Professional Documents
Culture Documents
Inspection Manual For Piping
Inspection Manual For Piping
Uploaded by
doctor_arvind2003Original Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Inspection Manual For Piping
Inspection Manual For Piping
Uploaded by
doctor_arvind2003Copyright:
Available Formats
Page 1 of 183
Page 2 of 183
Page 3 of 183
PIPING MANUAL
INDEX
Sl. No. Topics Page No.
1.0 Scope 6
2.0 Definition
2.1 Pipe 7
2.2 Tubing 7
!.0 T"pe of Pipes Acco#$ing to t%e Met%o$ of
Man&fact&#e
'
3.1 Electric Resistance Welded Pipe (ERW) 8
3.2 Furnace utt Welded Pipe 8
3.3 Electric Fusion Welded Pipe (EF!W) 8
3." !ub#erged $rc Welded Pipe (!$W) 8
3.% &ouble !ub#erged $rc Welded Pipe '
3.( !piral Welded Pipe '
3.7 !ea#less Pipes '
3.8 )entrifugall* )ast Pipes '
3.' !taticall* )ast Pipe '
3.1+ )e#ent ,ined Pipe '
3.11 )oncrete E#bedded Pipe 1+
(.0 Selection of Mate#ial 12
".1 !cope 12
".2 -eneral 12
".3 -uidelines for .aterial !election 13
"." !pecific Re/uire#ent for !pecial !er0ices !our
-as1 2*drogen1 !ulp3ur1 $##onia1 $#ines1
)austic !er0ices etc.
17
".% -uideline for Pipe !pecifications for )ooling
Water 4 Fire Water Piping !*ste#s
1'
".( )o##on .aterials used in Refiner* 1'
).0 Significance of Piping *lass No+enclat&#e
&se$ ," Designe#s an$ PM*s
(6
%.1 !ignificance for First $lp3abet of Piping )lass "(
%.2 !ignificance of !econd ,etter of Piping )lass "(
%.3 !ignificance of T3ird $lp3abet of Piping )lass "8
%." !ignificance for ,ast $lp3abet of Piping )lass "8
6.0 Necessit" of Inspection )0
.0 Inspection Tools )1
'.0 -#e.&enc" of Inspection )!
8.1 Plant Piping %3
8.2 5ffsite Piping %3
/.0 Li0el" A#eas of Metal Loss an$ *a&ses of
Dete#io#ation
))
'.1 E6ternal )orrosion %%
'.2 7nternal )orrosion %%
10.0 Inspection Stages 1 P#oce$&#es )/
Page " of 183
Sl. No. Topics Page No.
1+.1 5nstrea# 7nspection (Pipelines under
5peration)
%'
1+.2 7nspection &uring !3utdo8n ((
1+.3 !tatutor* 7nspection (8
11.0 2&alit" Ass&#ance Plan fo# Ne3
*onst#&ctions
1
11.1 9ualit* $ssurance during &esign !tage 71
11.2 9ualit* $ssurance during )onstruction !tage 7"
12.0 Inspection of Piping $&#ing -a,#ication '
12.1 7nspection of Pipes before use 78
12.2 7n:urious &efects 78
12.3 For#ing of Pipes 7'
12." Welding 8+
12.% 7nspection after Welding 8+
12.( !upports 81
12.7 Pressure Tests 81
12.8 Painting 8(
12.' E6ternal )orrosion )ontrol for uried or
!ub#erged Pipelines
87
12.1+ 7nsulation 88
1!.0 4eti#ing Li+its /0
1(.0 Pipeline 4epai#s an$ Inspection /1
1".1 7nspection of ;al0es in !er0ice '1
1).0 Doc&+entation /!
16.0 Anne5&#es /)
$nne6ure <7 E6tracts fro# $=!7> $!.E 31.".1'7' < 5n
,i/uid Petroleu# Transportation Piping !*ste#s
'%
$nne6ure <77 Preser0ation of =e8 Pipes in Ware 2ouse ''
$nne6ure?77(a) !a#ple Preser0ation !c3e#e for !ulfur
Reco0er* @nit
1++
$nne6ure?77(b) 7dle Ti#e Preser0ation !c3e#e for $#ine
Treating @nit
1+(
$nne6ure?77(c) Procedure for Passi0ation of $ustenitic !tainless
!teel E/uip#ent
11+
$nne6ure?77(d) =$)E RP?+17+ ? 5n Protection of $ustenitic
!tainless !teel E/uip#ent
11"
$nne6ure?77(e) 7dle Ti#e Preser0ation of !tatic 4 Rotar*
E/uip#ent < 57!&?171
12+
$nne6ure <777 &i#ensions of !ea#less and Welded !teel Pipe 1%+
$nne6ure <7; E/ui0alents !pecifications of $!T. to ritis31
Frenc31 -er#an1 7talian and !8edis3 !tandards
1%3
$nne6ure?; )o##on Paint )olour )ode for Refineries 1%(
$nne6ure?;7 !tandard !pecification for )orrosion Protection
of Wrapping )oating 4 Tape )oating of @nder
-round !teel Pipelines
17+
$nne6ure?;77 $ !a#ple of 7so#etric of Pipeline )ircuit 4 &ata
Record )ards
181
1.0 4efe#ences 1'!
Page % of 183
1.0 S*6PE
T3is #anual co0ers t3e #ini#u# re/uire#ents for inspection on pipes
and pipefitting used in petroleu# refiner*. ,ocations to be inspected1
inspection tools1 inspection fre/uenc*1 liAel* location of deterioration
and causes1 inspection and testing procedures 3a0e been specified in
t3e .anual.
!pecial e#p3asis 8as gi0en on t3e /ualit* assurance re/uire#ents in
ne8 pro:ects and $dditional Facilities ($F) :obs in 0ie8 of t3e recent
failures encountered in ne8 pro:ects. )ritical issues of #aterial
selection and )o##on Paint )olour )ode !*ste# 3a0e also been
co0ered. E6perience of ne8l* co#pleted pro:ects is also incorporated
to a0oid repetiti0e failures on t3ese accounts. 7nspection and testing
re/uire#ents of ne8 pipeline during fabrication 3a0e also been
included.
Page ( of 183
2.0 DE-INITI6N
2.1 PIPE
$ pressure tig3t c*linder used to carr* a fluid or to trans#it a fluid
pressure is designated BPipeC in applicable #aterial specifications.
Pipe #anufactured in different siDes 4 t3icAnesses are co##onl*
e6pressed in no#inal dia#eter. =o#inal dia#eter is nor#all* t3e
appro6i#ate internal dia#eter of t3e pipe 8it3 standard sc3edule
t3icAness.
2.2 TU7ING
Tubing is si#ilar to pipe but it is #anufactured in different siDes of
outside dia#eter and 8all t3icAness. Tubing is generall* sea#less
dra8n and t3e stated siDe is t3e actual outside dia#eter. Tubes are
basicall* #eant for 3eat transfer and #ostl* fit into tube groo0es1
3ence tubes are specified b* outside dia#eter and 8all t3icAness 8it3
negati0e tolerance on outside dia#eter.
Page 7 of 183
!.0 T8PE 6- PIPES A**64DING T6 T9E MET96D 6-
MANU-A*TU4E
!.1 ELE*T4I* 4ESISTAN*E :ELDED PIPE ;E4:<
Pipe produced in indi0idual lengt3s or in continuous lengt3s fro# coiled
sAelp1 3a0ing a longitudinal or spiral butt :oint 83ere in coalescence is
produced b* t3e 3eat obtained fro# resistance of t3e pipe to t3e flo8 of
electric current in a circuit of 83ic3 t3e pipe is a part1 and b* t3e
application of pressure.
)are #ust be taAen during procure#ent of ERW pipes as regards t3e
code re/uire#ent. T3e 7!?123' and 7!?3%8' does not call for an*
#andator* re/uire#ents of =&T to ensure t3e /ualit* of 8elding.
.oreo0er1 t3e 3*drotest re/uire#ent can be substituted b* =&T b*
#anufacturer 8it3out infor#ing t3e custo#er. $s per $P7 %, t3e =&T
re/uire#ent for /ualit* assurance of 8eld is #andator* and t3e
#anufacturer 3a0e to Aeep 1++E record of 3*drotest for 8itness b* t3e
TP7 agenc*. $n* additional re/uire#ent s3ould be specificall* indicated
in t3e purc3ase order.
!.2 -U4NA*E 7UTT :ELDED PIPE
i -&#nace 7&tt=:el$e$ Pipe ;7ell :el$e$<
Pipe produced in indi0idual lengt3s fro# cut?lengt3 sAelp 3a0ing its
longitudinal butt :oint forge 8elded b* t3e #ec3anical pressure
de0eloped in dra8ing t3e furnace 3eated sAelp t3roug3 a cone?
s3aped die (co##onl* Ano8n as t3e BWelding bellC) 83ic3 ser0ice
as a co#bined for#ing and 8elding die.
ii -&#nace 7&tt=:el$e$ Pipe ;*ontin&o&s :el$e$<
Pipe produced in continuous lengt3s fro# coiled sAelp and :oint
forge 8elded b* t3e #ec3anical pressure de0eloped in rolling t3e
3ot?for#ed sAelp t3roug3 a set of round pass 8elding rolls.
!.! ELE*T4I* -USI6N :ELDED PIPE ;E-S:<
Pipe 3a0ing a longitudinal or spiral butt :oint 83erein coalescence is
produced in t3e prefor#ed tube b* #anual or auto#atic electric?are
8elding. T3e 8eld #a* be single or double and #a* be #ade 8it3 or
8it3out t3e use of filler #etal.
!.( SU7ME4GED A4* :ELDED PIPE ;SA:<
T3e sub#erged arc 8elded pipes are #ade fro# 3ot rolled coils or
s3eets. T3e 8elding can be longitudinal or spiral. T3e pipe is 8elded
internall* and e6ternall* using sub#erged arc?8elding process.
Page 8 of 183
!.) D6U7LE SU7ME4GED A4* :ELDED PIPE
Pipe 3a0ing a longitudinal or spiral butt :oint produced b* at least t8o
passes1 one of 83ic3 is on t3e inside of t3e pipe1 coalescence is
produced b* 3eating 8it3 an electric arc bet8een t3e bare #etal
electrode or electrodes and t3e 8orA. T3e 8elding is s3ielded b* a
blanAet of granular1 fusible #aterial on t3e 8orA. Pressure is not used
and filler #etal for t3e inside and outside 8elds is obtained fro# t3e
electrode or electrodes or fusible #aterial.
!.6 SPI4AL :ELDED PIPE
Pipe 3a0ing a 3elical sea# 8it3 eit3er a butt1 lap or locA sea#?:oint
83ic3 is 8elded using eit3er a electrical resistance1 electric fusion or
double sub#erged arc 8eld.
!. SEAMLESS PIPES
Pipe produced b* piercing a billet follo8ed b* rolling or dra8ing or bot3.
!.' *ENT4I-UGALL8 *AST PIPES
Pipe for#ed fro# t3e solidification of #olten #etal in a rotating #old.
ot3 #etal and sand #oulds are used. T3e in3erent parabolic internal
pipe contour for#ed b* t3e centrifugal force during solidification1 is
subse/uentl* re#o0ed b* boring to sound #etal.
!./ STATI*ALL8 *AST PIPE
Pipe for#ed b* t3e solidification of #olten #etal in a sand #ould.
!.10 *EMENT LINED PIPE
7nternal and e6ternal ce#ent lined pipes are used in cooling 8ater and
fres3 8ater lines to co#bat #icrobial induced corrosion in t3e internal
surface and soil corrosion in t3e e6ternal surface. T3e ce#ent lining is
nor#all* 2%## t3icA on inside and outside 8it3 8ire #es3 as
reinforce#ent.
)e#ent lined pipes are fabricated at s3op on need base and can be
#anufactured for 3ig3er dia#eter pipes onl*. 2o8e0er1 precautions
s3ould be taAen for 3andling> fabrication of t3ese pipes to a0oid local
da#age or cracAs on t3e ce#ent lining and t3e lining pro0ided at t3e
insitu :oints. W3ile doing t3e 8elding for field :oints asbestos?bacAing
ring s3ould be suitabl* pro0ided at t3e internal face to a0oid direct
contact of 8ater to t3e #etal surface. For e6ternal insitu lining1
nor#all*1 s3uttering is #ade along8it3 3oles at top and botto#. T3e
ce#ent concrete #i6ture is in:ected t3roug3 t3e botto# 3ole and
ooDing out of concrete fro# t3e top 3ole is obser0ed to ensure
co#plete filling of t3e annular space 8it3 concrete.
Page ' of 183
!.11 *6N*4ETE EM7EDDED PIPE
T3e concrete e#bedded pipes are also used in cooling 8ater ser0ice1
83ic3 can taAe care soil side corrosion. 7n t3is s*ste#1 t3e carbon steel
pipe is encased b* concrete of #ini#u# (C t3icAness to a0oid soil
corrosion. 2o8e0er1 in t3is s*ste# t3e porosit* of concrete cannot be
a0oided and #a* result in localiDed corrosion. $lt3oug31 t3e s*ste#
pro0ides a perfect casing and can operate e0en 8it3 corroded pipes1
but an* local repair is difficult and cu#berso#e.
Page 1+ of 183
Page 11 of 183
(.0 SELE*TI6N 6- MATE4IAL
(.1 S*6PE
T3is specification defines t3e basis to be used in selecting t3e piping
#aterials of construction of refiner* piping.
T3e codes and standards follo8ed in selecting t3e piping .aterialsF
i) Petroleu# Refiner* piping
$=!7 < .31.3
ii) Po8er Piping
$=!7 < .31.1
iii) Flanges 4 Flanged Fittings
$!.E > $=!7 < .1(.%
i0) 7ndian oiler Regulation
7R
0) olts 4 =uts
$=!7 .18.2.1
0i) ;al0es > Flanges
$!.E > $=!7 .18.2.2
0ii) -asAet
)3e#ical Engg. 2and ooA
Perr*Gs > Piping 3and booA?Aing 4
crocAer.
(.2 GENE4AL
T3e pri#ar* ob:ecti0e in #aterials selection is t3e ac3ie0e#ent of
#etallurgical stabilit* to pre0ent failure resulting fro# en0iron#ent1
nor#al operation ti#e e6posure and upset conditions. T3e secondar*
ob:ecti0e is t3e econo#* for ac3ie0e#ent of design life b* use of
appropriate #aterials of construction.
.aterials selection for ac3ie0e#ent of #etallurgical stabilit* s3all be
#ade on t3e basis of design condition and to resist possible e6posures
against fire1 corrosion1 operating condition1 ser0ice etc.
T3e basis of #aterial selection s3all be as underF
i< Design Life
T3e follo8ing are t3e general guidelines to be considered 83ile
designing t3e s*ste#s.
a) $llo* steel piping > stainless steel piping < 1% *ears life.
b) )arbon steel piping < 1% *ears life.
ii< Design Te+pe#at&#e
T3e design te#perature of t3e fluid in t3e piping is generall*
assu#ed t3e 3ig3est te#perature of t3e fluid in t3e e/uip#ent
connected 8it3 t3e piping concerned. 2o8e0er1 t3e design
te#perature of piping for all ser0ices s3all be generall* specified b*
a process Engineer taAing into consideration stea# flus3ing1
Page 12 of 183
regenerating etc. t3e design #etal te#perature of t3e piping s3all
confor# to $=!7 < 31.3.
iii< Design P#ess&#e
T3e design pressure of t3e piping s*ste# s3all be not less t3an t3e
pressure at t3e #ost se0ere condition of coincident internal >
e6ternal pressure and te#perature e6pected during t3e ser0ice life.
For furt3er details refer $=!7 < 31.3.
i>< *o##osion Allo3ance
T3e corrosion allo8ance s3all be selected on t3e basis of t3e fluid
transported1 t3e #aterial of t3e piping and t3e a0erage life
planned. Table <1a1 b1 c1 d indicated in t3e no#enclature of
piping class in )3apter?% s3o8s t3e no#inal corrosion
allo8ances for different #aterial.
>< Se#>ice of t%e S"ste+
!er0ice of t3e s*ste# is t3e #ediu#1 t3e s*ste# s3all 3andle
t3roug3out t3e life ti#e and its duration of operation.
.ediu# 3andled occasionall* (life during s3utdo8n and re?
co##issioning etc.) s3all also to be considered.
>i< Econo+ics
Econo#ics of t3e #aterial cost s3all also to be considered in t3e
selection. T3e possibilit* of usage of inferior #aterials 8it3 periodic
replace#ent s3all be considered against t3e usage of superior
#aterial 8it3out sacrificing t3e safet* of t3e plant.
>ii< Effect of En>i#on+ental con$ition
Effort s3all be #ade to select #aterial suiting 8ell to t3e #ediu#
3andled as 8ell as t3e en0iron#ental conditions.
(.! GUIDELINES -64 MATE4IAL SELE*TI6N
(.!.1 E5pos&#e at %ig% te+pe#at&#e ;a,o>e 2!2
0
*<
a) .aterials selected for 3ig3 te#perature e6posure s3all be
econo#ic c3oice 83ic3 8ill be resistant to1 or pro0ide against1 t3e
follo8ing #odes of deterioration t3roug3out t3e design life of t3e
e/uip#entF
50erstress in t3e elastic range
!tress rupture
@nacceptable degrees of creep strain
Page 13 of 183
-rap3itiDation
&ecarburiDation
)orrosion and general o6idation
7ntergranular o6idation
2ig3 te#perature
!ensitiDation to 7ntergranular corrosion
)arburiDation
&eterioration during s3utdo8ns or in s3utting do8n and starting
up.
E#brittle#ent attributable to 3ig3 te#perature e6posure.
b) For corrosion and general o6idation 8astage operating
te#perature s3all be considered.
c) For t3e ot3er #odes of #etal deterioration gi0en in para1 ".3.1
t3e te#peratures and pressures to be considered are design
te#peratures and pressures1 e6cept t3at for decarburiDation and
3*drogen attacA due to 3*drogen in t3e process strea# design
3*drogen partial pressure s3all also be considered.
d) W3ere 3*drogen 8ill be a constituent of 3ot process strea#1 a
3*drogen?resistant #aterial s3all be selected according to $P7 '"1
and account s3all be taAen as to t3e effect of possible te#perature
e6ceeding abo0e t3e design te#perature during upsets 83ere
process is suc3 t3at e6ot3er#ic reactions can taAe place. 7n suc3
#eet t3e design conditions is 8it3in 3%
+
F (2+
+
)) of t3e appropriate
cur0e t3e ne6t 3ig3er allo* steel in t3e 3*drogen resistant series1 as
s3o8n in $P7 '"1 s3all be t3e one selected.
$s can be seen in t3e =elson )ur0e t3e use of carbon H .o steel
3as not been s3o8n in t3e grap31 indicating t3e tendenc* of
reduction in creep properties of t3is #aterial 8it3 long 3ig3
te#perature e6posure. T3is 3as reduced t3e use of carbon H .o in
t3e 2*drogen and 2*drocarbon ser0ice.
e) )arbon #ol*bdenu# steel is generall* used in stea# ser0ices.
f) T3e use of 12E )r or 3ig3er ferritic )r steels for pressure
containing parts is not per#itted.
g) W3ere austenitic stainless steels are selected and t3ere #ig3t
be a danger of 7ntergranular corrosion occurring during s3utdo8ns
as a result of sensitiDation during ser0ice1 an appropriate titaniu# or
colu#biu# (niobiu#) stabiliDed or e6tra lo8 carbon grade s3all be
specifiedI 83ere 3ig3 te#perature strengt3 is re/uired a si#ilarl*
stabiliDed 2 grade s3all be selected. For te#peratures abo0e "2(
+
) t3e e6tra lo8 carbon grade s3all not be used and t3e c3e#icall*
stabiliDed grades s3all be gi0en a stabiliDing 3eat 83en re/uired to
resist 7ntergranular attacA.
Page 1" of 183
".3.2 E5pos&#e at A+,ient 1 Inte#+e$iate Te+pe#at&#es ;f#o+ 0
0
* to
2!2
0
*<
a) .aterials selected for e6posure to a#bient and inter#ediate
te#peratures s3all be econo#ic c3oice in a for# or condition 83ic31
in t3e particular en0iron#ents1 8ill be resistant to da#age resulting
fro#F
2*drogen blistering
7ntergranular corrosion
!tress corrosion cracAing
2*drogen sulfide e#brittle#ent
Fatigue
)orrosion fatigue
)austic e#brittle#ent
&eterioration at s3utdo8n or in s3utting do8n and starting up.
)3e#ical attacA
)re0ice corrosion
-al0anic corrosion
b) .aterial selected for ser0ice conducti0e to 3*drogen blistering1 s3all
be full* silicon?Ailled carbon steel.
c) W3ere austenitic stainless steels are selected1 a titaniu# or
colu#biu# (niobiu#) stabiliDed lo8 carbon grade s3all be specified
to resist 7ntergranular corrosion eit3er in t3e operating condition or
during s3utdo8ns. $lternati0el*1 if strengt3 considerations are not
i#portant econo#icall*1 t3e e6tra lo8 carbon (+.+3E #a6.) grade
#a* be used.
d) W3ere austenitic stainless steels are selected for ser0ice at
te#peratures and in en0iron#ents possibl* conducti0e to 3alogen
trans?granular stress corrosion cracAing1 full* stress relie0ed
#aterial s3all be specified. T3is re/uire#ent s3all appl* also to
t3ose ser0ices 83ere stress corrosion could occur in 3eating to1 or
cooling fro# operating te#perature. 7t does not appl* to austenitic
stainless steel clad or deposit lined e/uip#entI in suc3 case t3e
3eat treat#ent re/uire#ents appropriate to t3e bacAing steel s3all
go0ern. 2o8e0er1 t3is 3eat treat#ent s3all be selected go0ern.
2o8e0er1 t3is 3eat treat#ent s3all be selected so as to #ini#iDe
sensitiDation effects on t3e stainless steel.
e) 2ardness of carbon and ferritic allo* steels and 8eld#ents e6posed
to 8et 2
2
! strea#s s3all be li#ited to 2++ 2= irrespecti0e of t3e
2
2
! concentration.
Page 1% of 183
f) .aterial and re/uire#ents for caustic ser0ice s3all be in
accordance 8it3 t3e grap3 s3o8n in attac3ed dra8ing. (Refer
attac3ed &ra8ing =o?1).
g) rass #aterials s3all be specified onl* 83en p2 of t3e en0iron#ent
due to a##onia 8ill be 7.2 or less. $bo0e p2 7.21 7+?3+ )u?=i or
ot3er si#ilar allo* s3all be used.
".3.3 E5pos&#e at lo3 te+pe#at&#e ;7elo3 0
0
*<
a) .aterials selected for ser0ice at (+
+
)) or belo8 s3all 3a0e
ade/uate resistance to brittle fracture and s3all satisf* t3e
appropriate i#pact test re/uire#ents belo8 #inus (?) 2'
+
) as per
t3e rele0ant design code ($=!7 31.3). )arbon steel s3all be full*
Ailled and nor#aliDed.
b) T3e #ini#u# design te#perature s3all be t3e #ini#u#
te#perature of t3e contents during nor#al operation1 s3utdo8n1
start?up or unit upset.
c) T3e post?8eld 3eat?treated case s3all appl* to all un8elded
#aterials.
(.!.( Mate#ials #e.&i#e+ents ? Gene#al P#eca&tions
a) $ll c3ro#iu# #ol*bdenu# steels containing up to 'E c3ro#iu#
83ic3 are to be 8elded s3all 3a0e a carbon content not e6ceeding
+.1%E.
b) @se of stainless steel s3all be Aept to a #ini#u#. W3ere use of a
less1 3ig3l* allo*ed #aterial 8ould result in sacrifice of onl* a s#all
part of design life (sa*1 up to 2+E) stainless steel #a* be a0oided.
W3en use of suc3 a #aterial cannot be a0oided and 83ere t3ere is
danger of transgranular stress corrosion cracAing1 3ig3er allo*
#aterials suc3 as t3e full* stabiliDed 7ncolo*s s3all be considered.
c) W3ere nap3t3enic acid corrosion is anticipated1 consideration s3all
be gi0en to t3e use of a stabiliDed or e6tra lo8 carbon grade of
#ol*bdenu# bearing austenitic stainless steel suc3 as !! 31( ,1
!! 3211 !! 3"7.
)are s3all be taAen to ensure t3at austenitic stainless steels do not
co#e into contact 8it3 ,ead1 Jinc1 $lu#iniu#1 )opper1 Tin or ot3er
lo8?#elting #etals t3at pro#ote cracAing. Paints containing t3ese
#etals s3all not be used on austenitic stainless steel. 7n addition1
design s3all be suc3 as to a0oid conta#ination of austenitic stainless
steels b* suc3 #etals during a fire.
Page 1( of 183
(.( SPE*I-I* 4E2UI4EMENT -64 SPE*IAL SE4@I*ES S6U4 GASA
98D46GENA SULP9U4A AMM6NIAA AMINESA *AUSTI* SE4@I*ES
ET*.
(.(.14esistance to 9"$#ogen
Resistance to 3*drogen attacA #ust be taAen care 83ile selecting
#aterials in contact 8it3 li/uids and 0apours containing 3*drogen at
ele0ated te#peratures and pressures. T3e guide used for selecting
3*drogen resistant #aterials is $P7 publication '"1 entitled B!teels for
2*drogen !er0ices at ele0ated Te#peratures and Pressures in
Petroleu# Refineries and Petroc3e#icals PlantsC.
$ brief stud* of t3e =elson cur0e on t3e follo8ing re0eals t3at t3e
principle allo*ing ele#ents 83ic3 i#part resistance to ele0ated
te#perature 3*drogen attacA t3e c3ro#iu# and #ol*bdenu#. (Refer
&ra8ing =o <2 attac3ed).
$llo* steels co##onl* used to resist 3ig3 te#perature 3*drogen attacA
are as follo8sF
a) 1?K )r < H .o ? (P?11)
b) % )r < H .o ? (P?%)
c) ' )r?1 .o ? (P?')
d) 1( )r1 12 =i1 2 .o ? (!. ! 31( 2)
aAeout of 3*drogen ser0ice piping s3ould be carried out for
appro6i#atel* 2 to " 3rs. at a te#perature range of (%+ to 8++
+
F before
taAing up an* repair :ob. 7t is preferred to go for coil 3eating for better
control in 3eating1 soaAing and cooling.
(.(.24esistance to S&lp%&#
For deter#ining #aterials of construction for an oil strea# containing
sulp3ur utiliDe t3e cur0e entitled B$0erage Rate )ur0es (Refer &ra8ing
=o?3 attac3ed) for 2ig3 Te#perature !ulp3ur )orrosionC. T3is cur0e aids
in deter#ining corrosion rates for #aterials in contact 8it3 sulp3ur
bearing 2*drocarbon strea#s and is use 56idiDing @nits and Ra8 5il
c3arge lines to 2*drodesulp3urising and 2*drocracAing @nits.
W3ile appl*ing t3is cur0e1 use t3e #a6i#u# operating te#perature of
t3e e/uip#ent in0ol0ed and picA t3e corresponding corrosion rate for
one of t3e #aterials listed1 t3en ad:ust t3e corrosion rate 8it3 a
correction factor 83ic3 taAes into account t3e 8eig3t percent sulp3ur. 7t
s3ould be noted t3at t3e reference sulp3ur le0el for t3is cur0e is 1.+
8eig3t percent. $s one can see fro# t3is cur0e1 an increase in c3ro#iu#
content i#parts increasing resistance to 3ig3 te#perature sulp3ur
corrosion.
Page 17 of 183
)arbon steel generall* is specified for #ost e/uip#ent to t3e %++?%%+
+
F
(2(+?288
+
)) te#perature range1 and t3e corrosion allo8ance used is
3##. W3en t3e piping in t3is ser0ice are carbon steel and i#pro0ed
corrosion resistance is necessar*1 TP "1+! stainless steel cladding is
specified. &epending on t3e anticipated corrosion rates1 3eater tubes are
usuall* % )r < H .o or ' )r < 1 .o. Piping s*ste#s are usuall* carbon
steel and % )r < H .o 8it3 0ar*ing corrosion allo8ances. Refer
corrosion allo8ance Table < % for large dia#eter piping 18C dia1 usuall*
3eater transfer lines1 an alternati0e of carbon steel clad 8it3 TP "1+!
stainless steel is specified.
".".34esistance to so&# :ate# Se#>ices ;9
2
S<
.aterials s3all be selected fro# t3ose per#itted in t3e =$)E
standard.
!election of #aterials s3ould be for a specific sour dut* condition.
7f process 2
2
! concentration is 0ar*ing1 peaA 0alues s3all be used.
T3e resistance to general corrosion. T3e p2 0alue of t3e process
strea# and t3e presence> absence of corrodents suc3 as o6*gen1
)5
2
1 c3lorides etc. are of particular i#portance.
.ec3. Properties including lo8 te#perature re/uire#ents 83ere
necessar* s3all be gi0en special attention.
)arbon steel pipe 8orA s3all be in t3e nor#aliDed 3eat?treated
conditions. $ll #aterials for con0entional 8elding (i.e. for 8elding 8it3
tec3ni/ues ot3er t3an eit3er 0ertical do8n or an* lo8 3eat input)
tec3ni/ue s3all 3a0e a carbon content of +.23E for sea# less pipes
and +.2%E #a6. for forgings and carbon e/ui0alent of +."+E #a6.
based on t3e for#ula.
)E L ) M .n > ( M ()r M .o M;) > (=i M)u) > 1%
(.(.(4esistance to *a&stic an$ A+ine
)arbon steel is generall* an acceptable #aterial for 3andling caustic
soda and ot3er alAaline solutions. 2o8e0er1 it 3as li#itations. 2ig3er
te#perature in t3at !tress )orrosion )racAing (!))) can occur
unless it is stress relie0ed1 also unacceptable general corrosion can
taAe place. (Refer &ra8ing =o?1 attac3ed).
For $#ine ser0ice1 to a0oid stress corrosion cracAing of 8elded pipes
and ot3er 8elds1 e6posed to 0arious $#ine solutions1 stress relie0ing
for all 8elds is re/uired as follo8sF
.E$ (.onoet3anol a#ine) < For all design te#perature
Page 18 of 183
&E$ (&iet3anol a#ine) < For design te#perature N 82
+
).
For additional guidance for a0oidance of corrosion of stress corrosion
cracAing (!))) can be referred in $P7 '"%.
(.) GUIDELINE -64 PIPE SPE*I-I*ATI6NS -64 *66LING :ATE4 1
-I4E :ATE4 PIPING S8STEMS
7n t3e Refineries1 fre/uent failures 3a0e been e6perienced in )ooling
Water and Fire Water ser0ices especiall* in t3e for# of sea# opening
in ERW pipes. 7t 3as been obser0ed t3at t3e 7! 123' 4 7! 3%8' /ualit*
pipes used for t3ese ser0ices do not reco##end an* #andator* =&T
for /ualit* assurance of ERW pipe 8elding and also t3e 2*drostatic
test can be substituted b* t3e #anufacturer. 7n 0ie8 of t3is t3e abo0e
specifications along 8it3 ot3er piping specifications liAe $P7 %, -r. 1
$!T. $1+( -r. 8ere co#pared and an appro0al for a tec3no?
econo#ical specification 3a0e been obtained.
$s per t3e abo0e1 it is reco##ended to use pipes of $P7 %, -r.
standard due to its #andator* re/uire#ent of =&T to ensure i#pro0ed
8eld /ualit* and docu#entar* e0idence of 2*drotest for )ooling Water
()W) and Fire Water (FW) piping s*ste#s. For lo8er dia#eter pipes
upto dia. (C1 sea#less pipes are reco##ended considering lo8er
t3icAness in t3is range1 83ic3 are detri#ental in case of an* 8eld
deficiencies. ERW> EF!W pipes confir#ing to $P7 %, -r. are
reco##ended for 8C to 1"C dia#eter for i#pro0ed /ualit* of ERW
8elding. For dia#eter 1(C and abo0e1 EF!W pipes are reco##ended
considering t3e superior 8elding /ualit*. T3e reco##ended pipe
specifications for )ooling Water and Fire Water ser0ices of different
dia#eters are gi0en belo8F
Dia+ete# 4eco++en$e$ Pipe Specification
@pto (C !ea#less Pipes 5f $ 1+( -r. 5r $P7 %, -r.
!tandards
8C to 1"C ERW> EF!W pipes of $P7 %, -r. !tandard
1(C and abo0e EF!W pipes as per $P7 %, -r. !tandard
(.6 *6MM6N MATE4IALS USED IN 4E-INE48
T3e detailed lists of #aterials used in Refiner* are gi0en in Table < 11 2
and 3.
).1 *a#,on Steel
T3is is t3e #ost co##on #aterial used in process plants. )arbon
steels are used in #ost general refiner* applications 83ere Ailled steel
/ualit* is not re/uired.
).2 Bille$ *a#,on Steel
Page 1' of 183
Oilled steels are defined as t3ose1 83ic3 are t3oroug3l* deo6idiDed
during #elting process. &eo6idation is acco#plis3ed b* use of silicon1
#anganese and alu#iniu# additions to co#bine 8it3 dissol0ed gases1
usuall* o6*gen1 during steel #aAing. T3is results in cleaner1 better
/ualit* steel 83ic3 3as fe8er gas pocAets and inclusions. Oilled carbon
steel is specified for #a:or e/uip#ent in t3e follo8ing ser0ices to
#ini#iDe t3e possibilit* or e6tent of 3*drogen blistering and 3*drogen
e#brittle#entF
a) W3ere 3*drogen is a #a:or co#ponent in t3e process strea#.
b) W3ere 3*drogen sulfide 2
2
! is present 8it3 an a/ueous p3ase or
83ere li/uid 8ater containing 2
2
! is presentI
c) Process strea#s containing an* a#ount of 2*droflouoric acid
(2F)1 boron trifluoride (F3) or (F) co#poundsI or
d) .onoet3anola#ine (.E$) and diet3anola#ine (&E$) in solutions
of greater t3an % 8eig3t percent.
Oilled steel is also used for e/uip#ent designed for te#peratures
greater t3an ("82
+
)) since t3e $!.E boiler and Pressure )ode does
not list allo8able stresses for carbon steel o0er '++
+
F ("82
+
)).
).! Lo3 Allo" Steels
a) )arbon H .ol*. T3ese lo8 allo* steels are used for #oderate
te#perature ser0ices1 #oderate corrosi0e ser0ice and #ost
fre/uentl* for inter#ediate te#peratures for its resistance to
3*drogen attacA. T3e* 3a0e t3e sa#e #a6i#u# te#perature
li#itation as Ailled steel ($!.E )ode < 1+++
+
F) but t3e strengt3
abo0e 7++
+
F is substantiall* greater. 2o8e0er1 83ile selecting t3is
#aterial care s3ould be taAen as t3e creep> 3ig3 te#perature
strengt3 properties of suc3 #aterial deteriorates 8it3 ti#e.
b) 1E c3ro#e H .ol* and 1?K )3ro#e H .ol*. T3ese allo*s are
used for 3ig3er resistance to 3*drogen attacA and sulp3ur
corrosion. T3e* are also used for ser0ices 83ere te#peratures are
abo0e t3e rated te#perature for ) H .o steel.
c) 2?K )3ro#e 1E .ol* and 3E )3ro#e < 1E .ol*. T3ese allo*s
3a0e t3e sa#e uses as 1?K E )r1 but 3a0e greater resistance to
3*drogen attacA and 3ig3er strengt3 at ele0ated te#perature.
d) %E )3ro#e < HE .ol*. T3is allo* is used #ost fre/uentl* for
protection against co#bined sulp3ur attacA at te#peratures abo0e
%%+
+
F. 7ts resistance to 3*drogen attacA is better t3an 2?K E )r?
1E .ol*.
e) 'E )3ro#e < 1E .ol*. T3is allo* is generall* li#ited to 3eater
tubes. 7t 3as a 3ig3er resistance to 3ig3 sulp3ur stocAs at ele0ated
te#peratures. 7t also 3as a #a6i#u# allo8able #etal te#perature
in o6idiDing at#osp3eres.
Page 2+ of 183
).( -e##itic an$ Ma#tensitic Stainless Steel
a) 12E )3ro#e (T*pes "+% and "1+!) < T3is ferritic or .artensitic
stainless steel is used pri#aril* as a clad lining. 7t 3as e6cellent
resistance to co#bined sulp3ur and good resistance to 3*drogen
sulp3ide at lo8 concentrations and inter#ediate te#peratures.
b) 13E )3ro#e (T*pe "1+) < T3is stainless steel is used e6tensi0el*
for standard tri# on all process 0al0es and pu#ps1 and for 0essel
tra*s and tra* co#ponents. 7t is also used for 3eat e6c3anger tubes
for t3e sa#e processing conditions as T*pe "+%.
).) A&stenitic Stainless Steels
a) T*pe 3+" < T3is is t3e lo8est cost t*pe of 18?8 stainless steel for
protection against 3*drogen and 3*drogen sulp3ide attacA at
ele0ated te#peratures. 7t is susceptible stress corrosion.
b) T*pes 3+' and 31+ < T3ese are special 3eat resistant austenitic
stainless steels 83ic3 3a0e o6idation resistance upto about 2+++
+
F.
T3eir co#position are 2%E )r < 12E =i and 2%E )r < 2+ =i
respecti0el*1 and are used in 3ig3 te#perature ser0ices and tube
supports in 3eaters.
).6 Non Metallic Piping Mate#ials
a) W3ile using non?#etallic piping1 e.g. 2&PE1 P;)1 FRP etc.
designer s3all taAe care of t3e $ging effect1 t3e ser0ice te#perature
and pressure. .anufacturerGs reco##endation s3all be taAen into
account.
b) ased on t3e B-uidelines for .aterial !ectionC as per clause and
P!pecific re/uire#ents for special ser0ices. $s per )l ".".C a broad
guideline is dra8n in Table < ". (Piping .aterial !election based on
!er0ice> Te#perature).
c) ased on Table < "1 Table < % 4 Table < ( BPiping )lass !election
)3artC Table % is dra8n to select a specific piping class for a
particular set of ser0ice> rating> application.
Page 21 of 183
Ta,le ? 1
ASTM DESIGNATI6N 6- MATE4IALS
MATE4IAL PLATE PIPE
ELE*T4I*
-USI6N :ELDED
PIPE
TU7ES *ASTINGS -64GINGS
:46UG9T
-ITTINGS
*LADDING
)arbon !teel $?28%?-R1 $1
4)
$?%3 -R1
$4
$?(71 -R1 )$?%%
$?(77 -R1 $"%?
$%%
$?21" (WE,&E&)
$?17'
(!E$.,E!!)
$?21( -R1
W)$1W) 4
W))
$?1+% $?181 ),.
(+ 5R 7+ $?2((
), 71 771 5R 777
$?23" -R1
WP
Oilled !teel $?%1% -R1 %%?
7+ $?%1( -R1
%%?7+
$?1+( -R1
$4
$?(72 -R %%?
7+ $?(72 -R1
)%%?)7+
$?17' $?21( -R1
W)$1 W)
4 W))
$?1+% $?181 ),
(+ 5R 7+ $?2((
), 71 771 5R 777
$?23" -R1
WP
)?1>2 .o $?2+" -R1 $1
4)
$?33% -R1
P1
$?('1 -R1 ). (%?
).7%
$?2+' -R1 T1 $?217 -R
W)1
$?182 -R1 F1 $?
33( ),1 F1
$?23" -R1
WP1
1 )r?1>2.o $?387 -R1 12 $?33% -R1
P12
$?('1 -R1 1)r $?213 -R1 T12 $?182 -R1 F12
$?33( ), F12
$?23" -R
WP11
1?1>" )r?1>2
.o
$?387 -R1 11 $?33% -R1
P11
$?('1 -R1 1?1>")r $?1'' -R1 T11 $?
213 -R1 T11
$?217 -R1
W)(
$?182 -R1 F11
$?33( ), F11
$?23" -R1
WP11
2?1>" )r?1.o $?387 -R1 22 $?33% -R1
P22
$?('1 -R1 2?1>"
)r
$?1'' -R1 T22 $?
21' -R1 T22
$?217 -R1
W)'
$?182 -R1 F22
$?33( ), F22
$?23" -R1
WP22
3)r?1.o $?387 -R1 21 $?33% -R1
P21
? $?1'' T21 $?213
-R1 T21
? $?182 -R1 F21
$?33( ),1 F21
?
% )r?1>2 .o $?387 -R1 %
(For#erl* $?
3%7)
$?33% -R1
P%
$?('1 -R1 %)r $?1'' -R1 T% $?
213 -R1 T%
$?217 -R1
)%
$?182 -R1 F% $?
33( ),1 F%
$?23" -R1
WP%
')r?1.o $?387 -R1 ' $?33% -R1
P'
$?('1 -R1 ')R. $?1'' -R1 T' $?
213 -R1 T'
$?217 -R1
)12
$?182 -R1 F' $?
33( ), F'
$?23" -R1
WP'
12)r?TP"+% $?2"+ TP"+% $?2(8 -R1
TP"+%
? $?2(8 -R1 TP"+% ? ? ? $?2(3
13 )r?TP"1+ $?2"+ TP"1+ $?2(8 -R1
TP"1+
? $?2(8 -R1 TP"1+ $?217 -R1
)$1%
$?182 -R1 F( $?
33( ),1 F(
? $?2(3
13 )r?
TP"1+!
