidzAliyufaNo ratings yet
- CMPAPPP Separator Vessel and Filter Design GuideDocument18 pagesCMPAPPP Separator Vessel and Filter Design GuideJWilson73No ratings yet
- We Need A Mist Eliminator in That Knockout Drum!: AmacsDocument5 pagesWe Need A Mist Eliminator in That Knockout Drum!: AmacsmanuNo ratings yet
- Three Phase SeparatorDocument9 pagesThree Phase SeparatorboringNo ratings yet
- Special Closures Literature2Document2 pagesSpecial Closures Literature2ruben'sNo ratings yet
- 31.PEAK Depressurization RATEDocument1 page31.PEAK Depressurization RATEDILIP MATALNo ratings yet
- GAS PROPERTIES CALCULATION SHEETDocument56 pagesGAS PROPERTIES CALCULATION SHEETOlumuyiwa FasehunNo ratings yet
- DC, Oil Storage Tank, T-412051, 10.058m Diax 10.668m HT, New PDFDocument23 pagesDC, Oil Storage Tank, T-412051, 10.058m Diax 10.668m HT, New PDFSUBRAMANIAN JAMBUNATHA DEEKSHIDHARNo ratings yet
- VGS Vane Separators Are Recommended ForDocument1 pageVGS Vane Separators Are Recommended ForSanthu PeelaNo ratings yet
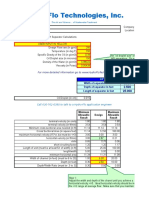
- Hydro-Flo Technologies, Inc.: Call 630-762-0380 To Talk To A Hydro-Flo Application EngineerDocument13 pagesHydro-Flo Technologies, Inc.: Call 630-762-0380 To Talk To A Hydro-Flo Application EngineerbadelitamariusNo ratings yet
- Unlock Separator SizingDocument42 pagesUnlock Separator SizingmortezasabetiNo ratings yet
- Air-Cooled Exchanger Design and SizingDocument19 pagesAir-Cooled Exchanger Design and Sizingnafees ahmadNo ratings yet
- Design Procedure For Two Phase SeparatorsDocument6 pagesDesign Procedure For Two Phase Separatorsmadx222222No ratings yet
- CNG ADK 3,5 MMSCFD 13 Desember 2019 New Inlet Pressure with Heater After DiDocument1 pageCNG ADK 3,5 MMSCFD 13 Desember 2019 New Inlet Pressure with Heater After Dirandi martaNo ratings yet
- Compressed Air Filters Sample FiltersDocument46 pagesCompressed Air Filters Sample FiltersMohsinShaikhNo ratings yet
- Superpro DesignerDocument2 pagesSuperpro DesignerSergio Fernando Mendoza MendozaNo ratings yet
- MP60P70Document28 pagesMP60P70903352No ratings yet
- General model predicts pressure drop and capacity in packed columnsDocument10 pagesGeneral model predicts pressure drop and capacity in packed columnsmcusseglio3931No ratings yet
- CalculationDocument13 pagesCalculationajit kumarNo ratings yet
- FTDocument1 pageFTmanodipNo ratings yet
- Sparger Calc MotDocument5 pagesSparger Calc MotRajesh NareNo ratings yet
- Gas Liquid Separation Technology PDFDocument24 pagesGas Liquid Separation Technology PDFr_chulinNo ratings yet
- Parker Basics of Coalescing PDFDocument28 pagesParker Basics of Coalescing PDFJoao SilvaNo ratings yet
- Three Phase Separator Design GuidelinesDocument8 pagesThree Phase Separator Design GuidelinesBesuidenhout Engineering Solutions and ConsultingNo ratings yet
- Sodium Hydrosulfide Solution: Cautionary Response InformationDocument2 pagesSodium Hydrosulfide Solution: Cautionary Response Informationvela vanNo ratings yet
- Correction Factor KB For Vapors and GasesDocument1 pageCorrection Factor KB For Vapors and Gasesvela vanNo ratings yet
- V10 MesDocument5 pagesV10 Mesvela vanNo ratings yet
- An Overview of CavitationDocument4 pagesAn Overview of Cavitationvela vanNo ratings yet
- The Heat Formation: OF OF DioxideDocument24 pagesThe Heat Formation: OF OF Dioxidevela vanNo ratings yet
- Design Requirements For Pressure Safety Relief ValvesDocument5 pagesDesign Requirements For Pressure Safety Relief Valvesvela vanNo ratings yet
- Chemical EngineerDocument3 pagesChemical Engineervela vanNo ratings yet
- REBOILER CALCULATION GUIDEDocument12 pagesREBOILER CALCULATION GUIDESabba CabbaNo ratings yet
- Thermodynamics and Phase Behavior FundamentalsDocument2 pagesThermodynamics and Phase Behavior FundamentalsChrisNo ratings yet
- Appendix: Application Format Application For The Post of Director (Labs), Tamil Nadu Pollution Control Board (TNPCB)Document3 pagesAppendix: Application Format Application For The Post of Director (Labs), Tamil Nadu Pollution Control Board (TNPCB)vela vanNo ratings yet
