You might also like
- Catalytic: Reactivities, Networks, Kinetics High-Pressure HydroprocessingDocument38 pagesCatalytic: Reactivities, Networks, Kinetics High-Pressure HydroprocessingEdgar ZitroNo ratings yet
- Effectively Control Column PressureDocument12 pagesEffectively Control Column Pressureromdhan88No ratings yet
- Dampers and Guillotines For Fired Equipment: ScopeDocument8 pagesDampers and Guillotines For Fired Equipment: ScopeAna Bella RosarioNo ratings yet
- Water ConservationDocument11 pagesWater ConservationAtunn IsmailNo ratings yet
- Chemcad 6 User GuideDocument202 pagesChemcad 6 User Guideerhan ünal100% (1)
- Plant Engineering and Design The Ultimate Step-By-Step GuideFrom EverandPlant Engineering and Design The Ultimate Step-By-Step GuideNo ratings yet
- Philippines Green Building CodeDocument79 pagesPhilippines Green Building CodeRaphael Mana-ay100% (3)
- Debottlenecking - FractionatorDocument5 pagesDebottlenecking - Fractionatorsuprateem100% (1)
- Understanding Unit Pressure Balance Key To Cost-Effective FCC RevampsDocument8 pagesUnderstanding Unit Pressure Balance Key To Cost-Effective FCC Revampsalcides0514lNo ratings yet
- Burners For Fired Heaters: ScopeDocument12 pagesBurners For Fired Heaters: ScopeAna Bella RosarioNo ratings yet
- Physical Property Methods and ModelsDocument436 pagesPhysical Property Methods and Modelstranhoangan100% (1)
- Process Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentFrom EverandProcess Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentNo ratings yet
- Eliminating Inert Entry For CatalystDocument2 pagesEliminating Inert Entry For CatalystAndri SaputraNo ratings yet
- O&M - SanitaryDocument6 pagesO&M - SanitaryAzian KhalilNo ratings yet
- Aspen Utilities - Refinery EngineersDocument72 pagesAspen Utilities - Refinery EngineersUrcan GeorgianaNo ratings yet
- Process Systems and Materials for CO2 Capture: Modelling, Design, Control and IntegrationFrom EverandProcess Systems and Materials for CO2 Capture: Modelling, Design, Control and IntegrationAthanasios I. PapadopoulosNo ratings yet
- A Study On Tolling of Feed in Olefin Plant Lead To Reduction in Production Cost PDFDocument18 pagesA Study On Tolling of Feed in Olefin Plant Lead To Reduction in Production Cost PDFIbrahim100% (1)
- GTC BTX Revamps - Rev Intro (Compatibility MDocument29 pagesGTC BTX Revamps - Rev Intro (Compatibility MjjdottaNo ratings yet
- CLSU ABE Review2021 Irrigation and Drainage EngineeringDocument197 pagesCLSU ABE Review2021 Irrigation and Drainage EngineeringJireh Loquinario100% (2)
- RP153E Toc PDFDocument12 pagesRP153E Toc PDFAshwani KumarNo ratings yet
- Total Company Process Eng DesignDocument313 pagesTotal Company Process Eng DesignPedro Santos100% (1)
- Modeling of Fixed Bed Catalytic Reactors: Computers & Chemical Engineering December 1985Document12 pagesModeling of Fixed Bed Catalytic Reactors: Computers & Chemical Engineering December 1985sergioln001No ratings yet
- Jump Start Shell Tube PDFDocument14 pagesJump Start Shell Tube PDFHoang-Vu BuiNo ratings yet
- BMS Design - Interface RequirementsDocument4 pagesBMS Design - Interface RequirementsJoanne Castro Agustin75% (4)
- MSAT II and Benzene ManagementDocument2 pagesMSAT II and Benzene ManagementWong Yee Sun100% (1)
- Modeling of Hydro CrackerDocument19 pagesModeling of Hydro Crackerapi-3709413100% (2)
- Pce-II Unit-I & II 1Document84 pagesPce-II Unit-I & II 1Pavan SatishNo ratings yet
- 300 - Tower Tray Bulletin - Eng PDFDocument28 pages300 - Tower Tray Bulletin - Eng PDFKamil MarszałekNo ratings yet
- The Rose Process: Tayseer Abdel-Halim and Raymond FloydDocument14 pagesThe Rose Process: Tayseer Abdel-Halim and Raymond FloydBharavi K SNo ratings yet
- 02.understanding Process Equipment For Operators & Engineers-68Document5 pages02.understanding Process Equipment For Operators & Engineers-68rahulNo ratings yet