$?2"+ TP"1+! ? $?2(3
17 )r? TP"3+ $?2"+ TP"3+ $?2(8 -R1 ? $?2(8 -R1 TP ? $?2(3
Page 22 of 183
MATE4IAL PLATE PIPE
ELE*T4I*
-USI6N :ELDED
PIPE
TU7ES *ASTINGS -64GINGS
:46UG9T
-ITTINGS
*LADDING
TP "3+ "3+
18 )r?8 =i?
TP3+"
$?2"+ TP3+" $?312 -R1
TP3+" $?
37( -R1
TP3+"
$?3%8 -R1 3+" $?213 -R1 TP3+"
$?2"' -R1 TP3+"
$?3%1 -R1
)F8 $?7""
)F8
$?182 -R1 F3+"
$?33( ),1 F3+"
$?"+3 -R1
WP3+"
$?2("
18 )r?8=i?
TP3+",
$?2"+ TP3+", $?312 -R1
TP3+",
$?3%8 -R1 3+", $?213 -R1
TP3+", $?2"'
-R1 TP3+",
$?3%1 -R1
)F3 $?7""
)F3
$?182 -R1
F3+", $?33( ),1
F3+",
$?"+3 -R1
WP3+",
$?2("
Page 23 of 183
Ta,le ? 2
ASTM DESIGNATI6N 6- MATE4IALS
MATE4IAL PLATE PIPE
ELE*T4I*
-USI6N
:ELDED PIPE
TU7ES *ASTINGS -64GINGS
:46UG9T
-ITTINGS
*LADDING
18)r?8 =i?
TP3+"2
$?2"+
TP3+"2
$?312 -R1
TP3+"2 $?37(
-R1 TP3+"2
$?3%8 -R1
3+"2
$?213 -R1 TP3+"2
$?2"' -R1 TP3+"2
? $?182 -R1
F3+"2 $?33(
), F3+"2
$"+3 -R1
WP3+"2
$?2("
1()r?12 =i?2
.o TP31(
$?2"+
TP31(
$?312 -R1
TP31( $?37(
-R1 TP31(
$?3%8 -R1 31( $?213 -R1 TP31(
$?2"' -R1 TP31(
$?3%1 -R1 )F8.
$?7"" )F8.
$?182 -R1
F31( $?33( ),
F31(
$?"+3 -R1
WP31(
$2("
1()r?12 =i?
2.o TP31(,
$?2"+
TP31(,
$?312 -R1
TP31(,
$?3%8 -R1
31(,
$?213 -R1 TP31(,
$?2"' -R1 TP31(,
$?3%1 -R1 )F8.
$?7"" -R )F8.
$?182 -R1
F31(, $?33(
), F31(,
$?"+3 -R1
WP31(,
$?2("
1()r?12 =i?
2.o TP31(2
$?2"+
TP31(2
$?312 -R1
TP31(2 $?37(
-R1 TP31(2
$?3%8 -R1
31(2
$?213 -R1 TP31(2
$?2"' -R1 TP31(2
? $?182 -R1
F31(2 $?33(
), F31(2
$?"+3 -R1
WP31(2
$?2("
18)r? 13 =i?
3.o TP317
$?2"+
TP317
$?312 -R1
TP317
$?2"' -R1 TP317 $?3%1 -R1 )-?8.
$?7"" -R1 )-?8.
$?182 -R1
F317 (ar
!tocA)
$?"+3 -R1
WP317
$?2("
18)r? 13 =i?
3.o TP317,
$?2"+
TP317,
$?312 -R1
TP317,
? ? ? ? $?"+3 -R1
WP317,
$?2("
18)r? 1+ =i?
Ti TP321
$?2"+
TP321
$?312 -R1
TP321 $?37(
-R1 TP321
$?3%8 -R1 321 $?213 -R1 TP321
$?2"( -R1 TP321
$?182 -R1
F321 $?33( ),
F321
$?"+3 -R1
WP321
$?2("
18)r? 1+ =i?
Ti TP3212
$?2"+
TP3212
$?312 -R1
TP3212 $?37(
-R1 TP3212
? $?213 -R1 TP3212
$?2"'-R1 TP3212
$?182 -R1
F3212 $?33(
), F3212
$?"+3 -R1
WP3212
$?2("
18)r? 1+ =i?
)b TP3"7
$?2"+
TP3"7
$?312 -R1
TP3"7 $?37(
-R1 TP3"7
$?3%8 -R1 3"7 $?213 -R1 TP3"7
$?2"' -R1 TP3"7
$?3%1 -R1 )F8)
$?7"" -R1 )F8)
$?182 -R1
F3"7 $?33( ),
F3"7
$?"+3 -R1
WP3"7
$?2("
18)r? 1+ =i?
)b TP3"72
$?2"+
TP3"72
$?312 -R1
TP3"72 $?37(
? $?213 -R1 TP3"72
$?2"' -R1 TP3"72
$?182 -R1
F3"72 $?33(
$?"+3 -R1
WP3"72
$?2("
Page 2" of 183
MATE4IAL PLATE PIPE
ELE*T4I*
-USI6N
:ELDED PIPE
TU7ES *ASTINGS -64GINGS
:46UG9T
-ITTINGS
*LADDING
-R1 TP3"72 ), F3"72
23 )r?12 =i
TP3+'
$?2"+
TP3+'!
$?312 -R1
TP3+'!
$?3%8 -R1
3+'!
$?213 -R1 TP3+' $?3%1 -R1 )2?2+ $?"+3 -R1
WP3+'
$2("
2% )r?2+ =i
TP31+
$?2"+
TP31+!
$?312 -R1
TP31+!
$?3%8 -R1
31+!
$?212 -R1 TP31+
$?2"' -R
$?3%1 -R1 )O?2+ $?182 -R1
F31+
$?"+3 -R1
WP31+
$2("
7nconal (++
(=i?)r?Fe)
?1(8 ?1(7 ?%17 ?1(3 $llo* =i?)r?
Fe??%1(
?%(" $llo* =i?
)r?Fe ?1((
(ar !tocA)
?3(( -R >
WP=)7
$?2(%
7nconal 8++
(=i?)r?Fe)
?1(' ?"+7 ?%1" ?1(3 $llo* =i?)r?
Fe??%1%
?%(" $llo* =i?
)r?Fe ?"+8
(ar !tocA)
?3(( -R >
WP=)7
$?2(%
$llo* 2+ ()r?
=i?Fe?.o?
)u?)b)
?"(3 "(" ?"7" ?"(8 $?3%1 -R1 )=?7.
$?7"" -R1 )=?7.
?"(2 ?3(( -R1
WP2+)
$?2(%
$d#iralt*
rass.
?171 =o.
)""3++
)"""++
)"""++
R?111 =o. )""3++
)"""++ )""%++
Page 2% of 183
Ta,le ? !
ASTM DESIGNATI6N 6- MATE4IALS
MATE4IAL PLATE PIPE
ELE*T4I*
-USI6N :ELDED
PIPE
TU7ES *ASTINGS -64GINGS
:46UG9T
-ITTINGS
*LADDING
=a0al rass ?171 =o.
)"("++
$l. rass ?111 =o.
)(87++
$l. ronDe & ?171 =o.
)(1"++
?111 =o.
)(1"++
?"32
'+?1+?)u?=i ?171 =o.
)7+(++
?"(( =o.
)7+(++
?111 =o. )7+(++ ?"32
8+?2+?)u?=i ?"(( =o.
)71+++
?111 =o. )71+++
7+?3+?)u?=i ?171 =o.
)71%++
?"(( =o.
)71%++
?111 =o. )71+++ ?"32
.onel (=i?
)u)
?127 ?1(% ?1(3 $llo*
=i?)u
$?"'"$?-R1 .?
31?1
?%(" $llo* =i?
)u ?1(" (ar
!tocA)
P?3(( -r.
WP=)
$?2(%
2astello*?
(=i?.5)
?333 ?(22 $llo* =i?
.o
R?(1' $llo* =i?.o $?"'" =?12.; R33% ($llo* Rod) R?3(( -r1
WP2.
$?2(%
2astello*?)
(=i?.o?)r.)
?%7% R?(22 $llo*
,o8 ) =i?.o?
)r
?(1' $llo* ,o8)
=i?.o?)r
$?"'" )R1 )W?
12.W
?%7" ($llo*
Rod)
?3(( -R1
WP2)
$?2(%
$7. 3++3 ?2+' $llo*
3++3
?2"1 $llo*
3++3 ?21+
$llo* 3++3
?32" $llo* 3++3 ?2"7 $llo* 3++3 R?3(1 $llo* WP
3++3
Titaniu#. ?2(% ?337 ?338 ?3(7 ?381 ?3(3
Q $!T. $%3 -r. $4 )$= E REP,$)E& R $P7 %, -r. $ 4 $,!5
Page 2( of 183
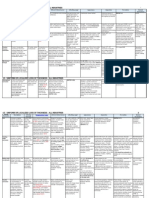
Ta,le ? (
PIPING MATE4IAL SELE*TI6N 7ASED 6N SE4@I*E C TEMPE4ATU4E
SE4@I*E
TEMP.
4ANGE
0
*
*A476N
STEEL
ALL68 STEEL
L6:
INTE4
MEDIATE
ALL68
9IG9 ALL68 N6N METALLI*
2*drocarbon
,o8 te#p. +?2%+ $
.ed Te#perature 2%+?"++ $ &
2ig3 Te#p. "++?%%+ & F
;er* 2ig3 Te#p. %%+?7++ F1 - O1 .
!tea# 4 FW +?"++ $
"++"%+ 1 & E
$7R +?2%+ $1 S
-as ?8+ to <"% 2
?"% to <2%+ O1 .1 =
Flue -as +?(%+ $ O
$cids +?(+ $1 R O1 P !1 J1 ;
)3e#ical
,o8 Te#p. +?2%+ $ O1 = !
Water
)ooling +?12+ $
$cidic +?12+ $ J
!our +?12+ $
!ea $ W
Page 27 of 183
Legen$D
$ < )$R5=
< )$R5= .5,R
) < 1E )R < H .5,R
& < 1?1>"E )R. < H .5,R.
E < 2?1>"E )R. < 1 .5,R.
F < %E )R. < HE .5,R.
- < 'E )R. 1E .5,R
2 < 3?1>2E =7
71 S1 O < !. !. TRPE 3+"1 3+"21 3+",
. < !T$7,7JE& !. !. 31(1 31(21 3211 3"7
= < 31( ,
P < .5=E, > 7=)5=E, > 7=)5,5R
9 < 2$!T$,,5R
R < ,E$&
! < P;)
T < ). 7. > !7,7)5= 7R5=
; < FRP
W < )@PR5 < =7)OE,
R < ,7=E& !TEE,
J < 2&PE
T3e abo0e alp3abets are also t3e last alp3abets in piping class.
Page 28 of 183
Ta,le ? )
PIPING *LASS SELE*TI6N *9A4T
;7ASED 6N SE4@I*E APPLI*ATI6N P4ESSU4E<
T6 7E 4EAD IN *6NEU*TI6N :IT9 TA7LE N6. 1
SL.
N6.
SE4@I*E -LANGE APPLI*ATI6N
*644.
ALL. ++
PIPING
*LASS
MATE4IAL
4ATING -A*ING
I. P46*ESS
1. )R@&E 1%+T RF 5FF !7TE ,5W PRE!!@RE 1.% $1+$ $P7 %, -r. > $1+( -r1
B 1%+T RF ,5W PR. (@=7T!) 1.%>3.+ $1$>$'$ B
B 3++T RF PRE2E$T EU)2$=-ER! >
&E!$,TER < .E&. PRE!!@RE
1.%>3.+ 1$>'$ B
B (++T RF 27-2 PRE!!@RE 4 .E&.
TE.PER$T@RE
3.+ &'$ B
2. &E)5O7=- ,7=E 3++T RF )R@&E F@R=$)E! .E&.
PRE!!@RE
3.+ '$ $P7 %, -r. > $1+( -r.
3. =$P2T2$ 1%+T RF ,5W PRE!!@RE 4 .E&.
PRE!!@RE
1.% $1$ $P7%,-r.> $1+( -r.
B 3++ RF .E&. PRE!!@RE 4 ,5W
TE.PER$T@RE
1.% 1$ B
". OER5!E=E 1%+T RF ,5W PRE!!@RE 4 ,5W
TE.PER$T@RE
1.% $1$ $P7 %, -r. > $1+( -r.
B 1%+T RF ,5W PRE!!@RE 4 .E&.
TE.PER$T@RE
3.+ $'$ B
B 3++T RF .E&. PRE!!@RE 4 .E&.
TE.PER$T@RE
1.% &1$>'$ B
B 3++T RF .E&. PRE!!@RE 4 27-2
TE.PER$T@RE
3.+ "F B
%. ;$). T5WER 5;2&
;$P5@R
1%+ RF ,5W PRE!!@RE 4 .E&.
TE.PER$T@RE
1.% $1$ $P7 %, -r. > $1+( -r.
(. &7E!E, 3++T RF .E&. PRE!!@RE 4 .E&.
TE.PER$T@RE
1.% 1$>'$ $P7 %, -r. > $1+( -r. 8
Page 2' of 183
SL.
N6.
SE4@I*E -LANGE APPLI*ATI6N
*644.
ALL. ++
PIPING
*LASS
MATE4IAL
4ATING -A*ING
B 3++T RF .E&. PRE!!@RE 4 27-2
TE.PER$T@RE
3.+ "F $33% -r. P%
B 1%+T RF ,5W PRE!!@RE 4 27-2
TE.PER$T@RE
3.+ $"F $33% -r. P%
7. ,;-5 1%+T RF ,5W PRE!!@RE 4 .E&.
TE.PER$T@RE
1.% $1$ $P7 %, -r. > $1+( -r.
B 3++T RF B 1.% 1$ B
8. 2;-5 3++T RF .E&. PRE!!@RE 4 .E&.
TE.PER$T@RE
1.%>3.+ 1$>'$ $P7 %, -r. > $1+( -r.
B 3++T RF B 3.+ "F $33% -r. P%
B 1%+T RF ,5W PRE!!@RE 4 27-2
TE.PER$T@RE
3.+ $"F B
'. R)5 1%+T RF ,5W PRE!!@RE 4 27-2
TE.PER$T@RE
3.+ $"F $33% -r. P%
B 3++T RF .E&. PRE!!@RE 4 27-2
TE.PER$T@RE
3.+ "F B
1+. ;$). RE!7&@E 1%+T RF ,5W PRE!!@RE 4 .E&.
TE.PER$T@RE
3.+ $'$ $P7 %, -r.> $ 1+( -r.
B 3++T RF .E&. PRE!!@RE 4 .E&.
TE.PER$T@RE
3.+ '$ B
B 1%+T RF ,5W PRE!!@RE 4 27-2
TE.PER$T@RE
3.+ $"F $33% -r. P%
B 3++T RF .E&. PRE!!@RE 4 27-2
TE.PER$T@RE
3.+ "F B
1+$. ; T$R 1%+T RF ,5W PRE!!@RE 4 .E&.
TE.PER$T@RE
3.+ $'$ $P7 %, -r. > $1+( -r.
B 3++T RF .E&. PRE!!@RE 4 .E&.
TE.PER$T@RE
3.+ '$ B
B 1%+T RF ,5W PRE!!@RE 4 27-2
TE.PER$T@RE
3.+ $"F $33% -r. P%
B 3++T RF .E&. PRE!!@RE 4 27-2
TE.PER$T@RE
3.+ "F B
Page 3+ of 183
SL.
N6.
SE4@I*E -LANGE APPLI*ATI6N
*644.
ALL. ++
PIPING
*LASS
MATE4IAL
4ATING -A*ING
11. !,5P &7!T7,,$TE 1%+T RF ,5W PRE!!@RE 4 27-2
TE.PER$T@RE
3.+ $"F $33% -r. P%
B 3++T RF .E&. PRE!!@RE 4 27-2
TE.PER$T@RE
3.+ "F B
12. !,5P 57, 1%+T RF FR5. 25T WE,, ,5W PRE!!@RE ".% $($ $P7 %, -r. > $1+( -r.
13. T) T$R 1%+T RF ,5W PRE!!@RE 1.%>3.+ $1$>$'$ B
B 3++T RF .E&. PRE!!@RE 3.+ '$ B
1". )& 1%+T RF ,5W PRE!!@RE 1.% $1$ B
1%. F,@!27=- 57, 1%+T RF ,5W PRE!!@RE 1.% $1$ B
1(. )$T$,R!T 1%+T RF ,5W PRE!!@RE 4 27-2
TE.PER$T@RE
3.+ $1"$ $P7 %, -r.
B 3++T RF .E&. PRE!!@RE 4 27-2
TE.PER$T@RE
1.% "O $312 -r. TP3+"2
17. RE$)T5R 5;2& 3++T RF .E&. PRE!!@RE 4 27-2
TE.PER$T@RE
3.+ "& $33% -r. P11
RE$)T5R RP$! 3++T RF B (.+ 3F $33% -r. P%
18. )R),E 57, 3++T RF B 3.+ "F $33% -r. P%
2R. )R),E 57, 3++T RF .E&. PRE!!@RE 4 .E&.
TE.PER$T@RE
3.+ '$ $P1 %, -r.> $1+( -r.
2R. )R),E 57, 1%+T RF ,5W PRE!!@RE 4 .E&.
TE.PER$T@RE
3.+ $'$ $P7%, -r. > $1+( -r.
,T. )R),E 57, 1%+T RF B 1.% $1$ B
1'. FR$)T75=$T5R
5TT5.
3++T RF .E&. PRE!!@RE 4 27-2
TE.PER$T@RE
(.+ 3F $33% -r. P%
.$7= )7R)@,$T75=
57,
3++T RF B (.+ 11$ $P7 %, -r.> $1+( -r.
2+. .$7= )5,@.= 5 > 1%+T RF ,5W PRE!!@RE 3.+ $'$ B
21. .$7= )5,@.= RE 1%+T RF B 1.% $1$ B
22. T5R)2 57, (R$W 57,) 3++T RF .E&. PRE!!@RE 4 27-2
TE.PER$T@RE
3.+ "F $33% -r.P%> $P7 %, -r.
B 3++T RF .E&. PRE!!@RE 4 .E&.
TE.PER$T@RE
3.+ '$ $1+( -r.
Page 31 of 183
SL.
N6.
SE4@I*E -LANGE APPLI*ATI6N
*644.
ALL. ++
PIPING
*LASS
MATE4IAL
4ATING -A*ING
23. !,@RRR 57, 3++T RF .E&. PRE!!@RE 4 27-2
TE.PER$T@RE
(.+ 3F $ 33% -r. P%
2". ),$R7F7E& 57, 3++T RF B (.+ 3F B
B 3++T RF .E&. PRE!!@RE 4 .E&.
TE.PER$T@RE
3.+ '$ $P7 %, -r. > $1+( -r.
2%. ,5W &5W= 1%+T RF ,5W PRE!!@RE 4 ,5W
TE.PER$T@RE
1.% $3$ 7!F 123'>
7!F 3%8'
B 3++T RF .E&. PRE!!@RE 4 ,5W
TE.PER$T@RE
1.% 1$ $P7 %, -r.> $ 1+( -r.
2(. -$!5,7=E 1%+T RF F))@ ,5W PRE!!@RE 4 ,5W
TE.PER$T@RE
1.% > 3.+ $1$ > $'$ B
B 3++T RF F))@ .E&. PRE!!@RE 4 ,5W
TE.PER$T@RE
1.% 1$ B
27. &7!@,F7&E 57, 1%+T RF ,5W PRE!!@RE 4 ,5W
TE.PER$T@RE
1.%
3.+
$1$> $'$ B
B 3++T RF ,5W> .E&. PRE!!@RE 4 ,5W
TE.PER$T@RE
3.+ '$ B
28. !@PER75R OER5! 1%+T RF ,5W PRE!!@RE 4 ,5W
TE.PER$T@RE
1.% $1+$ B
2'. PR5PR,E=E 3++T RF .E&. PRE!!@RE 4 ,5W
TE.PER$T@RE
1.%> 3.+ 1$> 7$ B
3+. )" 4)% 1%+T RF ,5W PRE!!@RE 4 ,5W
TE.PER$T@RE
1.% $1$ B
B 3++T RF .E&. PRE!!@RE 4 ,5W
TE.PER$T@RE
1.% 1$ B
31. 2EU$=E 1%+T RF B 1.% $1$ B
32. REFF7=$TE 4
EUTR$)T
1%+T RF ,5W PRE!!@RE 4 .E&.
TE.PER$T@RE
1.% $1$ B
33. W$U P,$=T FEE& 1%+T RF ,5W PRE!!@RE 4 ,5W
TE.PER$T@RE
3.+ $'$ $P7 %, -r.> $ 1+( -r.
3". 57, M .7O 1%+T RF ,5W PRE!!@RE 4 ,5W
TE.PER$T@RE
3.+ $'$ $P7 %, -r.> $ 1+( -r.
Page 32 of 183
SL.
N6.
SE4@I*E -LANGE APPLI*ATI6N
*644.
ALL. ++
PIPING
*LASS
MATE4IAL
4ATING -A*ING
B 3++T RF .E&. PRE!!@RE 4 ,5W
TE.PER$T@RE
3.+ '$ B
3%. W$U M .7O 1%+T RF ,5W PRE!!@RE 4 ,5W
TE.PER$T@RE
3.+ $'$ B
3(. 7=ERT -$! M .7 1%+T RF B 3.+ $'$ B
B 3++T RF .E&. PRE!!@RE 4 ,5W
TE.PER$T@RE
3.+ '$ B
37. W$U M ),$R 1%+T RF ,5W PRE!!@RE 4 .E&.
TE.PER$T@RE
3.+ $'$ B
38. $7R M ),$R 1%+T RF B 3.+ $'$ B
3'. W$U 1%+T RF B 3.+ $'$ B
"+. W$U M !,@RRR 1%+T RF B 3.+ $'$ B
"1. !PE=T ),$R 1%+T RF B 3.+ $'$ B
"2. 57, 1%+T RF B 3.+ $'$ B
"3. ,P- ;$P5@R 1%+T RF ,5W PRE!!@RE 4 ,5W
TE.PER$T@RE
1.% $.1+$ B
!$T@R$TE& ,P- 1%+T RF B 1.% $1+$ B
B 3++T RF .E&. PRE!!@RE 4 ,5W
TE.PER$T@RE
1.% 1$ B
)R$)OE& ,P- 1%+T RF ,5W PRE!!@RE 4 ,5W
TE.PER$T@RE
1.% $1$ B
B 3++T RF .E&. PRE!!@RE 4 ,5W
TE.PER$T@RE
1.% 1$ B
"". F@E, 57, 3++T RF @R=ER! 1.%>3.+ 1$> '$ B
F@E, 57, (5FF!7T) 1%+T RF 5FF!7TE! 1.% $1+$ B
"%. REF. F@E, 57, 1%+T RF 5FF!7TE! 3.+ $'$ B
"(. 2R&R5-E= E$R
2R&R5)$R5=
1%+T RF ? 1.% $%$ B
B 3++T RF ? 1.% %$ B
B (++T RF ? 1.% &%$ B
Page 33 of 183
SL.
N6.
SE4@I*E -LANGE APPLI*ATI6N
*644.
ALL. ++
PIPING
*LASS
MATE4IAL
4ATING -A*ING
II. A*ID 1 *9EMI*ALS
1. &E.@,!7F7ER 3++T RF .E&. PRE!!@RE 4 ,5W
TE.PER$T@RE
1.%> 3.+ 1$> '$ $P7 %, -r. > $1+( -r.
2. $..5=7$ 1%+T RF ,5W TE.PER$T@RE 4 ,5W
PRE!!@RE
3.+ $'$ B
B 3++T RF .E&. PRE!!@RE 4 ,5W
TE.PER$T@RE
3.+ '$ B
3. )$@!T7) (1+?3+ e)
.$U>1++
1%+T RF ,5W PRE!!@RE 4 ,5W
TE.PER$T@RE
3.+ $1'$ B
B 3++T RF .E&. PRE!!@RE 4 ,5W
TE.PER$T@RE
3.+ 1'$ B
)$@!T7) M $..)
.7UT@RE
3++T RF B 3.+ 1'$ B
". )5RR5!75=
7=277T5R
1%+T RF ,5W PRE!!@RE 4 ,5W
TE.PER$T@RE
1.%> 3.+ $1$> $'$ B
B 1%+T RF ,5W PRE!!@RE 4 $.7=E
TRE$T7=- @=7T
1.% $(O $312 -r. TP 3+",
%. P25!P2$TE 3++T RF .E&. PRE!!@RE 4 ,5W
TE.PER$T@RE
3.+ '$ $P7 %, -r.> $ 1+( -r.
(. R7)2 &E$ 1%+T RF ,5W PRE!!@RE 4 ,5W
TE.PER$T@RE
3.+ $1'$ B
B 3++T RF .E&. PRE!!@RE 4 ,5W
TE.PER$T@RE
3.+ 1'$ B
7. ,E$= &E$ 1%+T RF ,5W PRE!!@RE 4 ,5W
TE.PER$T@RE
3.+ $1'$ B
B 3++T RF .E&. PRE!!@RE 4 ,5W
TE.PER$T@RE
3.+ 1'$ B
8. .E$ 1%+T RF ,5W>.E&. PRE!!@RE 4 ,5W
TE.PER$T@RE
1.%> 3.+ $1$>$1'$ B
'. $=T7 F5$.7=- $-E=T 1%+T RF ,5W PRE!!@RE 4 ,5W
TE.PER$T@RE
1.% $1$ B
1+. !@,P2@R7) $)7& 1%+T RF ,5W PRE!!@RE 4 ,5W 1.% $8$ $P7 %, -r.
Page 3" of 183
SL.
N6.
SE4@I*E -LANGE APPLI*ATI6N
*644.
ALL. ++
PIPING
*LASS
MATE4IAL
4ATING -A*ING
TE.PER$T@RE 4 )5RR5!7;E
11. )2,5R7=E 4 &7,.
22!5"
1%+T FF ? =7, $1J 2&PE>$!T. &3+3% -r.
PE 3"+( ),)
12. WET !5,;E=T 1%+T RF ,5W PRE!!@RE 4 ,5W
TE.PER$T@RE
1.% $1$ $P7 %, -r.> $ 1+( -r.
13. ,E$= !5,;E=T 1%+T RF ,5W PRE!!@RE 4 .E&.
TE.PER$T@RE
1.% $1$ B
B 3++T RF .E&. PRE!!@RE 4 .E&.
TE.PER$T@RE
1.% 1$ B
1". !5&7@. )$R5=
!5,@T75=
1%+T RF ,5W PRE!!@RE 4 ,5W
TE.PER$T@RE
1.% $3$ 7!F 123'> 7!F 3%8'
1%. 5&5R$=T 3++T RF ,P- !T5R$-E 1.% 1$ B
1(. .ER5U W$!TE 1%+T RF W.W.T.P. 3.+ $'$ B
17. P5,RE,E)TR5,R
!5,@T75=
1%+T RF W.W.T.P. > ETP> TTP =7, $1J 2&PE > $!T. &3+3% -r.
P 3"+( ),)
B 1%+T RF B =7, $1O $312 -r. TP 3+",
18. FERR5@! !@,P2 >
!5,@T75=
1%+T RF B =7, $1J 2&PE > $!T. &3+3% -r.
P 3"+( ),)
B 1%+T RF B =7, $1O $312 -r. TP 3+",
1'. &7,@TE $)7& 1%+T RF B =7, $1J 2&PE > $!T. &3+3% -r.
P 3"+( ),)
B 1%+T RF B =7, $1O $312 -r. TP 3+",
2+. $,@.. !5,@T75= 1%+T RF B =7, $1J 2&PE > $!T. &3+3% -r.
P 3"+( ),)
B 1%+T RF B =7, $1O $312 -r. TP 3+",
21. @RE$ !5,@T75= 1%+T RF B =7, $1J 2&PE > $!T. &3+3% -r.
P 3"+( ),)
B 1%+T RF B =7, $1O $312 -r. TP 3+",
22. &. $. P. !5,@T75= 1%+T RF B =7, $1J 2&PE > $!T. &3+3% -r.
P 3"+( ),)
B 1%+T RF B =7, $1O $312 -r. TP 3+",
23. 57, EFF,@E=T 1%+T RF B =7, B )$!T 7R5=
Page 3% of 183
SL.
N6.
SE4@I*E -LANGE APPLI*ATI6N
*644.
ALL. ++
PIPING
*LASS
MATE4IAL
4ATING -A*ING
2". 2), 1%+T RF &. W$TER P,$=T =7, B FRP
2), 1%+T RF B =7, $1J 2&PE > $!T. &3+3% -r.
P 3"+( ),) 7 5F 1+
III. AI4 1 GAS
1. 7=!TR@.E=T $7R 1%+T RF B =7, S3$ 7!F2'3'
2. P,$=T $7R 1%+T RF B 1.%>3.+ $3$>$1"$ $P7 %, -r.
B 3++T RF RE-E=ER$T5R 5TT5. 1.% "O $ 312 -r. TP 3+"2
3. F,@E -$! 3++T RF RE-E=ER$T5R < 5R7F7)E
)2$.ER?)5?57,ER
1.% "O B
". F@E, -$! 1%+T RF V 1.% $1$ $P7 %, -r.> $ 1+( -r.
%. !P5=-E -$! 1%+T RF F))@ 1.% $1$ B
(. F,$RE 1%+T RF B 1.% $1$> $1+$ B
7. F))@ !5@R -$! 1%+T RF B 1.% $1$ B
8. $T@ !5@R -$! 1%+T RF B 1.% $(O $312 -r. TP3+" ,
'. F))@ 5FF -$! 1%+T RF B 1.% $1$ $P7 %, -r.> $ 1+( -r.
1+. F))@ !WEET -$! 1%+T RF B 1.% $1$ B
11. $)7& -$! 1%+T RF B 1.%> ".% $1$> $($ B
12. 7=ERT -$! 1%+T RF ? 1.% $3$ B
13. T$7, -$! 1%+T RF !@,P2@R P,$=T 3.+ $'$ B
1". 2R&R5-E= 1%+T RF B 1.% $%$ B
B 3++T RF B 1.% %$ B
B (++T RF B 1.% &%$ B
1%. =7TR$-E= 1%+T RF B 1.% $1$ $P7 %, -r.> $ 1+( -r.
B 1%+T RF B 1.% $3$ 7!F 123'
B 3++T RF .E&. PRE!!@RE 4 ,5W
TE.PER$T@RE
1.% 1$ $P7 %, -r.> $ 1+( -r.
I@. STEAM
1. ,P !TE$. 1%+T RF ,5W PRE!!@RE 4 ,5W 1.+ $2$ $1+( -r.
Page 3( of 183
SL.
N6.
SE4@I*E -LANGE APPLI*ATI6N
*644.
ALL. ++
PIPING
*LASS
MATE4IAL
4ATING -A*ING
TE.PER$T@RE
2. ,P )5=&E=!$TE 1%+T RF B 1.+ $2$ B
3. .P !TE$. 3++T RF .E&. PRE!!@RE 4 .E&.
TE.PER$T@RE
1.+ 2$ B
". .P )5=&E=!$TE 3++T RF B 1.+ 2$ B
%. 2P !TE$. (++T RF 27-2 PRE!!@RE 4 .E&.
TE.PER$T@RE
1.+ &2$ B
(. 2P )5=&E=!$TE (++T RF B 1.+ &2$ B
7. !TR7PP7=- !TE$. 3++T RF RE$)T5R .E&. PRE!!@RE
!TR7PPER
1.+ 2$> 2& $ 1+( -r. > $33% -r. P11
@. T4ANS-E4LINES
1. )R@&E TR$=!FER 1%+T RF ,5W PRE!!@RE 4 27-2
TE.PER$T@RE
3.+ $"F $33% -r. P%
2. P,$TF5R.$TE
TR$=!FER
3++T RF 27-2 PRE!!@RE 4 27-2
TE.PER$T@RE
3.+ "& $33% -r. P11
3. OER5!E=E
TR$=!FER
3++T RF .E&. PRE!!@RE 4 27-2
TE.PER$T@RE
3.+ "& B
". &7E!E, TR$=!FER (++T RF 27-2 PRE!!@RE 4 27-2
TE.PER$T@RE
3.+ &"F $ 33% -r. P%
%. )R$)OE& -$! 57, 3++T RF .E&. PRE!!@RE 4 27-2
TE.PER$T@RE
3.+ "F B
(. .7&&,E &7!T7,,$TE
TR$=!FER
1%+T RF ,5W PRE!!@RE 4 .E&.
TE.PER$T@RE
1.% $1$ $P7 %, -r. > $1+( -r.
7. ,@E TR$=!FER (++T RF 27-2 PRE!!@RE 4 27-2
TE.PER$T@RE
3.+ &"F $33% -r. P%
8. !@,P2@R TR$=!F. 1%+T RF ,5W PRE!!@RE 4 .E&.
TE.PER$T@RE
1.% $1$ $P7 %, -r. > $1+( -r.
'. ;$). T5WER 5TT.
TR$=!FER
'++T RTS 27-2 PRE!!@RE 4 27-2
TE.PER$T@RE
3.+ E"F $33% -r. P%
1+. F55T! 57, TR$=!FER 3++T RF ,5W PRE!!@RE 4 27-2
TE.PER$T@RE
3.+ '$ $P7 %, -r.> $ 1+( -r.
Page 37 of 183
SL.
N6.
SE4@I*E -LANGE APPLI*ATI6N
*644.
ALL. ++
PIPING
*LASS
MATE4IAL
4ATING -A*ING
11. )R@E TR$=!FER 3++T RF .E&. PRE!!@RE 4 27-2
TE.PER$T@RE
3.+ "F $ 33% -r. P%
12. ;-5 TR$=!FER 3++T RF B 3.+ "F B
13. 2R&R5-E=
TR$=!FER
3++T RF .E&. PRE!!@RE 4 27-2
TE.PER$T@RE
3.+ " $33% -r. P1
@I. :ATE4LINES
1. &E!$,TER W$TER 1%+T RF ,5W PRE!!@RE 4 ,5W
TE.PER$T@RE
3.+ $'$ $P7 %, -r.> $ 1+( -r.
B 3.++T RF .E&. PRE!!@RE 4 ,5W
TE.PER$T@RE
3.+ '$ B
2. !5@R W$TER 1%+T RF ,5W PRE!!@RE 4 ,5W
TE.PER$T@RE
3.+ $'$ $P7 %, -r.> $ 1+( -r.
B 3++T RF .E&. PRE!!@RE 4 ,5W
TE.PER$T@RE
3.+ '$ B
3. )55,7=- W$TER 1%+T RF ,5W PRE!!@RE 4 ,5W
TE.PER$T@RE
1.% $3$ $P7 %, -r. > $ 1+( -r.
$s detailed in !l. =o. ".%
". )55,7=- !E$ W %+
## W$TER
1%+T RF P@.P -,$=& )55,7=- ? S%$ $P7 %, -r.
B
8+ ## => T5 (++ ##
=>b
1%+T RF )55,7=- W$TER > F7RE W$TER
.$7=!
? S%$ 7! 123'> 7! 3%8'
()E.E=T ,7=E&)
%. !ER;7)E W$TER 1%+T RF ,5W PRE!!@RE 4 ,5W
TE.PER$T@RE
1.% $3$ 7!F 123'> 7! F 3%8'
(. 57,ER FEE& W$TER
(7R)
3++T RF .E&. PRE!!@RE 4 ,5W
TE.PER$T@RE
1.+ 2$ $ 1+( -r.
B (++T RF 27-2 PRE!!@RE 4 ,5W
TE.PER$T@RE
1.+ &2$ B
B 1%+T RF ,5W PRE!!@RE 4 ,5W
TE.PER$T@RE
1.+ $2$ B
7. &. W$TER 1%+T RF ,5W PRE!!@RE 4 ,5W
TE.PER$T@RE
1.% $3$ 7!F 123'> 7!F 3%8'
Page 38 of 183
SL.
N6.
SE4@I*E -LANGE APPLI*ATI6N
*644.
ALL. ++
PIPING
*LASS
MATE4IAL
4ATING -A*ING
8. TE.PERE& W$TER 1%+T RF B 1.% $3$ 7!F 123'> 7!F 3%8'
'. R$W W$TER 1%+T RF B 1.% $3$ B
1+. &R7=O7=- W$TER 1%+T RF ? =7, S"$ 7!F 123(-al0.)
11. F7RE W$TER 1%+T RF ? 1.% $3$ $P7 %, -r. > $ 1+( -r.
$s detailed in !l. =o. ".%
12. )2R5.$TE W$TER 1%+T RF ? 1.% $3$ B
13. 57,R !EWER W$!TE 1%+T RF 5.W.! !R!TE. 1.% $3$ B
1". $)7& W$TER 1%+T RF &... W$TER P,$=T 1.% $3$ B
Page 3' of 183
Ta,le ? 6
STANDA4D G4ADES ? *6MPA4IS6N TA7LE
Sl. No. MATE4IAL ASTM DIN GE4MAN MAT. N6. 7S G4ADE
1. )arbon !teel $ 17' !T 3%.8>1 1.+3+% 3(+2>1 )F! 3(+
2. )arbon !teel $ 1'2 !T 3%.8>1 1.+3+% 3+%'>2 )F!>2F! 3(+
3. )arbon !teel $ 21+ -r. $1 !T "%.8>1 1.+"+% 3(+2>1 )F!>2F! "1+
". )arbon !teel $ 21+ -r. ) 17 .n " 1.+"81 3(+2>1 )F! 2F! "(+
%. )arbon !teel $ 1+( -r. !T "%.8>1 1.+3+% 3(+2>1 2F) 3(+
(. ,o8 $llo* !teel $ 2+' T1 1( .o% 1.%"23 3(+( 2"%
7. ,o8 $llo* !teel $ 213 > $ 1'' T11>T12 13)r.o "" 1.733% 3(+" (21
8. ,o8 $llo* !teel $ 213 > $ 1'' T22 1+ )r.o '1+ 1.738+ 3+%' (22?""+
'. ,o8 $llo* !teel $ 213 > $ 1'' T% 12 )r.o 1'% 1.73(2 3(+" (2%
1+. ,o8 $llo* !teel $ 213 > $ 1'' T' U12 )r.o '1 1.738( 3+%'>3(+" (2'?"7+
11. ,o8 $llo* !teel $ 33% P1 > $ 1(1 T1 1( .o% 1.%"23 3(+( 2"%
12. ,o8 $llo* !teel $ 33%P11> P12> $2++T11>
T1
13 )r.o "" 1.733% 3(+" (2+?"(+
13. ,o8 $llo* !teel $ 33% P22> $2++ T22 1+ )r.o '1+ 1.738+ 3(+" (22
1". ,o8 $llo* !teel $ 33% P% > $2++ T% 12 )r.o 1'% 1.73(2 3(+( (2%
1%. ,o8 $llo* !teel $ 33% P% > $2++ T% U12 )r.o '1 1.738( 3+%'>2 (2'?%'+
1(. !tainless !teel $ 213> $312 TP 3+" U% )r=i 18' 1."3+1 '7+ 3+" ! 1%
17. !tainless !teel $ 213> $312 TP 3+", U2 )r=i 18' 1."3+( '7+ 3+" ! 12
18. !tainless !teel $ 213> $312 TP 321 U1+ )r=iTi 18' 1."%"1 '7+ 321 ! 12
1'. !tainless !teel $ 213> $312 TP 31( U% )r=i.o 181+ 1.""+1 '7+ 31% ! 1(
2+. !tainless !teel $ 213> $312 TP 31(, U2 )r=i.o 181+ 1.""+" '7+ 31( ! 12
21. !tainless !teel $ 213> $312 TP 3"7 U1+ )r=i=b 18' 1."%%+ '7+ 3"7 ! 17
22. !tainless !teel $ 213> $312 TP 31(T1 U1+ )r=i.oTi 181+ 1."%71 '7+ 32+ ! 17
23. !tainless !teel $28'> $7'+ @=! !318+3 U2 )r=i.o 1122% 1.""(2
2". !tainless !teel (77 $llo* '+" , U2 =i)r.o )u 2%2+% 1."%3%
2%. =icAel ?1(1 =i 2++ =i ''.2 2."+(( 3+7" =$ 11
2(. =icAel 1(1 =i 2+1 =i ''.2 2."+(8 3+7" =$ 12
27. =icAel < )opper 1(3 = +""++ =i)u3+Fe 2."3(+ 3+7" =$ 13
28. =icAel < )3ro# < 7ron 1(3 = +((++ =i)r1%Fe 2."81( 3+7" =$ 1"
Page "+ of 183
Sl. No. MATE4IAL ASTM DIN GE4MAN MAT. N6. 7S G4ADE
2'. =icAel < )3ro# < 7ron 1(1 = +882% =i)r21.o 2."8%8 3+7" =$ 1(
3+. "(8 = +8+2+
31. =icAel < )3ro# < 7ron 1(3 = +882+ U1+=i)r$7Ti 322+ 1."87( 3+7" =$ 1%
32. )opper $llo* 7% > 111 =o. 122 !i < )u 2.++'+ 2871 ) 1+(
33. )opper $llo* 7% > 111 =o. 1"2 )u $s P 2.1"'1 2871 )1+7
3". )opper $llo* 111 )a. =o. ""3 )uJn28!n 2.+"7+ 2871 )J 111
3%. )opper $llo* 111 )a. =o. (87 )uJn2+$7 2.+"(+ 2871 )J 11+
3(. )opper $llo* 111 )a. =o. (+8 )u$1%$! 2.+'18 2871
37. )opper $llo* 111 )a. =o. 7+( )u=i1+Fe 2.+872 2871 )= 1+2
38. )opper $llo* 111 )a. =o. 71% )u=i3+Fe 2.+882 2871 )= 1+7
3'. $lu#iniu# $llo*s $llo* 1+%+ > 1+%+$ $1 ''.% 3.+2%% 1+%+$ (1)
"+. $lu#iniu# $llo*s $llo* %7%" $1.g3 3.3%3% (=%)
"1. $lu#iniu# $llo*s $llo* 3++3 $1.n)u 3.+%17
"2. $lu#iniu# $llo*s $llo* %+83 $1.g".%.n 3.3%"7 %+83 (=8)
Page "1 of 183
Page "2 of 183
D#a3ing No=1
Te+pe#at&#e @s. concent#ation li+its fo# ca&stic Se#>ice
Page "3 of 183
1)00
1!00
1(00
1200
1000
1100
/00
'00
00
600
)00
(00
!00
'00
00
600
)00
(00
!00
200
T E M P E 4 A T U 4 E 0
*
0 )00
1000 1)00 2000 2)00
9"$#ogen Pa#tial p#ess&#e
6.0 *#= 0.) Mo Steel
!.0 *#=0.) Mo Steel
2.2) *#=1.0 Mo Steel
2.0 *#=0.) Mo Steel
1.2) *#= 0.) Mo Steel
*a#,on Steel
1.2) *#= 0.) Mo Steel
1.0 *#= 0.) Mo Steel
T E M P E 4 A T U 4 E 0
-
D#a3ing No ?2D
Nelson *&#>e
Page "" of 183
D#a3ing No=!
