You might also like
- CWI Part B Practical Examination 0Document12 pagesCWI Part B Practical Examination 0bassam90% (10)
- BS 7910Document32 pagesBS 7910rastogi_rohit87% (15)
- Incorporating API Code RP2SIM (Risk Based Inspection)Document9 pagesIncorporating API Code RP2SIM (Risk Based Inspection)kenayetNo ratings yet
- ASME PCC 3 2007 Inspection Planning Using Risk Based MethodsDocument8 pagesASME PCC 3 2007 Inspection Planning Using Risk Based MethodsSherif HassanienNo ratings yet
- Fatigue Analysis of Welded Components: Designer’s Guide to the Structural Hot-Spot Stress ApproachFrom EverandFatigue Analysis of Welded Components: Designer’s Guide to the Structural Hot-Spot Stress ApproachRating: 5 out of 5 stars5/5 (1)
- Crack WiseDocument210 pagesCrack Wisetgrclarke100% (1)
- DNV RP F101Document1 pageDNV RP F101amin110110100% (1)
- API Subcommittee 17 Industry Standards For Subsea Equipment: John M. Bednar - BP API SC17 ChairmanDocument13 pagesAPI Subcommittee 17 Industry Standards For Subsea Equipment: John M. Bednar - BP API SC17 ChairmanSOURAV KARNo ratings yet
- Modeling Fracture in AbaqusDocument24 pagesModeling Fracture in Abaqusshahin zandNo ratings yet
- ASMEDocument16 pagesASMEviswabvNo ratings yet
- Mechanics of Offshore Pipelines, Volume 2: Buckle Propagation and ArrestFrom EverandMechanics of Offshore Pipelines, Volume 2: Buckle Propagation and ArrestNo ratings yet
- The Theory of Critical Distances: A New Perspective in Fracture MechanicsFrom EverandThe Theory of Critical Distances: A New Perspective in Fracture MechanicsNo ratings yet
- Chem 112 A 2010Document145 pagesChem 112 A 2010Ry NeutronNo ratings yet
- PS01Document9 pagesPS01Sii Olog-olog PlonkNo ratings yet
- Vacum Calculation ExampleDocument18 pagesVacum Calculation ExampleAgung SiswahyuNo ratings yet
- Effect of Dents in PipelinesDocument9 pagesEffect of Dents in PipelinesAnonymous avGU1iNo ratings yet
- Engineering Critical Assessment (ECA) for Offshore Pipeline SystemsFrom EverandEngineering Critical Assessment (ECA) for Offshore Pipeline SystemsNo ratings yet
- Fad Api 579 PDFDocument11 pagesFad Api 579 PDFMalik BetaNo ratings yet
- Assessment For Fitness For Purpose of Cracked Piping Components-IDocument27 pagesAssessment For Fitness For Purpose of Cracked Piping Components-Iapi-3855165100% (2)
- Overview of BS7910 - 2013Document15 pagesOverview of BS7910 - 2013nanking100% (1)
- BS 7910Document12 pagesBS 7910Mas Arman Tewo50% (2)
- ECA Brief Explanation PDFDocument17 pagesECA Brief Explanation PDFHanhan Subhan Umbara100% (1)
- Crackwise ArticleDocument8 pagesCrackwise ArticleYarko YurechkoNo ratings yet
- An Overview of The API Section 10Document18 pagesAn Overview of The API Section 10api-3855165100% (1)
- Pipeline Inspection - In-LineDocument6 pagesPipeline Inspection - In-Linepipedown456No ratings yet
- BS7910 OverviewDocument12 pagesBS7910 OverviewVân Anh TrầnNo ratings yet
- ECA Presentation Outline (Customer Copy)Document12 pagesECA Presentation Outline (Customer Copy)prabuharan89No ratings yet
- 02 - STRUCTURE - 01 - European Fitness For Service Network (FITNET) Fatigue Module DevelopmentDocument10 pages02 - STRUCTURE - 01 - European Fitness For Service Network (FITNET) Fatigue Module DevelopmentnotsofarNo ratings yet
- BS 7910 Guide On Assessing Flaws in Metallic StructuresDocument397 pagesBS 7910 Guide On Assessing Flaws in Metallic StructuresMatthew Tri Doan100% (2)
- DNV FatigueDocument115 pagesDNV FatigueImran Siddiqui100% (1)
- Automation of Fracture and Fatigue Assessment Procedures (BS 7910) For Engineering Critical AssessmentDocument2 pagesAutomation of Fracture and Fatigue Assessment Procedures (BS 7910) For Engineering Critical AssessmentbkchoiNo ratings yet
- Leak Before Break Fracture Mechanics ThesisDocument251 pagesLeak Before Break Fracture Mechanics ThesisMohamed Elwi MitwallyNo ratings yet
- Fatigue Behavior of Dented 1-42Document42 pagesFatigue Behavior of Dented 1-42rodholfhoNo ratings yet