- Preflash DrumDocument27 pagesPreflash DrumGarry David100% (1)
- Simulation of Liquefied Petroleum Gas LPG Producti PDFDocument7 pagesSimulation of Liquefied Petroleum Gas LPG Producti PDFfarshadNo ratings yet
- Thermodynamic Modelling of Asphaltene Precipitation and Related Phenomena 2015 Advances in Colloid and Interface ScienceDocument12 pagesThermodynamic Modelling of Asphaltene Precipitation and Related Phenomena 2015 Advances in Colloid and Interface ScienceEzequiel AbrilNo ratings yet
- Computational Techniques for Chemical Engineers: International Series of Monographs in Chemical EngineeringFrom EverandComputational Techniques for Chemical Engineers: International Series of Monographs in Chemical EngineeringNo ratings yet
- Iocl Section 1 - Process SpecficationDocument73 pagesIocl Section 1 - Process SpecficationYogi173No ratings yet
- Cbse Class 9 Science Solved Practice Paper Set IDocument19 pagesCbse Class 9 Science Solved Practice Paper Set IDhiraj PadamwarNo ratings yet
- Chemical Reactor Analysis and Applications for the Practicing EngineerFrom EverandChemical Reactor Analysis and Applications for the Practicing EngineerNo ratings yet
- Handbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7From EverandHandbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7No ratings yet
- 1 s2.0 S1226086X14001221 MainDocument6 pages1 s2.0 S1226086X14001221 MainJorge Rodriguez HerreraNo ratings yet
- Ethylene Refrigeration CompressorDocument17 pagesEthylene Refrigeration CompressorfvaefaNo ratings yet
- Propylene-Propane - Howat Swift - McCabe ThieleDocument19 pagesPropylene-Propane - Howat Swift - McCabe ThieleFred FaberNo ratings yet
- Simulation and Performance Analysis of Propane Propylene SplitterDocument4 pagesSimulation and Performance Analysis of Propane Propylene SplitterAnonymous UY9QffNo ratings yet
- Future Coils For Ethylene FurnacesDocument2 pagesFuture Coils For Ethylene FurnacesAli DarvishiNo ratings yet
- PC 2 2008 MohaddecyDocument8 pagesPC 2 2008 MohaddecyAnonymous 1FaavtNo ratings yet
- Coking 101Document26 pagesCoking 101digecaNo ratings yet
- Filling The Propylene Gap On Purpose TechnologiesDocument12 pagesFilling The Propylene Gap On Purpose Technologiesvajidqc100% (1)
- CAPE-OPEN.. Interoperability in Industrial Flowsheet Simulation Software PDFDocument13 pagesCAPE-OPEN.. Interoperability in Industrial Flowsheet Simulation Software PDFMedardo AnibalNo ratings yet
- Energy Analysis On A Crude Preheat TrainDocument12 pagesEnergy Analysis On A Crude Preheat TrainVu TranNo ratings yet
- 70 Slotted Sieve PaperDocument14 pages70 Slotted Sieve PaperShankarMukherjeeNo ratings yet
- Troubleshooting A C3 Splitter TowerDocument7 pagesTroubleshooting A C3 Splitter TowerAhmed SeliemNo ratings yet
- Advanced Steam System Optimization Program PDFDocument5 pagesAdvanced Steam System Optimization Program PDFRobert MontoyaNo ratings yet
- 1 Reboilers TypesDocument5 pages1 Reboilers TypesIvan Ruben Capuñay IzquierdoNo ratings yet
- Simulation of The Styrene Production Process Via Catalytic Dehydrogenation of Ethylbenzene Using CHEMCAD® Process SimulatorDocument18 pagesSimulation of The Styrene Production Process Via Catalytic Dehydrogenation of Ethylbenzene Using CHEMCAD® Process Simulatorjabbar akbarNo ratings yet
- PHD Thesis Naveen BhutaniDocument252 pagesPHD Thesis Naveen BhutaniSagar SrinivasNo ratings yet
- Hydrocracking ModelDocument6 pagesHydrocracking Modelantzlck100% (1)
- Alpha OlefinsDocument3 pagesAlpha OlefinsAnkit ModiNo ratings yet
- Industrial & Engineering Chemistry Research Volume 27 Issue 11 1988 [Doi 10.1021%2Fie00083a023] Hufton, Jeffrey R.; Bravo, Jose L.; Fair, James R. -- Scale-up of Laboratory Data for Distillation Columns Containing CorDocument5 pagesIndustrial & Engineering Chemistry Research Volume 27 Issue 11 1988 [Doi 10.1021%2Fie00083a023] Hufton, Jeffrey R.; Bravo, Jose L.; Fair, James R. -- Scale-up of Laboratory Data for Distillation Columns Containing Cortaufany99No ratings yet