*&#>e s%o3ing +ate#ial p#ope#ties fo# %ig% te+pe#at&#e s&lf&# co##osion
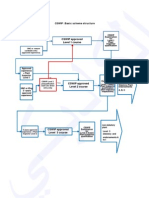
).0 SIGNI-I*AN*E 6- PIPING *LASS N6MEN*LATU4E
USED 78 DESIGNE4S AND PM*s
7n Refineries1 E7, piping class is #ost co##onl* used. T3erefore1 t3e
significance of eac3 letter of t3e piping class is elaborated belo8F
).1 SIGNI-I*AN*E -64 -I4ST ALP9A7ET 6- PIPING *LASS
e.g. P7P7=- ),$!! < $ ? ? 1 ? ? $ ? ? 73
1%+T
$ < 1%+T
< 3++T
) < "++T
& < (++T
E < '++T
F < 1%++T
- < 2%++T
S < 12%> 1%+T
).2 SIGNI-I*AN*E 6- SE*6ND LETTE4 6- PIPING *LASS
e.g. P7P7=- ),$!! < $ ? ? 1 ? ? $ ? ? 73
)$
*o##osion Allo3ance Ta,le
X)$ L )orrosion $llo8ance in ##Y
Table 1 a ()arbon !teel) < $
No. Details
1. )$ L 1.%
2. )$ L 1.+ (7R)
3. )$ L 1.% ()$T P&G F,@7&!)
". )$ L 1.% (,T)!)
%. )$ L 1.% (2
2
!ER;7)E)
(. )$ L ".%
7. )$ L 3.+
8. )$ L 1.% ()5=). 2
2
!5
"
)
'. )$ L 3.+
1+. )$ L 1.% (5FF!7TE)
11. )$ L (.+
12. =5T $,,5TTE&
13. =5T $,,5TTE&
1". )$ L 3.+ (!PE)7$, F5R F)) )$T$,R!T)
1%. =5T $,,5TTE&
1(. )$ L ".% (=$)E)
17. =5T $,,5TTE&
Page "% of 183
18. =5T $,,5TTE&
1'. )$ L 3.+ (!TRE!! RE,7E;E&)
2+. =5T $,,5TTE&
TA7LE 1 , ;ALL68 STEEL< ?7A *A DA EA -A 9
=o. &etails
1. )$ L 1.%
2. )$ L 1.+ (7R)
3. )$ L (.+
". )$ L 3.+
%. )$ L 1.% (22 !ER;7)E)
(. )$ L ".%
TA7LE 1 c ;SS !0( C !0(L C !0(9< =B
=o. &etails
1. )$ L =7, (!! 3+")
2. )$ L =7, (!! 3+" < )RR5)
3. )$ L =7, (!! 3+"2)
". )$ L 1.% (!! 3+"2)
%. )$ L 3.+ (!! 3+"2)
(. )$ L 1.% (!! 3+",)
7. )$ L =7, (!! 3+",)
TA7LE 1 $ ;SS !16 C !169 C !21 C !(< ? M
=o. &etails
1. )$ L =7, (!! 31()
2. )$ L 1.% (!! 31()
3. )$ L 1.% (!! 321)
". )$ L =7, (!! 321)
%. )$ L =7, (!! 31(2)
(. )$ L =7, (!! 31(2?W)
7. )$ L =7, (!! 3"7)
8. )$ L 1.% (!! 3"7)
TA7LE 1 e ;SS !16L< ? N
=o. &etails
1. )$ L =7,
2. )$ L 1.%
3. )$ L =7, (;$)@@.)
Page "( of 183
).! SIGNI-I*AN*E 6- T9I4D ALP9A7ET 6- PIPING *LASS
e.g. P7P7=- ),$!! < $ ? ? 1 ? ? $ ? ? 73
.aterial grade
Mate#ial List
$ < )$R5=
< )$R5= .5,R
) < 1E )R < H .5,R
& < 1?1>"E )R. < H .5,R.
E < 2?1>"E )R. < 1 .5,R.
F < %E )R. < HE .5,R.
- < 'E )R. 1E .5,R
2 < 3?1>2E =7
71 S1 O < !. !. TRPE 3+"1 3+"21 3+",
. < !T$7,7JE& !. !. 31(1 31(21 3211 3"7
= < 31( ,
P < .5=E, > 7=)5=E, > 7=)5,5R
9 < 2$!T$,,5R
R < ,E$&
! < P;)
T < ). 7. > !7,7)5= 7R5=
; < FRP
W < )@PR5 < =7)OE,
R < ,7=E& !TEE,
J < 2&PE
T3e abo0e alp3abets are also t3e last alp3abets in piping class.
).( SIGNI-I*AN*E -64 LAST ALP9A7ET 6- PIPING *LASS
e.g. P7P7=- ),$!! < $ ? ? 1 ? ? $ ? ? 73
7nsulation details
No+enclat&#e Desc#iption
73 7nsulation for 3eat conser0ation
7t 7nsulation for stea# traced line
7s 7nsulation for personal safet*
7c )old insulation for anti condensation
7e 7nsulation for electrical traced line
7: 7nsulation for :acAeted line
7A 7nsulation for dual insulation lines
Page "7 of 183
7n general1 !! foil of +.1## t3icAness is used belo8 t3e insulation on
!! piping operating at 3ig3er te#perature (appro6i#atel* abo0e 2%+
+
)) and alu#iniu# foil of +.2%## t3icAness is used for lo8er
te#peratures to #ini#iDe c3ances of c3loride leac3ing and alu#iniu#
e#brittle#ent in !! piping.
Page "8 of 183
6.0 NE*ESSIT8 6- INSPE*TI6N
7nspection of t3e piping s3ould be carried out for t3e follo8ingF ?
1. =eed to ensure proper use of /ualit* of ra8 #aterial and
fabrication to ac3ie0e desired le0el of reliabilit* of t3e piping
s*ste# and co##issioning of t3e ne8 facilit* 8it3 #ini#u#
failures.
2. To e0aluate present p3*sical condition of t3e pipelines for t3eir
soundness to continue in ser0ice.
3. To Aeep t3e concerned operating 4 #aintenance personnel full*
infor#ed as to t3e condition of t3e 0arious pipelines.
". To deter#ine t3e causes of deterioration and ad0ise econo#ical
solution to t3e proble#.
%. To reco##end s3ort ter# and long ter# repairs 4 replace#ents
to ensure furt3er run on t3e basis of econo#ics 4 safet*.
(. To initiate procure#ent action of #aterials to #eet t3e repair >
replace#ent needs.
7. To ensure t3at all t3e pipelines are being inspected as per
sc3edule to fulfill t3e statutor* re/uire#ents as applicable.
Page "' of 183
.0 INSPE*TI6N T66LS
Re0ie8 of docu#ent folder including t3e details of ra8 #aterial /ualit*
certificates and release note including t3ird part* inspection certificates
to ensure t3e /ualit*. T3e #ost practical tools and instru#ents 83ic3
are generall* used for pipeline inspection are as underF
Sl. No T"pes of NDT T"pes of Dete#io#ation
1. 7nspectorGs 2a##er -eneral t3inning 4 localiDed
t3inning
2. @ltrasonic T3icAness .eter -eneral t3inning 4 t3icAness
record for life calculation
3. @ltrasonic Fla8 &etector Fla8 detection in 8elding and
la#ination in plates
". Pit &ept3 -auge Pitting dept3 #easure#ent
%. .easuring Tape .easure#ent of di#ensions 4
sagging1 bo8ing etc.
(. Radiograp3* e/uip#ent Weld defect
7. oro?scope > Fiber scope Tube 7nternal inspection
8. 2olida* &etector Paint 3olida* #easure#ent
'. !#all .irror $ssistance to 0isual inspection
at unapproac3able areas
1+. &*e Penetrant Testing Oit>
.agnetic Particle Testing
Oit> Wet Fluorescent
.agnetic Particle Testing
Oit
!urface 4 subsurface defects.
E0en suitable for tig3t fatigue
cracAs b* WF.P7
11. .agnif*ing -lass Enlarging s#all pits1 defects1
cracAs for inspection
12. 7nside and 5utside )alipers 5& #easure#ent to assess
bulging
13. Poldi 2ardness Tester 2ardness #easure#ent after
!R
1". Paint 4 )oating T3icAness
-auges
Paint t3icAness #onitoring
1%. )u < )u!5
"
> $g?$g)l 3alf
cell and 0olt?#eter
Ensure soil to pipe potential for
ade/uate cat3odic protection
1(. )orroso#eter 5nline corrosion #onitoring
17. 5nline corrosion probes )orrosion #onitoring b* 8eig3t
loss #et3od during s3utdo8n
18. Petroscanner> 7nfrared or
optical p*ro#eter
.easure#ent of te#perature
fro# distance
1'. !afet* Torc3 7#pro0ed 0isibilit* for
inspection
2+. !crapper> E#er* paper>
Wire brus3
!urface cleaning for inspection
21. .agnet 7dentification of ferro#agnetic
#aterial
22. T3er#al )r*ons1 Te#perature control for
Page %+ of 183
(Te#perature indicating
c3alA).
pre3eat and interpass
te#perature during 8elding
23. Te#perature indicating
paint
To #onitor surface
te#perature
2". 7ntelligent pigging 2ealt3 assess#ent of
underground cross?countr*
pipelines
Page %1 of 183
'.0 -4E2UEN*8 6- INSPE*TI6N
'.1 PLANT PIPING
E6perience 8ill re0eal t3e rate of corrosion and replace#ent 83ic3
could be planned for pipes carr*ing 0arious process li/uids1 0apour
gases liAe a##onia1 air1 stea# condensate1 8ater etc. T3e inter0al
bet8een inspections 8ill depend upon t3e degree of corrosi0eness or
erosi0e?ness of t3e flo8ing fluid1 re#aining corrosion allo8ance1
at#osp3ere pre0ailing around t3e piping1 potentialit* of a fire or
e6plosion in case of leaA or failure1 i#portance of piping to operations
and t3e statutor* re/uire#ents.
-enerall* in a refiner*1 inspection of t3e process piping in t3e units is
done in t3e capital #aintenance s3utdo8n of t3e units. 2o8e0er1
seeing t3e corrosion rate and t*pe of deterioration1 t3e fre/uenc* of
inspection of process piping can be reduced or increased suitabl*.
T3e fre/uenc* of piping inspection s3ould be at least 3alf of t3e
calculated re#aining life of t3e piping. T3is is deri0ed b* calculating t3e
corrosion rate and re#aining t3icAness to reac3 retiring t3icAness for
t3e specific ser0ice.
'.2 6--SITE PIPING
Pipelines 83ere co#plete inspection 3istor* and construction and
design details are a0ailable1 t3e fre/uenc* of inspection as per 57!&
nor#s is gi0en as underF
'.2.1 Ma5i+&+ Inspection -#e.&enc" as pe# 6ISD fo# 6ffsite Piping
;A,o>e G#o&n$<
Se#>ice -#e.&enc" of Insp. In 8#s.
1. 9"$#oca#,on Se#>ice
)rude 8
(3 *ears for crudes 3a0ing
3ig3 sulp3ur 4 salts)
Flue -as > Flare -as (
,P- (
.!> =ap3t3a %
$TF> !O> 2!&> ,&5> -as 5il 8
F5> R)5> itu#en "
2. Utilit" Pipelines
Fres3 Water> Fire Water %
Re?circulating Water 3
!tea# > $ir > &. Water > )austic 8
=2
3
1 !5
2
1 2
2
!5
"
1 .EO 2
P3enol ($n3*d.)1 Furfural1 &E$ %
Page %2 of 183
'.2.2 Un$e#g#o&n$ Pipelines
*at%o$icall" P#otecte$ Lines
T3e underground pipelines 3a0ing 8rapping and coating and
i#pressed current cat3odic protection s3ould be inspected 83ene0er
current leaAs are obser0ed and an* da#age to t3e coating is
suspected. T3e da#age to t3e coating can be located using Pearson
sur0e*. 2o8e0er1 Pearson sur0e* s3ould be carried out once in 2>3
*ears to deter#ine areas of pipeline coating da#ages. 7f satisfactor*
results are not obtained 8it3 Pearson sur0e*1 &ifferential -round
;oltage -radient (&-;-) sur0e* can also be carried out for
assess#ent of underground pipeline coating.
Lines :it%o&t *at%o$ic P#otection ;9a>ing :#apping 1 *oating
onl"<
)ondition of 8rapping 4 coating of t3e underground pipelines 8it3out
cat3odic protection s3ould be c3ecAed b* Pearson !ur0e* preferabl*
once in a *ear but not later t3an t3ree *ears. 2o8e0er1 t3ese lines
s3ould be 0isuall* inspected once in " *ears for ascertaining t3e
condition of e6ternal 8rapping and coating.
'.2.! *o##osi>e 1 *ostal Pipelines
Piping in t3e installations 83ic3 are in t3e coastal areas or near t3e
corrosi0e en0iron#ent s3all be inspected 0isuall* once in a *ear.
'.2.( Ne3l" *onst#&cte$ Pipelines
7nspection and t3icAness data for ne8l* constructed pipelines s3ould
be collected at t3e earliest but 8it3in t8o *ears of t3eir construction.
T3is 8ill 8orA as a base for establis3ing t3e #etal loss rate of t3ese
piping.
NB:
Frequency shall be reviewed for individual cases depending upon the
past experience and criticality and inspection shall be done
accordingly.
Page %3 of 183
/.0 LIBEL8 A4EAS 6- METAL L6SS AND *AUSES 6-
DETE4I64ATI6N
/.1 EXTE4NAL *6446SI6N
1. Piping abo0e ground is sub:ected to at#osp3eric corrosion.
2. Pipelines touc3ing t3e ground are sub:ected to corrosion due to
da#pness of t3e soil.
3. E6ternal corrosion can taAe place at t3e pipe supports 83ere gap
e6ists bet8een piping and supports due to cre0ice corrosion.
". &eterioration taAes place on t3e pipe supports locations 83ere
relati0e #o0e#ent bet8een pipe and pipe support taAes place.
%. uried pipelines are sub:ected to soil corrosion e6ternall* for bare
pipes and at locations of da#aged 8rapping coatings for coated
pipes.
(. @nderground pipelines are prone to e6ternal corrosion due to stra*
currents.
7. ,ines passing t3roug3 t3e cul0erts1 stor# 8ater drains1 #ars3*
lands are prone to corrosion due to differential aeration.
8. 7#pinge#ent attacA #a* taAe place on t3e pipelines in t3e 0icinit*
of leaA* pipelines.
'. 7nsulated lines 83ere 8eat3er s3ielding is da#aged or insulation
is da#agedI t3e pipes are sub:ected to e6ternal corrosion. T3is is
ter#ed as )orrosion @nder 7nsulation ()@7). T3is is 0er* se0ere
in coastal areas and areas 3a0ing 3ig3 rainfall.
1+. )oncrete lined pipelines are sub:ected to corrosion due to da#age
and cracAs in t3e concrete.
11. $ustenitic stainless steel lines 83ere c3lorides can leac3 fro#
e6ternal t3er#al insulation due to rain>8ater are prone to stress
corrosion cracAing.
/.2 INTE4NAL *6446SI6N
@suall* a greater loss of #etal t3icAness 8ill be obser0ed near a
restriction in t3e line or a c3ange in line direction because of t3e effects
of turbulence or 0elocit*. For t3is reason1 it is re/uired to inspect at
pipe bends1 elbo8s1 tees and at restrictions (suc3 as orifice plates and
t3rottling 0al0es) and also do8nstrea# of t3ese fittings. $reas prone to
corrosion1 erosion and ot3er for#s of deterioration areF
Page %" of 183
1. Points at 83ic3 condensation of acid gases and>or 8ater is liAel*
to occur.
2. Points at 83ic3 acid?carr*o0er fro# process operations is liAel* to
occur.
3. Points at 83ic3 nap3t3enic or ot3er organic acids #a* be present
in t3e process stea#.
". Points at 83ic3 3ig3 sulfur strea#s of #oderate to 3ig3
te#peratures e6ist.
%. Points at 83ic3 3ig3 te#perature and lo8 te#perature 3*drogen
attacA #a* occur.
(. &ead ends sub:ect to turbulence or 83ere li/uid to 0apour
interface or condensation occurs.
7. ;al0e bodies and tri#1 fittings1 ring groo0es and rings1 flange
faces1 and une6posed t3reads.
8. Welded areas sub:ect to preferential attacA.
'. )atal*st1 flue gas1 and slurr* piping.
1+. !tea# s*ste#s sub:ect to BWire?)uttingC or -rap3itiDation or
83ere condensation occurs.
11. Ferrous and non ferrous piping sub:ect to stress corrosion
cracAing.
12. $lAali lines sub:ect to caustic e#brittle#ent 8it3 resultant cracAing
at 8eld :oints and 2$J.
13. $reas near flanges or 8elded attac3#ents1 83ic3 act as cooling
fins1 t3ereb* causing local corrosion because of slig3t te#perature
differences.
1". ,ocations 83ere i#pinge#ent or fluid 0elocit* c3anges can cause
local accelerated corrosion and>or erosion.
1%. )3ro#e nicAel and c3ro#e #ol*bdenu# lines in 3ig3 te#perature
ser0ice near points of increased stress suc3 as bends and anc3or
points.
1(. $ustenitic stainless steel and lines 83ere possibilit* of pol*t3ionic
acid for#ation e6ists or 83ere c3lorides are present1 are prone to
stress corrosion cracAing.
Page %% of 183
17. $rea of stea# or electric tracing t3at contracts pipe 3andling
#aterials1 suc3 as caustic soda1 83ere concentrated 3eat can
cause corrosion.
18. $rea i##ediatel* do8nstrea# of c3e#ical in:ection points 83ere
localiDed corrosion #ig3t occur in t3e reaction Done.
1'. &issi#ilar #etal in contract 83ic3 #a* lead to gal0anic corrosion.
2+. Rubber lined and glass lined pipes #a* get da#aged near t3e
flanges and due to cracAs and deteriorations in t3e linings.
21. !tagnant portion of pipelines in crude ser0ice containing 3ig3
sulp3ur are prone to corrosion due to sulfur reducing bacteria.
22. Ter#inal pipelines1 83ic3 3a0e a c3ance of carr*ing sea> ballast
8ater.
23. $reas 3a0ing lo8 p21 3ig3 c3loride ions.
Page %( of 183
Page %7 of 183
10.0 INSPE*TI6N STAGES 1 P46*EDU4ES
10.1 6NST4EAM INSPE*TI6N ;PIPELINES UNDE4 6PE4ATI6N<
.ost of t3e piping can be inspected 83en t3ese are in ser0ice.
5nstrea# inspection of critical pipes and in corrosi0e ser0ice of t3e
process units can be done to increase t3e unit run and to reduce
pre#ature failures. T3e piping in t3e offsite areas can be inspected
onstrea# and a regular inspection progra##e can be dra8n up. Piping
3a0ing 3ig3 te#perature is difficult to inspect on strea#. Proper
inspection of t3ese lines is done 83en t3ese are under s3utdo8n. T3e
follo8ing factors s3ould be taAen into consideration during 5nstrea#
inspection of t3e piping.
10.1.1 @is&al Inspection
i Lea0sD
Fre/uent 0isual inspection s3ould be #ade for leaAs. Particulars
attention s3ould be gi0en to pipe connections1 t3e pacAing glands of
0al0es and e6pansion :oints.
ii Misalign+entD
T3e piping s3ould be inspected for #isalign#ent. T3e follo8ing are
so#e obser0ations 83ic3 #a* indicate #isalign#ent.
a) Pipe dislodged fro# its support so t3at t3e 8eig3t of t3e pipe is
distributed une0enl* on t3e 3angers or t3e saddles.
b) &efor#ation of t3e 8all of t3e 0essel in t3e 0icinit* of t3e pipe
attac3#ent.
c) Pipe supports forced out of plu#b b* e6pansion or contraction of
t3e piping.
d) !3ifting of base plate or s3earing of t3e foundation bolts of
#ec3anical e/uip#ent to 83ic3 t3e piping is attac3ed.
e) )racAs in t3e connecting flanges or pu#p casings and turbines to
83ic3 t3e piping is attac3ed.
iii S&ppo#tsD
Pipe supports s3ould be 0isuall* inspected for t3e follo8ingF
a) )ondition of protecti0e coatings or fire proofing1 if an*. 7f fire
proofing is found defecti0e1 sufficient fire proofing s3ould be
re#o0ed to deter#ine e6tent of corrosion.
Page %8 of 183
b) E0idence of corrosion.
c) &istortion.
d) -eneral P3*sical da#age.
e) .o0e#ent or deterioration of concrete footings.
f) )ondition of foundation bolts.
g) Free operation of pipe rollers.
3) !ecure attac3#ent of bracAets and bea#s to t3e supports.
i) !ecure attac3#ent and proper ad:ust#ent of pipe 3angers1 if used1
spring 3angers loading s3ould be c3ecAed bot3 cold and 3ot and
t3e readings obtained s3ould be c3ecAed against t3e original cold
and 3ot readings. T3e #o0e#ent of spring supports s3ould be
#onitored.
:) roAen or ot3er8ise defecti0e pipe anc3ors.
A) )old pull 83ere0er re/uired1 as per design docu#ent1 s3ould be
pro0ided in presence of inspector and proper recording s3ould be
#aintained.
l) Free operation of pulle*s or pi0ot points of counter balanced piping
s*ste#s.
i> @i,#ationsD
a) 7f 0ibration or s8a*ing is obser0ed1 inspection s3ould be #ade for
cracAs in 8elds1 particularl* at points of restrain suc3 as 83ere
piping is attac3ed to e/uip#ent and in t3e 0icinit* of anc3ors.
$dditional supports s3ould be considered for poorl* braced s#all
siDe piping and 0al0es and for #ain 0ibrating line to 83ic3 t3e* are
attac3ed.
b) 7n case of se0ere 0ibration detailed in0estigations s3ould be carried
out to deter#ine t3e source of proble#s and taAe re#edial action.
c) ;ibrations > s3aAing can be continuous or inter#ittent and bot3 are
3ar#ful depending on t3e se0erit*.
d) 7f 3a##ering sound (due to internal flo8) is 3eard in a line1 a cracA
#a* be anticipated at restrained locations or t3e location 83ere
3a##ering se0erit* is #ore. T3e cause of 3a##ering s3ould be
identified and corrected.
Page %' of 183
e) 7nter#ittent 8etting due to falling of li/uid fro# leaA* 0al0es >
flanges or rain8ater on bare 3ot piping (particularl* allo* steel) 3a0e
resulted in cracAs1 leading to fire 4 unit interruption. !uc3 cases
s3ould be identified and correcti0e action taAen.
f) ,ocations of te#perature fluctuation (due to #i6 up of t8o strea#s
at different te#peratures) in !! piping are 0ulnerable to cracAs due
to t3er#al fatigue. Process #odifications to reduce te#perature
difference1 c3anging t3e design of :unction 83ere t8o co#ponents
at different te#peratures #eet1 or #etallurg* upgradation (liAe fro#
!! to &uple6 !! or 7nconel1 83ere0er feasible) 8ould 3elp to sol0e
t3e proble#.
> E5te#nal *o##osion
a) $reas susceptible to e6ternal corrosion 3as alread* been
discussed. (Refer para 8.1).
b) T3e grass s3ould not be allo8ed to touc3 t3e piping. 7f possible all
piping s3ould be installed at an ele0ation abo0e t3e grass gro8t3
3eig3t. T3e #ini#u# 3eig3t of +.%. s3ould be #aintained abo0e
ground le0el to a0oid corrosion of piping.
c) 7f under t3e insulation or concrete lining corrosion is noticed1 #ore
areas s3ould be e6posed to Ano8 t3e e6tent of corrosion. For t3e
pitted pipes t3e dept3 of pits #a* be #easured b* pit gauge.
d) For assessing corrosion under insulation ()@7) of piping1 #odern
on?line inspection #et3ods liAe ,i6i profiler #a* also be useful.
e) For assessing t3e 3ealt3 of underground or co0ered areas ,a#b
8a0e tec3ni/ue can be used 83ic3 can co0er lengt3 of (+ to 8+
#trs. on bot3 side depending on t3e re/uire#ent of le0el of
deterioration.
f) For assessing t3e localiDed cre0ice corrosion points at support
ultrasonic testing liAe @ !TR$T can be used. 7n t3is #et3od1 angle
probes are placed at 12 5G clocA position of t3e pipe and t3e
corrosion at ( 5G clocA can be assessed b* t3e reflected 8a0es.
W3ere0er1 t3e localiDed corrosion is se0ere1 putting P;) t*pe long
lasting ad3esi0e coat liAe )locA 5G spring can be used.
>i 7&lgingA 7o3ing 1 Sagging
,ines s3ould be c3ecAed for bulging1 bo8ing and sagging in
bet8een t3e supports.
>ii Mec%anical Da+age f#o+ E5te#nal -o#ces
Page (+ of 183
Pipes s3ould be inspected for &ents1 !cratc3es etc. fro# e6ternal
sources
>iii -ail&#e of Paint 1 P#otecti>e *oating
)ondition of paint and protecti0e coating s3ould be c3ecAed.
i5 *#ac0s
Pipelines s3ould be inspected for cracAs. Particular attention s3ould
be gi0en to areas near t3e 8eld :oints.
5 Inspection of Ins&lation
&a#age of insulation s3ould be c3ecAed for 3ot as 8ell as cold
lines.
5i *onc#ete lining
E6ternall* concrete lined piping s3ould be 0isuall* inspected for
cracAing and dislodging of concrete.
a) T3e details of locations of t3icAness sur0e* of a piping circuit is
gi0en in t3e attac3ed sAetc3 no. 1. T3ese are suggested #ini#u#
re/uire#ent. $reas can be increased depending upon t3e t3icAness
readings. T3e abo0e #et3odolog* can be used for insulated lines.
10.1.2 Ult#asonic Inspection
@ltrasonic t3icAness sur0e* of t3e pipelines s3all be carried out to
ascertain t3e re#aining 8all t3icAness. T3e follo8ing guideline is
suggested for t3e abo0e ground pipelines.
i .ini#u# 3 readings s3ould be taAen on all t3e bends of t3e piping
net8orA1 at t3e outer cur0ature. 5ne reading s3ould be at t3e centre
of bend and t8o readings in t3e sa#e line on eit3er side of t3is
reading.
ii .ini#u# one ultrasonic scan eac3 on t3e straig3t pipes on t3e
upstrea# and do8nstrea# of t3e bend ad:acent to 8elding of t3e
bend and pipe. 5ne ultrasonic scan 8ill consist of " readings (31 (1
' and 12 5G )locA positions). Pipelines in 83ic3 t3ere is a possibilit*
of ballast 8ater co#ing1 one ultrasonic scan 8ill consist of (
readings (31 %1 (1 71 ' and 12 5G )locA positions) to scan t3e botto#
portions 83ere corrosion #a* taAe place.
iii 5ne ultrasonic scan on t3e entire circu#ference (" reading) for
e0er* 3+ #eters for straig3t portions of t3e pipe and one scan on
e0er* piece of pipe.
Page (1 of 183
i0 .ini#u# one ultrasonic scan (four readings) eac3 on reducer >
e6pander and t3eir do8nstrea# on t3e pipe.
0 .ini#u# one ultrasonic scan (four readings) eac3 on eac3 piece of
pipe.
0i 5ne ultrasonic scan on t3e pipe1 do8nstrea# of 0al0es > orifice etc.
0ii 5ne ultrasonic scan #ini#u# on t3e straig3t pipe for e0er* t3ree
#eters lengt3 at lo8er ele0ation portion 83ere possibilities of
collection and stagnation of carr*o0er 8ater e6ists.
0iii 5ne ultrasonic scan on branc3 connections1 dead ends etc. T3e
details of locations of t3icAness sur0e* a piping circuit is gi0en in t3e
attac3ed sAetc3 no.?1. T3e nu#ber of locations can increase
depending upon t3e t3icAness readings. T3e abo0e #et3odolog*
can be used for insulated lines. 7nsulation on t3e lines #a* be
re#o0ed stage 8ise.
i6 T3icAness sur0e* to be carried out in t3e piping at road crossing
and d*Ae crossing
N6TED
1. .ost of t3e ultrasonic instru#ents are not e6plosion proof and
t3erefore1 t3e* #ust be used in t3e areas t3at are free of
e6plosi0e #i6ture.
2. 5n 3ig3 te#perature surfaces 83ile taAing t3e t3icAness
#easure#ents1 ade/uate precautions s3ould be taAen so t3at
instru#ent and transducers are not da#aged.
10.1.! 4a$iog#ap%" Inspection
T3e critical spots #a* be radiograp3ed during operation to Ano8 t3e
8all t3icAness as 8ell as internal condition liAe fouling1 pitting1 scale
etc. Radiograp3* is 3ig3l* useful 83en line is insulated since insulation
need not be re#o0ed for doing radiograp3*. T3e critical spots e.g.
8elding :oints1 spots 83ere t3e nipples > s#all dia drain lines are
8elded #a* be radiograp3ed to Ano8 t3e internal condition.
*o##osion P#o,es
5ne of t3e #et3ods of #easuring internal corrosion rate of piping on
strea# is installing corrosion probes and #easuring corrosion rates.
T3e corrosion probes s3ould be installed at t3e critical locations of
i#portant pipelines to Ano8 t3e rate of internal corrosion. T3e readings
s3ould be taAen 8eeAl* and t3e deterioration rate s3ould be
establis3ed.
Page (2 of 183
10.1.( *o##osion *o&pons
)orrosion coupons #a* be installed in t3e i#portant and critical
pipelines for assessing t3e internal corrosion rates. T3e coupons are
taAen out after a specified period and t3oroug3l* cleaned. T3e 8eig3t
loss of coupons o0er a specified period gi0es t3e internal corrosion rate
of t3e pipes.
10.1.) 9ig% Te+pe#at&#e Piping
5peration of piping at te#peratures in t3e creep range #a* cause
creep da#age or deterioration of t3e pipe. Piping protected against
e6cessi0e te#perature b* internal insulation1 failure of insulation 8ill
result in o0er3eating of t3e #etal 8all t3ereb* causing 3ot spot. T3e
e6cessi0e te#perature greatl* reduces t3e strengt3 of t3e #etal and
#a* cause bulging1 scaling and #etal deterioration or co#plete failure.
!o#e 3ot spots can be detected b* a red glo8 particularl* if seen in
darA. Portable t3er#o#eters1 p*ro#eters1 or te#perature indicating
cra*ons #a* be used to Ano8 t3e sAin te#perature.
Te#perature !ur0e* (using T3er#ograp3*) of insulated and 3ot piping
s3ould be done to detect 3ot spots and #easure t3e te#perature. T3is
#et3od is 0er* fast and inspection can be done fro# a distance.
10.1.6 Un$e#g#o&n$ Piping
*at%o$icall" P#otecte$ Piping
W3ere0er cat3odic protection b* i#pressed current is pro0ided for
underground piping1 t3e pipe to soil potential readings s3ould be
c3ecAed using )u?)u!5
"
3alf cell once in a #ont3. T3e potential
readings s3ould be co#pared 8it3 original readings. $ 0oltage of <
8%+# ; 8it3 respect to )u?)u!5
"
3alf?cell is considered ade/uate to
gi0e satisfactor* protection. PolariDation Potential #ore t3an < 1.2 ;
can cause da#age and disbanding of 8rapping and coating of t3e
pipelines due to e0olution of 2
2
and can cause 3*drogen e#brittle#ent
of t3e pipelines. To :udge t3e ade/uac* of cat3odic protection s*ste#1
)P, ()o#puteriDed Potential ,ogging) #a* be carried out once in four
*ears.
Un$e#g#o&n$ Pipelines 3it%o&t cat%o$ic p#otection an$ %a>ing
onl" 3#apping an$ coating
)ondition of 8rapping and coating s3ould be c3ecAed b* Pearson
!ur0e*. ,ocation of da#aged 8rapping and coating as indicated b*
Pearson !ur0e* s3ould be dug out. E6ternal 0isual inspection and
t3icAness sur0e* s3ould be carried out for dugout portions. esides
t3is1 e6ca0ation s3all be done at 0ulnerable locations liAe regions of lo8
0elocit*1 bends reducers1 e6panders1 branc3 connections1 dead ends.
Page (3 of 183
@ltrasonic t3icAness sur0e* s3ould be carried out at t3ese locations to
Ano8 t3e 8all t3icAness. For straig3t portion one location for e0er* 1++
. s3ould be e6posed for t3icAness sur0e*. 7f st. portion bet8een t8o
bends is less t3an 1++.1 t3en one location in bet8een t3ese t8o
bends s3ould be e6posed for inspection. 7nternal #etal loss and fouling
can also be deter#ined b* radiograp3*. $fter inspection1 nu#ber of
locations for digging and t3icAness sur0e* #a* be increased or
decreased.
Wrapping and coating at t3e dug out portions s3all be e6a#ined
0isuall* or b* using a 3olida* detector. Properties of coatings e.g.
#ec3anical strengt31 c3e#ical co#position1 resisti0it* etc. s3ould be
c3ecAed b* taAing out a sa#ple of coating. T3e stra* current
interference of t3e underground pipe s3ould be c3ecAed b* )u?)u!5
"
3alf?cell. T3e incidence of stra* current interference is 0er* 3ig3 in t3e
underground portion of cat3odicall* protected and non cat3odicall*
protected pipelines 83ic3 are separated b* insulating flanges >
couplings. T3is interference current causes se0ere da#age in t3e
unprotected line at t3e point of disc3arge1 if t3e 8rapping and coating is
da#aged. $s suc31 t3is location s3ould be inspected b* e6posing t3e#
once in a *ear.
$ll lines s3ould be inspected at and :ust belo8 t3e point 83ere t3ese
enter t3e eart3 and concrete slab because serious corrosion occurs at
t3ese locations due to differential aeration.
Ma#ine an$ Te#+inal Pipelines
.arine and ter#inal piping 83ic3 3a0e a c3ance of carr*ing sea8ater
ballast s3ould be 0isuall* inspected and t3icAness sur0e*ed. T3ese
lines are #ost prone to corrosion in t3e botto# portion of t3e lines. T3e
corrosion #a* be in t3e for# of pitting. @nder8ater #arine lines s3ould
be t3oroug3l* inspected for e6ternal corrosion and deterioration.
Potential readings for t3e cat3odicall* protected #arine lines s3ould be
c3ecAed once in a #ont3 8it3 sil0er?sil0er c3loride 3alf?cell.
For cross countr* piping during eac3 pigging1 anal*sis of pig run
residue #a* be carried out to Ano8 t3e effecti0eness of corrosion
in3ibitor and to Ano8 83et3er internal corrosion is taAing place or not.
7nstru#ented pig sur0e* (7P!) for t3e internal as 8ell as e6ternal
corrosion #a* be carried out for entire piping net8orA. T3e fre/uenc*
of suc3 inspection #a* e decided based on e6perience and t3e date
collected. To collect base line data1 it is a good practice to do 7P! on
t3e ne8l* constructed pipelines.
7nternal corrosion #onitoring of t3e lines can be done b* e6posing
corrosion coupons and installing corrosion probes1 at 0ulnerable
locations.
Page (" of 183
10.2 INSPE*TI6N DU4ING S9UTD6:N
!3utdo8n inspection of pipelines relates to t3e inspection of t3e lines
83en it is not carr*ing product. ;al0es and ot3er fittings in t3e net8orA
can be taAen out. &uring t3e s3utdo8n inspection1 t3e 0isual1
ultrasonic1 radiograp3ic inspections as detailed for on?strea#
inspection additional inspections liAe 3a##er testing1 internal
inspection1 3*drostatic testing 83ic3 can onl* be carried out during
s3utdo8ns.
$ustenitic !! piping 83ere t3ere is a c3ance of stress corrosion
cracAing due to for#ation of pol*t3eonic acid s3ould be Aept under
inert at#osp3ere. 7f at all t3e* are to be opened to at#osp3ere1
passi0ation of t3e !! piping s3ould be done1 as per =$)E standard
RP?+1?7+.
10.2.1 Inte#nal *o##osionA E#osion 1 -o&ling
Piping can be opened at 0arious places b* re#o0ing 0al0es or flanged
locations to per#it 0isual inspection. T3oroug3 0isual inspection s3ould
be carried out for corrosion1 erosion and fouling.
T3e nature and e6tent of internal deposit s3ould be noted. !a#ples
#a* be collected for c3e#ical anal*sis.
7n so#e of t3e 0ulnerable locations liAe piping in 8ater1 p3enol1 stea#
ser0ices 83ere pitting t*pe of corrosion taAes place and ultrasonic
t3icAness sur0e* and radiograp3* does not re0eal t3e true picture of
internal condition of pipes1 sa#ples s3ould be cut for t3oroug3 internal
e6a#ination. T3e sa#ple s3ould be split open into t8o 3al0es and
internal surface is inspected for pitting1 groo0ing etc. t3e internall* strip
lined bends and pipes s3ould be 0isuall* e6a#ined for bulging1
cracAing1 8eld defects etc. t3icAness of t3e strip #a* be #easured to
find out t3inning of t3e strips.
10.2.2 *#ac0s
Welds1 3eat?affected areas ad:oining 8elds1 points of restraint or strain1
areas sub:ect to stress corrosion cracAing1 3*drogen attac3 and caustic
e#brittle#ent s3ould be carefull* inspected for cracAs. For spot c3ecA1
d*e penetrant and #agnetic particle inspection s3ould be used. $llo*
and stainless steel pipings need special attention. 7n?situ #etallograp3*
at critical spots #a* also be done. .agnif*ing glass can be used for
cracAs detection.
10.2.! Misalign+ent
7f #isalign#ent of piping 8as noted during operation1 t3e cause s3ould
be deter#ined. .isalign#ent is usuall* caused b*F
Page (% of 183
i 7nade/uate pro0ision for e6pansion
ii roAen or defecti0e anc3ors
iii E6cessi0e friction on sliding saddles1 indicating lacA of lubrication or
necessit* of rollers
i0 roAen rollers or inabilit* of rollers to turn because of corrosion or
lacA of lubrication.
0 roAen or i#properl* ad:usted 3angers
0i 2angers 83ic3 are too s3ort and t3us li#it #o0e#ent of t3e piping
can cause lifting of t3e piping
T3e causes of #isalign#ent 83ic3 could not be corrected during on?
strea# s3ould be attended during t3e s3utdo8n.
10.2.( Inspection on Gas0et -aces of -langes
T3e gasAet faces of flange :oints 83ic3 3a0e been opened s3ould be
inspected 0isuall* for corrosion for defects (suc3 as scratc3es1 cut and
gouges) 83ic3 #ig3t cause leaAage. -roo0es and rings of ring gasAet
:oints s3ould be c3ecAed for defects liAe dents1 cut1 pitting and
groo0ing.
10.2.) -lange -astene#s
Ensuring t3e proper positioning of fasteners and use of correct lengt3
of fasteners for engage#ent and protrusion is also of ut#ost
i#portance to ensure proper tig3tening of t3e flange :oints. !o#e of t3e
precautions are gi0en belo8F
a. !3ort bolting in lengt3 as 8ell as dia. s3ould be c3ecAed <
#ini#u# of one t3read s3ould be out of nut surface in bot3 ends.
b. Precautions for e#bedded flanges s3ould be taAen < lengt3 of
studs going inside t3e t3readed 3ole of integral flange s3ould be
#onitored.
c. For RTS flanges1 ring #aterial1 3ardness 4 ring face s3ould be
c3ecAed.
d. @se of tig3tening tools liAe tor/ue 8renc31 bolt tensioner etc as
specified > re/uired s3ould be #entioned.