- Assessment of Flaws in Pipe Girth WeldsDocument17 pagesAssessment of Flaws in Pipe Girth Weldssherviny100% (1)
- Pipelines Defects Assements - Will Defect Fails ?Document22 pagesPipelines Defects Assements - Will Defect Fails ?api-3784571100% (4)
- Review of Pipeline Integrity ManagementDocument8 pagesReview of Pipeline Integrity ManagementTaib Anwar100% (2)
- A Review On Pipeline Corrosion, In-Line Inspection (ILI), and Corrosion Growth Rate ModelsDocument13 pagesA Review On Pipeline Corrosion, In-Line Inspection (ILI), and Corrosion Growth Rate ModelsAndrei ZhukovNo ratings yet
- 3 - Engineering Critical Analyses To BS 7910 - in UK Guide On Methods For Assessing The Acceptability of Flaws in Metallic StructurDocument11 pages3 - Engineering Critical Analyses To BS 7910 - in UK Guide On Methods For Assessing The Acceptability of Flaws in Metallic StructurRenato Vargas100% (1)
- ABS Fatigue Assessment of Offshore StructuresDocument66 pagesABS Fatigue Assessment of Offshore Structuresdither_francisco100% (1)
- Api 579 Asme Ffs Sell Sheet 1 PDFDocument6 pagesApi 579 Asme Ffs Sell Sheet 1 PDFNelson AlvarezNo ratings yet
- ASME B31.8S Overview PDFDocument12 pagesASME B31.8S Overview PDFVíctorEmilioArenasAvilaNo ratings yet
- Material, Fabrication Welding and ECA: 6-Sep-18 Dasharatha AchaniDocument25 pagesMaterial, Fabrication Welding and ECA: 6-Sep-18 Dasharatha AchaniVictor DaggersNo ratings yet
- Fitness-For-Service and Integrity of Piping, Vessels, and Tanks (Antaki) - p001-050Document50 pagesFitness-For-Service and Integrity of Piping, Vessels, and Tanks (Antaki) - p001-050Tiago Rodrigues dos SantosNo ratings yet
- Stress Linearization: 1 © 2015 ANSYS, Inc. January 23, 2017Document13 pagesStress Linearization: 1 © 2015 ANSYS, Inc. January 23, 2017Osama AshourNo ratings yet
- (A. Hobbacher) Fatigue Design of Welded JointsDocument130 pages(A. Hobbacher) Fatigue Design of Welded JointsandypcNo ratings yet
- Fatigue Crack Tolerance Design For Stainless Steel by Crack Growth Analysis-Grupo 3Document36 pagesFatigue Crack Tolerance Design For Stainless Steel by Crack Growth Analysis-Grupo 3sebastianNo ratings yet
- Fitness-For-Service (FFS) and Flaw Assessment (Deterministic and Probabilistic)Document3 pagesFitness-For-Service (FFS) and Flaw Assessment (Deterministic and Probabilistic)wa zaNo ratings yet
- Guide For FatigueDocument56 pagesGuide For FatigueJOSE LUIS GUTIERREZ GARCIANo ratings yet
- FrontmatterDocument22 pagesFrontmatterAnonymous Ub9nEDl100% (1)
- Erosive Wear in Piping Systems (DNV RP O501) : ApproachDocument1 pageErosive Wear in Piping Systems (DNV RP O501) : ApproachasozhyanNo ratings yet
- DNV RP F111 - Interference Between Trawl Gear and PipelinesDocument36 pagesDNV RP F111 - Interference Between Trawl Gear and Pipelinesvlong3003100% (1)
- Risk-Based Pipeline Integrity Management CourseDocument3 pagesRisk-Based Pipeline Integrity Management CourseMahmoud AbdelaalNo ratings yet
- Life Assessment and Maintenance of Welded Piping Operating at High TemperaturesDocument11 pagesLife Assessment and Maintenance of Welded Piping Operating at High TemperaturesLud PasNo ratings yet
- Mat Spec, Astm A 694 F65 Low Alloy Steel Forgings: SubseaDocument14 pagesMat Spec, Astm A 694 F65 Low Alloy Steel Forgings: SubseaJones Pereira Neto100% (1)
- Comparison of Hot Spot Stress Evaluation Methods For Welded Structures PDFDocument11 pagesComparison of Hot Spot Stress Evaluation Methods For Welded Structures PDFhbsheenNo ratings yet
- Failure Analysis of Failed Wire RopeDocument8 pagesFailure Analysis of Failed Wire Ropeshah naumanNo ratings yet
- Fracture ToughnessiDocument49 pagesFracture ToughnessiJithuJohnNo ratings yet
- Improvements To The ECDADocument77 pagesImprovements To The ECDAPasquale CutriNo ratings yet
- Heat Treatment RequirementsDocument7 pagesHeat Treatment RequirementsarunradNo ratings yet
- Materials - Corrosion and Corrosion AllowanceDocument6 pagesMaterials - Corrosion and Corrosion Allowancerajiv_quantum100% (1)