- Compressors Course-Chapter 7Document8 pagesCompressors Course-Chapter 7vela vanNo ratings yet
- Chapter 6 - Key Design Factors for Reciprocating Compressor ValvesDocument12 pagesChapter 6 - Key Design Factors for Reciprocating Compressor Valvesvela vanNo ratings yet
- Compressors Course-Chapter 8Document3 pagesCompressors Course-Chapter 8vela vanNo ratings yet
- CompressorsDocument51 pagesCompressorsReza RahmanudinNo ratings yet
- Compressors Course-Chapter 9Document37 pagesCompressors Course-Chapter 9vela vanNo ratings yet
- Cooling Tower Problems and Chemical DosingDocument2 pagesCooling Tower Problems and Chemical Dosingvela vanNo ratings yet
- F-MECA For Centrifugal PumpDocument4 pagesF-MECA For Centrifugal PumpTusenkrish100% (3)
- Heat Exchanger FoulingDocument17 pagesHeat Exchanger Foulingvela vanNo ratings yet
- Two Phase Flow - A Short NoteDocument2 pagesTwo Phase Flow - A Short Notevela vanNo ratings yet
- Calculating vapor pressure of composite solutionsDocument12 pagesCalculating vapor pressure of composite solutionsvela vanNo ratings yet
- Chapter 3 RECIPROCATING COMPRESSOR PDFDocument41 pagesChapter 3 RECIPROCATING COMPRESSOR PDFAlessandro LamaNo ratings yet
- Distillation: Underlying Principles of Distillation Boiling A Binary MixtureDocument19 pagesDistillation: Underlying Principles of Distillation Boiling A Binary MixtureMukesh TiwariNo ratings yet
- Ch1 SlidesDocument47 pagesCh1 SlidesPierreNo ratings yet
- HypertensionDocument26 pagesHypertensionAbdalrhman Zaqqa100% (1)
- Next Best Action in An Omnichannel EnvironmentDocument40 pagesNext Best Action in An Omnichannel EnvironmentMadhu100% (2)
- Master of Arts (Education) /post Graduate Diploma in Educational Management and Administration (Maedu/Pgdema) Term-End Examination June, 2020Document7 pagesMaster of Arts (Education) /post Graduate Diploma in Educational Management and Administration (Maedu/Pgdema) Term-End Examination June, 2020Shreyashi Santra MitraNo ratings yet
- Kitchen Tools & EquipmentDocument40 pagesKitchen Tools & EquipmentLymenson BoongalingNo ratings yet
- Complicaciones en La Tracción Ortodóntica Del Canino Superior Izquierdo. Retratamiento.Document7 pagesComplicaciones en La Tracción Ortodóntica Del Canino Superior Izquierdo. Retratamiento.Miltonfcc100% (1)
- - Bài nghe gồm 20 câu chia làm 3 phần - Thí sinh được nghe 2 lần, đĩa CD tự chạy 2 lầnDocument11 pages- Bài nghe gồm 20 câu chia làm 3 phần - Thí sinh được nghe 2 lần, đĩa CD tự chạy 2 lầnHồng NhungNo ratings yet
- Lippo Karawaci Review 30 September 2019 FINAL PDFDocument149 pagesLippo Karawaci Review 30 September 2019 FINAL PDFAndy AghastaNo ratings yet
- PP 1Document33 pagesPP 1Vishnu IngleNo ratings yet
- Centered Nursing Process Approach (9th Ed.) - St. Louis, MO: ElsevierDocument1 pageCentered Nursing Process Approach (9th Ed.) - St. Louis, MO: ElsevierfaizaNo ratings yet
- MVC PaperDocument14 pagesMVC PaperManal MkNo ratings yet
- Crescent Moon InstructionsDocument7 pagesCrescent Moon InstructionsSARANo ratings yet
- 003 Elect - Electrical Earthing System Installation PDFDocument110 pages003 Elect - Electrical Earthing System Installation PDFbisworupmNo ratings yet
- cobas8000-DataManager - Host Interface Manual10205 PDFDocument286 pagescobas8000-DataManager - Host Interface Manual10205 PDF박수희No ratings yet
- Buffy RPG - The Dragon and The Phoenix - 4 Identity CrisisDocument26 pagesBuffy RPG - The Dragon and The Phoenix - 4 Identity CrisisTimothy BrannanNo ratings yet
- D 3 Econo SPP 2110 1 eDocument123 pagesD 3 Econo SPP 2110 1 eMargarida MoreiraNo ratings yet
- Vocabulary - Vocabulario de Salud y de Sintomas en InglesDocument4 pagesVocabulary - Vocabulario de Salud y de Sintomas en InglesCarlos MiguelNo ratings yet
- Types of Air Conditioning UnitsDocument10 pagesTypes of Air Conditioning Unitssnowgalvez44No ratings yet