10.2.6 9ot Spots
W3ere 3ot spots on internall* insulated pipe 8ere noted during
operation1 t3e internal insulation s3ould be inspected 0isuall* for
failure1 t3e pipe 8all at t3e 3ot spot s3ould be inspected 0isuall* for
o6idation and scaling. T3e scale s3ould be re#o0ed to sound #etal
and area s3ould be c3ecAed for cracAs. T3e t3icAness s3ould be
#easured to assure t3at sufficient t3icAness is left for t3e ser0ice. T3e
Page (( of 183
outside dia#eter of piping in 3ig3 te#perature ser0ice s3ould be
#easured to c3ecA for creep. &efor#ations.
10.2. T%ic0ness Meas&#e+ents
T3icAness of inaccessible pipe in 3ig3 te#perature ser0ice 83ic3 could
not be #easured b* radiograp3ic or ultrasonic instru#ents during
operation can be #easured during s3utdo8n.
10.2.' 9a++e# Testing
2a##er testing #a* also be carried out to supple#ent 0isual and
ultrasonic inspection. T3e 3ealt3 of t3e lines can be deter#ined b* t3e
sound produced b* t3e 3a##er striAe and t3e siDe of indentation.
2o8e0er1 83ile doing 3a##er testing t3e follo8ing points s3ould be
consideredF
i 2a##er testing of pipe1 0al0es and fittings of cast iron and stress
relie0ed lines in caustic and corrosi0e ser0ice s3ould not be carried
out.
ii )are s3ould be taAen not to 3a##er 3ard enoug3 to da#age
ot3er8ise sound piping.
iii 2a##er testing s3ould not be perfor#ed on glass?lined pipes.
i0 5nl* inspection 3a##er (2 lb 8eig3t) s3ould be used.
0 2a##er testing s3ould not be done on t3e c3arged lines and lines
under pressure.
0i 2a##er testing of so#e allo*s can cause stress corrosion
cracAing.
10.2./ 9"$#ostatic Testing
T3e underground piping #a* be 3*drostaticall* pressure tested once in
fi0e *ears to ascertain t3eir condition. E6cessi0e pressure drop during
3*drostatic test #a* indicate presence of leaA in t3e underground
piping. T3e 3*drostatic testing #a* be done section 8ise isolating t3e
section b* 0al0es. $de/uate arrange#ents s3ould be #ade to dispose
t3e 8ater after t3e testing. =ecessar* precautions s3ould be taAen
83ile 3*drostaticall* testing t3e pipelines. For details of 3*drostatic
testing para 1+.8 #a* be referred.
10.! STATUT648 INSPE*TI6N
Piping replace#ent and #odifications being carried out in stea# lines
falling under t3e pur0ie8 of 7R aut3orities need to be e6ecuted 4
certified b* 7R aut3oriDed $gencies 4 7nspector. T3e #aterial used for
Page (7 of 183
t3e abo0e :ob s3all also confir# to 7R re/uire#ents. For ne8 Pro:ects1
t3e appro0al for t3e stea# piping dra8ings needs to be obtained fro#
7R aut3orities at t3e beginning of t3e Pro:ect. E6ecution and
certification 8ill be sa#e as abo0e.
Page (8 of 183
Page (' of 183
2UALIT8 ASSU4AN*E PLAN -64 NE:
*6NST4U*TI6NS
9ualit* assurance plan of ne8 facilities needs attention rig3t fro# t3e
design stage1 P47& re0ie81 c3ecAs during detail engineering1
construction /ualit* control. !election of t3e co##issioning tea# and
t3e leader is also 0ital to ensure /ualit* of t3e final facilit*. T3e #a:or
areas to be looAed into during t3ese stages are suggested as under.
11.1 2UALIT8 ASSU4AN*E DU4ING DESIGN STAGE
T3e finaliDation of design basis 3as to be done 8it3 #eticulous care.
T3e specification and Front End Engineering &esign (FEE&)1
procure#ent1 construction and co##issioning stages need ade/uate
in0ol0e#ent of pro:ect tea#.
T3e PF& and P47& re0ie8s and la*out c3ecAs are also need to be
re0ie8ed criticall*. T3e 7so#etrics and -eneral $rrange#ent &ra8ings
(-$&s) de0eloped b* t3e detailed engineering contractor also needs
t3oroug3 re0ie8.
9ualit* $ssurance Plan (9$P) s3ould be de0eloped in ad0ance to
ensure reliabilit* of t3e ne8 facilit*. T3e stages of 9$P s3ould include
s*ste#atic re0ie8 of t3e follo8ing depending on t3e criticalit*F
Purc3ase order1 dra8ings and specifications.
$ppro0al of 9$P.
.anufacturing process.
2eat treat#ent.
)3e#ical co#position.
Product anal*sis.
Tensile strengt3.
2*drostatic test.
Trans0erse tension test.
&i#ensions.
WorA#ans3ip1 finis3 and appearance.
.arAs and abrasion.
End finis3.
Product #arAing.
PacAing.
&ocu#entation.
Release note.
T3e 9$P s3ould clearl* define t3e role and responsibilit* of t3e
.anufacturer1 T3ird Part* 7nspector1 P.) and 58ner.
!o#e specific points 3a0e been listed belo8 based on t3e recent
e6periences of co##issioning of ne8 facilities. T3ese aspects s3ould
Page 7+ of 183
also be taAen care of during t3e design stage to ensure reliabilit* of t3e
ne8 facilities.
(1) $ll s#all bore pipings and tracer lines1 siDe ZC and belo8 s3ould be
8elded b* T7- process for all t*pes of :oints1 e.g. butt1 socAet1 tee1
etc. to ensure proper /ualit* of 8elding. @se of 3alf coupling #a*
be considered to increase reliabilit* of s#all?bore connections.
(2) .ini#u# t3icAness of pipe for siDes upto 1HC s3ould be !c3.8+ for
)! and $!.
(3) Reinforce#ent pad s3all be pro0ided at support location.
(") !tea# drain points s3ould be routed to a drain 3eader and taAen
out of t3e unit area.
(%) $s far as possible long trunion t*pes of supports #ore t3an %++##
long are to be a0oided. 7n case of long trunion supports are
una0oidable in straig3t lengt3 of pipe1 it is to be pro0ided 8it3
reinforce#ent pad on t3e pipe.
(() !tiffener s3ould be pro0ided in s#all bore bleeder> drain point
connection 8elded to i##ediate upstrea# or do8nstrea# of safet*
0al0es.
(7) Fire fig3ting points are to be pro0ided at 3ig3er ele0ation in case of
tall colu#ns1 structures.
(8) $s far as possible1 stub?in t*pe branc3 connection are to be
pro0ided 83en branc3 siDe is less t3an one siDe t3an t3e #ain
pipe.
(') $ll t3e reinforce#ent pad telltale 3oles s3ould be drilled and tapped
properl*. -as cut 3oles s3ould not be accepted.
(1+)W3ere0er t8o p3ase flo8 in piping is e6pected1 piping design
including its support s*ste# s3ould be c3ecAed 8.r.t. #ost ad0erse
conditions> ratio of bot3 t3e p3ases (slug flo8) to a0oid line
0ibration during operation.
(11)7n t3e 2eaters 3a0ing stea# air decoAing pro0ision1 t3e #ain lines
and decoAing lines s3ould be supported in suc3 a fas3ion so t3at
eit3er of t3e lines s3ould not re#ain unsupported in t3e 3anging
position 83en re#aining disconnected.
(12)T3e supports 8elded on insert plates in t3e R)) colu#ns s3ould
be c3ecAed for t3eir ade/uac* to bear t3e re/uired loads and
#o0e#ents of t3e s*ste#. T3e insert plates s3ould be fi6ed 8it3
anc3or fasteners grouted in R)) colu#n.
Page 71 of 183
(13)7nsulation 8indo8s for inspection and t3icAness sur0e* are to be
pro0ided in insulating piping of #ore t3an (C dia#eter at all
approac3able location 8it3 pro0ision of caps to a0oid ingress of
8ater.
(1")W3ere0er insulation is to be pro0ided on piping for 3u#an safet*1 it
s3ould be replaced b* a cage of 1C -7 8ire #es3 8rapped around
t3e piping 8it3 t3e 3elp of spacers tacA 8elded on t3e 8ire #es3.
;1)<$ll t3e fittings liAe 0al0es1 flanges etc. in 3ig3 te#perature ser0ice
(N L 3++
+
)) s3ould also be full* insulated if t3e* are in open area
or t3e localiDed cooling can cause operational proble#s liAe coAing
etc.
(1()$ll !! piping s3ould 3a0e c3loride free insulation or preferabl*
s3ould 3a0e !! foil 8rapped bet8een pipe and insulation.
(17)ranc3 connections for fire 3*drants along t3e roads s3ould be
totall* abo0e grounds. 2*drant connections also s3ould re#ain
abo0e ground.
(18)Fire8ater and cooling 8ater lines e#erging fro# underground
s3ould be 8rapped coated be*ond t3e ground le0el upto a lengt3
of %++##.
(1')=o cast iron 0al0es s3ould be used in fire8ater or an* ot3er
ser0ice.
(2+)2ard surfacing 8it3 a proper slope to8ards open drain s*ste# is to
be pro0ided beneat3 t3e offsite pipe racA area 8it3 a clear space
of %++## fro# botto# of t3e pipe.
(21)7nterspacing bet8een t3e offsite piping on t3e support pedestal
s3ould be suc3 t3at t3e lines s3ould not touc3 eac3 ot3er e0en
after insulation (at least 3C gap after insulation).
(22)7dentification #arAs for location> 0isibilit* of drain points of offsite
piping s3ould be pro0ided. $ll drain points s3ould be approac3able
and clearl* 0isible.
(23),ong lengt3s of 0ent and drain piping s3ould be properl* supported
8.r.t. #ain pipe. 7nstru#ent piping connected to orifice flange
s3ould be directl* supported 8it3 t3e pipe so t3at during e6pansion
> contraction1 t3e 83ole asse#bl* #o0es 8it3 t3e pipe.
(2")Piping insulation ends s3ould be properl* sealed to a0oid 8ater
ingress.
(2%)2ard surfacing under t3e piping ba* in offsite areas s3ould be
done 8it3 proper slope 4 drainage facilit*.
Page 72 of 183
(2()Proper slope and gap s3ould be pro0ided in piping cul0erts to
a0oid 8ater logging.
(27)7n fire 8ater lines1 t3e 3*drant tapping s3ould not be taAen fro# t3e
botto# side of pipe. Tapping s3ould be taAen fro# t3e top or fro#
side.
(28)Re#o0al of te#porar* supports and left o0er construction #aterial
s3ould be re#o0ed before 2*drostatic test of t3e line.
11.2 2UALIT8 ASSU4AN*E DU4ING *6NST4U*TI6N STAGE
7n spite of best efforts in t3e design stage1 t3e /ualit* of ne8 facilities
canGt be assured 8it3out proper in0ol0e#ent of 7nspection 4 Pro:ect
tea# of t3e 58ner. T3e selection of t3e Pro:ect tea# and
co##issioning tea# is t3e #ost 0ital aspect for t3e successful
co##issioning of t3e ne8 facilit* and unfortunatel* is t3e #ost
neglected in our case.
T3e 58ner super0ision during construction canGt be diluted inspite of
3a0ing P.)1 EP) or ,!TO contractors.
T3e T3ird Part* 7nspection $gencies1 83ere0er e#plo*ed1 s3ould be
different fro# t3e e6ecuting agenc*.
$lt3oug31 t3e in0ol0e#ent of 58nerGs representati0e canGt be spelt out
3o8e0er1 to #ention fe8 one #ust taAe care of t3e follo8ingsF
(1) !pring t*pe supports s3ould be unlocAed and cold set prior to
co##issioning of t3e s*ste# b* t3e contractor as per t3e
instructions of spring support #anufacturer in presence of P.)>
58nerGs representati0e.
$ co#plete list of all t3e spring supports in a particular units is to
be co#piled along8it3 rele0ant docu#ents 4 details and sub#itted
to UUU 7nspection 4 .aintenance &epart#ent prior to .ec3anical
co#pletion of t3e Pro:ect.
.o0e#ent of t3e spring supports to be closel* obser0ed during
startup and recorded till s*ste# attains its #a6i#u# operating
te#perature.
(2) T3e structural la*out and erection s3ould taAe care of ade/uate gap
for piping1 considering insulation and e6pansion #o0e#ent of
piping.
(3) $ll t3e #ating flanges connecting to e/uip#ent liAe < )olu#ns1
;essels1 2eat E6c3angers1 Pu#ps1 )o#pressors etc. are to be
8elded after proper align#ent and le0eling of ter#inal e/uip#ent
to a0oid t3e #isalign#ent and tension at noDDle flanges.
Page 73 of 183
(") Piping passing t3roug3 tec3nolog* structure (R)) floors) or
passing near t3e concrete colu#n etc. s3ould 3a0e ade/uate
annular space to a0oid restriction of line #o0e#ent during t3er#al
e6pansion. T3e gap s3ould be taAen care for 3ot lines along8it3
insulation t3icAness.
(%) $ll t3e RTS ring gasAets s3ould 3a0e proper identification #arAing
8it3 #etallurgical certificate a0ailable.
(() Positi0e .aterial 7dentification (P.7) s3ould be carried out for all t3e
co#ponents of $llo* !teel1 !tainless !teel and ot3er 3ig3er
#etallurg* piping and c3ecAed on t3ree?tier basis to ensure correct
#etallurg*. First at supplierGs s3op1 second at our stores and t3ird
after fabrication 4 erection at site. T3e properl* identified #aterial
s3ould be gi0en a distinct colour b* supplier before dispatc3 to
a0oid an* #i6ing 8it3 ot3er #aterial. T3ird Part* 7nspector s3ould
also certif* P.7.
Part of t3e 8eld :oints s3ould also be carried out for $llo* !teel>
!tainless !teel circuits in?situ. T3is s3ould be incorporated in t3e
contract.
(7) Electrical resistance coils s3ould be used for pre 3eating> post
3eating of all t3e allo* steel 8elding of dia. 2C and abo0e. Pre
3eating> post 3eating s3ould be #ade #andator* for all t3e allo*
steels irrespecti0e of fillet> butt 8eld siDes.
(8) Te#perature recorders used in stress relie0ing s3ould be calibrated
and t3e related certificate s3ould be a0ailable at site for
0erification.
;/< )ontractor1 83o is a8arded t3e 8orA in0ol0ing use of lo8 3*drogen
electrodes1 #ust 3a0e a furnace suitable for baAing of electrodes
at 3++
+
).
(1+)Welding of allo* steel butt 8eld :oints s3ould not be left inco#plete
for long 3ours. Earlier in fe8 cases1 onl* root run 8as done on a
da* and re#aining 8elding 8as planned ne6t da*. =e6t da* t3e
partiall* 8elded :oints 8ere found cracAed.
(11))old pull if pro0ided s3ould be specificall* certified b* Engineer?in?
c3arge> 7nspector.
(12)$ll critical ser0ice gate> globe> c3ecA 0al0es s3ould be site tested
prior to installation.
(13)$ll t3e supports of a piping s*ste# s3ould be c3ecAed for t3eir
correctness and ade/uac* after co#plete installation b* t3e
&esigner to a0oid an* proble# during operation.
Page 7" of 183
(1")Flus3ing s3ould be done properl* after dropping t3e safet* 0al0es
and control 0al0es etc. to a0oid an* ingress of foreign #aterial.
Proper flus3ing to t3e satisfaction of Production &epart#ent s3ould
be part of #ain contract.
(1%)$ll piping s*ste# s3ould be drained and air flus3ed after
3*drotesting.
;16<$ list of all e6pansion bello8s installed area 8ise along8it3 spares
supplied s3ould be 3anded o0er to UUU 7nspection 4 .aintenance
&epart#ent b* consultant> contractor.
ello8s s3ould be c3ecAed for proper supporting.
ello8s s3all be unlocAed prior to co##issioning in presence of
P.)> 58nerGs representati0es.
(17)&istinct colour code to be used for different #aterials (including
7R #aterials) for piping and fitting. 5n t3e pipes1 t3e colour strips
s3all co0er t3e full lengt3 of pipe and bends. T3is colour #arAing
s3all be part of purc3ase order for co#pliance at t3e supplierGs
end.
(18)Piping circuits falling under t3e pur0ie8 of statutor* inspection liAe
7R s3ould be e6ecuted 4 certified b* 7R aut3oriDed $gencies 4
7nspectors.
Page 7% of 183
Page 7( of 183
12.0 INSPE*TI6N 6- PIPING DU4ING -A74I*ATI6N
&uring erection of piping1 it is 0er* essential to inspect t3e condition of
t3e pipes before use. &etail inspection of #aterial1 siDe1 dent1 e6ternal
corrosion1 /ualit* #ust be carried out during fabrication. T3e 0arious
c3ecAs to be carried out during erection are gi0en in t3e follo8ing
c3aptersF
12.1 INSPE*TI6N 6- PIPES 7E-64E USE
Ne3 Pipes
i )3ecA fro# t3e docu#ents as 8ell as site to ensure t3at rig3t
#aterial is being used as per t3e re/uire#ents. !o#e piping
s*ste#s suc3 as t3ose used in stea# generation #a* be sub:ected
to ot3er regulator* re/uire#ents.
ii )3ecA for pipe siDe (#ainl* dia#eter) and 8all t3icAness. T3e
0ariations s3ould be 8it3in t3e per#issible li#its as gi0en in t3e
appropriate code 4 specification.
iii 7t is desirable to use 3alf coupling (socAet 8elded or scre8ed) of
3+++ class along8it3 sc3edule?8+ nipples for instru#ents tappings.
6l$ Pipes
7n case old pipes are to be installed in a pipe lines s*ste#F
i T3e pipe #ust be of a Ano8n specification.
ii T3ere #ust not be an* bucAling.
iii T3ere #ust not be an* cracAs1 groo0es1 dents or ot3er surface
defects t3at e6ceed t3e #a6i#u# per#issible li#its as per 0arious
codes.
i0 T3e old pipes s3ould be c3ecAed for 3ardness.
12.2 INEU4I6US DE-E*TS
Pipe s3all be inspected before asse#bl* into t3e #ainline or #anifold.
&istortion1 bucAling1 denting1 flattening1 gouging1 groo0es or notc3es
and all 3ar#ful defects of t3is nature s3all be pre0ented1 repaired or
eli#inated as per t3e specifications. 2o8e0er1 as a guideline Bclause
for in:urious defectsC in $=!7 31." is reproduced belo8F
1. 7n:urious gouges1 groo0es1 or notc3es s3all be re#o0ed. T3ese
in:urious defects #a* be repaired b* use of 8elding procedures
prescribed in $P7 %, or %,U1 or re#o0ed b* grinding1 pro0ided t3e
Page 77 of 183
resulting 8all t3icAness is not less t3an t3at per#itted b* t3e
#aterial specification.
2. W3en conditions outlined abo0e cannot be #et1 t3e da#aged
portion s3all be re#o0ed as a c*linder. 7nsert patc3ing is not
per#itted. Weld on patc3ing1 ot3er t3en co#plete encircle#ent1 is
not per#itted in pipelines intended to operate specified #ini#u#
*ield strengt3 of t3e pipe.
3. =otc3es or la#inations on pipe ends s3all not be repaired. T3e
da#aged end s3all be re#o0ed as a c*linder and t3e pipe end
properl* rebe0elled.
". &istorted or flattened lengt3s s3all be discarded.
%. $ dent (as opposed to a scratc31 gouge1 or groo0e) #a* be
defined as a gross disturbance in t3e cur0ature of t3e pipe 8all. $
dent containing a stress concentrator1 suc3 as a scratc31 gouge1
groo0e or arc burn s3all be re#o0ed b* cutting out t3e da#aged
portion of t3e pipe as a c*linder.
(. $ll dents 83ic3 affect t3e cur0ature of t3e pipe at t3e see# or at
an* girt3 8eld s3all be re#o0ed. $ll dents 83ic3 e6ceed a
#a6i#u# dept3 of K inc3 (( ##) in pipe =P! 12 and s#aller or
t8o percent of t3e no#inal pipe dia#eter in siDes greater t3an
=P! 121 s3all not be per#itted in pipelines intended to operate at
a 3oop stress of #ore t3an 2+ percent of t3e specified #ini#u#
*ield strengt3 of t3e pipe. 7nsert?patc3ing1 o0erla*1 or pounding out
of dents s3all not be per#itted in pipelines intended to operate a
3oop stress of #ore t3an 2+ percent of t3e specified #ini#u#
*ield strengt3 of t3e pipe.
7. ucAled pipe s3all be replaced as a c*linder.
12.! -64MING 6- PIPES
1. ends s3all be #ade fro# a pipe in suc3 a #anner as to preser0e
t3e cross?sectional s3ape of t3e pipe and s3all be free fro#
bucAling1 cracAs or ot3er e0idence of #ec3anical da#age.
2. 7f a pipe containing a longitudinal 8eld1 t3e longitudinal 8eld #ust
be as near as practicable to t3e e0idence of #ec3anical da#age.
3. Pipe bends designed as creased or corrugated s3all not be used
under se0ere c*clic conditions.
". .itre ends
)are s3ould be taAen in #aAing #itred :oints to pro0ide proper
spacing and align#ent and full penetration 8eld :oints.
Page 78 of 183
%. Flattening of t3e bends s3ould be a0oided and li#its s3ould be as
per t3e specifications of pipes.
(. &i#ensions and tolerances of fabricated and forged bends s3ould
be c3ecAed as per t3e gi0en specifications. 2o8e0er1 t3ese
s3ould be c3ecAed for /ualit*1 8rinAles1 cracAs etc. t3icAness at
t3e outer cur0ature s3ould be #easured to deter#ine t3e
reduction of t3icAness during for#ing operation. .aAe sure t3at
t3e proper t*pe of bend is being used in t3e piping s*ste# as per
t3e dra8ing.
12.( :ELDING
For :oint fit?up1 8elderGs /ualifications1 8elding procedure /ualification
and inspection prior to 8elding and during 8elding1 pre3eat and post?
8eld 3eat treat#ent1 75) BWelding .anualC #a* be referred.
12.) INSPE*TI6N A-TE4 :ELDING
i $fter 8elding1 all t3e 8eld :oints and 2$J s3ould be 0isuall*
c3ecAed preferabl* after re#o0ing t3e ripples for cracAs and
defects. 7f re/uired d*e penetrant test #a* be carried out.
ii Radiograp3*
$) Radiograp3* of t3e 8eld :oints s3ould be carried out as per t3e
specifications.
) 1++E of girt3 8elds s3all be inspected b* radiograp3ic or ot3er
accepted =&T #et3ods in t3e follo8ing casesF
i Wit3 populated areas suc3 as residential subdi0isions1
s3opping centers1 and designated co##ercial and industrial
areas.
ii Ri0er1 laAe and strea# crossings 8it3in t3e area sub:ect to
fre/uent inundation1 and ri0er1 laAe and strea# crossings on
bridges
iii Railroad or public 3ig38a* rig3ts of 8a*1 including tunnels1
bridges1 and o0er3ead railroad and road crossings
i0 5ffs3ore and inland coastal 8aters
0 5ld girt3 8elds in used pipe
)) Radiograp3* e6a#ination s3all be carried out after final 3eat
treat#ent 83ere t3e later is done. 2o8e0er1 it is a good practice
to carr*out radiograp3* or ot3er =&T #et3ods of 8elds before
and after t3e post 8eld 3eat treat#ent.
Page 7' of 183
iii T3e 8elding #a* be c3ecAed ultrasonicall* in lieu of radiograp3*.
T3e onl* li#itation of ultrasonic e6a#ination is t3at no per#anent
records are a0ailable. $cceptabilit* of 8elds in radiograp3ic and
ultrasonic e6a#inations s3ould be found out as per t3e rele0ant
codes.
i0 $ll radiograp3s of 8elds s3all be preser0ed for a #ini#u# period of
% *ears prior to disposal.
12.6 SUPP64TS
)3ecA for proper supports as per engineering dra8ings. T3e follo8ing
infor#ation is gi0en for general guidance.
i !upports s3ould be placed as near as practicable to c3anges in
direction (lateral or 0ertical).
ii !upports s3ould be pro0ided for piping sections 83ic3 re/uire
fre/uent dis#antling for #aintenance suc3 as installation of blanAs
etc.
iii Piping t3at disc3arge to t3e at#osp3ere s3ould be fir#l* anc3ored
to counteract t3e reaction force of disc3arging fluid.
i0 T3e clear space around bends1 loops and pipe ter#inal ends s3ould
be sufficient to allo8 free #o0e#ent of t3ese portions on t3er#al
e6pansion.
0 Preferabl*1 supports s3ould not be 8elded directl* to pipe e6cept
anc3or supports.
0i W3ile c3ecAing t3e supports1 t3e s3oe of pipelines and t3eir
positioning 8it3 respect to support s3ould also be c3ecAed in bot3
3ot as 8ell as cold conditions.
0ii T3e s3oe on t3e pipelines s3ould be full* 8elded to t3e pipe.
5t3er8ise corrosion #a* taAe place in space bet8een pipe and t3e
s3oe.
>iii $ll t3e lines in t3e coastal refineries s3ould be pro0ided 8it3 full*
8elded 12+
+
circu#ference pads at all t3e pipe supports locations
to protect t3e lines fro# e6ternal cre0ice corrosion.
12. P4ESSU4E TESTS
T3e piping s*ste# s3ould be pressure tested after all t3e 8elding :obs
on t3e line 3a0e co#pleted. $fter pressure testing1 if is not ad0isable to
do an* 8elding :obs on t3e tested pipe. 7n t3e e0ent of repairs or
Page 8+ of 183
additions are #ade follo8ing t3e tests1 t3e affected piping s3all be
retested.
12..1 Test -l&i$
T3e Test s3all be 3*drostatic using 8ater1 e6cept for t3e follo8ingF
a< 7f t3ere is a possibilit* of da#age due to freeDing or if t3e operating
fluid or piping #aterial 8ould be ad0ersel* affected b* 8ater1 an*
ot3er suitable li/uid #a* be used. 7f a fla##able li/uid is used its
flas3 point s3all not be less t3an %+
+
)1 and consideration s3all be
gi0en to t3e test en0iron#ent.
b) 7f 3*drostatic testing is not considered practicable1 a pneu#atic test
#a* be substituted using air or anot3er non?fla##able gas.
12..2 Test P#epa#ation
a) $ll :oints including 8elds are to be left uninsulated and e6posed for
e6a#ination during t3e test.
b) Piping designed for 0apour or gas s3all be pro0ided 8it3 additional
te#porar* support1 if necessar*1 to support t3e 8eig3t of test li/uid.
c) E6pansion :oints s3all be pro0ided 8it3 te#porar* restraint if
re/uired for t3e additional load under test or s3all be isolated fro#
t3e test.
d) E/uip#ent 83ic3 is not to be included in t3e test s3all be eit3er
disconnected fro# t3e piping or isolated b* blinds or ot3er #eans
during t3e test. ;al0es #a* be used pro0ided t3e 0al0e (including
t3e closure #ec3anis#) is suitable for proposed test pressure.
e) Relief 0al0es and rupture discs s3ould not be sub:ected to t3e
pressure test.
f) 7f a pressure test is to be #aintained for a period of ti#e and test
li/uid is sub:ected to t3er#al e6pansion1 precautions s3all be taAen
to a0oid e6cessi0e pressure.
g) $ll pressure gages1 flo8 #eter etc. and ot3er pressure parts of
connected instru#ents s3all also be tested at t3e pressure at least
e/ual to t3at of line.
3) Pressure -ages
i $ #ini#u# nu#ber of t8o pressure gages s3ould be used for
pressure tests one to be installed at t3e pressurising point and
t3e ot3er at t3e fart3est > 3ig3est point.
Page 81 of 183
ii T3e range of eac3 pressure gage s3ould be suc3 so t3at t3e
re/uired pressure reading falls in t3e area of one?t3ird to t8o
t3ird of t3e range of dial.
iii )orrectness of pressure gages s3ould be ensured. 5nl*
properl* calibrated > tested pressure gauges s3ould be used.
i) &uring li/uid pressure testing all air s3ould be e6pelled fro# t3e
piping t3roug3 0ents pro0ided at all 3ig3 points.
:) T3e increase of pressure s3ould be gradual to a0oid an* s3ocA and
resultant failure.
A) T3ere s3ould not be an* leaAage in t3e pressuriDing s*ste#.
12..! Test P#ess&#e
9"$#ostatic Testing of Inte#nall" P#ess&#e$ Piping
i )o#pleted piping s3all be pressure tested as per t3e code and
regulator* la8s using potable 8ater as test fluid. &. 8ater or
passi0ating solution s3ould be used for stainless steel piping.
ii @nless ot3er8ise specified in t3e engineering design1 t3e
3*drostatic test pressure s3all be 1 H ti#es t3e design pressure.
iii For a design te#perature abo0e t3e test te#perature b* t3e
follo8ing for#ulaF
P
T
L
1.% P !
T
!
W3ere
P
T
L .ini#u# 3*drostatic test pressure (gage)
P L 7nternal design gage pressure
!
T
L $llo8able stress of pipe #aterial at test
te#perature
! L $llo8able stress of pipe #aterial at te#perature
W3en !
T
>! is greater t3an (.%1 (.% s3all be used for
t3e 0alue of !
T
>! for t3e calculation purposes.
i0 W3ere design pressure is not Ano8n t3e #ini#u# 3*drotest
pressure s3all be 1 H ti#es of t3e pu#p s3utoff pressure or
#a6i#u# operating pressure of t3e pipeline 83ic3e0er is 3ig3er.
0 $ll reinforcing pads on pressure openings s3ould be tested 8it3 air
at 2% psig. T3e test openings s3ould not be plugged follo8ing t3e
test.
>i 2*drotesting of ferritic and .artensitic steels s3ould be a0oided
83en at#osp3eric te#perature is belo8 1+
+
). T3is is due to
Page 82 of 183
possibilit* of brittle fracture caused b* ductile to brittle transition
belo8 1+
+
).
9"$#ostatic Testing of Piping 3it% @essels as a S"ste+
i W3ere t3e test pressure of piping attac3ed to a 0essel is sa#e as
or less t3an t3e test pressure for t3e 0essel1 t3e piping #a* be
tested 8it3 t3e 0essel at t3e test pressure of t3e piping.
ii W3ere t3e test pressure of t3e piping e6ceeds t3e 0essel test
pressure and it is not considered practicable to isolate t3e piping
fro# t3e 0essel1 t3en t3e piping and t3e 0essel #a* be tested
toget3er at t3e test pressure of t3e 0essel1 and pro0ided t3e 0essel
test pressure is not less t3an 11%E of t3e piping design pressure
ad:usted for te#perature.
9"$#ostatic Testing of E5te#nall" P#ess&#e$ Piping
i ,ines in e6ternal pressure ser0ice s3all be sub:ected to an internal
test pressure of 1 H ti#es t3e e6ternal differential design pressure
butt not less t3an a gage pressure of 1% psi.
ii 7n :acAeted lines1 t3e internal line s3all be pressure tested on t3e
basis of t3e internal or e6ternal design pressure1 83ic3e0er is
critical1 t3is test #ust be perfor#ed before co#pletion of t3e :acAet
if necessar* to pro0ide 0isual access to t3e :oints of t3e internal line.
iii 7n :acAeted lines t3e :acAet s3all be pressure tested on t3e basis of
:acAet design pressure unless ot3er 8ise li#ited b* t3e engineering
design.
Pne&+atic Testing
7f t3e piping is tested pneu#aticall* t3e test pressure s3all be 11+E of
t3e design pressure. Pneu#atic testing in0ol0es t3e 3aDard due to
possible release of energ* stored and co#pressed gas. T3erefore
particular care #ust be taAen to #ini#iDe t3e c3ances of t3e brittle
failure during t3e testing. T3e test te#perature is i#portant in t3is
regard and #ust be considered 83en t3e c3oice of #aterial is #ade in
t3e original design. $n* pneu#atic test s3all include t3e preli#inar*
c3ecA at not #ore t3an 2%psi gage pressure. T3e pressure s3all be
increased graduall* in steps pro0iding sufficient ti#e to allo8 t3e piping
e/ualiDes strains during t3e test to c3ecA for leaAs.
NoteD
i T3e pressure s3all be #aintained for a sufficient ti#e not less t3an
1+ #inutes to deter#ine if t3ere are an* leaAs.
Page 83 of 183
ii Jero pressure drop are s3o8n b* pressure gages is not sure
criterion for deciding t3e success of 3*dro?test. .inor seepage #a*
not be reflected in t3e pressure gage. $ll t3e :oints and e6posed
surfaces s3ould be inspected and t3oroug3l* c3ecAed.
iii !*ste#s (suc3 as underground lines) t3at cannot be inspected
0isuall* for leaAs s3ould be tested b* appl*ing t3e desired pressure
and t3en re#o0ing t3e source of pressure. T3e pressure drop1
obser0ed for an e6tended period1 8ill be an indication of s*ste#
tig3tness. 2o8e0er1 lengt3* test periods #a* re/uire te#perature
corrections1 83en e#plo*ing t3is #et3od1 pressure recorders are
used to furnis3 a per#anent record of test.
i0 $fter 2*drotesting1 t3e 8ater s3ould be co#pletel* drained. T3e
rate of depressuriDing s3ould be slo8.
0 WarningF 2a##er testing of e/uip#ent undergoing pressure test
#a* cause failure resulting in possible in:ur* to t3ose perfor#ing
t3e test.
12..( P#ess&#e Testing of Li.&i$ Pet#ole&+ T#anspo#tation Piping
S"ste+
9"$#ostatic Testing of Inte#nal P#ess&#e Piping
a) Portions of piping s*ste#s to be operated at a 3oop stress of
#ore t3an 2+ percent of t3e specified #ini#u# *ield strengt3 of t3e
pipe s3all be sub:ected at an* point to a 3*drostatic proof test
e/ui0alent to not less t3an 1.2% ti#es t3e internal design pressure
at t3at point for not less t3an four 3ours. W3en lines are tested at
pressures 83ic3 de0elop a 3oop stress1 based on no#inal 8all
t3icAness1 in e6cess of '+E of specified #ini#u# *ield strengt3 of
t3e pipe1 special care s3all be used to pre0ent o0erstrain of t3e
pipe.
1 T3ose portions of t3e piping s*ste#s 83ere all of t3e pressured
co#ponents are 0isuall* inspected during t3e proof test to
deter#ine t3at t3ere is no leaAage re/uire no furt3er test. T3is
can include lengt3s of pipe1 83ic3 are pretested for use as
replace#ent sections.
2 5n t3ose portions of piping s*ste# not 0isuall* inspected 83ile
under test1 t3e proof test s3all be follo8ed b* a reduced
pressure leaA t3e internal design pressure for not less t3an four
3ours.
b) $P7 RP?111+ #a* be used for guidance for t3e 3*drostatic test.
c) T3e 3*drostatic test s3all be conducted 8it3 8ater e6cept li/uid
petroleu# t3at does not 0apouriDe rapidl* #a* be used1 pro0idedI
Page 8" of 183
1 T3e pipeline section under test is not offs3ore and is outside
cities and ot3er populated areas and eac3 building 8it3in 3++
feet ('+ #eters) of t3e test section is unoccupied 83ile t3e test
pressure is e/ual to or greater t3an a pressure 83ic3 produces
a 3oop stress of %+ per cent of t3e specific #ini#u# *ield
strengt3 of t3e pipe.
2 T3e test section is Aept under sur0eillance b* regular patrols
during testI and
3 )o##unication is #aintained along test section.
d) 7f t3e testing #ediu# in t3e s*ste# 8ill be sub:ect to t3er#al
e6pansion during t3e test1 pro0isions s3all be #ade for relief of
e6cess pressure. Effects of te#perature c3anges s3all be taAen into
account 83en interpretations are #ade of recorded test pressure.
e) $fter co#pletion of 3*drostatic test1 it is i#portant in cold
8eat3er1 t3at t3e lines1 0al0es and fittings be drained co#pletel* of
an* 8ater to a0oid da#age due to freeDing.
Lea0 Testing
5ne?3our 3*drostatic or pneu#atic leaA test #a* be used for piping
s*ste#s to be operated at a 3oop stress of 2+ percent or less of t3e
specified #ini#u# *ields strengt3 of t3e pipe. T3e 3*drostatic test
pressure s3all be not less t3an 1.2% ti#es t3e internal design pressure.
T3e pneu#atic test gage pressure s3all be 1++ psi (7 bars) or t3at
pressure 83ic3 8ould produce a no#inal 3oop stress of 2% percent of
t3e specified #ini#u# *ield strengt3 of t3e pipe1 83ic3e0er is less.
12.' PAINTING
$fter successful 3*drostatic testing1 t3e pipelines are e6ternall* painted
to pro0ide protection against e6ternal corrosion. W3ile painting1 t3e
follo8ing points #a* be Aept in #indF
i Proper surface preparation
T3e surface s3ould be free of #oisture1 dust1 soil1 rust1 oil grease
etc. sand blasting>s3ot blasting #et3od s3ould be preferred
83ere0er practicable. $fter sand blasting1 t3e surface s3ould not
be left unpri#ed for #ore t3an " 3rs.
ii &r* Fil# T3icAness
T3is s3ould be c3ecAed in accordance 8it3 t3e tec3nical
specification for pri#er as 8ell as total dr* fil# t3icAness.
Page 8% of 183
iii T3e pri#er s3ould be applied as soon as possible after t3e surface
preparation.
i0 T3e relati0e 3u#idit* of surrounding during painting s3ould be
preferabl* in t3e range of (%E to 8%E.
0 Eac3 coat of paint #ust be t3oroug3l* dr* before t3e ne6t is
applied unless a special 8et?on?8et process is used. 7f t3e t3u#b
is pressed against t3e fil# 8it3 a slig3t t8isting #o0e#ent and no
da#age to paint occurs1 t3e fil# is 3ard enoug3 for t3e ne6t coat to
be applied. For curing ti#e for eac3 coat1 #anufacturer
reco##endation #a* be follo8ed.
0i T3e nor#al dr* fil# t3icAness of paints s3ould be as per
#anufacturerGs reco##endations. Paint t3icAness gauge can be
used for #easuring t3e dr* fil# t3icAness of paints.
0ii $ustenitic !! pipes s3ould not be painted 8it3 an* paints
containing Jn1 $l and c3lorides etc.
$ )o##on Paint )olour )ode !*ste# for Piping 4 E/uip#ent 3a0e
been de0eloped and appro0ed in line 8it3 $=!7 )olour )ode !*ste#
8it3 #inor c3anges to suit Refiner* application. T3is 8ill 3elp in 3a0ing
co##on colour identification for eac3 ser0ice across all t3e Refineries1
easil* identifiable colour for 0arious groups of ser0ices. T3e ne8 )olour
)ode s3all be follo8ed in Refineries for all t3e ne8 Pro:ects and
additional facilities Pro:ects. $s regards1 e6isting Plants t3e ne8 )olour
)ode !*ste# 8ill be adopted in a #anner1 83ic3 coincides 8it3 t3e
repainting sc3edule of t3e Piping to opti#iDe e6penditure on t3is
account. T3e )o##on Paint )olour )ode !*ste# for Refineries is
enclosed as Anne5&#e ?@ for read* reference.
12./ EXTE4NAL *6446SI6N *6NT46L -64 7U4IED 64
SU7ME4GED PIPELINES
)ontrol of e6ternal corrosion of buried or sub#erged pipe and
co#ponents in ne8 installations s3all be acco#plis3ed b* t3e
application of an effecti0e protecti0e coating and if necessar*
supple#ented b* cat3odic protection. For piping s*ste#s offs3ore
special attention s3all be gi0en to control e6ternal corrosion of t3e
pipeline risers in t3e Psplas3G Done.
12./.1 P#otecti>e *oating
a) Protecti0e coatings used on buried or sub#erged pipe and
co#ponents s3all 3a0e t3e follo8ing c3aracteristics.
1. .itigate corrosion
2. 2a0e sufficient ad3esion to t3e #etal surface to effecti0el*
resist under fil# #igration of #oisture.
Page 8( of 183
3. e ductile enoug3 to resist cracAing
". 2a0e strengt3 sufficient to resist da#age due to 3andling and
soil stress.
%. 2a0e properties co#patible 8it3 an* supple#ental cat3odic
protection.
b) Welds s3all be inspected for irregularities t3at could protrude
t3roug3 t3e pipe coating1 and an* suc3 irregularities s3all be
re#o0ed.
c) Pipe coating s3all be inspected bot3 0isuall* and b* an electric
3olida* detector. $n* 3olida* or ot3er da#age to t3e coating
detri#ental to effecti0e corrosion control s3all be repaired and re?
inspected.
d) 7nsulating t*pe coating1 if used1 s3all 3a0e lo8 #oisture
absorption c3aracteristics and pro0ide 3ig3 electrical resistance.
e) T3e bacAfill operation s3all be inspected for /ualit* co#position
and place#ent of #aterial to pre0ent da#age to pipe coating.
f) W3ere a connection is #ade to a coated pipe1 all da#aged
coating s3all be re#o0ed and ne8 coating applied on t3e
attac3#ents as 8ell as on t3e pipe.