- Handbook of Thermal Conductivity, Volume 3: Organic Compounds C8 to C28From EverandHandbook of Thermal Conductivity, Volume 3: Organic Compounds C8 to C28No ratings yet
- Biodiversity Enhancement EssayDocument3 pagesBiodiversity Enhancement Essayapi-528873294No ratings yet
- Brief - Housing Innovation ChallengeDocument8 pagesBrief - Housing Innovation ChallengeAnshima BhattNo ratings yet
- Hydramem 4021 LpeDocument2 pagesHydramem 4021 Lpemaksudur4No ratings yet
- Messko Mtrab - Maintenance-Free Dehydrating Breather of The Premium Series Twice As Reliable and Simply EffectiveDocument6 pagesMessko Mtrab - Maintenance-Free Dehydrating Breather of The Premium Series Twice As Reliable and Simply Effectivengvc87No ratings yet
- Things To Know About Water SafetyDocument3 pagesThings To Know About Water SafetyBee LeriosNo ratings yet
- SE6000D Handbook Issue 3Document14 pagesSE6000D Handbook Issue 3Md Rodi BidinNo ratings yet
- Aes Ocean Cay EiaDocument399 pagesAes Ocean Cay EiaAnand JadoenathmisierNo ratings yet
- CHAPTER - 3 Preliminary and Primary Wastewater Treatment MethodsDocument35 pagesCHAPTER - 3 Preliminary and Primary Wastewater Treatment Methodsashe zinabNo ratings yet
- Drinking Water Treatment Seminar Leesville Middle SchoolDocument28 pagesDrinking Water Treatment Seminar Leesville Middle Schoolbalamurugan SrinivasanNo ratings yet
- CMT 255 Laboratory Report: Experiment NO. Title Group Name IDDocument9 pagesCMT 255 Laboratory Report: Experiment NO. Title Group Name IDNur HismanizaNo ratings yet
- Viega G3 INT K 2013Document26 pagesViega G3 INT K 2013ricochetoNo ratings yet
- CBSE Class 10 Geography Chapter 1 Notes - Resources and DevelopmentDocument14 pagesCBSE Class 10 Geography Chapter 1 Notes - Resources and Developmentgisbhairupa746No ratings yet
- DSCL Internship ReportDocument54 pagesDSCL Internship Reportniraj_bairagi100% (2)
- World Association For Scientific Research and Technical Innovation (Wasrti)Document22 pagesWorld Association For Scientific Research and Technical Innovation (Wasrti)Global Research and Development ServicesNo ratings yet
- Kale2014 Geomorphic History and Landscapes of IndiaDocument13 pagesKale2014 Geomorphic History and Landscapes of IndiaAbhishek TopnoNo ratings yet
- Dam HydraulicDocument307 pagesDam HydraulicSri E.Maheswar Reddy Assistant ProfessorNo ratings yet
- DWA-M 180E Framework For Planning RTC of Sewer NetworksDocument8 pagesDWA-M 180E Framework For Planning RTC of Sewer NetworksGustavo Garcia LoryNo ratings yet
- Huy Minh - Homework - 854b85e7-5506-42ca-820e-0d0705 - 231202 - 110650Document2 pagesHuy Minh - Homework - 854b85e7-5506-42ca-820e-0d0705 - 231202 - 110650Minh PhuongNo ratings yet
- SW Chapter 22 Protistans KeyDocument13 pagesSW Chapter 22 Protistans Keykylev100% (3)
- CSIKS - Module - 1 - GPTC - NeyyattinkaraDocument86 pagesCSIKS - Module - 1 - GPTC - Neyyattinkaraprathul KNo ratings yet
- Day 3 - Session 6Document17 pagesDay 3 - Session 6Jologs Jr LogenioNo ratings yet
- ABB 2600 Series-SealsDocument40 pagesABB 2600 Series-SealsDarkhan Serikbayev100% (1)
- Chapter 9 Flow in Open ChannelDocument28 pagesChapter 9 Flow in Open ChannelolescootNo ratings yet
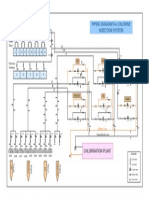
- Piping Diagram For Chlorine Injection System: Intake BaysDocument1 pagePiping Diagram For Chlorine Injection System: Intake BaysRaja Prathap SinghNo ratings yet



























































![Industrial & Engineering Chemistry Research Volume 27 Issue 11 1988 [Doi 10.1021%2Fie00083a023] Hufton, Jeffrey R.; Bravo, Jose L.; Fair, James R. -- Scale-up of Laboratory Data for Distillation Columns Containing Cor](https://imgv2-2-f.scribdassets.com/img/document/263216323/149x198/61b436e97c/1430117936?v=1)