- Q 0092r1 - Mastersizer 3000 MAZ6222 2022 Kimia FarmaDocument4 pagesQ 0092r1 - Mastersizer 3000 MAZ6222 2022 Kimia FarmaCapital ExpenditureNo ratings yet
- S/4HANA Margin Analysis, Predictive Accounting, and Continuous CloseDocument27 pagesS/4HANA Margin Analysis, Predictive Accounting, and Continuous Closessbhagat001No ratings yet
- Gpfs Overview v33Document54 pagesGpfs Overview v33Farha AzadNo ratings yet
- Troubleshooting Guide: Multifunctional Digital SystemsDocument132 pagesTroubleshooting Guide: Multifunctional Digital SystemsnguyenhieuproNo ratings yet
- Weak Downlink Data for Multiple TRX Indices Over TimeDocument3,643 pagesWeak Downlink Data for Multiple TRX Indices Over TimeSK Basak BDNo ratings yet
- Quiz 10Document6 pagesQuiz 10Kath RiveraNo ratings yet
- Tools, Plans, and DIY Projects Index PDFDocument5 pagesTools, Plans, and DIY Projects Index PDFCivil War75% (4)
- University Library Management SystemDocument10 pagesUniversity Library Management Systemkochi jerryNo ratings yet
- CH 2 Financial Analysis Technoques PresentationDocument44 pagesCH 2 Financial Analysis Technoques PresentationHamza AsifNo ratings yet
- Paper 1R MSDocument25 pagesPaper 1R MSAkashNo ratings yet
- Quality Control and Assurance Processes for Coffee ProductionDocument5 pagesQuality Control and Assurance Processes for Coffee ProductionSharifah NuruljannahNo ratings yet
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationFrom EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationRating: 4 out of 5 stars4/5 (18)
- Einstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseFrom EverandEinstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseRating: 4.5 out of 5 stars4.5/5 (51)
- Waves and Beaches: The Powerful Dynamics of Sea and CoastFrom EverandWaves and Beaches: The Powerful Dynamics of Sea and CoastRating: 4 out of 5 stars4/5 (1)
- Pressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedFrom EverandPressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedRating: 5 out of 5 stars5/5 (1)
- The Laws of Thermodynamics: A Very Short IntroductionFrom EverandThe Laws of Thermodynamics: A Very Short IntroductionRating: 4.5 out of 5 stars4.5/5 (10)
- Hyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionFrom EverandHyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionRating: 4.5 out of 5 stars4.5/5 (3)
- Marine and Offshore Pumping and Piping SystemsFrom EverandMarine and Offshore Pumping and Piping SystemsRating: 4.5 out of 5 stars4.5/5 (2)
- Green Roofs, Facades, and Vegetative Systems: Safety Aspects in the StandardsFrom EverandGreen Roofs, Facades, and Vegetative Systems: Safety Aspects in the StandardsNo ratings yet
- Handbook of Mechanical and Materials EngineeringFrom EverandHandbook of Mechanical and Materials EngineeringRating: 5 out of 5 stars5/5 (4)
- Quantum Mechanics 3: Wavefunctions, Superposition, & Virtual ParticlesFrom EverandQuantum Mechanics 3: Wavefunctions, Superposition, & Virtual ParticlesNo ratings yet
- Vibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisFrom EverandVibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisRating: 4 out of 5 stars4/5 (2)
- Zinn & the Art of Mountain Bike Maintenance: The World's Best-Selling Guide to Mountain Bike RepairFrom EverandZinn & the Art of Mountain Bike Maintenance: The World's Best-Selling Guide to Mountain Bike RepairNo ratings yet
- A Quick Guide to API 653 Certified Storage Tank Inspector Syllabus: Example Questions and Worked AnswersFrom EverandA Quick Guide to API 653 Certified Storage Tank Inspector Syllabus: Example Questions and Worked AnswersRating: 3.5 out of 5 stars3.5/5 (19)
- Pilot's Handbook of Aeronautical Knowledge (2024): FAA-H-8083-25CFrom EverandPilot's Handbook of Aeronautical Knowledge (2024): FAA-H-8083-25CNo ratings yet
- Introduction to the Explicit Finite Element Method for Nonlinear Transient DynamicsFrom EverandIntroduction to the Explicit Finite Element Method for Nonlinear Transient DynamicsNo ratings yet