12./.2 *at%o$ic P#otection S"ste+
a) $ cat3odic protection s*ste# pro0ided b* a gal0anic anode or
i#pressed current anode s*ste# s3all be installed t3at 8ill #itigate
corrosion and contain a #et3od of deter#ining t3e degree of
cat3odic protection ac3ie0ed on t3e buried or sub#erged piping
s*ste#.
b) )at3odic protection s3all be controlled so as not to da#age t3e
protecti0e coating1 pipe or co#ponents.
c< Pipe to soil 0oltage of (<) +.8% 0olts 8it3 respect to )u?)u!5
"
3alf?cell 3as been found to gi0e ade/uate protection to t3e
cat3odicall* protected pipelines. T3e e6cessi0e 0oltage #a*
da#age t3e 8rapping and coating of t3e pipe. $ 0oltage (<) 1.2
0olts #a* ad0ersel* affect t3e 8rapping and coating.
d) uried or sub#erged coated piping s*ste#s s3all be electricall*
isolated at all interconnections 8it3 foreign s*ste#.
For ot3er details regarding cat3odic protection s*ste#s1 standards liAe
=$)E1 RP?+1?(' or =$)E?RP?+(?7% and ot3ers #a* be referred.
Page 87 of 183
12.10 INSULATI6N
)3ecA for proper insulation. 7nspection 8indo8s 8it3 co0ers s3ould be
pro0ided at suitable locations for t3icAness sur0e* in furt3er. T3is
insulating t*pe coating #ust 3a0e lo8 #oisture absorption and pro0ide
3ig3 electrical resistance. T3e insulating #aterial for stainless steel
piping #ust contain lo8 c3lorides to pre0ent stress corrosion cracAing.
For 3ig3 te#perature !! piping $l?s3ielding on t3e insulation s3ould be
a0oided. )3ecA for clearance for piping 8it3 t3e ground. Piping s3ould
not be in contact 8it3 grass1 soil1 8ater etc.
Page 88 of 183
4ETI4ING LIMITS
$) $=!7 31.3 < )3e#ical plant and Petroleu# Refiner* Piping code1
a section of t3e $#erican !tandard code for Pressure Piping1
contains for#ulas and data for deter#ining t3e 8all t3icAness
re/uired for piping. 7t relates t3e t3icAness1 dia#eter and allo8able
stress to t3e #a6i#u# safe 8orAing pressure. $=!7 31.3
contains a rat3er elaborate for#ula for deter#ining t3e re/uired
t3icAness but per#its for use of t3e arlo8 for#ula 8it3out
reser0ation for deter#ining t3e re/uired t3icAness. T3e arlo8
for#ula is as follo8sF
T L
P&
2 !E
W3ere t L T3e re/uired t3icAness of t3e pipe 8all in inc3es
P L Pressure 8it3in t3e pipe1 in pounds per s/uare inc3
& L 5utside dia#eter of t3e pipe1 in inc3es
! L $llo8able unit stress1 in pounds per s/uare inc31 at t3e
#a6i#u# operating te#perature
E L ,ongitudinal :oint efficienc*
T3e abo0e for#ula is generall* used for calculating t3e t3icAness of
t3e pipe 8all e6cept at 3ig3 pressure 83ere t3icA?8alled tubing is
re/uired or at 3ig3 te#peratures 83ere t3e creep properties of t3e
pipe #etal beco#e i#portant in deter#ining t3e ulti#ate ser0ice
strengt3.
$t lo8 pressures and lo8 te#peratures t3e t3icAness re/uired b*
t3e for#ula #a* be so s#all t3at t3e pipe 8ould 3a0e insufficient
structural strengt3. For t3is reason an absolute #ini#u# t3icAness
s3ould be deter#ined for eac3 siDe of pipe1 belo8 83ic3 t3icAness
t3e pipe 8all 8ould not be per#itted to deteriorate regardless of t3e
results obtained b* t3e for#ula.
$s a guideline1 #ini#u# t3icAness for carbon steel piping are gi0en
in t3e follo8ing table.
=o#inal pipe siDe inc3es .in. t3icAness
7nc3 .. .
2 and s#aller +.+( 1.%
2 H ? 3 +.+7 1.7
" +.+' 2.2
( +.11 2.7
8 +.12 3.+
1+ < 2" +.13 3.3
) For li/uid petroleu# transportation piping s*ste# e6tracts fro#
$=!7 31.">1'7' 3as been gi0en in $ppendi6 < 7 for pipeline
repairs.
Page 8' of 183
PIPELINE 4EPAI4S AND INSPE*TI6N
T3e portion of piping1 83ic3 3as reac3ed t3e retiring li#it or 8ill reac3
retiring li#it before t3e sc3eduled ne6t inspection s3ould be replaced.
W3ile replacing t3e pipes t3e follo8ing points s3ould be consideredF
1. T3e #etallurg* and di#ensions of t3e ne8 pipe s3ould #atc3 8it3
t3e e6isting pipe. T3e ne8 pipe s3ould be inspected (Refer para
1+.1 for details)
2. Repairs s3ould be #ade carefull* b* /ualified 8elder using
appro0ed 8elding procedures
3. W3en ERW pipes are used1 t3e 8eld sea# s3ould be Aept
staggered and ERW or 8elded sea#s of t3e pipe s3ould not
appear at ( 5GclocA position.
". !o#e piping s*ste#s1 83ic3 are co0ered under ot3er statutor*
re/uire#ents #ust be c3ecAed for confor#ation 8it3 appropriate
and specifications.
%. 7nspection of :oint fit up1 etc. s3ould be done as per t3e inspection
re/uire#ents originall* specified.
(. Weld :oints>repaired 8elds s3ould be sub:ected to sa#e pre?8eld
and post?8eld 3eat treat#ent.
. aAe out of 3*drogen ser0ice piping s3ould be carried out for
appro6i#atel* 2 to " 3rs. at a te#perature range of (%+ to 8++
+
F
before taAing up an* repair :ob. 7t is preferred to go for coil 3eating
for better control in 3eating1 soaAing and cooling.
8. 2*drostatic TestingF T3e repaired portion of t3e pipelines #a* be
3*drostaticall* tested. T3e test pressure s3ould be 1.% ti#es t3e
#a6i#u# operating pressure. For ot3er re/uire#ents on pressure
testing para 1+.8 be referred.
'. Painting1 insulation1 8rapping and coating s3ould be done as per
t3e original re/uire#ents.
1(.1 INSPE*TI6N 6- @AL@ES IN SE4@I*E
;al0es s3ould be dis#antled at specified inter0als to per#it
e6a#ination of all internal parts. od* t3icAness #easure#ents s3ould
be #ade at locations1 83ic3 8ere inaccessible before dis#antling1
particularl* at locations s3o8ing e0idence of erosion. odies of 0al0es
operating in se0ere c*clic te#perature ser0ice s3ould be c3ecAed
internall* for cracAs.
Page '+ of 183
-ate 0al0es1 83ic3 3a0e been used for t3rottling1 s3ould be #easured
for t3icAness at t3e botto# bet8een t3e seats1 as serious deterioration
#a* 3a0e occurred because of turbulence. T3is is a particularl* 8eaA
point because of t3e 8edging action of t3e disc 83en t3e 0al0e is
closed. T3e seating surface s3ould be inspected 0isuall* for defect1
83ic3 #ig3t cause leaAing. T3e 8edging guides s3ould be inspected
for corrosion and erosion. T3e connection bet8een t3e ste# and disc
s3ould be inspected to assure t3at t3e disc 8ill not beco#e detac3ed
fro# t3e ste# during operation. !8ing c3ecA 0al0es can be inspected
b* re#o0ing t3e co0er or cap. T3e clapper or disc s3ould be c3ecAed
for freedo# of rotation and t3e nut 3olding it to t3e ar# s3ould be
c3ecAed for securit* and t3e presence of a locAing pin1 locA 8as3er1 or
tacA 8eld. T3e ar# s3ould be free to s8ing and t3e anc3or pin s3ould
be inspected for 8ear. $lso t3e seating surface on bot3 t3e disc and
0al0e bod* can be c3ecAed for deterioration b* feeling t3e# 8it3 t3e
fingers. $fter t3e 0al0es 3as been reasse#bled1 it s3ould be
3*drostaticall* and>or pneu#aticall* tested for tig3tness. 7f tested
pneu#aticall* a soap solution s3ould be applied to t3e edges of t3e
seating surface and obser0ed for an* e0idence of leaAage.
Page '1 of 183
D6*UMENTATI6N
7so#etrics of eac3 piping circuit as per actual site conditions s3ould be
prepared. T3e records s3ould be #aintained to gi0e t3e infor#ation
liAeF
i 7dentification of particular piping s*ste# in ter#s of location1 total
lengt31 #aterial specification1 general process flo81 ser0ice
condition and location of corrosion probes1 if an*.
ii T3e location of t3icAness #easure#ents points1 t3e replace#ents
carried out1 corrosion rate etc. T3e 3istor* and t3icAness records of
pipelines are Aept in 3istor* card (for# no. 2) and data record cards
(for# no. ') respecti0el*. $ sa#ple of 7so#etric of Pipeline )ircuit
4 &ata Record )ards are gi0en in Anne5&#e=@II.
$ re0ie8 of t3e records of pre0ious inspection and present inspection
s3ould be #ade. 5n t3e basis of findings1 a 8orA sc3edule s3ould be
prepared for future inspection b* on?strea# tec3ni/ues as 8ell as
during ne6t s3utdo8n.
Page '2 of 183
Page '3 of 183
16.0 ANNEXU4ES
Anne5&#e ? I
EXT4A*TS -46M ANSICASME 7 !1.(.1// ? 6N LI2UID
PET46LEUM T4ANSP64TATI6N PIPING S8STEMS
"%1.(.2 Per#anent Repairs for pipelines operating at a 3oop stress of #ore
t3an 2+ percent of t3e specified #ini#u# *ield strengt3 of t3e pipe.
a) ,i#its and &ispositions of 7#perfections
1. -ouges and groo0es 3a0ing a dept3 greater t3an 12 H percent of t3e
no#inal 8all t3icAness s3all be re#o0ed or repaired.
2. &ents #eeting an* of t3e follo8ing conditions s3all be re#o0ed or
repaired
i &ents 83ic3 affect t3e pipe cur0ature at t3e pipe sea# or at an*
girt3 8eldI
ii &ents containing a scratc31 gauge or groo0eI or
iii &ents e6ceeding a dept3 of K inc3 (( ##) in pipe =P! 12 and
s#aller or t8o percent of t3e no#inal pipe dia#eter in siDes
greater t3an =P! 12.
3. $ll arc burns s3all be re#o0ed or repaired
". $ll cracAs s3all be re#o0ed or repaired.
%. $ll 8elds found to 3a0e i#perfections not #eeting t3e standards of
acceptabilit* of "3".8.% (b)1 for field 8elds or t3e acceptance li#its in
t3e appropriate specifications for t3e grade an* t*pe of pipe s3all be
re#o0ed or repaired.
(. -eneral )orrosionF Pipe s3all be replaced or repaired if t3e area is
s#all1 or operated at a reduced pressure (see "%1.7) if general
corrosion 3as reduced t3e 8all t3icAness to less t3an t3e design
t3icAness calculated in accordance 8it3 "+".1.2 decreased b* an
a#ount e/ual to t3e #anufacturing tolerance applicable to t3e pipe or
co#ponent.
Page '" of 183
Para#eters used in anal*sis of t3e strengt3 of corroded areas
Page '% of 183
7. ,ocaliDed )orrosion Pitting
Pipe s3all be repaired1 replaced or operated a reduced pressure (see
"%1.7) if localiDed corrosion pitting 3as reduced t3e 8all t3icAness to
less t3an t3e design t3icAness calculated in accordance 8it3 "+".1.2
decreased b* an a#ount e/ual to t3e #anufacturing tolerance
applicable to t3e pipe or co#ponent. T3is applies if t3e lengt3 of t3e
pitted area is greater t3an per#itted b* t3e e/uation s3o8n belo8. T3e
follo8ing #et3od applies onl* 83en t3e dept3 of t3e corrosion pit is
less t3an 8+ percent of t3e no#inal 8all t3icAness of t3e pipe. T3is
#et3od is not applicable to corroded regions in t3e longitudinal 8eld
area. T3e corroded area #ust be clean to bare #etal. )are s3all be
taAen in cleaning corroded areas of a pressuriDed pipeline 83en t3e
degree of t3e corrosion is significant. [
, L 1.12 &t
n
L
?(
c>t
n
)
2
< 1
1.1 c>t
n
< +.1%
, L .a6i#u# allo8able longitudinal e6tent of t3e corroded area as
s3o8n in Fig. "%1.(.2 (a) (7) inc3 (##)
L $ 0alue not to e6ceed ".+ 83ic3 #a* be deter#ined fro# t3e
abo0e e/uation of Fig "%1.(.2 (a) (7)
& L =o#inal outside dia#eter of t3e pipe1 inc3 (##)
tn L =o#inal 8all t3icAness of t3e pipe1 inc3 (##)
) L .a6i#u# dept3 of t3e corroded area1 inc3 (##)
8. $reas 83ere grinding 3as reduced t3e re#ainingG 8all t3icAness to
less t3an t3e design t3icAness calculated in accordance 8it3 "+".1.2
decreased b* an a#ount e/ual to t3e #anufacturing tolerance
applicable to t3e pipe or co#ponent #a* be anal*Ded t3e sa#e as
localised corrosion pitting (see "%1.(.2 (7) to deter#ine if ground area
need to be replaced1 repaired1 or t3e operating pressure reduced (see
"%1.7).
'. $ll pipe containing leaAs s3all be re#o0ed or repaired.
"%1.7 &e?rating a pipeline to a lo8er operating pressure
Pipe containing localiDed corrosion pitting or areas repaired b* grinding
83ere t3e re#aining #aterial in t3e pipe does not #eet t3e dept3 and
lengt3 li#its in "%1.(.2 (a) (7) #a* be de?rated to a lo8er operating
pressure in lieu of a replace#ent or repair.
a) ,o8er operating pressure #a* be based on "+".1.2 and t3e actual
re#aining 8all t3icAness of t3e pipe1 or
b) ,o8er operating pressure #a* be deter#ined b* t3e follo8ing
e/uations
Page '( of 183
Pd L 1.1pi
1 <
+.(7
(
)
)
t
n
1 <
+.(7 c
-
2
M 1
t
n
W3ere
- L +.8'3
(
,
) &t
n
- L $ 0alue not to e6ceed ".+ in t3e abo0e anal*sis and
83ic3 #a* be deter#ined fro# t3e abo0e e/uation
Pd L &erated internal design gage pressure1 psi (bar)
Pi L 5riginal internal design gage pressure1 based on
specified no#inal 8all t3icAness of t3e pipe (see "+".1)
psi (bar).
, L ,ongitudinal e6tent of t3e corroded area as s3o8n in fig.
"%1.(.2 (a) (7) in inc3es (##).
For T
n
1 ) and &1 see "%1.(.2 (a) (7)
For 0alues of - greater t3an ".+
P
d
L 1.1P
i
1 ? )
t
n
E6cept Pd s3all not e6ceed P
i
Page '7 of 183
Anne5&#e=II
P4ESE4@ATI6N 6- NE: PIPES IN :A4E 96USE
.oisture1 o6*gen and acidic en0iron#ent are t3e #ain contributing factors
causing deterioration on t3e internal or e6ternal surface of pipes. T3ese #a*
cause rusting1 pitting of surfaces and ot3er for#s of deterioration. 2ence ne8
pipe s3ould be preser0ed properl* in t3e pipe?stacAing *ard. Follo8ing points
s3ould be considered 83ile stacAing ne8 pipes in store *ards.
i $ll t3e pipes (). !. and lo8 allo* steel pipes) s3ould be stacAed properl*
in 3oriDontal position o0er t3e steel racAs or 8ooden rafters or sleepers.
ii $ll t3e tubes>pipes s3ould be preferabl* stacAed under t3e s3ed to protect
fro# rain8ater.
iii $ll t3e pipes>tubes end s3ould be plugged 8it3 suitable 8ooden plug or
plastic caps.
i0 efore placing t3e plug> caps t3e inside surface of pipes or tubes s3ould
be flus3ed 8it3 dr* air to ensure absence of an* corrosi0e #aterials.
0 For pipes 8it3 t3readed connection e6tra care s3ould be taAen in
protecting t3e t3reads b* putting plastic caps or 8rapping 8it3 :ute clot3
(2essian clot3).
0i Pipes or tubes s3ould not touc3 t3e ground or s3ould not be allo8ed to
get sub#erged in ground or pool of 8ater.
0ii Pipes or tubes s3ould be stacAed a8a* fro# acidic>corrosi0e en0iron#ent
and also a8a* fro# cooling to8er as far as possible.
0iii T3e pipes e6ternal surface s3ould be cleaned #anuall* and painted 8it3
a coat of bitu#inous paint or an* lubricating oil of 0iscosit* of !$E 3+
co#pounded 8it3 in3ibitor and 8etting agent (spent oil). $n* used
lubricating oil can be used. 7t can be applied b* brus3ing1 splas3ing or
spra*ing. $nti corrosi0e co#pound1 !ER;5?RP?1+2 or e/ui0alent can be
used as oil preser0ati0es.
i6 Water proof 8rapping paper are also used for storing ne8 pipes. Paper
coated 8it3 0olatile corrosion in3ibitor (;. ). 7. paper) 3a0e long life and
easil* a0ailable.
6 $ separate area s3ould be ear#arAed for ite#s co0ered under 7. . R.
pipes s3ould 3a0e separate codification 8it3 sa#e preser0ation
procedure.
6i &ifferent t*pes of pipes s3ould be stacAed separatel*.
6ii 7n cases 83ere it is decided to paint t3e entire piping1 t3e colour and siDes
of legend letters stenciled on t3e piping for eas* identification of #aterials
near t3e bot3 ends of pipe.
Page '8 of 183
Anne5&#e=II;a<
SAMPLE P4ESE4@ATI6N S*9EME -64 SUL-U4 4E*6@E48
UNIT
Preser0ation sc3e#e of idle piping in idle units 3as to be de0eloped b* proper
stud* of t3e process units and finaliDing t3e flus3ing sc3e#es of eac3 circuit.
!ubse/uentl*1 t3e circuit #a* 3a0e to be bottled up or filled 8it3 inert #ediu#
depending on t3e period for 83ic3 t3e circuit 3as to be preser0ed. $ sa#ple
idle ti#e preser0ation sc3e#e of !R@ and $R@ is enclosed1 83ic3 8ill 3elp
t3e practicing engineers to de0elop t3e preser0ation sc3e#e for t3e desired
circuits.
efore taAing s3utdo8n for idle ti#e preser0ation1 li/uid>solid #aterials fro#
all t3e lines1 0essels1 e6c3angers and an* ot3er #etallic e/uip#ent s3all be
drained1 t3ereafter1 all t3e lines1 0essels and e/uip#ents s3all be cleaned
t3oroug3l* b* stea# flus3ing and 8ater>sol0ent flus3ing. T3is is re/uired to
a0oid c3oAing of lines and e/uip#ents b* sulp3ur and sulp3ur co#pounds1 as
an* lefto0er sulp3ur and sulp3ur co#pounds1 upon cooling fro# incrustation1
83ic3 cannot be re#o0ed easil*.
STATI* E2UIPMENT
$cid -as OnocA 5ut (O.5) &ru# ()arbon !teel)1 2*drogen Ric3 -as
O.5.&ru#1 Fuel -as O.5.&ru#F !W! -as O.5.&ru#1 $##onia Ric3 -as
O5&. $cid -as condensate collection dru#1 !W! > =23 Ric3 -as
condensate &ru#s. $t#osp3eric Flus3 &ru#
Re#o0e all t3e condensate inside t3e O.5. &ru#
)lean t3e internal surfaces of O.5. &ru# b* #anual cleaning and sol0ent
cleaning b* =ap3t3a. T3e surface s3all be free of all debris clean 8it3 potable
8ater if re/uired before cleaning 8it3 nap3t3a.
)3ecA for condition of internal coating1 if an*
7f t3e internal coating is in good condition1 no painting is re/uired.
7f t3e internal coating is found to be peeling off1 clean t3e surface b*
#anual and 3and tool as per !!P)?!P?2.
$ppl* one coat of t8o co#ponent self pri#ing epo6* cured 8it3
Pol*a#ine 3ardener \1++ #icrons &FT (&r* fil# t3icAness>coat) b*
spra*>brus3
&r* 8it3 instru#ent air
!eal all t3e openings of O.5. &ru# to pre0ent ingress of #oisture into
O.5. &ru#.
7lo3 $o3n $#&+ ;ca#,on steel<
Re#o0e all 8ater and li/uids inside t3e lo8 do8n dru#. )lean t3e inside
dru#s #anuall*. Was3 8it3 potable 8ater if re/uired and dr* 8it3 air.
lind all t3e inlet and outlet noDDles and ensure all t3e openings are
sealed and leaA free e6cepting one inlet and one outlet.
Page '' of 183
Purge 8it3 nitrogen and #aintain a positi0e pressure of %?1+ psig.
*%e+ical inFection pot ;*a#,on steel< 1 *%e+ical P#epa#ation Tan0
;*a#,on steel<
Re#o0e all t3e c3e#icals fro# t3e c3e#ical in:ection pot and store separatel*
in plastic carbo*s. Was3 inside surface of t3e pot and connected piping b*
potable 8ater and drain out after 8as3ing.
:aste %eat #eco>e#" ,oile# ;*a#,on steel<
Tube sideF Process gas
lind all t3e inlet and outlet noDDles and ensure all t3e openings are
sealed and leaA free e6cepting one inlet and outlet.
Purge 8it3 =itrogen and #aintain a positi0e pressure of %?1+ psig.
!3ell sideF oiler feed 8ater > .ediu# Pressure stea#F
Flus3 8it3 &... 8ater and t3en fill 8it3 &... 8ater containing 2++pp# of
2*draDine. T3e s*ste# s3all be co#pletel* filled.
S&lp%&# con$ense#s ;*S<
Tube sideF Process gasF
lind all t3e inlet and outlet noDDles and ensure all t3e openings are
sealed and leaA free e6cepting one inlet and outlet.
Purge 8it3 =itrogen and #aintain a positi0e pressure of %?1+ psig.
!3ell sideF ,P !tea# > Water
Flus3 8it3 &... 8ater and t3en fill 8it3 &... 8ater containing 2++pp# of
2*draDine.
4e%eate#sD ;*a#,on steel<
Tube sideF Process gas
lind all t3e inlet and outlet noDDles and ensure all t3e openings are
sealed and leaA free e6cepting one inlet and outlet.
Purge 8it3 =itrogen and #aintain a positi0e pressure of %?1+ psig.
!3ell sideF 2ig3 Pressure !tea# > )ondensate
Flus3 8it3 &... 8ater and t3en fill 8it3 &... 8ater containing 2++pp# of
2*draDine.
Pit %eating coil an$ s&+p %eating coil
7f 3eating coils are #ade of carbon steel 8it3 stea# as 3eating #ediu#
Page 1++ of 183
&... 8ater 8as3 > &... Water 8it3 2++ pp# 2*draDine.
5t3er8ise re#o0e all t3e li/uids inside and dr*. T3en purge 8it3 =itrogen
after ensuring all openings are sealed and leaA free e6cepting one inlet and
outlet.
.aintain a positi0e pressure of %?1+ psig.
S&lp%&# pit +a$e of *onc#ete
)lean inside of t3e pit #anuall* and close t3e pit of all openings to a0oid
an* ingression of 8ater and debris.
2eating coils (,o8 Pressure stea#)
Flus3 8it3 potable 8ater and fill 8it3 &... 8ater containing 2++ pp# of
2*draDine.
Pit eFecto# ;Stea+ eFecto#<
!a#e as 3eating coils in 1.1.8 abo0e
*atal"tic con>e#te#s associate$ co+ponents
!er0ice 2
2
!1 !5
2
1 !n1 =
2
1 )!
2
1 2
2
5) Was3 8it3 potable 8ater>sol0ent to
re#o0e all c3e#icals co#pletel* and finall* flus3 8it3 &... 8ater1 dr* 8it3
instru#ent air and Aeep closed.
*atal"tic incine#ato#s C 7&#ne#s
.ain urner1 ,ine urner
Re#o0e all t3e noDDles and oil gun and Aeep it in safe custod*.
)o0er t3e burner fro# inside b* a plastic s3eet to a0oid falling of debris.
-rease and>or oil all #o0ing parts associated 8it3 burners1 !eal burner
openings.
S&lp%&# "a#$ ;conc#ete<
Oeep t3e *ard clean and pre0ent accu#ulation of dirt and debris. Oeep t3e
sulp3ur bags co0ered.
46TATING E2UIPMENT
*o+,&stion Ai# 7lo3e#s
$ppl* 7ndustrial grease and petroleu# based oil in t3e e6posed areas of s3aft
and #anuall* rotates t3e s3aft once in a fortnig3t.
S&lp%&# p&+psG 7oile# fee$ 3ate# p&+ps an$ c%e+ical inFection p&+ps
Page 1+1 of 183
&rain all t3e 0ents and drains on bot3 ends of t3e pu#p
&rain t3e casing and t3e bearings 3ouse
Flus3 8it3 &... 8ater to clean and dr* 8it3 air.
Fill t3e pu#p casing 8it3 a petroleu# based oil of appro6i#atel* !$E2+
to 3+ 0iscosit*. Rotate t3e pu#p s3aft to ensure co#plete co0erage.
Rotate t3e pu#p s3aft #anuall* once in a 8eeA
!pra* t3e e6posed portion of t3e pu#p s3aft 8it3 petroleu# based oil.
Repeat if necessar*.
Fill t3e s3aft couplings 8it3 rust pre0enti0e industrial grease 8it3
corrosion in3ibitor.
!pra* t3e gland 8it3 t3e petroleu# based oil of appro6i#atel* !$E 2+ to
3+ 0iscosit*.
)3ange of lubricants as per #anufacturerGs instructions.
Moto#s
Erect a s3elter o0er outdoor #otors
)ontinuousl* energiDe 3eating or arrange au6iliar* 3eating
&rain 5il?,ubricated bearings and fill 8it3 petroleu#?based oil of
appro6i#atel* !$E 2+ to 3+ ;iscosit* Rotate t3e s3aft once in a fortnig3t.
Fill grease t*pe bearing 8it3 nor#al operating grease and rotate t3e s3aft
once in a fortnig3t.
@ncouple #otor and operate for 2 3rs once in a #ont3. )lean coolers of
#otor b* air blo8ing once in a fortnig3t.
)oat e6posed s3aft 8it3 petroleu# oil of appro6i#atel* !E$ 2+ to 3+
0iscosit* and 8rap 8it3 plastic tape.
T4EATED *66LING :ATE4 S8STEM
-o# i$le ti+e &pto ! +ont%s
T3e cooling 8ater s*ste# s3all not be s3utdo8n1 )ooling 8ater s3all be
circulated t3roug3 coolers1 condensers and piping as per design flo8 rate.
-o# i$le ti+e of +o#e t%an ! +ont%sD *ooling 3ate# lines
Fill and Aeep pressuriDed 8it3 potable 8ater containing %++#g>l of RE.7&5,
"+++1 #anufactured b* c3e#treat 7ndia ,td. =a0i .u#bai or ;7!)5 3'++1
supplied b* =$,)5 )3e#icals1 )alcutta.
Process side of !3ell and Tube 2eat E6c3angersF !eal all openings purge
8it3 nitrogen and Aeep under positi0e pressure of %?1+ psig.
INST4UMENTATI6N
Pressure instru#ents
Te#perature instru#ents
,e0el instru#ents
$nal*Ders
Page 1+2 of 183
Flo8 7nstru#ents
$ll t3e abo0e instru#ents s3all be protected fro# 8eat3er b* co0ering 8it3
plastic s3eet.
*a#,on Steel Piping
)3e#ical in:ection piping
Fuel -as piping to unit > O. 5. &ru#
$cid gas piping to O. 5. &ru#
$cid gas to urner piping
Process gas piping
T!P solution piping
.P !tea#> ,P !tea# piping
,i/uid sulp3ur piping
T$7, gas piping
!tea# 4 air M 2
2
! gas piping
7nert gas piping
Purge 8it3 =itrogen after ensuring all t3e openings including blinding of
flanges are sealed and leaA free e6cepting one inlet and outlet and #aintain a
positi0e pressure of %?1+ psig
7nstru#ent $ir piping
!er0ice air piping
Process air piping
!eal all opening piping and ensure leaA free e6cepting one inlet and one
outlet Purge 8it3 dr* instru#ent air and #aintain a positi0e pressure of %?1+
psig flanges.
All flange FointsA N&ts an$ 7olts
!pra* petroleu# based oil of appro6i#atel* !$E 2+ to 3+?0iscosit* or Rust
pre0enti0e oil and 8rap and flange :oints 8it3 plastic tape.
@al>es
,ubricate and co0er e6posed 0al0e ste# 8it3 7ndustrial grease. !pra*
petroleu# oil in bet8een flanges1 if an*1 operate t3e 0al0es once in a fortnig3t.
S3itc% Gea# S"ste+
Place bags of silica -el in t3e cabinet of s8itc3gear and #otor controls
located in t3e buildings and #aintain 3eat in t3e buildings.
Ensure en0iron#ent is dust free b* Aeeping t3e door closed.
EnergiDe t3e 3eaters of t3e e/uip#ents once in a fortnig3t.
Protect outdoor controls b* co0ering 8it3 plastic s3eet if plastic fil# is
placed on t3e cabinets1 a 2C gap #a* be left around t3e botto#.
6t%e# Elect#ical Ite+s
Page 1+3 of 183
!olenoid controls1 )onnectors1 )apacitors1 Fuse boards etc.
$ preser0ati0e c3e#ical 8+7+1 Electricals 88 fro# .>s !tan0ac )3e#icals
,td.1 =e8 &el3i (#anufactured in @!$) s3all be used as per #anufacturerGs
instructions and procedure for preser0ation of abo0e ite#s.
Page 1+" of 183
Anne5&#e=II;,<
IDLE TIME P4ESE4@ATI6N S*9EME -64 AMINE T4EATING
UNIT
efore taAing s3utdo8n for idle ti#e preser0ation1 t3e $#ine Treating @nit
s3all be operated 8it3out feed process gas to re#o0e acid gases fro# a#ine
solution as #uc3 as possible. Re/uired le0el of corrosion in3ibitor s3all also
be #aintained in t3e circulating a#ine before idle ti#e s3utdo8n. T3is is
re/uired to a0oid corrosion of carbon steel surfaces b* t3e lefto0er a#ine
solution after t3e s3utdo8n.
STATI* E2UIPMENT
,P- $bsorber 8it3 $#ine
Fuel gas $bsorber 8it3 $#ine
Flas3 colu#n
$#ine Regenerator
!our Fuel -as filter>separators
$#ine !torage TanA
!Ai# off 0essel
$#ine Regenerator Reflu6 &ru#
Purge indi0idual e/uip#ent 8it3 =itrogen and ensure t3at all openings are
sealed and leaA free. .aintain under a positi0e pressure of %?1+ psig.
$#ine !u#p1 corrosion 7n3ibitor dru#1 $#ine !ettler 0essel1 $#ine
Regenerator Re?boiler condensate pot1 $ntifoa# $gent &ru#
)lean 8it3 potable 8ater and dr* b* co#pressed air and Aeep closed.
1st stage and 2nd stage caustic 8as3 0essel. )lean and flus3 8it3 potable
8ater. Oeep co0ered.
So&# Gas *oole#
-as sideF Purge 8it3 =itrogen and seal all t3e openings and #aintain positi0e
pressure of %?1+ psig 8it3 =itrogen.
)ooling 8atersidesF &rain cooling 8ater and purge 8it3 =itrogen and Aeep
under positi0e of %?1+ psig =2.
4ic% Lean A+ine E5c%ange#D
a) For s3ell 4 tube E6c3anger
&rain a#ine and flus3 8it3 &... 8ater and air?dr*ing. Oeep closed.
b) 2eat E6c3anger
For plate 2eat E6c3angerF
Page 1+% of 183
Perfor# nor#al 8as3ing1 c3e#ical cleaning or #ec3anical cleaning
prior to protection
&isasse#ble plates to ensure co#plete cleaning and dr*ing.
For storage periods o0er t8el0e #ont3s1 coat rubber sealing rings
8it3 a suitable co#pound to pro#ote ease of re#o0al.
Reasse#ble plates. ,ea0e drain 0al0es open. Repri#e fra#e
#aterials as necessar*1 coat bolts and nuts 8it3 Rust pre0enti0e oil.
$#ine Regenerator )ondenserF $#ine !ideF Purge 8it3 =itrogen and
seal all t3e openings and #aintain positi0e pressure of %?1+ psig. 8it3
=itrogen
)ooling 8atersideF &rain1 purge 8it3 =2 and Aeep under positi0e
pressure of %?1+ psig.
$#ine Regenerator Reboiler !tea# !ide Oeep filled 8it3 &... 8ater
containing 2++pp# 2*draDine
,ean a#ine cooler $#ine sideF Purge 8it3 =itrogen and seal all t3e
openings #aintain positi0e pressure of %?1+ psig.
)ooling 8atersideF &rain1 purge 8it3 nitrogen and Aeep under nitrogen
pressure of %?1+ psig.
46TATING E2UIPMENT
Ric3 a#ine transfer pu#ps
$#ine !u#p pu#ps
$ntifoa# agent in:ection pu#ps
WeaA caustic circulation pu#ps
!trong caustic circulation pu#ps
Fres3 caustic in:ection pu#ps
Flas3ed Ric3 a#ine pu#ps
Regenerator Reflu6 pu#ps
,ean $#ine pu#ps
)orrosion 7n3ibitor Pu#p
&rain all t3e 0ents and drains on t3e bot3 ends of t3e pu#p.
&rain t3e casing and bearing 3ouse.
Flus3 to clean and dr* 8it3 air.
Fill t3e pu#p casing 8it3 a petroleu# based oil of appro6i#atel* !$E 2+
to 3+ 0iscosit*. Rotate t3e pu#p s3aft to ensure co#plete co0erage.
Rotate t3e pu#p s3aft #anuall* once in a 8eeA.
!pra* t3e e6posed portion of t3e pu#p s3aft and gland 8it3 petroleu#
based oil Repeat if necessar*.
Fill t3e s3aft couplings 8it3 rust pre0enti0e 7ndustrial grease 8it3
corrosion 7n3ibitor.
Refres3 lubricants as per #anufacturerGs instructions.
Page 1+( of 183
-ilte#s
)3arcoal Filters
)artridge Filters
&rain1 bacA8as3 8it3 potable 8ater and Aeep filter #edia>cartridge under
Potable 8ater
INST4UMENTS
Pressure instru#ent
Te#perature instru#ents
,e0el instru#ents
Flo8 instru#ents
$ll t3e abo0e instru#ents s3all be protected fro# 8eat3er b* co0ering 8it3
plastic s3eet.
PIPING
,ean a#ine li/uid piping
Ric3 a#ine li/uid piping
,P->lean a#ine piping
Fuel gas 0apor piping
,P- piping
!8eet ,P- piping
Purge 8it3 =itrogen and seal all t3e openings 8it3out an* leaAs and #aintain
positi0e pressure of %?1+ psig.
$ntifoa# agent li/uid piping. Flus3 8it3 potable 8ater and dr* b* air.
WeaA caustic li/uid piping
!trong caustic li/uid piping
Fres3 caustic piping
Flus3 8it3 &... 8ater and dr* b* air
@al>es
,ubricate and co0er e6posed 0al0e ste# 8it3 7ndustrial grease. !pra*
petroleu# oil in bet8een flanges1 if an* operate t3e 0al0es once in a fortnig3t.
-langesA EointsA N&ts an$ 7olts
!pra* petroleu# based oil of appro6i#atel* !$E 2+ to 3+ 0iscosit* of Rust
pre0enti0e oil and 8rap t3e flange :oints 8it3 plastic tape
M6T64S
Page 1+7 of 183
Erect a s3elter o0er outdoor #otors to protect fro# rain and 3ig3 3u#idit*.
)ontinuousl* energiDe 3eaters or arrange au6iliar* 3eating
&rain 5il?,ubricated bearings and fill 8it3 petroleu#?based oil of
appro6i#atel* !$E 2+ to 3+ ;iscosit* Rotate t3e s3aft once in a #ont3.
Fill grease t*pe bearing 8it3 nor#al operating grease and rotate t3e s3aft
once a #ont3
)oat e6posed s3aft 8it3 petroleu# oil and 8rap 8it3 plastic tape.
Page 1+8 of 183
Anne5&#e=II;c<
P46*EDU4E -64 PASSI@ATI6N 6- AUSTENITI*
STAINLESS STEEL E2UIPMENT
INT46DU*TI6N
=eutraliDation of $ustenitic !! is necessar* to a0oid stress corrosion cracAing
due to pol*t3ionic acid attacA of t3e !! e/uip#ent and piping. T3is is for#ed
if t3e s*ste# is opened to t3e at#osp3ere 8it3out due safeguard. UUU1
.at3ura 3as de0eloped a draft procedure for passi0ation1 83ic3 3as been
re0ie8ed b* E7, (!..!) and a detailed guideline prepared. T3is is gi0en for
Refineries to de0elop specific passi0ation sc3e#e for desired e/uip#ent.
NEUT4ALIHATI6N S6LUTI6N
WtE !oda as3 solution as en0isaged b* .at3ura Refiner* 8ill pro0ide
ade/uate le0el of residual alAalinit* on t3e #etal surfaces (after t3e
solution is drained fro# t3e e/uip#ent) t3at 8ill neutraliDe an* pol*t3ionic
acid for#ation. 5t3er para#eters liAe addition of +." 8tE sodiu# nitrate1
p2 of solution at #ini#u# of and c3loride le0el at #a6i#u# of 1++ pp# is
in order.
!a#ples of solution s3ould be taAen fro# suitable points and
concentration s3ould be ad:usted1 if needed.
)3loride content s3ould be c3ecAed before pu#ping t3e solution to t3e
s*ste#.
@se neutraliDing tanA b* adding lo8 c3loride 2%+ Ogs. !oda as3 and %+
Ogs. 5f !odiu# nitrate for eac3 batc3. $lternati0e co#bination and
batc3es #a* also be used as #a* be suitable.
P4EPA4ATI6N AND 7LINDING
!c3e#e for 2 (t8o) circuits #a* be #ade. 5ne for tube side of e6c3anger
along8it3 ot3er e/uip#ent t3at can easil* be taAen on line e.g. Reactor1
0essels etc.
$not3er circuit #a* be #ade for co0ering s3ell side of t3e e6c3anger and
so#e ot3er e/uip#ent in t3is circuit.
)olu#n s3ould be treated separatel*1 so also t3e 3eaters.
7solation and positi0e blinding of 2eater s3ould be ensured.
linds in 3eater e6c3angers and colu#n s3ould be installed under nitrogen
positi0e pressure 8it3 due precautions. $ t*pical neutraliDation and
Page 1+' of 183
blinding sc3e#e 8it3 solution entr* and e6it points is enclosed for
reference.
T8o blinds on 3eater outlet (21)1 line =o. +" to ;?1+?+1.
Tube side inlet to E?+%1 line =o. +1.
,ine =o. +21 inlet to E?+1) s3ell and FR) b* pass.
Pro0ide spacer along8it3 a blind on line +3 (E+1$) s3ell outlet.
!uitable sc3e#e #a* be de0eloped as abo0e depending on actual la*out
of e/uip#ent and piping site.
efore taAing t3e Reactor into t3e circuit for neutraliDation1 appro0al of
licensor s3ould be taAen. 7f no 8orA is in0ol0ed in Reactor1 t3e sa#e #a*
be #aintained under =itrogen positi0e pressure 8it3 inlet and outlet
positi0el* blinded.
*6LUMN
)irculation of solution in t3e colu#n is not feasible. 2ence s8abbing or
spra*ing 8ill 3a0e to be resorted to. 5pening of #ini#u# nu#ber of
#an3oles s3ould be ensured as #ore t3e opening #ore possibilities of
ingress of air into t3e s*ste#. .an3oles closer to !! portion s3ould onl* be
opened. $s suggested in procedure b* .at3ura Refiner*1 #a6i#u#
#anpo8er s3ould be de0eloped to ensure co#pletion of 8orA as earl* as
possible. -as free at#osp3ere s3ould1 3o8e0er1 be ensured before #an
entr*. !pra*ing is preferable t3an s8abbing for unifor#it*.
-U4NA*EC 9EATE4
E5te#nal
E6ternal surface s3ould be spra*ed 8it3 suitable spra*er (long nose noDDle).
!8abbing #a* not gi0e unifor#it* and 8ill not be possible to co0er t3e entire
lengt3s and breadt3s of tubes. Entire operation s3ould be done at t3e earliest
possible ti#e. .ini#u# nu#ber of #an3ole>pin3oles s3ould be opened.
Inte#nal
)an eit3er be Aept under nitrogen positi0e pressure if feasible or filled 8it3
neutraliDing solution b* pu#ping and ensuring t3at t3e 3eater is co#pletel*
filled 8it3 solution t3roug3 suitable inlet and outlet :oints.
P#oce$&#e
Fill t3e tube side and Reactor fro# t3e filling point =o. 1 (see attac3ed
dra8ing) 8it3 t3e solution bacA8ard to E6c3angers E+1 )>>$ tube side.
Page 11+ of 183
Fill E6c3angers E+1 $>>) s3ell side fro# point 3 8it3 t3e solution.
)ontinue filling t3e s*ste# until !oda $s3 solution can be collected fro#
points 2 and " (on t3e dra8ing) and #aAe sure t3at t3e s*ste# is
co#pletel* filled up 8it3 t3e solution.