- A Theory For Fatigue Failure Under Multiaxial Stress-Strain ConditionsDocument27 pagesA Theory For Fatigue Failure Under Multiaxial Stress-Strain ConditionsFabián Stark CatongaNo ratings yet
- C Course Notes (Fitness For Purpose)Document41 pagesC Course Notes (Fitness For Purpose)afaler01No ratings yet
- Local Buckling Behaviour of A Corrosion Resistant Alloy Liner in Tight Fit Pipe Due To Axial Compression Thesis PDFDocument62 pagesLocal Buckling Behaviour of A Corrosion Resistant Alloy Liner in Tight Fit Pipe Due To Axial Compression Thesis PDFWaldemarNo ratings yet
- BS 7910Document8 pagesBS 7910Shahid RazzaqNo ratings yet
- R-Values of Insulation and Other Building MaterialsDocument8 pagesR-Values of Insulation and Other Building MaterialsDhanyaUnniNo ratings yet
- Where, C Speed of Light: Wave Length F FrequencyDocument35 pagesWhere, C Speed of Light: Wave Length F FrequencybalakaleesNo ratings yet
- الهدارات 2Document11 pagesالهدارات 2amNo ratings yet
- Bowling Water Drops On Water SurfaceDocument7 pagesBowling Water Drops On Water SurfacedNo ratings yet
- Sensitivity Analysis in Flexible Pavement Performance Using Mechanistic Empirical Method (Case Study: Cirebon-Losari Road Segment, West Java)Document12 pagesSensitivity Analysis in Flexible Pavement Performance Using Mechanistic Empirical Method (Case Study: Cirebon-Losari Road Segment, West Java)AMBROSIO MARTINS NUNONo ratings yet
- Tie Rod Support For Retangular TanksDocument11 pagesTie Rod Support For Retangular Tanksmiteshpatel191No ratings yet
- Computational Analysis of Vortex Dynamics and Performance Enhancement Due To Bodyfin and Finfin Interactions in Fish Like LocomotionDocument24 pagesComputational Analysis of Vortex Dynamics and Performance Enhancement Due To Bodyfin and Finfin Interactions in Fish Like LocomotionT AwayNo ratings yet
- Prestressed Concrete JNTUH QuestionsDocument12 pagesPrestressed Concrete JNTUH QuestionsSatya SaiNo ratings yet
- Theory 1Document35 pagesTheory 1josua jamesNo ratings yet
- 5 Energy PDFDocument30 pages5 Energy PDFJONAM100% (1)
- PWOG HZL 6033 PR CAL 002 - Cooling Water Supply and Return ConfigurationDocument3 pagesPWOG HZL 6033 PR CAL 002 - Cooling Water Supply and Return ConfigurationpavanNo ratings yet
- FS Hi-Wall PDFDocument4 pagesFS Hi-Wall PDFSodhi S SohalNo ratings yet
- PneumatikDocument2 pagesPneumatikashrofsuaibNo ratings yet
- What Is The Relation Between Elastic Constant E, C and K. - Sarthaks Econnect - Largest Online Education CommunityDocument4 pagesWhat Is The Relation Between Elastic Constant E, C and K. - Sarthaks Econnect - Largest Online Education CommunityraghuNo ratings yet
- 2nd LawDocument53 pages2nd LawAbdelazim MohamedNo ratings yet
- Ebarra Pumps PDFDocument99 pagesEbarra Pumps PDFJudy Ann CastorNo ratings yet
- D070Q Agr CatDocument4 pagesD070Q Agr CatRuben ManuelNo ratings yet
- Z FactorDocument2 pagesZ FactordanoskiNo ratings yet
- Load Distribution Along Fully Grouted Bolts With Emphasis On Cable Bolt ReinforcementDocument29 pagesLoad Distribution Along Fully Grouted Bolts With Emphasis On Cable Bolt ReinforcementCyrillus Arthur SaputraNo ratings yet
- Ansys LabDocument47 pagesAnsys LabPraveen KumarNo ratings yet
- Codes and StandardsDocument1 pageCodes and StandardsTania NoorNo ratings yet
- ERV ERV: Energy Recovery Ventilator Energy Recovery VentilatorDocument2 pagesERV ERV: Energy Recovery Ventilator Energy Recovery VentilatorEddie IeqNo ratings yet
- Heat Transfer and Exergy Analysis of A Spiral Heat ExchangerDocument16 pagesHeat Transfer and Exergy Analysis of A Spiral Heat ExchangerManuela AguirreNo ratings yet
- Sesmic Design3Document10 pagesSesmic Design3Swath M MuraliNo ratings yet
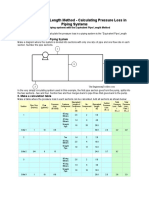
- Equivalent Pipe Length Method 1Document2 pagesEquivalent Pipe Length Method 1Dwi Wahyu WibowoNo ratings yet
- Lecture Slide Unit V Structure Geology ConceptsDocument13 pagesLecture Slide Unit V Structure Geology Conceptskayastha shriNo ratings yet