TaAe sa#ples fro# points 2 and " and c3ecA t3e concentration of t3e
solution1 prepare additional batc3es and continue re?filling if t3e solution
concentration is less t3an 1E.
Soa0ing Ti+e
!oaA t3e s*ste# for 8 3ours #ini#u# before du#ping t3e catal*st1 if Reactor
is in0ol0ed.
Page 111 of 183
Page 112 of 183
,7=&
;$,;E
PR5)E!! ,7=E
!5,@T75= ,7=E
!5,@T75=
;?
1+?
+1
RE$
)T5
R
5@T
F
R
5
.
2
E
$
T
E
R
+ "
T5 2E$TER
+3
5@T
2
"
3
+2
1
1
E?+%
E?1$
E?1
E?1)
T8PI*AL P46*ESS E2UIPMENT NEUT4ALIHATI6N S*9EME
$nne6ure?77(d)
NA*E 4P=010 6N P46TE*TI6N 6- AUSTENITI* STAINLESS
STEEL E2UIPMENT
P#otection of A&stenitic Stainless Steel an$ 6t%e# A&stenitic Allo"s f#o+
Pol"t%ionic Aci$ St#ess *o##osion *#ac0ing $&#ing S%&t$o3n of
4efine#" E.&ip+ent
1.0 Gene#al
1.1 7f sulfide corrosion products are present on t3e surfaces of austenitic
stainless steel and ot3er austenitic allo* process e/uip#ent1 t3ere is a
definite risA of pol*t3ionic acid stress corrosion cracAing (!))) 83en
o6*gen (air) and 8ater are ad#itted during an outage. Tensile
stresses1 bot3 residual and applied1 are usuall* present in BcoldC
e/uip#ent. 7n t3e presence of pol*t3ionic acids1 !)) #a* occur in
stressed austenitic stainless steels and ot3er austenitic allo*s t3at are
in a sensitiDed condition.
1.1.1 Pol*t3ionic acid !)) nor#all* occurs 8it3 t3e standard (+.+8E carbon
#a6.) and 3ig3 carbon (+.1+E #a6.) grades t3at 3a0e beco#e
sensitiDed eit3er b* 8eld fabrication or b* operation in t3e sensitiDing
range of 37+
+
to 81%
+
) (7++
+
to 1%++
+
F).
1.1.2 ,o8?carbon (+.+3E #a6) and c3e#icall* stabiliDed grades (e.g.1 allo*s
8it3 titaniu# or colu#biu# allo*ing additions) #a* also beco#e
sensitiDed b* prolonged e6posure in t3e sensitiDing te#perature range.
!ensitiDation 8ill be #ore rapid in t3e presence of carbon (coAe).
1.1.3 T3e resistance of c3e#icall* stabiliDed stainless steels and ot3er
austenitic allo*s to pol*t3ionic acid !)) #a* be significantl* i#pro0ed
b* t3er#al stabiliDation treat#ent.
1.2 T3e degree of sensitiDation and stress le0els are generall* not Ano8n.
T3erefore1 austenitic stainless steel and ot3er austenitic allo* process
e/uip#ent on 83ic3 sulfide corrosion products #a* be present s3ould
be protected using one or #ore of t3e follo8ing #et3ods.
1.2.1 E6clusion of o6*gen (air) and 8ater b* using a dr* nitrogen purge.
$lAaline 8as3ing of all surfaces to neutraliDe an* pol*t3ionic acids t3at
#a* for#. (Field e6perience 3as de#onstrated t3at austenitic stainless
1.2.2 steels and ot3er austenitic allo*s are effecti0el* protected 8it3 properl*
applied alAaline solutions.)
1.2.3 E6clusion of 8ater b* using a dr* air purge 8it3 a de8 point lo8er
t3an<1%
+
) (%
+
F).
Page 113 of 183
1.3 7f process e/uip#ent re#ains unopened and B3otC (abo0e t3e 8ater
de8 point of t3e gas in t3e e/uip#ent)1 additional protection is
unnecessar*.
1. T3e internal surface of austenitic stainless steel and ot3er austenitic
allo* furnace tubes #a*be susceptible to pol*t3ionic acid !)) 83et3er
or not t3e* 3a0e been t3er#all* decoAed and s3ould be protected. 7f
t3er#all* decoAed1 protection s3ould be perfor#ed after decoAing.
1.! Protection of t3e e6ternal surfaces of austenitic stainless steel and
ot3er austenitic allo* furnace tubes s3ould be considered 83en sulfur
containing fuels 3a0e been used for furnace firing.
2.0 Nit#ogen P&#ging
2.1 Process e/uip#ent #a* be protected b* Aeeping it tig3tl* closed and
purging 8it3 dr* nitrogen to e6clude o6*gen (air). @se of dr* nitrogen is
an effecti0e #eans of lo8ering t3e 8ater de8 point te#perature to less
t3an a#bient. =itrogen purging pro0ides opti#u# protection for
catal*sts.
2.2 7f reactors to be opened but furnaces are not1 t3e furnaces #a* be
purged 8it3 nitrogen and blinded off. $ s#all positi0e nitrogen pressure
s3ould be #aintained.
2.2.1 =itrogen s3ould be dr* and free of o6*gen. (T3e user is cautioned t3at
o6*gen le0els as 3ig3 as 1+++ pp# 3a0e been found in co##ercial
nitrogen).
2.3 $t t3e userGs discretion1 %+++ pp# a##onia #a* be added to t3e
nitrogen.
T3e addition of a##onia is generall* unnecessar* 83en purging 8it3
dr* nitrogen1 but #a* be ad0antageous 83ere 8ater and> or o6*gen
#a* be present.
$##onia is to6ic1 and fres3 air breat3ing e/uip#ent #ust be 8orn
during installation and re#o0al of blinds.
)opper based allo*s #ust be isolated fro# a##oniated nitrogen.
7t s3ould be deter#ined t3at a##onia 8ill not 3a0e an ad0erse effect
on catal*st.
2. =itrogen purging is preferable for protection of 0ertical tube 3eaters if
alAaline 8as3 solutions cannot be drained full*.
2.! 7f stea# is being used for purging or stea# air decoAing1 stea#
in:ection s3ould be stopped before t3e #etal te#perature cools to %(
+
)
Page 11" of 183
(1++
+
F) abo0e t3e 8ater de8 point. W3en de?pressured1 but before
cooling lo8er t3an %(
+
) (1++
+
F) abo0e t3e 8ater de8 point1 t3e s*ste#
s3ould be purged 8it3 dr* nitrogen. !o#e purge flo8 s3ould be
#aintained until blinds are installed. $ positi0e nitrogen purge pressure
s3ould be #aintained on t3e s*ste# after blinding.
2." T3e user is cautioned t3at 8earing fres3?air breat3ing e/uip#ent in
nitrogen?purged e/uip#ent re/uires special precautions1 in accordance
8it3 local plant safet* procedures.
3.0 Al0aline :as% Sol&tions
3.1 !odiu# carbonate (soda as3) solutions are used to protect austenitic
stainless steels and ot3er austenitic allo*s fro# pol*t3ionic acid !)).
!olution p2 s3ould be greater t3an '. T3ese solutions #a* also
contain an alAaline surfactant and corrosion in3ibitor.
3.2 T3e reco##ended 8as3 solution is 2 8tE soda as3 (industr* practice
0aries fro# 1 to % 8tE1 8it3 a #a:orit* using 2 8tE solutions). $ 1." to
2 8tE soda as3 solution 8ill pro0ide a sufficient le0el of residual
alAalinit* on #etal surfaces after t3e solution drain fro# t3e e/uip#ent.
$dditionall*1 t3is lo8 concentration 8ill facilitate solution preparation.
3.2.1 T3e use of caustic soda is not reco##ended.
3.2.2 E6perience 8it3 potassiu# carbonate is li#ited. =o cracAing 3as been
reported b* t3ose 83o 3a0e substituted it for soda as3.
3.3 ecause of successful past e6perience 8it3 solutions containing s#all
a#ounts of c3loride1 it is not al8a*s necessar* to pro0ide c3loride?free
solutions.
3.3.1 )3loride concentration in t3e fres3l* #i6ed 8as3 solution s3ould be
li#ited to 1%+ pp#. T3is no#inal c3loride li#it is attainable 8it3
co##erciall* a0ailable c3e#icals.
3. 7n special cases1 flus3ing 8it3 a##oniated condensate #a* be
necessar*. T3e solution s3ould 3a0e a p2 abo0e ' and a c3loride
content of less t3an % pp#.
3.! T3e addition of an alAaline surfactant to t3e 8as3 solution at +.2 8tE
concentration is reco##ended to pro#ote penetration of coAe1 scale1
or oil fil#s. 2eating of t3e 8as3 solution to "'
+
) (12+
+
F) #a*
accelerate t3e penetration of oil* fil#s and residues.
3." )orrosion in3ibitors 3a0e been used to decrease t3e possibilit* of
c3loride !)) b* t3ese alAaline solutions.
3.".1 #t t3e userGs option1 +." 8tE sodiu# nitrate #a*be added. (7n
laborator* tests1 lo8 concentrations of sodiu# nitrate 3a0e been found
Page 11% of 183
to be effecti0e in suppressing !)) of austenitic stainless steel in
boiling #agnesiu# c3loride solutions). )autionF E6cess =a=5
3
can
cause !)) of carbon steel.
4.0 Al0aline :as%ing
.1 $ustenitic stainless steel and ot3er austenitic allo* e/uip#ent to be
opened to t3e air is best protected 8it3 a soda as3 solution (defined in
section?3). !oda as3 solutions neutraliDe acids and1 after draining1
lea0e a t3in alAaline fil# on t3e surface t3at can neutraliDe an*
additional acid for#ation. 7t is 0ital t3at t3is fil# not be 8as3ed off and
t3at it re#ains in place as t3e e/uip#ent goes bacA on?strea#.
.1.1 T3e e/uip#ent #ust be alAaline 8as3ed before an* e6posure to air. 7t
is 0er* i#portant to contact 1++E of t3e e/uip#entGs internal surfaces.
.1.2 T3e e/uip#ent s3ould be soaAed for a #ini#u# of t8o 3ours. 7f
deposits or sludges are present1 t3e solution s3ould be circulated
0igorousl* (t8o 3ours #ini#u#). ,onger ti#es are not detri#ental in
eit3er case.
.1.3 T3e circulating solution s3ould be anal*Ded at appropriate inter0als to
ensure t3at p2 and c3loride li#its are #aintained.
.1. 7t is essential t3at t3e alAaline 8as3 not be follo8ed b* a 8ater 8as3.
.1.! Eac3 s*ste# #ust be e0aluated indi0iduall* and precautions taAen to
ensure t3at un0ented gas pocAets or cascading t3roug3 do8n?flo8
sections do not pre0ent co#plete surface contact.
.1." 7f 8as3ing t3e outside of furnace tubes is necessar* to re#o0e
deposits1 a soda as3 solution s3ould be used because t3ese surfaces
#* be sub:ect to pol*t3ionic acid !)).
.2 2*dro :etting of e/uip#ent s3ould be conducted using a soda as3
solution.
.2.1 $fter 3*dro :etting1 e/uip#ent s3ould be Aept dr* and out of t3e
8eat3er. 7f t3is is not possible1 t3e soda as3 8as3 s3ould be repeated
as re/uired to #aintain a residual fil# of soda as3. E/uip#ent s3all be
reinstalled 8it3 soda as3 residual fil# left on surfaces.
.3 2*drostatic testing of e/uip#ent s3ould be conducted using a soda
as3 solution. $##oniated condensate #a* be used if t3e e/uip#ent is
not reopened or e6posed to o6*gen (air).
. 7f sodiu# c3loride ions cannot be tolerated in t3e process s*ste#1 t3e
e/uip#ent can be 8as3ed 8it3 a##oniated condensate after being
closed. 7f t3e unit is not started up i##ediatel*1 t3e solution can be left
Page 11( of 183
in place or displaced 8it3 nitrogen or dr* 3*drocarbon. T3e unit #ust
not be e6posed to o6*gen (air) after t3is procedure. $##onia solutions
do not lea0e a residual alAaline fil# after being drained.
.! 5n co#pletion of alAaline 8as3ing1 all re#aining alAaline solution #ust
be drained fro# all lo8 points in t3e s*ste# prior to returning
e/uip#ent to ser0ice. Failure to do so can result in concentration of
carbonate and c3loride salts b* e0aporation1 83ic3 can also lead to
!)) in austenitic stainless steels.
5.0 P#otection of 4eacto#s
!.1 Reactors containing catal*st re/uire special consideration. Personnel
safet* and protection of t3e catal*st #a* dictate t3e use of procedures
t3at are less t3an opti#u# in ter#s of protection fro# pol*t3ionic acid
!)).
!.1.1 =on?regenerated catal*sts fre/uentl* are p*rop3oric. T3is #a* re/uire
t3at suc3 catal*sts eit3er be Aept 8et or out of contact 8it3 o6*gen (air)
b* t3e use of nitrogen purging.
!.2 7ndustr* e6perience suggests t3at austenitic lo8?carbon and stabiliDed
grade 8eld o0erla*s and stabiliDed grade 8roug3t internals in reactors
are 0er* resistant to pol*t3ionic acid !)) for reactor operating
te#peratures belo8 "%+
+
) (8%+
+
F).
!.3 Reco##ended procedures for protection of reactors t3at 8ill be
opened for entr* and 3a0e a 3istor* of successful use in t3e field are as
follo8sF
!.3.1 )atal*st unloading and loading can be conducted under nitrogen?
blanAeting conditions b* personnel using appropriate fres3?air
breat3ing e/uip#ent. Follo8ing unloading1 t3e reactor is purged 8it3
dr* air and t3is purge is #aintained 83ile t3e reactor is open. Purge air
de8 point te#peratures fro# <1%
+
to <"(
+
) (%
+
to <%+
+
F) 3a0e been
used.
!.3.2 7f t3e catal*st is to be discarded1 t3e reactor can be filled 8it3 soda as3
solution to 8et bot3 catal*st and reactor parts. T3e solution strengt3
s3ould be increased to % 8tE to co#pensate for t3e acidit* of deposits
3eld b* t3e catal*st. @nloading can t3en be conducted in air 83ile
Aeeping t3e catal*st 8etted 8it3 soda as3 solution to pre0ent
p*rop3oric ignition. T3e reactor s3ould t3en be 8as3ed do8n 8it3 soda
as3 solution and dried prior to repairs or catal*st loading.
!.3.3 7f t3e user 8is3es to eli#inate t3e use of soda as3 solutions and fres3
air breat3ing e/uip#ent 83ile unloading t3e catal*st1 t3e catal*st #a*
be du#ped1 follo8ing 8etting 8it3 good /ualit* fres3 8ater (less t3an
%+ pp# c3loride)1 8it3out nitrogen purging. T3is s3ould be preceded b*
a careful in0estigation to deter#ine t3atF
Page 117 of 183
(1) 5nl* stabiliDed grades 3a0e been used 83ere austenitic
stainless steel #aterials 3a0e been specified.
(2) T3ese allo* #aterials 3a0e not beco#e sensitiDed as a result of
eit3er 0essel fabrication procedures or t3e reactors t3er#al
3istor* during operation.
T3is procedure in0ol0es so#e risA of pol*t3ionic acid !)) t3roug3
eit3er accidental use of unstabiliDed grades or #isinterpretation of t3e
t3er#al 3istor* of t3e reactor.
Page 118 of 183
Anne5&#e=II;e<
IDLE TIME P4ESE4@ATI6N 6- STATI* 1 46TA48
E2UIPMENT ? 6ISD=11
S. No. *6NTENTS
1.+ -eneral
1.1. 7ntroduction
1.2 !cope
1.3 &efinition
1." )onsideration for !election of Protecti0e !*ste#
2.+ Preser0ation of 7dle !tatic E/uip#ent
2.1 Preser0ation of 2eat E6c3angers
2.2 Preser0ation of )olu#ns 4 ;essels
2.3 Preser0ation of Fired 2eaters1 &ucts and !tacAs
2." Preser0ation of E/uip#ent in )ooling To8ers
2.% Preser0ation of $t#osp3eric !torage TanAs
2.( Preser0ation of 7dle oilers
2.7 Preser0ation of Pipelines
3.+ Preser0ation of 7dle Rotar* E/uip#ent
3.1 Preser0ation of 7dle Pu#ps
3.2 Preser0ation of 7dle )o#pressors
3.3 Preser0ation of !tea# Turbines
3." Preser0ation of -as Turbine
3.% Preser0ation of &iesel Engines
3.( Preser0ation of Fans 4 lo8ers
".+ Preser0ation of .aterials in !tores
".1 Preser0ation of 2eater )o#ponent
".2 Preser0ation of Pipes1 Pipe Fittings and ;al0es
".3 Preser0ation of 2eat E6c3angers> )ondensers> )oolers
"." Preser0ation of Plates
Page 11' of 183
".% Preser0ation of !tructural !teel
".( Preser0ation of )olu#n Tra*s 4 Fittings
".7 Preser0ation of ;essel 4 E6c3anger !3ell
".8 Preser0ation of Refractor*
".' Preser0ation of !pare Parts of Pu#ps and Reciprocating )o#pressors
".1+ Preser0ation of $nti?Friction earings
".11 Preser0ation> represer0ation of co#ponents of centrifugal )o#pressor>
!tea# Turbine> -as Turbine> &iesel Engine
".12 Preser0ation Procedure for E/uip#ent not 7nstalled> Aept at !tore
%.+ References
Anne5&#e I
)o##onl* @sed Preser0ati0e
Page 12+ of 183
6ISD=STD=11
P4ESE4@ATI6N 6- IDLE STATI* 1 46TA48 ME*9ANI*AL
E2UIPMENT
Page 121 of 183
1.0 GENE4AL
1.1. INT46DU*TI6N
Preser0ation of idle
e/uip#ent installed in t3e
plant in0ol0es safeguarding
unattended and inacti0e
e/uip#ent fro# deterioration
during t3eir do8n period1
generall* abo0e one #ont3
arising out due to t3e
reasons liAe feed proble#s1
3aulage proble#1 #a:or
repairs1 re0a#ps1
#odifications1 retrofitting1
etc. &eterioration of
e/uip#ent during periods of
idling is usuall* caused b*
conditions entirel* different
fro# t3ose t3at e6ist during
operation. .an* deposits
for#ed during operations
turn usuall* corrosi0e under
s3utdo8n conditions.
.oisture1 o6*gen1 dirt1 dust1
ultra0iolet ra*s1 e6tre#e
pressure and te#perature1
corrosi0e en0iron#ent of
coastal areas and closeness
to ot3er c3e#ical plants1 are
t3e so#e of t3e factors
causing deterioration.
Preser0ation of static and
rotar* e/uip#ent and t3eir
spare parts1 83ic3 are
re/uired to be Aept in store
for prolonged periods1 needs
to be carried out to pre0ent
t3eir deterioration1 and as
suc3 preser0ation
procedures for t3e
e/uip#ent> spares Aept in
store s3ould be adopted.
=e8 e/uip#ent recei0ed at
plant>pro:ect site s3ould be
preser0ed considering
#anufacturerGs
reco##endations.
1.2 S*6PED =
T3is standard la*s do8n t3e
preser0ation procedures to
be follo8ed in oil and gas
installations for 0arious static
and rotar* idle #ec3anical
e/uip#ent installed at plant
and for t3e
e/uip#ent>spares Aept in
stores. T3e scope does not
include t3e electrical
e/uip#ent1 instru#ents and
c3e#icals.
1.! DE-INITI6NS
a< P#ese#>ationD
Preser0ation is
safeguarding of
unattended and inacti0e
e/uip#ent fro#
deterioration during t3eir
do8n period.
,< *oating D
)oating #eans an
application of a coat of
preser0ati0e #edia liAe
paint1 5il or grease etc.1
c< S&#face P#epa#ationD
!urface Preparation
includes cleaning of t3e
parent #etal surface for
re#o0ing foreign
particles liAe rust1 scale1
li/uid etc.1 b* #ec3anical
or c3e#ical cleaning
tec3ni/ues.
1.( *6NSIDE4ATI6N -64
SELE*TI6N 6- P46TE*TI@E
S8STEMD=
$ careful stud* s3ould be
undertaAen before finaliDing a
protection s*ste#. T3is s3ould
consider t3e t*pe of
Page 122 of 183
e/uip#ent1 its cost and ease of
repair>replace#ent1 period of
protection1 rate of deterioration
e6pected and allo8able
deterioration etc. E/uip#ent1
83ic3 can be s3ifted easil*1
s3ould preferabl* be #o0ed to
8are3ouse.
efore going for protecti0e
#easures1 follo8ing s3ould be
consideredF
a) Period of s3utdo8n
b) $llo8able
deterioration and rate of
deterioration
c) Probabilit* of reuse
d) E6penditure for
repair>replace#ent
e) Ti#e for
repair>replace#ent after t3e
s3utdo8n
f) T*pe of protection
s*ste#s(0arious
alternati0es)
g) )ondition of t3e
e/uip#ent
3) )riticalit* of t3e
ser0ice
i) T*pe of en0iron#ent
in 83ic3 e/uip#ent>spares
are to be stored.
E/uip#ent>spares 8ill need no
preser0ation if
a) 7t 3as beco#e
obsolete and 8ill not be
put to ser0ice again.
b) 7t 3as deteriorated
be*ond econo#ical
repair and re/uired to be
conde#ned.
c) T3e esti#ated 0alue
of t3e e/uip#ent is not
8ort3 t3e e6penditure to
be #ade for
preser0ation1 if it is not in
critical ser0ice.
2.0 P4ESE4@ATI6N 6- IDLE
STATI* E2UIPMENT
T3is section co0ers t3e
Preser0ation of follo8ing idle
e/uip#ent.
a) 2eat E6c3angers
b) )olu#ns 4 ;essels
c) Fired 2eaters1 &ucts 4
!tacAs
d) )ooling To8ers
e) !torage TanAs
f) oilers
g) Pipelines
2.1 P4ESE4@ATI6N 6- 9EAT
EX*9ANGE4S
E6c3angers need to be
carefull* protected 83en idle.
E6c3angers #a* deteriorate
due to conditions1 83ic3 are
different fro# t3ose t3at e6ist
during operation. T3e
deterioration #a* be pri#aril*
due to 8ater1 sludge or ot3er
corrosi0e ele#ents in t3e
entrapped process fluids and
en0iron#ental conditions.
!o#e fluids #a* 3a0e a
Page 123 of 183
tendenc* to congeal after a
long ti#e of retention.
Preser0ation tec3ni/ue s3ould
be based on t3e duration of
idleness1 t*pe of e/uip#ent1 its
ser0ice and en0iron#ent.
E6c3angers in non?corrosi0e
ser0ice s3ould be preser0ed in
case idle period is #ore t3an
si6 #ont3s. For e6c3angers in
corrosi0e ser0ices1
preser0ation s3ould be done
based on corrosi0eness of t3e
fluid. T3e follo8ing procedures
for preser0ation s3ould be
adoptedF
a) 5pen t3e
e6c3angers1 re#o0e t3e
bundle1 disasse#ble all
co#ponents.
b) )lean all t3e parts
t3oroug3l* b* 3*dro
blasting > 3*dro :etting or
c3e#ical cleaning. =o
deposits s3ould be left on
inside or outside surface of
t3e e/uip#ent>bundle.
c) T3oroug3l* coat 8it3
preser0ati0e oil>grease on
t3e re/uired surfaces
including bolting flange and
gasAet faces1 etc.
d) Reasse#ble all
co#ponents1 blanA off all
noDDles and close all 0ents
and drains.
e) $ll t3e e6posed bolts
and flanges to be coated
8it3 grease.
f) $ustenitic stainless
steel co#ponent s3ould be
suitabl* passi0ated before
e6posure to at#osp3ere in
line 8it3 t3e procedure as
laid do8n in =$)E
!tandard RP?+1?7+.
g) &epending on t3e
en0iron#ental conditions1
coating to be applied on t3e
e6ternal surfaces. 7f t3e
8eat3er is 0er* 3u#id1
co#pletel* re#o0e t3e
insulation and appl* t3e
paint.
3) For finned air cooler1
clean t3e tubes internall*1
circulate preser0ati0e oil
t3roug3 t3e tubes and seal
off all t3e 3eader bo6es.
i) W3en t3e tube bundle
is to be stored separatel*1
bolt 8ooden flanges to bot3
t3e tube s3eets and co0er
8it3 8aterproof tarpaulin1 if
necessar*.
2.2 P4ESE4@ATI6N 6-
*6LUMNS 1 @ESSELS
7n colu#ns>0essels 83en idle1
corrosion can taAe place
eit3er due to condensation of
retained 0apours or fro# t3e
#oisture in t3e at#osp3ere.
)orrosi0e products #a* also
for# due to t3e c3e#ical
reaction of 8ater 8it3
scales>deposits. Follo8ing
procedures for preser0ation
s3ould be adoptedF
a) Flus3>clean t3e e/uip#ent1
carr* out neutraliDation
83ere0er applicable and
drain.
b) Purge 8it3 nitrogen after
ensuring t3at all t3e
openings are sealed and
leaA free. .aintain a
positi0e pressure of 1++
Page 12" of 183
## of 8ater colu#n.
$lternati0el* spra*ing oil
on t3e inner surfaces or
filling and draining oil or
placing desiccants liAe
bags of li#e or silica gel
#a* be considered.
c) Re#o0e t3e safet*
0al0es (bolted onl*) and
close all t3e openings.
!afet* 0al0es s3all be
stored indoors.
d) )oat all t3e e6posed
bolts anc3or bolts1 gasAets1
flange faces 8it3
grease>preser0ati0e oil.
e) $ustenitic stainless
steel co#ponents s3all be
suitabl* passi0ated before
e6posure to at#osp3ere in
line 8it3 t3e procedure as
laid do8n in =$)E
!tandard RP?+1?7+.
2.! P4ESE4@ATI6N 6- -I4ED
9EATE4SA DU*TS AND
STA*BS
7n 3eaters 83en idle1 corrosion
#a* taAe place eit3er due to
condensation or c3e#ical
reaction of at#osp3eric
#oisture 8it3 scale>deposits on
t3e tubes. Follo8ing
procedures for preser0ation
s3ould be adopted.
a) Tubes s3ould be
co#pletel* cleaned fro#
outside and inside surface.
$fter cleaning t3e 3eader1
bo6es s3ould be sealed.
For 0ertical 3eater dr*ing
8it3 nitrogen> air s3ould be
considered. 7f t3e co#plete
cleaning is not possible1
suitable neutraliDing agent
s3ould be flus3ed t3roug3
t3e tubes to a0oid an*
da#age t3at #a* occur
during idle period.
b) $ll t3e 3inges on
access doors1 peep 3oles1
drains and da#pers1 etc.
s3ould be coated 8it3
grease to ensure s#oot3
operation after s3utdo8n.
c) W3en t3e e6ternal
surface of t3e
furnace>ducts>stacA re0eals
paint failure1 it is ad0isable
to touc3 up and #aintain
t3e paint on a regular
sc3edule. !ulp3ur deposits
if found1 s3ould be
re#o0ed.
d) Refractor* s3ould be
Aept dr* at all t3e ti#es to
pre0ent an* cracAing due to
8ater ingress. T3e ingress
of at#osp3eric #oisture
s3ould be a0oided b*
proper capping of stacA and
duct opening and b*
sealing all t3ose locations
fro# 83ere 8ater or #oist
air can seep in.
!upple#entar* 3eat or a
desiccant can also be
considered.
2.( P4ESE4@ATI6N 6-
E2UIPMENT IN *66LING
T6:E4S
T3e cooling to8er consists of
concrete basin1 #ain structure
of red 8ood1 fan and fan #otor.
T3e conditions are #ore se0ere
83en t3e cooling to8er is in
operation t3an it is idle.
Follo8ing preser0ation
procedures s3ould be adopted
83ile cooling to8er is idle.
Page 12% of 183
a) &rain and flus3 all t3e
pipe lines.
b) &rain all 8ater fro#
t3e basin1 re#o0e all debris1
#ucA1 etc. and clean t3e
basin t3oroug3l*.
c) Replace all
unsatisfactor* structural
#e#bers. Replace 8arped
and #issing slats.
d) )arr*out repairs to
t3e concrete 8alls and floors
of t3e basin for cracAs1 loose
concrete1 slope of t3e floor1
etc.
e) Re#o0e fan #otor
and protect it as per 57!&?
1"( (Preser0ation of idle
electrical e/uip#ent).
f) &rain t3e oil fro#
gear bo6 and refill it 8it3 a
3ig3 grade #ineral oil. )lean
t3e e6terior surfaces of t3e
gear reducer 3ousing and
paint t3e#. Wrap all
e6posed s3aft 8it3 Plastic
tape. !tore t3e reducer in a
8ar# and dr* area.
g) )lean t3e fan 8it3
appropriate cleaner and
appl* suitable paint1 if
re/uired.
3) )o0er t3e fan dri0e
gear 8it3 a lig3t grease and
8ater proof paper.
i) !ecure t3e fan blades
to pre0ent rotation and to
pro0ide supports.
7n areas 83ere it is undesirable
or unnecessar* to re#o0e t3e
fan dri0e co#ponents1 t3e fan
s3ould be operated e0er* 3?"
8eeAs and routine pre0enti0e
#aintenance be carried out.
T3e dr* 8ood of an idle cooling
to8er is a serious fire 3aDard.
T3erefore1 for idle periods of
about t8o #ont3s1 a perforated
3ose s3ould be laid around t3e
to8er and spra* 8ater
periodicall* to Aeep 8ood in 8et
condition all t3e ti#e. For
e6tended s3utdo8ns1 t3e
pleniu# and fill s3ould be
spra*ed 8it3 a fire retarding
c3e#ical and a biocide.
2.) P4ESE4@ATI6N 6-
ATM6SP9E4I* ST64AGE
TANBS
TanA interiors can be corroded
b* t3e 8ater present in t3e
product or b* condensation of
t3e 0apours in fi6ed t*pe of
roofs. Floating roof is sub:ected
to e6terior corrosion due to
stagnant 8ater on t3e roof.
Follo8ing procedures for
preser0ation s3ould be
adopted.
a) T3e tanA s3all be
#ade free of gas and an*
residue. E6tra precautions
s3all be taAen 83en
p*rop3oric iron sulfide or
residue of leaded gasoline
are present.
b) $ll t3e loose scales
on t3e internal surface of t3e
tanA s3ould be re#o0ed.
c) T3e internal surface
s3ould be coated 8it3
preser0ati0e oil b* spra*ing.
rus3ing can be used in t3e
case of structural #e#bers.
Page 12( of 183
d) $ll t3e #an3oles
s3ould be closed.
e) T3e e6ternal surface
s3ould be cleaned and
protected b* suitable
repainting as necessar*.
f) TanAs located in
areas sub:ected to
8indstor#s of 3ig3 0elocit*
s3all be filled 8it3 an
in3ibited 8ater.
g) 7f t3e tanA is 8it3
stea# coils1 t3e condensate
s3ould be drained off and
t3e stea# coil s3ould be
positi0el* blinded.
3) T3e tanAs isolated
fro# ser0ice s3all be
e6ternall* inspected
annuall*.
i) 7n case of floating
roof tanAs1 t3e floating roofs
s3ould preferabl* be Aept
afloat b* filling 8it3 in3ibited
8ater and roof drains be
Aept open. Water
accu#ulated on t3e roof
tops due to rain etc1 if an*1
s3all be cleaned periodicall*.
2.6 P4ESE4@ATI6N 6-
IDLE 76ILE4S
@nless proper storage
procedures are follo8ed1
se0ere corrosion #a* occur in
idle boilers. T3e #et3od to
protect idle boilers depend
pri#aril* on lengt3 of
do8nti#e. )old storage of
boilers include dr* or 8et
storage. &r* storage is
preferred 83en t3e boilers 8ill
be out of ser0ice for a period
of "% da*s or #ore 83ile 8et
storage #a* be suitable for a
s3orter duration.
*ol$ sto#age
a< D#" Sto#age
T3e boiler s3ould be drained1
t3oroug3l* cleaned and dried
co#pletel* b* #eans of 3ot
air. )lose attention s3ould be
gi0en to co#plete eli#ination
of #oisture fro# nondrainable
super 3eater tubes. $ suitable
absorbing #aterial in a 8ater
tig3t container s3ould be
placed in t3e boiler dru#s or
on top of t3e flues in a fire
tube boiler. T3e #ost
co##onl* used #oisture
absorbents are /uicA li#e and
silica gel. !ilica gel is #ore
efficient in absorbing #oisture
and can be regenerated b*
3eating so t3at it can be used
o0er again and again. !ince it
is not a caustic substance1
can be used #ore easil* and
safel*1 it is generall*
preferred.
$fter placing t3e /uicA li#e or
silica gel in t3e boiler as per
#anufacturerGs
reco##endation1 all openings
s3ould be tig3tl* closed. T3e
unit s3ould be c3ecAed at an
inter0al of e0er* t8o or t3ree
#ont3s1 as e6perience
dictates1 for rene8al of t3e
li#e or regeneration of silica
gel.
,< :et Sto#age
T3e boiler s3ould be cleaned
and inspected and t3en filled
to t3e nor#al 8ater le0el. 7f
deaerated 8ater is not
Page 127 of 183
a0ailable1 dissol0ed gases
s3ould be e6pelled b* boiling
8ater for a s3ort ti#e 8it3
boiler 0ented to at#osp3ere.
T3e boiler 8ater alAalinit*
s3ould be ad:usted 8it3
caustic soda to a #ini#u# of
"++ PP.. !ufficient !odiu#
sulfite s3ould also be added to
produce a #ini#u# sulfite
residual of 1++ PP.. $fter t3e
boiler is cooled and before a
0acuu# is created1 t3e unit
s3ould be filled co#pletel*
8it3 8ater and all connections
closed.
Test s3ould be conducted on
8eeAl* basis and additions to
t3e treat#ent c3e#icals
s3ould be #ade necessar* to
#aintain t3e #ini#u#
reco##ended concentrations.
W3en treat#ent additions are
re/uired1 t3e boiler 8ater
s3ould be circulated b* #eans
of an e6ternal pu#p or b*
lo8ering t3e 8ater to
operating le0els and stea#ing
t3e boiler for a s3ort ti#e. T3e
boiler s3ould t3en be
co#pletel* flooded as
outlined pre0iousl*. T3e
te#perature of boiler s3ould
be #aintained as lo8 as
possible since t3e corrosion
rate increases at 3ig3er
te#peratures.
W3en t3e boiler is returned to
ser0ice1 a 3ig3 rate of
blo8do8n s3ould be
#aintained initiall* so t3at
alAalinit* and sulfite be
reduced to nor#al operating
le0els rapidl*.
7n so#e s#all installations or
83ere 8eeAl* testing is not
practicable1 )3ro#ate salts
can be e#plo*ed to protect
idle boilers against corrosion.
T3e concentration #aintained
s3ould be 2+++?2%++ PP. as
sodiu# c3ro#ate. T3e boiler
s3ould be co#pletel* filled
and closed tig3tl*. To assure
good #i6ing1 circulation of t3e
8ater 8it3 a pu#p is
reco##ended. oilers stored
in t3is #anner s3ould be
blo8n do8n 3ea0il* to
dissipate t3e c3ro#ate colour1
before being returned to
ser0ice.
=itrogen or ot3er inert gas
#a* also be used for storage
purpose. $ slig3t positi0e
pressure of t3e gas is
#aintained after t3e boiler 3as
been filled to operating le0el
8it3 deaerated feed 8ater.
c< S&pe# %eate# Sto#age
7n so#e boilers it is not
possible to separate t3e super
3eater section fro# rest of t3e
boiler. $ccordingl*1 it is
necessar* to follo8 t3e sa#e
storage procedure for t3e
super 3eater section as for t3e
ot3er portions of t3e boiler.
Wet storage of drainable
super 3eaters is relati0el*
si#ple 83ile 8et storage of
nondrainable super 3eaters is
#ore co#plicated. 7n dr*
storage1 care #ust be taAen to
re#o0e all t3e #oisture fro#
t3e nondrainable super
3eaters b* re3eating t3e
super 3eaters sufficientl* to
e0aporate all t3e 8ater. T3is
#a* be acco#plis3ed b*
#eans of a s#all fire in t3e
boiler furnace. 7n so#e cases
it #a* be possible to dr* t3e
nondrainable super 3eaters
Page 128 of 183
8it3 3ot air di0erted fro# t3e
air 3eaters of one of t3e
operating boiler. &epending
on t3e actual design1 t3ere
#a* be a c3oice as to
83et3er t3e dr* air is directed
o0er t3e e6ternal surfaces or
internall*.
!ince a residue 8ill be left in
nondrainable super 3eater
tubes after boiling out1 if t3e
super3eater 3as been flooded
8it3 8ater containing boiler
8ater salts1 it is desirable to
e#plo* a #et3od of 8et
storage 83ic3 does not
in0ol0e t3e use of solid
c3e#icals.
;olatile c3e#icals or inert
gases can be used in
super3eater section. T3e
0olatile c3e#icals
reco##ended are 3*draDine
and a##onia or neutraliDing
a#ine. 7f 3ig3 purit* is not
a0ailable to fill t3e entire
boiler1 t3e super3eater tubes
can be filled 8it3 condensate
or de#ineralised 8ater fro#
t3e outlet end. T3e
reco##ended treat#ent
concentrations are
appro6i#atel* 1++ PP. of
3*draDine and sufficient
a##onia or neutraliDing
a#ine to ele0ate t3e P2 to
appro6i#atel* '.+?1+.+.
2.6.2 9ot sto#age
7nstead of Aeeping
standb* boilers in
banAed condition or
operating all t3e boilers
in lo8er capacit*1
standb* boilers can be
Aept under pressure as
B$ccu#ulatorC 8it3 a
si#ple #odification. T3e
#odification re/uired is a
2C stea# line fro# #ain
stea# 3eader to be
connected to t3e
blo8do8n line upstrea#
of blo8do8n 0al0es 8it3
2 nos. of 2C =R;.
T3roug3 t3is accu#ulator
stea# line1 stea# fro#
t3e #ain stea# 3eader
enter into .@& &R@.
and get condensed and
3ence t3e boiler 8ill be
under pressure 8it3out
Aeeping t3e burners in
ser0ice. $bout 3 to %
Tonnes per 3our of
stea# #a* be consu#ed
in t3is 8a* to Aeep t3e
boiler as $ccu#ulator?
depending upon t3e
insulation of t3e boiler.
To Aeep t3e boiler as
accu#ulator
a) !top t3e burner>s
b) !top t3e F& fan
c) )lose t3e #ain stop
0al0e
d) 5pen bot3
accu#ulator stea# line
blocA 0al0es slo8l*
a0oiding 8ater
3a##ering
To put bacA t3e boiler in
ser0ice
a) 5pen t3e start up 0ent line
b) 5pen t3e !2 drain
c) !tart F& fan
d) TaAe t3e burner>s into ser0ice
Page 12' of 183
e) $fter about % #inutes
of 0enting of stea#1 open
t3e #ain stop 0al0e and
close t3e start up 0ent
and !2 drain 0al0e
To operate blo8do8n 0al0es
during accu#ulator condition
(dru# le0el #a* rise during
accu#ulator condition due to
t3e condensation of t3e
accu#ulator stea# in t3e
.@& &R@.) to lo8er t3e
dru# le0el.
a) )lose t3e
accu#ulator stea# 2C
gate 0al0e near t3e .@&
&R@.
b) 5perate t3e blo8 do8n 0al0es
c) $fter blo8 do8n ?
close t3e blo8 do8n
0al0es and open t3e
$ccu#ulator !tea# 2C
gate 0al0e
!.0 P4ESE4@ATI6N 6-
PIPELINES
T3e follo8ing procedures
s3ould be adopted
a) Flus3 t3e lines clean
b) 5pen t3e flange :oints
and 0al0es at lo8 points
to ensure co#plete
draining.
c) &r* t3e lines or
circulate an in3ibited or
unin3ibited oil t3roug3
t3e#
d) 7nspect insulated and
8rapped lines1 unco0ering
t3e piping 83ere leaAs are
suspected.
e) Repair all da#aged
insulation and 8rapping.
are pipe s3ould be 8ire
brus3ed and painted.
f) ,ubricate all 0al0es.
g) !pra* all e6ternal
surfaces of t3e 0al0es
8it3 oil and co0er 0al0e
ste# 8it3 grease. Relief
0al0e s3ould be rotated or
separated fro# t3eir
disc3arge piping. T3eir
disc3arge side s3ould be
spra*ed 8it3 oil and
co0ered 8it3 8ater proof
paper or plastic.
3) Tig3ten all flanges.
!pra* #ating flanges
:oints 8it3 oil1 and 8rap
t3e# 8it3 suitable
8rapper to pre0ent
cre0ice corrosion bet8een
#ating flanges.
5n idle units1 process and
utilit* lines (e6cept fire 8ater
lines) s3ould be blinded off
near t3e batter* li#it.
(.0 P4ESE4@ATI6N 6- IDLE
46TA48 E2UIPMENT
T3is section co0ers
preser0ation of t3e follo8ing
Rotar* E/uip#ent 83ile t3e*
are idle.
a) Pu#ps
b) )o#pressors
c) !tea# Turbines
d) -as Turbine
Page 13+ of 183
e) &iesel Engine
f) Fans 4 lo8ers
(.1 P4ESE4@ATI6N 6- IDLE
PUMPS
T3e follo8ing procedure
s3ould be adopted for
preser0ing an idle pu#p
(.1.1 P#ese#>ation
of i$le cent#if&gal P&+ps
a) )lose t3e suction and
disc3arge 0al0es and
blind t3e sa#e. 7solate
t3e pu#p fro# all ot3er
connected au6iliar* lines.
7n case t3e pu#p is to be
re#o0ed and Aept in
storage1 disconnect all
pipe connections and
blind t3e suction and
disc3arge flanges.
b) 5pen all 0ents and
drains in t3e pu#p
casing and bearing
3ousing. Flus3 t3e
casing and 3ousing 8it3
a suitable sol0ent or
cleaning agent.
c) For pu#ps 8it3 gland
pacAing1 re#o0e t3e
pacAing1 coat t3e interior
of t3e stuffing bo6 8it3
lig3t grease1 repacA 8it3
a fe8 rings of ordinar*
non?#etallic pacAing to
a0oid ingress of 8ater
into t3e stuffing bo6 and
t3en retig3ten t3e gland.
d) For pu#ps 8it3 single
#ec3anical seal1 loosen
t3e seal gland1 pacA t3e
seal 8it3 a lig3t grease
and tig3ten t3e seal
gland lig3tl*.
e) For pu#ps 8it3
double #ec3anical seal1
drain t3e stuffing bo6 and
flus3 it 8it3 a cleaning
agent1 plug t3e lo8er
stuffing bo6 drain and fill
it 8it3 lig3t8eig3t grease
or lubricating oil.
f) Plug t3e bearing
3ousing drains and fill
t3e bearing 3ousing
co#pletel* 8it3
lubricating oil.
g) )lose all drains and
fill t3e entire pu#p
casing 8it3 a lubricating
oil. Rotate t3e pu#p
s3aft slo8l* to ensure
co#plete coating of t3e
inner surfaces.
3) Rotate t3e pu#p
s3aft e0er* t3ree to four
8eeAs1 lea0ing it in a
different position eac3
ti#e.
i) )lean t3e e6posed
pu#p s3aft and protect
8it3 grease.
:) Protect t3e s3aft
couplings b* filling t3e#
8it3 grease or coating
t3e# 8it3 a rust
pre0enti0e.
(.1.2 P#ese#>ation
of 4ecip#ocating P&+ps.
I< P#ese#>ation of i$le
stea+Cai# $#i>en
4ecip#ocating P&+ps
Page 131 of 183
a) 5pen all 0ents and
drains on bot3 t3e li/uid
end and stea#>air end of
t3e pu#p.
b) &isconnect all pipe
connections1 blind t3e
suction1 disc3arge and
stea# flanges> air
connections.
c) Re#o0e t3e pacAing
fro# t3e stuffing bo6 and
coat t3e stuffing bo6 and
rods inside t3e bo6 8it3
lig3t grease. RepacA t3e
stuffing bo6 8it3 a non?
#etallic pacAing and re
tig3ten t3e gland.
d) Re#o0e t3e 0al0e
co0er plate fro# li/uid
end of t3e pu#p and
slide 0al0e co0er fro#
stea#>air end. Re#o0e a
0al0e fro# eac3 end of
eac3 c*linder on t3e
li/uid end. Flus3 t3e
c*linders 8it3 a cleaning
agent. Fill all c*linders
8it3 suitable preser0ati0e
oil. Fill t3e stea#> air
c*linders 8it3 a suitable
preser0ati0e oil t3roug3
slide 0al0e opening at t3e
stea#>air end. !lo8l* bar
eac3 piston bacA and
fort3.
e) $ppl* a suitable rust
pre0enti0e to all 0al0es
and 0al0e co0ers and
install t3e# bacA.
f) &rain t3e e6cess
preser0ati0e oil fro# t3e
c*linders and close all
0ents and drains.
g) )lean and co0er
e6posed rods 8it3
grease.
3) Fill all lubricators 8it3
oil.
II< P#ese#>ation of i$le +oto#
$#i>en InFectionCMete#ing
P&+ps
a) 5pen all 0ents and
drains.
b) Re#o0e t3e pu#p1
clean1 fill t3e li/uid
c3a#ber 8it3 lubricating
oil and fi6 bacA t3e
pu#p.
c) lind t3e suction and
disc3arge 0al0es
d) 7n case of diap3rag#
t*pe pu#p drain t3e
3*draulic oil fro# t3e
3*draulic c3a#ber1 flus3
and fill t3e 3*draulic
c3a#ber 8it3 a
lubricating oil.
e) &rain t3e gear bo6 oilI
flus3 and fill t3e gear bo6
8it3 a lubricating oil.
f) )lose all 0ents and
drains in t3e pu#p and
gear bo6.
g) For pu#ps 8it3 gland
pacAing1 re#o0e t3e
pacAing1 coat t3e interior
of t3e stuffing bo6 8it3
lig3t grease1 repacA 8it3
a fe8 rings of ordinar*
non?#etallic pacAing to
a0oid ingress of 8ater
into t3e stuffing bo6 and
t3en retig3ten t3e gland.
Page 132 of 183
!.2 P4ESE4@ATI6N 6- IDLE
*6MP4ESS64S.
T3e follo8ing procedure
s3ould be adopted for
preser0ing idle
co#pressors.
!.2.1 P#ese#>ation of i$le
cent#if&gal *o+p#esso#s
W3ene0er t3e centrifugal
co#pressor is re/uired to
be at stand still for a
prolonged s3utdo8n of
#ore t3an 3 #ont3s t3e
follo8ing #et3od #a* be
used for preser0ing t3e
co#pressor co#ponents.
a) T3e co#pressor
casing #a* be c3arged
8it3 a lo8 positi0e
pressure of dr* nitrogen
%+ to 7+ ## W- during
t3e 83ole ti#e of
s3utdo8n at stand still
condition for all t3e
co#pressors 83ic3 are
not pro0ided 8it3 oil
seals. For t3e t*pe of
co#pressors1 83ic3 are
pro0ided 8it3 oil seals
nitrogen suppl*1 #a* be
gi0en after putting into
operation t3e seal oil
s*ste#. 2o8e0er1 if t3e
nitrogen pressure can
be #aintained around
7+ ## W- e0en
8it3out seal oil s*ste#
in ser0ice1 nitrogen
suppl* can be gi0en
8it3out operating seal
oil s*ste#
b) T3e lube oil and seal
s*ste#s s3ould be
operated for 3alf an
3our once a 8eeA to
protect t3e s*ste#
against corrosion.
c) T3e co#pressor rotor
s3all be rotated b*
turning gear or b* 3and
b* t3e follo8ing
proceduresF
7t s3ould be rotated
b* 18+ degree fro# t3e
standstill condition after
t3ree #ont3s
7t s3ould be rotated
b* '+ degree after 3
#ont3s.
7t s3ould be again
rotated b* 18+ degree
after 3 #ont3s.
7t s3ould be rotated
b* '+ degree position
after 3 #ont3s.
T3is procedure s3all
be continued
subse/uentl*.
For co#pressors1 83ic3
are idle for a period
o0er ( #ont3s1 t3e
follo8ing preser0ation
#et3ods #a* be used.
a) lind off all process1
oil suppl* and oil drain
openings
b) Re#o0e t3e rotor and
associated parts1 suc3 as
bearing and seals and
diap3rag#s.
c) Preser0e t3e
re#o0ed parts 8it3 a
protecti0e #aterial as
detailed in Para ".'
Page 133 of 183
d) Fill t3e co#pressor
s*ste# 8it3 oil t3roug3 a
drain opening and displace
all air fro# t3e case b*
0enting and close all drain
and 0ent connections.
e) Fill t3e oil seal s*ste#
8it3 oil.
f) T3e 8ater?cooling
s*ste# s3all be drained1
flus3ed and filled 8it3 clean
fres3 8ater doDed 8it3
anticorrosi0e c3e#ical.
g) )3ange 8ater e0er*
si6 #ont3s.
!.2.2. P#ese#>ation of i$le
4ecip#ocating
*o+p#esso#.
T3e follo8ing procedures
s3ould be adopted for
preser0ing an idle
reciprocating co#pressor.
a) )lose and seal all
fra#e openings to
pre0ent conta#ination of
fra#e interior.
b) W3en t3e co#pressor
(lubricated as 8ell as dr*
lubricated) co#pressor is
Aept idle for a period less
t3an si6 #ont3s1 run t3e
#otor dri0en>3and dri0en
cranA #ec3anis# lube oil
pu#p for 1+?1% #inutes
once in e0er* 8eeA.
W3ile t3e cranA #ec3anis#
lube oil pu#p in operation1
rotate t3e s3aft b* a fe8
re0olutions at least once in
e0er* t8o 8eeAs. T3e s3aft
needs not to be stopped at
pre0ious locations.
c) W3en t3e co#pressor
(lubricated as 8ell as dr*
lubricated) is Aept idle for
#ore t3an si6 #ont3s fill
up t3e cranAcase 8it3
enoug3 suitable
preser0ati0e oil to bring
t3e oil le0el to t3e #arA
on t3e oil le0el gauge
8indo8. )lose all 3oles>
opening of t3e cranAcase
and purge t3e air inside
t3e cranAcase 8it3 dr*
nitrogen and Aeep a
nitrogen pressure of
about 1++ ## W-. Run
t3e lube oil pu#p for 1+?
1% #inutes and at t3e
sa#e ti#e rotate t3e
s3aft1 b* a fe8
re0olutions1 #anuall* or
b* a barring :acA. $0oid
t3at t3e s3aft stops in
pre0ious position.
Repeat t3e operation
once in t8o 8eeAs. 7n
case dr* nitrogen is not
a0ailable1 introduce in
t3e cranAcase a suitable
/uantit* of de3*drating
agent at suc3 a location
t3at it does not get
soaAed 8it3 oil during t3e
running of lube oil pu#p.
)3ecA t3e effecti0eness
of t3e de3*drating agent
periodicall*.
d) $ppl* suitable grease
on t3e s3aft end outside
t3e cranAcase and all
ot3er e6posed surfaces.
e) For lubricated
co#pressors Aeep t3e
co#pressor 0al0es
i##ersed in suitable rust
pre0enti0e oil. $s an
alternati0e appl* rust
Page 13" of 183
pre0enti0e oil on t3e
co#pressor 0al0es and
Aeep t3e# in plastic bags
8it3 de3*drator. For dr*
lubricated co#pressors
re#o0e t3e 0al0es fro#
c*linder1 put sufficient
/uantit* of de3*drating
agent in t3e 0al0e
c3a#bers and asse#ble
t3e 0al0e co0ers. )lean
t3e 0al0es and Aeep
t3e# in plastic bags 8it3
de3*drator
f) W3en lubricated
co#pressors are Aept
idle for less t3an (
#ont3s1 8et t3e c*linder
and pacAing 8it3
sufficient /uantit* of lube
oil and also 3a0e 1+?1%
piston stroAes at t3e
sa#e ti#e. Repeat t3e
operation once in e0er*
t8o 8eeAs.
g) W3en dr* lubricated
co#pressors are Aept
idle for less t3an (
#ont3s1 !eal all 3oles of
t3e c*linder1 purge 8it3
dr* nitrogen and #aintain
a pressure of about 1++
## W-. 7f nitrogen is
not a0ailable1 Aeep
sufficient /uantit* of
de3*drating agent suc3
as silica gel and close
tig3tl*. )3ecA
periodicall* effecti0eness
of t3e de3*drating agent.
3) W3en lubricated
co#pressors and dr*?
lubricated co#pressors
(for process t3at allo8
traces of grease)1 are
Aept idle for #ore t3an (
#ont3s1 taAe out t3e
pistons out of t3e
c*linders. Re#o0e t3e
piston rings and rider
rings. For #etallic piston
rings1 appl* grease on
t3e entire surface and
Aeep t3e# in sealed
pol*t3ene bags 8it3
de3*drator. =on?#etallic
piston rings do not
re/uire an* special
protection. )lean
t3oroug3l* and appl*
suitable grease inside
t3e c*linder and t3e
3ousing for 0al0es and
pacAing. !eal all 3oles
of t3e c*linder1 purge
8it3 dr* nitrogen and
#aintain a pressure of
about 1++ ## W-. 7f
dr* nitrogen is not
a0ailable1 Aeep sufficient
/uantit* of de3*drating
agent suc3 as silica gel
inside t3e c*linder and
c3ecA t3e effecti0eness
of t3e de3*drating agent
periodicall*. Fill
lubricators 8it3
lubricating oil. For dr*?
lubricated co#pressor all
traces of rust pre0enti0e
grease s3all be re#o0ed
before putting into
ser0ice.
i) W3en dr*?lubricated
co#pressors for process
t3at do not allo8 traces
of grease1 are Aept idle
for #ore t3an ( #ont3s1
t3e pistons1 piston rings1
0al0es and pacAing s3all
be degreased 8it3
t3inners and Aept in
sealed pol*t3ene bags
8it3 de3*drator. !eal all
3oles of t3e c*linder1
purge 8it3 dr* nitrogen
Page 13% of 183
and #aintain a pressure
of about 1++ ## W-. 7f
dr* nitrogen is not
a0ailable1 Aeep sufficient
/uantit* of de3*drating
agent suc3 as silica gel
inside t3e c*linder and
c3ecA t3e effecti0eness
of t3e de3*drating agent
periodicall*.
:) &rain cooling 8ater
fro# c*linder :acAets1
inter coolers and after
coolers 83ere0er
applicable.
A) Purge t3e piping 8it3
dr* nitrogen. )lose all
openings and #aintain a
nitrogen pressure of 1++
## of W-. $s an
alternati0e1 close all
openings tig3tl* and
Aeep inside t3e piping
sufficient /uantit* of
de3*drating agent suc3
as silica gel1 in
accordance 8it3 t3eir
di#ensions and s3ape.
)3ecA t3e de3*drating
agent periodicall*.
!.2.! P#ese#>ation of i$le oil
f#ee sc#e3 t"pe Ai#
*o+p#esso#.
T3e follo8ing procedure
s3ould be adopted 83en t3e
co#pressor Aept idle for a
period up to t8o #ont3s t3e
co#pressor s3ould be
run on no load once a 8eeA
for appro6. 1+?1% #inutes
W3en t3e co#pressor Aept
idle for #ore t3an t8o
#ont3s1 t3e follo8ing steps
s3ould be adopted
a) Wit3 t3e co#pressor
running on ,5$&E&
condition open t3e
#anual condensate
drains of inter cooler and
after cooler and ensure
all drain pipes are free.
)lose t3e drains and
reopen t3e# onl* after
t3e unit 3as stopped.
b) Re#o0e t3e #oisture
trap flange of t3e inter
cooler and place
sufficient /uantit* of
#oisture absorbing agent
inside t3e #oisture trap.
c) )lose t3e flange 3ole
of #oisture trap airtig3t.
Oeep t3e flange separate
in dr* condition.
d) )lose t3e #anual
drains.
e) Rotate t3e
co#pressor dri0e s3aft a
fe8 turns b* 3and once a
8eeA.
f) &rain off t3e
lubricating oil and refill
t3e oil su#p 8it3 a
suitable preser0ati0e oil
g) Run t3e co#pressor
on no load after first t8o
#ont3s for at least 3alf
an 3our to ensure t3at
t3e nor#al 8orAing
te#peratures 3a0e been
reac3ed. efore running
t3e co#pressor1 re#o0e
and discard t3e #oisture
absorbing agent and refit
t3e #oisture trap flange.
3) Proceed furt3er as
described under steps
Page 13( of 183
(a) to (e) abo0e using a
ne8 #oisture?absorbing
agent.
i) W3en t3e unit is
standing idle for an
e6tended period t3e
abo0e?#entioned
procedure s3ould be
repeated e0er* si6
#ont3s.
:) &rain t3e cooling
8ater1 close t3e inlet and
outlet 0al0es and fill t3e
line 8it3 fres3 8ater.
!.2.( P#ese#>ation of i$le oil
floo$e$ sc#e3
*o+p#esso#
W3en t3e co#pressor is
going to be idle fore #ore
t3an si6 #ont3s
a) lind off suction and disc3arge
0al0es
b) &rain t3e oil in t3e casing of t3e
scre8 ele#ents.
c) Flus3 and fill t3e casing of t3e
scre8 ele#ents 8it3 a suitable
preser0ati0e oil.
d) )lose all drains and 0ents
e) &rain t3e cooling 8ater1 close
t3e inlet and outlet 0al0es and
fill t3e line 8it3 fres3 8ater
doDed 8it3 anticorrosi0e
c3e#ical.
f) Rotate t3e co#pressor dri0e
s3aft a fe8 turns b* 3and once
a 8eeA.
g) )3ange t3e preser0ati0e oil
e0er* si6 #ont3s>one *ear as
per sc3edule.
3) )3ange 8ater e0er* si6 #ont3s.
!.! P4ESE4@ATI6N 6-
STEAM TU47INES
a) T3e lube oil s*ste#
and go0erning oil s*ste#
s3all be eit3er Aept in
ser0ice on a 8eeAl*
basis or filled 8it3 a lo8
positi0e pressure of dr*
nitrogen.
b) &r* nitrogen #a* be
ad#itted into t3e turbine
including all stea#
spaces and gland sealing
t3roug3 one of t3e
pressure tapping points
in t3e turbine e63aust
3ood of turbine case.
T3is s3all be done during
a period of #ini#u#
3u#idit* and air inside
t3e turbine is to be
purged out co#pletel*.
c) .aintain a positi0e
pressure of about %+ to
7% ## W- during t3e
idle ti#e and #onitor t3e
sa#e.
T%e t&#,ine #oto# s%all ,e
#otate$ ," t&#ning gea# o#
," %an$ ," t%e follo3ing
p#oce$&#esD
7t s3ould be rotated
b* 18+ degree fro# t3e
standstill condition after
t3ree #ont3s
7t s3ould be rotated
b* '+ degree after 3
#ont3s.
Page 137 of 183
7t s3ould be again
rotated b* 18+ degree
after 3 #ont3s.
7t s3ould be rotated
b* '+ degree position
after 3 #ont3s.
T3is procedure s3all
be continued
subse/uentl*.
!.( P4ESE4@ATI6N 6- GAS
TU47INE
T3e follo8ing
procedure s3ould be
adopted for preser0ing idle
gas turbine
.ac3ine alread* erected at
site and t3e final
co##issioning of t3e
#ac3ine is e6pected to be
longer t3an one #ont3.
a) For a single s3aft
turbine1 cranAing 3as to
be done for 3alf an 3our
once in a 8eeA Aeeping
t3e lube oil s*ste# under
operation. $part fro#
cranAing of 2P s3aft1
,o8 pressure (,P) s3aft
of t8o?s3aft turbine 3as
to be rotated #anuall*
for a fe8 co#plete
re0olutions e0er* 8eeA
8it3 3elp of suitable
fi6tures fitted 8it3
coupling 3ub in t3e
direction of rotation
Aeeping t3e lube oil
under operation.
b) T3e lube oil 3as to be
internall* circulated
t3roug3 a centrifuge
e0er* da* for 8 3ours or
83ate0er ti#e re/uired to
dri0e out t3e #oisture>
dirt> dust fro# t3e
lubricating oil 83en t3e
-as Turbine is l*ing in
idle condition.
c) 7f t3e cranAing is not
possible b* #otor not
being pro0ided 8it3
electrical connections1 in
suc3 case rotation of t3e
#ac3ine to be done
#anuall* using suitable
fi6tures Aeeping t3e lube
oil under operation.
d) T3e rotor in no case
s3all be rotated 8it3out
lube oil circulation.
.ac3ine alread*
co##issioned and t3e idle
period is longer t3an one
#ont3
a) T3e unit s3ould be
operated on =5 ,5$&
for at least 3+ #inutes in
e0er* #ont3 to dr* out
an* #oisture inside t3e
ducting and ot3er
co#ponents and to
recirculate t3e lubricating
oil to recoat t3e #o0ing
parts to pre0ent rust and
corrosion.
b) T3e lube oil 3as to be
internall* circulated
t3roug3 a centrifuge
e0er* da* for 8 3ours or
83ate0er ti#e re/uired to
dri0e out t3e #oisture>
dirt> dust fro# t3e
lubricating oil 83en t3e
-as Turbine is l*ing in
idle condition.
c) 7f t3e cranAing is not
possible b* #otor not
Page 138 of 183
being pro0ided 8it3
electrical connections1 in
suc3 case rotation of t3e
#ac3ine to be done
#anuall* using suitable
fi6tures Aeeping t3e lube
oil under operation.
d) T3e rotor in no case
s3all be rotated 8it3out
lube oil circulation.
!.) P4ESE4@ATI6N 6-
DIESEL ENGINES
T3e follo8ing procedure
s3ould be adopted for
preser0ing an idle diesel
engine 83en t3e diesel
engine is Aept idle for a
period less t3an (
#ont3s1 run t3e engine on
load for 1+?1% #inutes
once in a 8eeA. 7f t3e engine
cannot be run on load1 idle
run t3e engine till t3e
te#peratures of cooling
8ater and lubricating oil
reac3 t3e nor#al operating
range.
W3en t3e engine is Aept idle
for a period #ore t3an si6
#ont3s t3e follo8ing steps
s3ould be adopted.
a) !tart t3e engine1
increase t3e speed
graduall* up to 12++ rp#
or a fast idle1 operate t3e
engine 8it3 no load until
t3e engine is t3oroug3l*
8ar# and t3en stop t3e
engine.
b) &rain all lubricating oil
fro# t3e oil su#p and
refill t3e oil su#p 8it3
suitable preser0ati0e oil.
c) &rain coolant fro#
cooling s*ste# and
t3oroug3l* flus3 8it3
clean 8ater and suitable
radiator cleaner. Refill
t3e cooling s*ste# 8it3
#i6ture of 8ater and
suitable radiator
protector in t3e ratio
reco##ended b* t3e
#anufacturer.
d) Fill t8o portable
containers one 8it3
diesel and ot3er 8it3 t3e
preser0ati0e oil
#entioned in (b) abo0e
e) !tart t3e engine 8it3
engine pulling fuel fro#
t3e container 8it3 diesel
t3roug3 t3e filter and t3e
in:ector drain line flo8ing
into t3e container 8it3
diesel. 5nce t3e engine
is running s#oot3 at idle1
s8itc3 t3e fuel line to t3e
container 8it3
preser0ati0e oil. Run t3e
engine %?1+ #inutes on
=5 ,5$& till it is
obser0ed t3at t3e
preser0ati0e oil is co#ing
out fro# in:ector return
line. !top t3e engine.
f) &rain t3e oil su#p1
fuel filter and fi6 bacA t3e
drain plugs.
g) Turn fuel pu#p
#anual s3ut off 0al0e to
P5FFG position so t3at t3e
engine 8ill not start.
3) W3en t3e engine 3as
beco#e cool1 disconnect
t3e inlet and e63aust
#anifolds1 spra* suitable
preser0ati0e oil into air
Page 13' of 183
intaAe and e63aust
outlets1 engine being
turned b* 3and during
spra* operation. )o0er
all intaAe #anifold
opening 8it3 tape to
pre0ent entr* of dirt and
#oisture. )o0er all
engine openings of
c*linder blocA1 oil
breat3er and cranA case
including coolant inlets
and outlets. $ll 0ents1
d*na#o1 starter #otor1
#agneto if an* and air
cleaners to be carefull*
sealed 8it3 8ater proof
paper and 8ater proof
ad3esi0e tape.
i) ,oosen ; belt
tension. Re#o0e rocA
le0er co0ers and spra*
preser0ati0e oil o0er
rocAer le0ers1 0al0e
springs 4 ste#s1 guides1
cross 3ead and pus3
tubes. Replace co0er.
:) &o not rotate t3e
cranA s3aft after t3e
abo0e operations.
A) Tag t3e Engine 8it3
date of treat#ent to
indicate it 3as been
treated 8it3
preser0ati0es and s3ould
not be turned o0er.
l) Periodicall* inspect
engines for rust or
corrosion and taAe
correcti0e action if
necessar*.
#) Repeat t3e engine
preser0ati0e treat#ent as
#entioned abo0e once in
e0er* si6 #ont3s.
n) efore taAing into
ser0ice1 t3e engine s3all
be represer0ed as per
t3e procedure gi0en
belo8
i) )lean off all
accu#ulated dirt and
rust pre0enti0e using
suitable sol0ent fro#
e6terior of engine.
ii) Re#o0e all
paper co0er1 tape and
8rappings and
reinstall t3e
dis#antled
co#ponents. )arr*
out preco##issioning
c3ecAs.
iii) Flus3 cooling
s*ste#.
i0) Refill t3e oil
su#p 8it3 clean
lubricating oil
0) $d:ust t3e
in:ectors1 0al0e and
belts and c3ecA
c*linder 3ead cap
scre8s1 filters1 air
filter and screens.
0i) PressuriDe t3e
lubricating s*ste#
about 1 Og> c#
2
including turbo
c3arger or
superc3arger prior to
starting t3e engine.
0ii) Run t3e engine
8it3 diesel on =5
,5$& ,5W 7&,E for
% #inutes to flus3 t3e
entire fuel s*ste# out
of an* preser0ati0e oil
Page 1"+ of 183
0iii) Re#o0e an*
foreign #atter1 83ic3
#a* collect on
screens and
strainers1 before
regular operation of
t3e engine.
W3en t3e diesel engine is
Aept in store as a spare
co#plete set and liAel* to be
unused for #ore t3an si6
#ont3s
a) Oeep t3e engine on a suitable
pedestal
b) Sust after si6 #ont3s fro# t3e
date of dispatc31 t3e
preser0ati0e oil s3ould be
drained off fro# t3e engine.
$fter flus3ing t3e internal parts
8it3 a suitable sol0ent1 8ipe
and clean t3e parts 8it3 t3e
sol0ents. )lean t3e parts 8it3
dr* felt clot3.
c) $fter dr*ing suitable rust
pre0enti0e s3ould be again
spra*ed and dried on t3e parts
d) T3e cranA case s3ould be filled
8it3 suitable rust pre0enti0e and
s3ould be filled up to t3e 3ig3 oil
le0el #arA of cranA ease
e) )onnect a electrical #otor
dri0en lube oil pri#ing pu#p
8it3 suction of t3e pu#p
connected to t3e cracA case
drain point and disc3arge
connected to t3e inlet of t3e
lube oil filters
f) $ll t3e openings to be co0ered
or blinded to #aAe t3e engine
air tig3t
g) Run t3e lube oil pu#p once in
8eeA to ac3ie0e t3e operating
pressure inside t3e engine and
t3en stop t3e pu#p. * t3is
#et3od all bearings1 pistons
connecting rod1 rocAer ar#s1
0al0es1 etc. 8ill be lubricated
3) $fter si6 #ont3s repeat t3e
abo0e procedure as per steps
(b) to (g) #entioned abo0e
i) Replace t3e preser0ati0e oil as
per sc3edule.
!.) P4ESE4@ATI6N 6-
-ANS 1 7L6:E4S
T3e follo8ing procedure
s3ould be adopted for
preser0ing idle fans and
blo8ers
a) )oat t3e interior of
t3e casing and t3e
i#peller of t3e fan>blo8er
8it3 a suitable rust
pre0enti0e.
b) lind t3e suction and
disc3arge end of t3e
fans>blo8ers.
c) )lose all openings in
t3e casings.
d) )lean and coat t3e
e6posed s3aft 8it3
grease.
e) 7n case of grease
lubricated bearings
re#o0e t3e grease1 clean
t3e bearing and bearing
3ousing and fill t3e
bearing 3ousing full* 8it3
fres3 grease. )lose all
openings of t3e bearing
3ousing.
Page 1"1 of 183
f) 7n case of oil
lubricated bearings drain
t3e oil. Flus3 and fill t3e
3ousing full* 8it3
suitable grade of fres3
lubricating oil. )lose all
openings of t3e bearing
3ousing
g) )oat all t3e e6terior
surface of t3e
casing>bearing 3ousing
8it3 suitable rust
pre0enti0e.
3) &rain t3e oil fro#
gear bo6 and refill it 8it3
a 3ig3 grade #ineral oil.
)lean t3e e6terior
surfaces of t3e gear bo6
and paint t3e#. Wrap all
e6posed s3aft 8it3
Plastic tape. !tore t3e
reducer in a 8ar# and
dr*. T3e gear bo6 rotor
s3all be rotated b* t3e
follo8ing proceduresF
7t s3ould be rotated
b* 18+ degree fro# t3e
standstill condition after
t3ree #ont3s
7t s3ould be rotated
b* '+ degree after 3
#ont3s.
7t s3ould be again
rotated b* 18+ degree
after 3 #ont3s.
7t s3ould be rotated
b* '+ degree position
after 3 #ont3s.
T3is procedures s3all
be continued
(.0 P4ESE4@ATI6N 6-
MATE4IALS IN ST64ES
.oisture1 o6*gen and
at#osp3eric conditions are
t3e #ain contributing
factors causing
deterioration. T3ese #a*
cause rusting1 pitting of
surfaces and ot3er for#s of
deterioration. Proper
identification s*ste# s3ould
be used for #aterial stored
in t3e 8are3ouse to a0oid
#i6ing. Procedure for
preser0ation of stored
#aterial s3ould be adopted
as follo8s.
(.1 P4ESE4@ATI6N 6-
9EATE4 *6MP6NENTD
(.1.1 9EATE4 TU7ESD
ot3 )! and lo8 allo* steel
3eater tubes can be stored
outdoor on a sloped
concrete surface. T3ese
tubes s3all be Aept eit3er on
steel racAs or 8ooden rafter.
Tubes s3all not be allo8ed
to get sub#erged in t3e
ground or in contact 8it3
8ater. ot3 t3e ends of
tubes s3all be suitabl*
capped or plugged. )!
3eater tubes s3all be gi0en
a coat of oil preser0ati0e
e6ternall* before stacAing
t3e tubes. 3++ ## lengt3 at
eac3 end of tube s3all be
coated 8it3 grease and
8ater proof 8rapping paper
83ere rolling operation is
perfor#ed. To a0oid c3loride
attacA1 it is preferable to
store !tainless steel 3eater
tubes indoors on 8ooden
rafter 8it3 bot3 t3e ends
plugged.
Page 1"2 of 183
(.1.2 4et&#n 7en$sD
)!> ,o8 allo* steel cast plug
t*pe return bends s3ould be
stored in a co0ered s3ed.
-rease preser0ati0e s3all be
applied on all t3e #ac3ined
and t3readed surfaces.
2o8e0er ot3er t*pe of return
bend can be stored outdoors
after appl*ing necessar*
protecti0e coatings as gi0en
to 3eater tubes in do8n8ard
position to a0oid an*
accu#ulation of 8ater inside
t3e bend.
(.1.! 9eate# T&,e S&ppo#t o#
9ange#sA etc. D
T3ese s3all be stored
indoor. =o preser0ati0e is
needed for t3ese
co#ponents.
(.2 P4ESE4@ATI6N 6-
PIPESA PIPE -ITTINGS
AND @AL@ES
(.2.1 P#ese#>ation of PipesD
ot3 )! and lo8 allo* steel
pipes can be stored outdoor
in a self draining position on
a concrete surface eit3er on
steel racAs or 8ood* rafter
placed in suc3 a position
t3at rain 8ater does not
accu#ulate and affect pipes.
Pipes s3all not be allo8ed to
get sub#erged in ground or
pool of 8ater.
Pipes> pipefittings s3all be
protected 8it3 an e6ternal
coat of blacA bitu#inous
paint. Pipes s3all also be
painted internall* at t3e
ends1 upto a lengt3 of 12] or
as practicable.
!tainless steel pipes s3all
be stored indoor on 8ooden
rafters> concrete1 separate
fro# )!1 8it3 ends opened
or plugged. T3e inA used for
#arAing1 if an* s3all be free
fro# c3loride1 sulp3ur and
lead.
For pipes 8it3 t3readed
connection1 e6tra care s3all
be taAen in protecting t3e
t3reads b* putting plastic
caps or 8rapping 8it3 :ute
clot3.
(.2.2 P#ese#>ation of -langesD
Flanges 8it3 anticorrosi0e
painting s3all be stacAed on
stands >concrete or 8ooden
sleepers 8it3 t3eir gasAet
seating surfaces at t3e
botto# and co0ered 8it3
tarpaulin. $ll t3e flange
gasAet?seating surface #ust
3a0e a protecti0e coating 4
e6tre#e care #ust be taAen
during 3andling to a0oid
da#age.
$ll !! flanges s3ould be
stored indoors.
(.2.! P#ese#>ation of Pipe
-ittingsD
Forged fittings can be stored
outdoor on sloped concrete
surface or 8ooden platfor#.
$ll fittings s3all be preferabl*
gi0en a coat of anticorrosi0e
paint and s3all be stored in
suc3 a location t3at rain
8ater does not accu#ulate
in it.
Page 1"3 of 183
!tainless steel fittings
s3ould be stored indoors.
(.2.( P#ese#>ation of -astene#sD
Fasteners s3all be Aept
indoors. )arbon steel and
allo* steel fasteners s3all be
stored in separate ba*s after
oil preser0ation spra*.
!tainless steel fasteners do
not re/uire an* protection.
(.2.( P#ese#>ation of @al>esD
End co0er of all t3e 0al0es
s3all be plugged b* 8ooden>
rubber> P;) blanAs.
;al0es s3all be stacAed on a
concrete surface on 8ooden
rafters1 8it3 8ooden planAs
on flanges.
-rease s3all be applied on
0al0e steel spindle and
flange faces of )! 4 $!
0al0es. ;al0es s3all be Aept
in uprig3t 8it3 spindle
up8ard and gate in closed
position.
$ll !! 0al0es s3all be stored
indoor 8it3out an*
preser0ati0e.
(.! P4ESE4@ATI6N 6- 9EAT
EX*9ANGE4SC
*6NDENSE4SC
*66LE4SF
(.!.1 undlesF
)! 4 $! tube bundles s3all
be stored suitabl* co0ered
on 8ooden rafters. 5il
preser0ation spra* on tube
e6tended surface s3all be
done once in a *ear. Tube
s3eets s3all be greased
properl* and co0ered 8it3
8ooden boards.
)! 4 $! tube bundles can
also be stored in 8ooden
bo6es 8it3 tarpaulin co0er
on top.
Tube bundles of brass>
stainless steel and 3ig3 allo*
steel s3all be stored on
8ooden rafters 8it3 proper
co0ers. !pecial care needs
to be taAen for !! bundle to
a0oid c3loride attacA. =o
preser0ati0e is needed for
t3ese bundles.
(.!.2 TubesF
$ll t3e e6c3anger>
condenser tubes s3all be
stored indoor on steel racAs.
)! and allo* steel tubes
s3all be coated 8it3 oil
preser0ati0e or blacA
bitu#inous paint 83ereas
brass> stainless steel tubes
do not re/uire an*
preser0ati0e. Tubes #a* be
pro0ided 8it3 tig3tl* fitted
2&PE> P;) end caps.
(.!.! T&,e S%eetsD
)! and allo* steel tube
s3eets s3all be stored indoor
on 8ooden rafters 8it3
grease applied on it. rass>
!! tube s3eets s3all be
stored indoor 8it3out an*
preser0ati0e.
(.( P4ESE4@ATI6N 6-
PLATESD
)! plates can be stored in a
sloping fas3ion on 8ooden
rafters in bunc3es Aeeping
Page 1"" of 183
sufficient clearance fro# t3e
ground. Top1 botto# and
side surface of t3e bunc3 (of
sa#e siDe) co#ing in
contact 8it3 at#osp3ere
s3ould be coated 8it3
preser0ati0e oil>grease>
paint.
$llo* !teel> !tainless steel
plates #a* be stored indoor.
=o preser0ati0e is re/uired
for t3ese plates.
(.) P4ESE4@ATI6N 6-
ST4U*TU4AL STEELD
!tructural steel s3all be
positioned in a 8a* to allo8
self?draining. !tructural steel
s3ould not be in contact 8it3
soil during preser0ation.
(.6 P4ESE4@ATI6N 6-
*6LUMN T4A8S 1
-ITTINGSD
T3ese s3all be stored
indoor. )!>$! fittings s3all
be Aept after a spra* of oil
preser0ati0es. !tainless
steel parts s3all be Aept as it
is.
(. P4ESE4@ATI6N 6-
@ESSEL 1 EX*9ANGE4
S9ELLD
)losed 0essel s3all be Aept
on t3eir steel supports. 7n
absence of steel support1
8ooden saddles s3all be
used. ;essel s3all be
painted e6ternall* 8it3 Jinc
56ide pri#er. Preser0ati0e
oil spra* s3all be done on
internal surface. Flanged
faces s3all be greased and
co0ered 8it3 8ooden
boards. $ll t3e noDDles s3all
be suitabl* co0ered so t3at
rain8ater 8ill not ingress.
(.' P4ESE4@ATI6N 6-
4E-4A*T648
(.'.1 4ef#acto#" 7#ic0sD
Refractor* bricAs s3all be
stored indoors in a dr* s3ed.
T3e storage s3ed s3all be at
a 8ell?drained location. 7n
stacAing1 t3e bricAs s3all be
stacAed on edge 8it3 lat3s
in 3oriDontal :oints.
(.'.2 4ef#acto#" *asta,lesD
)astables s3all be Aept in
dr* storage and protected
fro# rains and #oisture. T3e
stacAing of castables s3all
start appro6i#atel* 1% c#s
abo0e t3e concrete floor
83ic3 itself s3all be
sufficientl* abo0e ground
le0el. 7f t3e floor is not dr*
ensure storage of bags
abo0e t3e da#p floor b*
pro0iding ti#ber boards on
bricAs1 planAs or an* ot3er
suitable de0ice.
ags of castables s3all be
stacAed at least 3+ c# a8a*
fro# t3e 8alls to ensure t3at
t3e* s3all not co#e in
contact 8it3 8alls1 83ic3
#a* be da#p. 7n 0er* large
s3eds1 bags s3all be
co0ered 8it3 plastic s3eets.
(./ P4ESE4@ATI6N 6-
SPA4E PA4TS 6- PUMPS
AND 4E*IP46*ATING
*6MP4ESS64SD
Preser0ation s3ould be
carried out in accordance to
Para "." of 57!&?!T&?12(
Page 1"% of 183
(.10 P4ESE4@ATI6N 6- ANTI=
-4I*TI6N 7EA4INGSD
Preser0ation s3ould be
carried out in accordance to
Para ".% of 57!&?!T&?12(
(.11 P4ESE4@ATI6NC
4EP4ESE4@ATI6N 6-
*6MP6NENTS 6-
*ENT4I-UGAL
*6MP4ESS64 C STEAM
TU47INE C GAS TU47INE C
DIESEL ENGINE
(.11.1 4oto#D =
Preser0ation> Re?
preser0ation of rotor s3ould
be carried out in accordance
to Para ".3 of 57!&?!T&?
12(.
(.11.2 *asingD=
)asing surface to be
spra*ed 8it3 suitable rust
pre0enti0e oil. To t3e e6tent
possible t3e parting planes
of t3e casing s3all be Aept
on top. 7f t3is is not possible
and if t3e casing is re/uired
to be Aept in t3e in0erted
position1 t3e parting planes
s3all be Aept on dr* 8ooden
bea#s. To a0oid rusting of
t3e contact area bet8een
t3e casing parting plane and
t3e 8ooden bea#s1 rubber
pads or grease> oil
i##ersed felt s3all be Aept.
(.11.! Eo&#nal 7ea#ingsA T%#&st
7ea#ingsA 6il Seals An$
*o&plingsD
T3ese s#all spare parts
83ic3 are to under go forced
lubrication1 s3ould be
protected b* coating 8it3
suitable grease and
8rapped in 8ater proof
plastic paper> ;)7 paper.
".11." )ranA case>)onnecting
rods> pistons>liners and
ot3er co#ponents to be
stored in a co0ered s3ed
preferabl* 8it3 a coating of
anticorrosi0e paint. $ll s3aft
connecting rods s3all be
pro0ided 8it3 proper
8ooden supports.
(.12 P4ESE4@ATI6N
P46*EDU4E -64
E2UIPMENT N6T
INSTALLEDC BEPT AT
ST64E.
W3en t3e Reciprocating
)o#pressor is not installed
at site and liAel* to be Aept
idle #ore t3an si6 #ont3s.
a) 7nspect t3e )ranA case co0er to
c3ecA t3e condition of cranA
s3aft1 connecting rod and ot3er
co#ponents. $fter cleaning
t3e# t3oroug3l* flus3 and drain
t3e )ranAcase b* filling suitable
preser0ati0e oil and t3en fill t3e
sa#e oil upto t3e )ranA )ase
oil le0el.
b) 5pen t3e inspection co0er to
c3ecA t3e condition of piston
rod1 rod nut1 cross 3ead1 etc
and after cleaning t3ese are to
be coated 8it3 rust protecti0e
la*ers. )lose t3e cranA case
co0er to pre0ent t3e entr* of
dirt> dust and #oisture.
c) !uction and &isc3arge 0al0es1
piston rod pressure pacAing
rings s3ould be taAen out and
cleaned t3oroug3l* b* so#e
sol0ent and t3en coat t3e# 8it3
Page 1"( of 183
so#e rust pre0enti0e oil and
8rap t3en in pol*t3ene pacA
and s3ould be Aept separatel*.
d) $ll piping connections and
openings s3ould be carefull*
plugged1 blinded.
e) ,ubricated c*linders s3ould be
lubricated b* #anuall* turning
t3e force feed lubricator1 83ic3
s3ould be Aept filled up 8it3
suitable preser0ati0e oil.
W3ere0er t3e force feed
lubricators are not a0ailable
appl* suitable preser0ati0e oil
inside t3e c*linder surfaces.
f) For non?lubricated c*linders1
Aeep sufficient de3*drating
agents suc3 as silica gel inside
t3e c*linder and close all t3e
openings tig3tl*. )3ecA t3e
effecti0eness of t3e de3*drating
agent periodicall*.
g) T3e barring of t3e co#pressor
to be done at least once in t3ree
#ont3s.
W3en t3e oil free scre8 air
co#pressor is not
co##issioned and Aept idle for
#ore t3an fi0e #ont3s.
a) Rene8 t3e dr*ing agent suc3 as
silica gel placed in t3e inter
cooler #oisture trap
i##ediatel* upon receipt of t3e
co#pressor at site
b) Rene8 t3e dr*ing agent suc3 as
silica gel Aept in t3e inter cooler
#oisture trap once in e0er* 3
#ont3s
c) !tore t3e co#pressor units
indoors in a dr* space
d) Ensure t3at t3ere is absolutel*
no 8ater in t3e crate1 on an*
plastic co0er1 or an* 83ere
along t3e canop* or t3e base
fra#e of t3e unit
e) 7nstall a #otor dri0en special
lube oil pu#p of s#all capacit*
capable of de0eloping t3e
#a6i#u# operating pressure of
t3e #ain oil pu#p of t3e
co#pressor 8it3 suction of t3e
pu#p connected to t3e oil su#p
drain point and t3e disc3arge of
t3e pu#p connected to t3e
upstrea# of t3e lube oil filter.
f) Fill t3e lubricating circuit 8it3 a
rust in3ibiting oil.
g) Run t3e special oil pu#p for 1%
#inutes. W3ile t3e oil
circulates1 turn t3e co#pressor
coupling b* 3and. T3e silica gel
Aept in t3e inter cooler #oisture
trap is to be re#o0ed before
starting t3e lube oil pu#p. $fter
lubrication insert ne8 silica gel.
3) Repeat t3e procedure
#entioned in (g) abo0e once in
si6 #ont3s
).0 4E-E4EN*ES
$i% #&' (uide for 'nspection of
)efinery *quip+ent ,
-hapter ./''' 0 &rotection
of 'dle *quip+ent.
$ii% N#-* 1tandard 0 )& , 21
0 32 ,
&rotection of #ustenitic
1tainless 1teel in
)efineries against 1tress
-orrosion -rac4ing by 5se
of Neutrali6ing 1olutions
7uring 1hut 7own.
Page 1"7 of 183
$iii% #18* Boiler 9
&ressure /essel -ode:
1ec /'' 0 )eco++ended
)ules for care of &ower
Boilers.
$iv% ;he &reservation of
*quip+ent and &iping
1tanding 'dle 0 7*& 0
32.12.32.11 0 (*N of
1hell (roup.
$v% <'17,1;7,12" 0
1pecific 8aintenance
&ractices for )otating
*quip+ent.
$vi% <'17,1;7,1" 0
&reservation of 'dle
*lectrical *quip+ent.
Page 1"8 of 183
ANNEXU4E I
*6MM6NL8 USED P4ESE4@ATI@ES
I. 6IL P4ESE4@ATI@ESD -enerall*1 it is a lubricating oil of
0iscosit* !$E 3+1 co#pounded 8it3
in3ibitor and 8etting agent. 7t #a* be
applied b* brus3ing1 splas3ing or
spra*ing. 7n absence of an* oil
preser0ati0es1 spent lubricating oil can
also be used in e6igenc*.
II. G4EASE P4ESE4@ATI@ED 7t is an asp3altic> petroleu# t*pe base
cutbacA 8it3 sol0ent. 7t lea0es a greas*
fil# t3at can be easil* re#o0ed b* a
petroleu# sol0ent. 7t #a* be applied b*
brus3ing or dipping.
III. PAINTSF itu#inous anti corrosi0e paints
#anufactured b* 0arious reputed
#anufacturers can be used. 7t is applied
b* brus3ing or spra*ing.
I@. :4APPINGD Water proof 8rapping papers #a* also
be used. Papers coated 8it3 0olatile
corrosion in3ibitor (;)7 paper) are
a0ailable and 3a0e got longer life.
Page 1"' of 183
Anne5&#e ? III
DIMENSI6NS 6- SEAMLESS AND :ELDED STEEL PIPE AS PE4 ANSI 7!6.10 an$ 7!'.1/
Meas&#e
+ent in
No+inal
pipe
siIe
6&t
si$e $ia
Sc%e
$)sJ
Sc%
10)J
Sc%
10
Sc%
20
Sc%
!0
Stan$
an$ t
;(6.S<
Sc%
(0
Sc%
60
E5t#a
st#ong
Sc%
'0
Sc%
100
Sc%
120
Sc%.
1(0
Sc%.
160
XX
st#ong
7nc3 1>8C +."+% ? +.+"' ? ? ? +.+(8 +.+(8 ? +.+'% +.+'% ? ? ? ? ?
## 3 1+.287 ? 1.2"% ? ? ? 1.727 1.727 ? 2."13 2."13 ? ? ? ? ?
7nc3 KC +.%"+ ? +.+(% ? ? ? +.+88 +.+88 ? +.11' +.11' ? ? ? ? ?
## ( 13.71( ? 1.(%1 ? ? ? 2.23% 2.23% ? 3.+23 3.+23 ? ? ? ? ?
7nc3 3>8C +.(7% ? +.+(% ? ? ? +.+'1 +.+'1 ? +.12( +.12( ? ? ? ? ?
## 1+ 17.1"% ? 1.(%1 ? ? ? 2.311 2.311 ? 3.2++ 3.2++ ? ? ? ? ?
7nc3 HC +.8"+ +.+(% +.+83 ? ? ? +.1+' +.1+' ? +.1"1 +.1"7 ? ? ? +.188 +.2'"
## 1% 21.33( 1.(%1 2.1+8 ? ? ? 2.7(' 2.7(' ? 3.73" 3.73" ? ? ? ".77% 7."(8
7nc3 ZC 1.+%+ +.+(% +.+83 ? ? ? +.113 +.113 ? +.1%" +.1%" ? ? ? +.21' +.3+8
## 2+ 2(.(7+ 1.(%1 2.1+8 ? ? ? 2.87+ 2.87+ ? 3.'12 3.'12 ? ? ? %.%(3 '.+'3
7nc3 1C 1.31% +.+(% +.1+' ? ? ? +.1"+ +.1"+ ? +.1'1 +.1'1 ? ? ? +.2%+ +.3%8
## 2% 33."+1 1.(%1 2.7(' ? ? ? 3.%%( 3.%%( ? ".8%1 ".8%1 ? ? ? (.3%+ '.+'3
7nc3 1? 1>"C 1.((+ +.+(% +.1+' ? ? ? +.1"+ +.1"+ ? +.1'1 +.1'1 ? ? ? +.2%+ +.382
## 32 "2.1(" 1.(%1 2.7(' ? ? ? 3.%%( 3.%%( ? ".8%1 ".8%1 ? ? ? (.3%+ '.7+3
7nc3 1?1>2C 1.'++ +.+(% +.1+' ? ? ? +.1"% +.1"% ? +.2++ +.2++ ? ? ? +.281 +."++
.# "+ "8.2(+ 1.(%1 2.7(' ? ? ? 3.(83 3.(83 ? %.+8+ %.+8+ ? ? ? 7.137 1+.1(+
7nc3 2C 3.37% +.+(% +.1+' ? ? ? +.1%" +.1%" ? +.218 +.218 ? ? ? +.3"" +."3(
.# %+ (+.32% 1.(%1 2.7(' ? ? ? 3.'12 3.'12 ? %.%37 %.%37 ? ? ? 8.738 11.+7"
7nc3 2?1>2C 2.87% +.+83 +.12+ ? ? ? +.2+3 +.2+3 ? +.27( +.27( ? ? ? +.37% +.%%2
.# (% 73.+2% 2.1+8 3.+"8 ? ? ? %.1%( %.1%( ? 7.+1+ 7.+1+ ? ? ? '.%2% 1".+21
7nc3 3C 3.%++ +.+83 +.12+ ? ? ? +.21( +.21( ? +.3++ +.3++ ? ? ? +."38 +.(++
## 8+ 88.'++ 2.1+8 3.+"8 ? ? ? %."8( %."8( ? 7(2+ 7(2+ ? ? ? 11.12% 1%.2"+
7nc3 3?1>2C ".+++ +.+83 +.12+ ? ? ? +.22( +.22( ? +.318 +.318 ? ? ? ? ?
## '+ 1+1.(++ 2.1+8 3.+"8 ? ? ? %.7"+ %.7"+ ? 8.+77 8.+77 ? ? ? ? ?
7nc3 "C ".%++ +.+83 +.12+ ? ? ? +.237 +.237 ? +.337 +.337 ? +."38 ? +.%31 +.(7"
## 1++ 11".3++ 2.1+8 3.+"8 ? ? ? (.+2+ (.+2+ ? 8.%(+ 8.%(+ ? 11.12
%
? 13."87 17.12+
7nc3 %C %.%(3 +.1+' +.13" ? ? ? +.2%8 +.2%8 ? +.37% +.37% ? +.%++ ? +.(2% +.7%+
## 12% 1"1.3++ 2.7(' 3."+" ? ? ? (.%%3 (.%%3 ? '.%2% '.%2% ? 12.7+
+
? 1%.87% 1'.+%+
7nc3 (C (.(2% +.1+' +.133 ? ? ? +.28+ +.28+ ? +."32 +."32 ? +.%(2 ? +.71' +.8("
## 1%+ 1(8.27% 2.7(' 3."+" ? ? ? 7.112 7.112 ? 1+.'73 1+.'73 ? 1".27
%
? 18.2(3 21.'"(
7nc3 8C 8.(2% +.1+' +.1"8 ? +.2%+ +.277 +.322 +.322 +."+( +.%++ +.%++ +.%'" +.71' +.812 +.'+( +.87%
## 2++ 21'.+7% 2.7(' 3.7%' ? (.3%+ 7.+3( 8.17' 8.17' 1+.312 12.7++ 12.7++ 1%.+88
18.2(3
2+.(2% 23.+12 22.22%
7nc3 1+C 1+.7%+ +.13" +.1(% ? +.2%+ +.3+7 +.3(% +.3(% +.%++ +.%++ +.%'" +.71' +.8"" 1.+++ 1.12% 1.+++
Page 1%+ of 183
Meas&#e
+ent in
No+inal
pipe
siIe
6&t
si$e $ia
Sc%e
$)sJ
Sc%
10)J
Sc%
10
Sc%
20
Sc%
!0
Stan$
an$ t
;(6.S<
Sc%
(0
Sc%
60
E5t#a
st#ong
Sc%
'0
Sc%
100
Sc%
120
Sc%.
1(0
Sc%.
160
XX
st#ong
## 2%+ 273.+%+ 3."+" ".1'1 ? (.3%+ 7.7'8 '.271 '.271 12.7++ 12.7++ 1%.+88 18.2(3 21."3
8
2%."++ 28.%7% 2%."++
nc3 12C 12.7%+ +.1%( +.18+ ? +.2%+ +.33+ +.37% +."+( +.%(2 +.%++ +.(88 +.8"" 1.+++ 1.12% 1.312 1.+++
## 3++ 323.8%+ 3.'(2 ".%72 ? (.3%+ 8.382 '.%2% 1+.312 1".27% 12.7++ 17."7% 21."38 2%."+
+
28.%7% 33.32% 2%."+3
7nc3 1"C 1".+++ +.1%( +.188 +.2%+ +.312 +.37% +.37% +."38 +.%'" +.%++ +.7%+ +.'38 1.+'" 1.2%+ 1."+( ?
## 3%+ 3%%.(++ 3.'(2 ".77% (.3%+ 7.'2% '.%2% '.%2% 11.12% 1%.+88 12.7++ 1'.+%+ 23.82% 27.78
8
31.7%+ 3%.712 ?
7nc3 1(C 1(.+++ +.1(% +.188 +.2%+ +.312 +.37% +.37% +.%++ +.(%( +.%++ +.8"" 1.+31 1.21' 1."38 1.%'" ?
## "++ "+(."++ ".1'1 ".77% (.3%+ 7.'2% '.%2% '.%2% 12.7++ 1(.((2 12.7++ 21."38 2(.187 3+.'(
3
3(.%2% "+."88 ?
7nc3 18C 18.+++ +.1(% +.188 +.2%+ +.312 +."38 +.37% +.%(2 +.7%+ +.%++ +.'38 1.1%( 1.37% 1.%(2 1.781 ?
## "%+ "%7.2++ ".1'1 ".77% (.3%+ 7.'2% 11.12% '.%2% 1".27% 1'.+%+ 12.7++ 23.82% 2'.3(2 3".'2
%
3'.(7% "%.237 ?
7nc3 2+C 2+.+++ +.188 +.218 +.2%+ +.37% +.%++ +.37% +.%'" +.812 +.%++ 1.+31 1.281 1.%++ 1.7%+ 1.'(' ?
## %++ %+8.8++ ".77% %.%37 (.3%+ '.%2% 12.7++ '.%2% 1%.+88 2+.(2% 12.7++ 2(.187 32.%37 38.1+
+
""."%+ %+.+13 ?
7nc3 22C 22.+++ +.188 +.218 +.2%+ +.37% +.%++ +.37% ? +.87% +.%++ 1.12% 1.37% 1.(2% 1.87% 2.12% ?
## %%+ %28.8++ ".77% %.%37 (.3%+ '.%2% 12.7++ '.%2% ? 22.22% 12.7++ 28.%7% 3".'2% "1.27
%
"7.(2% %3.'7% ?
7nc3 2"C 2".+++ +.218 +.2%+ +.2%+ +.37% +.%(2 +.37% +.(88 +.'(' +.%++ 1.21' 1.%31 1.812 2.+(2 2.3"" ?
## (++ (+'.(++ %.%37 (.3%+ (.3%+ '.%2% 1".27% '.%2% 17."7% 2".(13 12.7++ 3+.'(3 38.88% "(.+2
%
%2.37% %'.%38 ?
7nc3 2(C 2(.+++ ? ? +.312 +.%++ ? +.37% ? ? +.%++ ? ? ? ? ? ?
## (%+ ((+."++ ? ? 7.'2% 12.7++ ? '.%2% ? ? 12.7++ ? ? ? ? ? ?
7nc3 28C 28.+++ ? ? +.312 +.%++ +.(2% +.37% ? ? +.%++ ? ? ? ? ? ?
## 7++ 711.2++ ? ? 7.'2% 12.7++ 1%.87% '.%2% ? ? 12.7++ ? ? ? ? ? ?
7nc3 3+C 3+.+++ +.2%+ +.312 +.312 +.%++ +.(2% +.37% ? ? +.%++ ? ? ? ? ? ?
## 7%+ 7(2.+++ (.3%+ 7.'2% 7.'2% 12.7++ 1%.87% '.%2% ? ? 12.7++ ? ? ? ? ? ?
7nc3 32C 32.+++ ? ? +.312 +.%++ +.(2% +.37% ? ? +.%++ ? ? ? ? ? ?
## 8++ 812.8++ ? ? 7.'2% 12.7++ 1%.87% '.%2% ? ? 12.7++ ? ? ? ? ? ?
7nc3 3"C 3".+++ ? ? +.312 +.%++ +.(2% +.37% ? ? +.%++ ? ? ? ? ? ?
## 8%+ 8(3.(++ ? ? 7.'2% 12.7++ 1%.87% '.%2% ? ? 12.7++ ? ? ? ? ? ?
7nc3 3(C 3(.+++ ? ? +.312 +.%++ +.(2% +.37% +.7%+ ? +.%++ ? ? ? ? ? ?
## '++ '1"."++ ? ? 7.'2% 12.7++ 1%.87% '.%2% 1'.+%+ ? 12.7++ ? ? ? ? ? ?
Page 1%1 of 183
$nne6ure < 7;
E2UI@ALENTS SPE*I-I*ATI6NS 6- ASTM T6 74ITIS9A -4EN*9A GE4MANA ITALIAN AND S:EDIS9 STANDA4DS
1 2 3 " % ( 7 8
.$TER7$, @.!. !PE)7F7)$T75=! R7T7!2 FRE=)2 -ER.$= 7T$,7$= !WE&7!2 =5TE!
$
P
7
%
,
!ea#less !. 3(+1 -$P$;E "11 &7= 1(2' $/ 3% @=7 ((3) !7! 1233?+% 112
-rade $ 2F! 22 or )&! 22 $ 37) !t 3% $/ "% @=7 ((3) !is 1"3"?+% 31"
-rade 2F! 27 or )&! 27 $ "2 ) !t "%
)arbon steel
line pipe
Electric resistance 8elded s 3(+1 ^. &7= 1(2%
-rade $ ERW 22 ^. latt 3st 3"?2>Electric ^. !7! 1233?+( "%
-rade ERW 27 ^. latt "st 37?2> resistance
8elded
^. !7! 1"3"?+(
Electric fusion 8elded ! 3(+1 (&ouble
8elded)
^. &7= 1(2( ^. ^.
-rade $ EFW 22 ^. latt 3st 3"?2> Fusion ^. ^. 21"
-rade EFW 27 ^. latt " st 37?2> 8elded ^. ^. %
Furnace butt ! 3(+1 ^. &7= 1(2( ^.
Welded W 22 ^. latt 3 st 3"?2 Furnace butt
8elded
^. ^.
$
!
T
.
$
%
3
!ea#less !1 3(+1 -apa0e "11 &in 1(2' $/3% @ni ((3) !7! 1233?+% 112
-rade $ 2F! 22 or )&! 22 $ 37 ) !t 3% $/"% @ni ((3) !7! 1"3"?+% 31"
-rade 2F! 22 or )&! 22 $ "2 ) !t "%
Electric resistance 8elded ! 3(+1 ^. &in 1(2( latt 3 ^. ^.
)arbon steel
pipe
-rade $ ERW 22 ^. !t 3"?2 Electric ^. ^. "
-rade ERW 27 ^. !t 37?2 Resistance
8elded
^. ^.
Furnace butt ! 3(+1 ^. &in 1(2( latt 3 ^. ^.
Welded ! 22 ^. !t 3"?2 Furnace butt 8elded ???? ????
)arbon steel
boiler tube1
sea#less
$!T. $83 ! 3+%'>1 or 2 -apa0e 211 &in 1(2' ^. ^. "
$ 37 ) !t 3% ^. ^.
!ilicon?Ailled carbon
steel pipe for 3ig3
te#perature !er0ice
$!T. $ 1+( ! 3(+2 )apa0e "21 &in 1717
-rade $ 2F! 23 $ 37 ) !t 3%.8 $/3% @ni ((3) !7! 123"?+% 213
-rade 2F! 27 $ "2 ) !t "%.8 $/"% @ni ((3) !7! 1"3%?+% "1(
-rade ) 2F! 3% $ "8 ) ^^^^^^^^^. ^. ^. )ontd.
Page 1%2 of 183
1 2 3 " % ( 7 8
.$TER7$, @.!. !PE)7F7)$T75=! R7T7!2 FRE=)2 -ER.$= 7T$,7$= !WE&7!2 =5TE!
Electric fusion 8elded
steel pipe
$!T. $ 13" ! 3(+1 EFW ^. &in 1(2( latt 2 Electric
furion 8elded
^. ^. 21"
Electric resistance $!T. $ 13% ! 3(+1 ^. &in 1(2( latt 3 ^.
8elded steel pipe -rade $ ERW 22 ^. &in 3"?
2
Electric resis? ^. !7! 1233?+( "
-rade ERW 27 ^. !t 37?2 tance 8elded ^. !7! 1"3"?+(
Electric fusion 8elded $!T. $ 13' ! 3(+1 ^. &in 1(2( latt 2 ^. ^.
steel pipe -rade $ EFW 22 ^. !t 37 ^. ^. 21"
-rade EFW 27 ^. !t "2 ^. ^.
Electric fusion 8elded
pipe for 3ig3
te#perature ser0ice
$!T. $ 1%% ^. ^. &in 1(2( latt 3#it
)lass 2 ^. $bna3#eDeugnis ) ^. ^.
) "% ^. ^. !t 3"?2 ^. ^.
) %+ ^. ^. !t 37?2 ^. ^.
) %% !. 3(+2 EFW 28 ^. !t "2?2 ^. ^.
O) %% ^. ^. !t "2?2 !i?Ailled ^. ^. 21"
O) (+ !. 3(+2 EFW 28! ^. !t "2?2 !i?Ailled ^. ^. 718
O) (% ^. ^. !t %2?3 ^. ^.
O) 7+ ^. ^. !t %2?3 ^. ^.
W!= &esignation
$!T. $ 312 ! 3(+% ^. "3+1 ^. ^.
TP 3+" -rade 8+1 ^. ^. U%)r=i18' U 8)=1'1+ !7! 2333?+2
TP 3+"2 -rade 811 ^. "3+( ^. ^. ^.
TP 3+", -rade 8+1, ^. "8"1 U2 )r=i18' U3)=1'11 !7! 23%2?+2
TP 31+ -rade 8+% ^. ""+1.""3( U1%)r=i!i2%2+ 2%)= 2%2+ !7! 23(1?+2
TP 31( -rade 8"% ^. ^. U%)r=i.o181+ U8)=&1712 !7! 23"3?+2
$ustenitic stainless
steel pipe
TP 31(2 -rade 8%% ^. ""+" ^. ^. ^.
TP 31(, -rade 8"%, ^. ^. U2)r=i.o 181+ ^. !7! 23%3?+2
TP 317 -rade 8"( ^. "%"1 ^. ^. ^.
TP 321 -rade 822 Ti ^. ^. U1+)r=iTi18' U8)=T181+ !7! 2337?+2
TP 3212 -rade 832 Ti ^. "%%+ ^. ^. ^.
TP 3"7 -rade 822 =b ^. ^. U1+)r=i=b18.' U8)==b1811 !7! 2338?+2
TP 3"72 -rade 822 =b ^. ^. ^. ^. ^.
Pipe for lo8
te#perature ser0ice
$!T. $333 ! 3(+3 ^. W!= &esignation
-rade 1 27 ,T %+ ^. +"37 !EW(8+TT!t"1 ^. ^. '
-rade 3 %+3 ,T 1++ ^. %(37 ^. 1+=i 1" ^. ^. )ontd..
^. ^. -apa0e 222 ^. ^. ^.
^. ^. $fnor 1%+3 &in 1717% 1%.o3 ^. !7! 2'12?+%
Page 1%3 of 183
1 2 3 " % ( 7 8
.$TER7$, @.!. !PE)7F7)$T75=! R7T7!2 FRE=)2 -ER.$= 7T$,7$= !WE&7!2 =5TE!
$
!
T
.
$
3
3
%
!
3
(
+
"
!a#ples ferritic allo*
pipe for ele0ated
te#perature tube
ser0ice
P1 ^. ^. W!=%"23 1(.o% ^. ^.
P2 ^. $fnor1%)&2?+% ^. ^. ^.
P12 2F(2+ or )& (2+ ^. &in1717% 13)r.o"" ^. !7! 221(?+%
P11 2F(21 or )& (21 $fnor 1+)&%?
+%
^. ^. ^.
P22 2F(22 or )& (22 $fnor 1+)&'?
1+
&7=1717% 13)r.o"" ^. !7!221(?+%
$
!
T
.
2
"
1
P% 2F(2% or )& (2% ^. ^. ^. ^.
P' ^. $fnor J1+)&' ^. ^. !7!22+3?+%
$lu#iniu# allo* pipe 3+3 3112 ^. ^. &in 17"( $1 .nF1+ ^. ^.
%1%" 2112 ! 1"71=T% or ^. &in 17"( $1 .g3F18 ^. ^.
! 1"7"=T% ^.
(+(1 T( ! 1"71 2T
2+WP
&in 17"( $1 .g!i 1F32 ^. ^.
NotesD
1. For pipe fabricated to $!$ 31.3 steel s3ould be specified to be open 3eart31 electric furnace or basic o6*gen. $lternati0el*1
T3o#as steel is acceptable if full* Ailled or if it #eets t3e follo8ing co#position re/uire#entsF
! +.+%E #a61 P +.+%E #a61 = +.++'E #a6.
2. Ra##ing steel is not acceptable for sea#less or fusion 8elded pipe.
3. $nal*sis and test certificates are re/uired.
(. $bo0e (%+
+
F use #ec3anical properties /uoted in t3e appropriate national standard as a basis for design in critical applications.
%. For ritis3 and !8edis3 standard 8elded pipe supplied as e/ui0alent to $P7 %, -rade specif*F BWelded sea#s to be non?
destructi0el* tested in accordance 8it3 para. 11.% and 11.( of $P7 %,. &in 1(2( latt " alread* re/uires an e/ui0alent degree of
testing.
(. !pecif* B!ilicon?AilledC for -apa0e "211 &in 1717% and @=7 ((3.
. $bo0e 1+++
+
F use #ec3anical properties accepted be t3e national code?8riting bod* as a basis for design in critical
applications.
8. &in 1(2( latt " #a* be used as e/ui0alent to $!T. $ 1%% )lass 1.
'. !EW L !ta3l < Eisen WerAstoffblatt.
Page 1%" of 183
$nne6ure <;
*o++on Paint *olo&# *o$e fo# XXX 4efine#ies
S*6PE
T3is specification co0ers t3e re/uire#ent of colour sc3e#e for t3e
identification of t3e contents of t3e pipelines carr*ing fluids1 storage
tanAs and e/uip#ent in UUU refineries and petroc3e#ical installations.
T3e follo8ing colour coding s*ste# 3as been #ade based on
international standards liAe $!.E> $=!71 ! and 7ndian !tandard 4
UUUGs e6isting standard colour coding.
IDENTI-I*ATI6N
T3e s*ste# of colour coding consists of a ground colour and secondar*
colour bands superi#posed o0er t3e ground colour. T3e ground colour
identifies t3e basic nature of t3e ser0ice and secondar* colour band
o0er t3e ground colour distinguis3es t3e particular ser0ice. T3e ground
colour s3all be applied o0er t3e entire lengt3 of t3e un?insulated pipes.
For insulated lines ground colour s3all be pro0ided as per specified
lengt3 and inter0al to identif* t3e basic nature of ser0ice and secondar*
colour bands to be painted on t3ese specified lengt3 to identif* t3e
particular ser0ice. $bo0e colour code is applicable for bot3 unit and
offsite pipelines.
T3e follo8ing ground colour designation for identification of basic
classification of 0arious i#portant ser0ices s3all be follo8edF
Post 5ffice Red ? Fire protection #aterials
5ff W3ite> $lu#iniu# ? !tea# (all pressures)
)anar* Rello8 ? )3e#icals and dangerous #aterials
&arA $d#iralt* -re* ? )rude oil1 lube oil
5range ? ;olatile petroleu# products (#otor
spirit and lig3ter)
56ide red ? =on?0olatile petroleu# products
(Aerosene and 3ea0ier1 including 8a6*
distillates and diesel1 gas oil)
lacA ? Residual oils1 still botto#s1 slop oils
and asp3alts1 fuel oil
!A* blue ? Water (all purities and te#peratures)
!ea green ? $ir and its co#ponents and Freon
!econdar* coloursF T3e narro8 bands presenting t3e secondar* colour 83ic3
identifies t3e specific ser0ice1 #a* be applied b* painting or preferabl*
b* use of ad3esi0e plastic tapes of t3e specific colour.
Page 1%% of 183
*6L6U4 7ANDS AND IDENTI-I*ATI6N LETTE4ING
T3e follo8ing specifications of colour bands s3all be follo8ed for identif*ing
t3e piping contents1 siDe and location of bands 4 letters. T3e band8idt3
and siDe of letters in legends 8ill depend to so#e e6tent upon t3e pipe
dia#eter. Eit3er 83ite or blacA letters are selected to pro0ide #a6i#u#
contrast to t3e band colour. ands usuall* are %+ ## 8ide and
regardless of band 8idt31 are spaced 2% ## apart 83en t8o bands are
e#plo*ed
Table 1.+F )olour bands and siDe of lettering for pipingF
6&tsi$e $ia+ete# of pipe
o# co>e#ing in ++
:i$t% of colo&#
,an$s in ++
SiIe of legen$
lette#s in ++
1' to 32 2++ 13
38 to %1 2++ 1'
(" to 1%+ 3++ 32
2++ to 2%+ (++ ("
50er 2%+ 8++ 8'
7n addition1 ground colour as per specified lengt3 s3ould be pro0ided
on insulated piping for eas* identification of nature of fluid1 on 83ic3
t3e colour bands s3ould be painted for identification of eac3 ser0ice.
T3e lengt3 of t3e ground colour s3ould be 3 ti#es t3e 8idt3 of nor#al
band or 2 #eters1 83ic3e0er is suitable depending on t3e lengt3 of t3e
pipe.
!iDe of letters stenciled> 8ritten for e/uip#ent s3all be as gi0en belo8F
)olu#n and 0essel F 1%+ ## (2eig3t)
Pu#p1 co#pressor and ot3er #ac3iner* F %+ ## (2eig3t)
7n addition1 t3e contents of t3e pipe and>or direction of flo8 #a* be
furt3er indicated b* arro8s and legend. 7f a 3aDard is in0ol0ed it #ust
be identified clearl* b* legend.
)olour bandsF T3e location and siDe of bands1 as reco##ended1 83en used1
s3all be applied to t3e pipe.
- 5n bot3 sides of t3e 0al0es1 tees and ot3er fittings of i#portance.
- W3ere t3e pipe enters and e#erges fro# 8alls and 83ere it
e#erges fro# road 4 8alA8a* o0erpasses1 unit batter* li#its.
- $t unifor# inter0als along long sections of t3e pipe.
- $d:acent to tanAs1 0essels1 and pu#ps.
For piping1 8riting of na#e of ser0ice and direction of flo8 for all t3e lines s3all
be done at follo8ing locationsF
Page 1%( of 183
3.1.1 5ffsite ,inesF ot3 sides of cul0erts1 an* one side of 8alA8a*s1 near
tanA d*Aes1 at tanA inlet>outlet points and suction> disc3arge of pu#ps>
co#pressors.
3.1.2 @nit ,inesF $t t3e batter* li#it1 suction> disc3arge of pu#ps>
co#pressors1 near 0essels1 colu#ns1 TanAs1 E6c3angers etc.
T3e letters 8ill be in blacA on pipes painted 8it3 lig3t s3ade colours and 83ite
on pipes painted 8it3 darA s3ade colours to gi0e good contrast.
5nl* 8riting of ser0ice na#e s3all be done on stainless steel lines.
Precautions s3ould be taAen 83ile painting b* using lo8 c3loride content
painting to a0oid an* da#age to t3e stainless steel pipes. 7t is preferable
to use ad3esi0e plastic tapes to protect stainless steel pipes.
)olour band specificationF
a) @nit $reaF ands at inter0als of (.+ #eters.
5ffsite $reaF ands at inter0als of 1+.+ #eters.
b) Eac3 pipe seg#ent 8ill 3a0e #ini#u# one band indication1
irrespecti0e of lengt3.
c) T3e bands s3all also be displa*ed near 8alA8a*s1 bot3 sides of
cul0erts1 tanAs d*Aes1 tanAs1 0essels1 suction and disc3arge of
pu#ps> co#pressors1 unit batter* li#it1 near 0al0es of line1 etc.
For allo* steel> stainless steel pipes and fittings in stores> fabrication *ard1
color band (.ini#u# HC 8ide) s3ould be applied along t3e co#plete
lengt3 of pipe1 bends> tees1 side?cur0ed surface (on t3icAness) of flanges
as 8ell as 0al0es as per t3e #etallurg*.
7n case of ca#ouflaging re/uire#ents of ci0il defence or an* ot3er locational
re/uire#ents1 t3e sa#e s3all be follo8ed accordingl*.
T3e specification for application of t3e co#plete Piping identification colour
code1 including base and bands colours1 are presented in t3e enclosed
table.
Page 1%7 of 183
4E*6MMENDED PAINT *6L6U4 *6DE
Sl. N6. SE4@I*E 4E*6MMENDED *6L6U4 *6DE *6L6U4
98D46*A476N LINES ;UNINSULATED<
1. )R@&E !5@R &arA $d. -re* 8it3 1 orange band
2. )R@&E !WEET &arA $d. -re* 8it3 1 red band
3. ,@E 57,! &arA ad#iralt* gre* 8it3 1 green band
". F,$RE ,7=E 2eat resistant $lu#iniu#
%. ,.P.-. 5range 8it3 1 o6ide red
(. PR5PR,E=E 5range 8it3 2 o6ford blue band
7. =$P2T2$ 5range 8it3 1 green band
8. ..!. 5range 8it3 1 darA ad. gre*
'. $;. -$!5,7=E ('( R5=)
5range 8it3 1 band eac3 of green1 83ite 4
red bands
1+. -$!5,7=E (regular1 leaded) 5range 8it3 1 blacA band
11. -$!5,7=E (Pre#iu#1 leaded) 5range 8it3 1 blue band
12. -$!5,7=E (W3ite) 5range 8it3 1 83ite band
Page 1%8 of 183
Sl. N6. SE4@I*E 4E*6MMENDED *6L6U4 *6DE *6L6U4
13. -$!5,7=E ($0iation 1++>13+) 5range 8it3 1 red band
1". -$!5,7=E ($0iation 11%>1"%) 5range 8it3 1 purple band
1%. =?PE=T$=E 5range 8it3 2 blue bands
1(. &7E!E, 57, (W3ite) 56ide red 8it3 1 83ite band
17. &7E!E, 57, (lacA) 56ide red 8it3 1 *ello8 band
18. OER5!E=E 56ide red 8it3 1 green band
1'. 2R.OER5 56ide red 8it3 2 green bands
2+. &7!@,F7&E 57, (EU?.ER5U) 56ide red 8it3 1 blacA band
21. ..T.5. 56ide red 8it3 3 green bands
22. &2PP$ 56ide red 8it3 2 83ite bands
23. F,@!27=- 57, 56ide red 8it3 2 blacA bands
2". ,$ F! 56ide red 8it3 2 darA $d. -re*
2%. ,$ R! 56ide red 8it3 3 darA $d. -re*
2(. ,$ (5ff. !pec.) 56ide red 8it3 1 lig3t gre*
27. =?P$R$FF7= 56ide red 8it3 1 blue band
Page 1%' of 183
Sl. N6. SE4@I*E 4E*6MMENDED *6L6U4 *6DE *6L6U4
28. 2E$;R $,OR,$TE 56ide red 8it3 1 red band
2'. ,5W &5W=1 ;$P5@R ,7=E 5ff W3ite > $lu#iniu# 8it3 1?ro8n band
3+. ,5W &5W= 5ff W3ite > $lu#iniu# 8it3 2 bro8n bands
31. $.T.F. ,eaf bro8n 8it3 1 83ite band
32. T5@,E=E ,eaf bro8n 8it3 1 *ello8 band
33. E=JE=E ,eaf bro8n 8it3 1 green band
3". ,$ PR5&@)T ,eaf bro8n 8it3 1 blue band
3%. F@E, 57, lacA 8it3 1 *ello8 band
3(. F@E, 57, (aro#atic ric3) lacA 8it3 2 *ello8 bands
37. $!P2$,T lacA 8it3 1 83ite band
38. !,5P 4 W$!TE 57,! lacA 8it3 1 orange band
3'. !,5P $R5.$T7) lacA 8it3 2 orange bands
*9EMI*AL LINES ;UNINSULATED<
"+. TR7?!5&7@. P25!P2$TE )anar* *ello8 8it3 1 0iolet band
Page 1(+ of 183
Sl. N6. SE4@I*E 4E*6MMENDED *6L6U4 *6DE *6L6U4
"1. )$@!T7) !5&$ )anar* *ello8 8it3 1 blacA band
"2. !5&7@. )2,5R7&E )anar* *ello8 8it3 1 83ite band
"3. $..5=7$ )anar* *ello8 8it3 1 blue band
"". )5RR5!75= 7=277T5R )anar* *ello8 8it3 1 $lu#iniu# band
"%. 2EU$.ET$ P25!P2$TE )anar* *ello8 8it3 2 blacA band
"(. $)7& ,7=E! -olden *ello8 8it3 1 red band
"7. R7)2 $.7=E )anar* *ello8 8it3 2 blue bands
"8. ,E$= $.7=E )anar* *ello8 8it3 3 blue bands
"'. !5,;E=T )anar* *ello8 8it3 1 green band
%+. ,)! )anar* *ello8 8it3 1 s#oAe gre*
:ATE4 LINES ;UNINSULATED<
%1. R$W W$TER !A* blue 8it3 1 blacA band
%2. 7=&@!TR7$, W$TER !A* blue 8it3 2 signal red bands
%3. TRE$TE& W$TER !A* blue 8it3 1 o6ide red band
Page 1(1 of 183
Sl. N6. SE4@I*E 4E*6MMENDED *6L6U4 *6DE *6L6U4
%". &R7=O7=- W$TER !A* blue 8it3 1 green band
%%. )55,7=- W$TER !A* blue 8it3 1 lig3t bro8n band
%(. !ER;7)E W$TER !A* blue 8it3 1 signal red band
%7. TE.PERE& W$TER !A* blue 8it3 2 green bands
%8. &. W$TER !A* blue 8it3 1 $lu#iniu# band
%'. &. W$TER $5;E 1%+
+
F !A* blue 8it3 2 blacA bands
(+. !5@R W$TER !A* blue 8it3 2 *ello8 bands
(1. !TR7PPE& W$TER !A* blue 8it3 2 blue bands
(2. ETP TRE$TE& W$TER !A* blue 8it3 2 o6ide red bands
-I4E P46TE*TI6N S8STEM ;A76@E G46UND<
(3.
F7RE W$TER1 F5$. 4
EUT7=-@7!2ER!
Post office red
AI4 1 6T9E4 GAS LINES ;UNINSULATED<
(". !ER;7)E $7R !ea green 8it3 1 signal red band
Page 1(2 of 183
Sl. N6. SE4@I*E 4E*6MMENDED *6L6U4 *6DE *6L6U4
(%. 7=!TR@.E=T $7R !ea green 8it3 1 blacA band
((. =7TR5-E= !ea green 8it3 1 orange band
(7. FRE5= !ea green 8it3 1 *ello8 band
(8. )2,5R7=E )anar* *ello8 8it3 1 o6ide red band
('. !52 )anar* *ello8 8it3 2 83ite band
7+. 22! 5range 8it3 2 red o6ide bands
71. -as (Fuel) 5range 8it3 1 $lu#iniu# band
72. -$! (!our) 5range 8it3 2 $lu#iniu# band
73. -$! (!8eet) 5range 8it3 2 signal red band
7". 2R&R5-E= 5range 8it3 1 lig3t green band
STEAM 1 *6NDENSATE LINES ;UNINSULATED<
7%. 2P !TE$. 5ff 83ite > $lu#iniu# 8it3 1 *ello8 band
7(. .P !TE$. 5ff 83ite > $lu#iniu# 8it3 1 red band
77. .,P !TE$. 5ff 83ite > $lu#iniu# 8it3 1 orange band
Page 1(3 of 183
Sl. N6. SE4@I*E 4E*6MMENDED *6L6U4 *6DE *6L6U4
78. ,P !TE$. 5ff 83ite > $lu#iniu# 8it3 1 green band
7'. )5=&E=!$TE !A* blue 8it3 1 83ite band
8+. )5=&E=!$TE $5;E 1%+
+
F !A* blue 8it3 3 o6ide red bands
81. FW !A* blue 8it3 2 gulf red bands
NoteD For all insulated stea# lines1 t3e colour coding s3all be follo8ed as gi0en for uninsulated lines 8it3 t3e specified
lengt3 of colour bands.
INSULATED 98D46*A476N PIPING
82. 7F5 !@PP,R
1 blacA ground colour 8it3 1 *ello8 band in
centre
83. 7F5 RET@R=
1 blacA ground colour 8it3 1 green band in
centre
8". 2P!
1 blacA ground colour 8it3 1 red band in
centre
8%. 7T@.E=
1 blacA ground colour 8it3 2 red band in
centre
8(. ),5
1 blacA ground colour 8it3 1 bro8n band in
centre
87. ; T$R
1 blacA ground colour 8it3 2 bro8n band in
centre
88. ;R $. (7T@.E= > ;@ FEE&)
1 blacA ground colour 8it3 1 blue band in
centre
Page 1(" of 183
Sl. N6. SE4@I*E 4E*6MMENDED *6L6U4 *6DE *6L6U4
8'. ;R 2
1 blacA ground colour 8it3 2 blue band in
centre
'+. ;$). !,5P
1 blacA ground colour 8it3 1 83ite band in
centre
'1. !,5P
1 blacA ground colour 8it3 1 orange band in
centre
'2. )R@&E !WEET
1 darA ad#iralt* gre* ground colour 8it3 1 red
band in centre
'3. )R@&E !5@R
1 darA ad#iralt* gre* ground colour 8it3 1
orange band in centre
'". ;-5 > 2)@ FEE&
1 o6ide red ground colour 8it3 1 steel gre*
band in centre
'%. 52)@ 5TT5. > F))@ FEE&
1 o6ide red ground colour 8it3 2 steel gre*
band in centre
UNINSULATED E2UIPMENTA TANBS 1 ST4U*TU4ES
'(. 2E$TER !TR@)T@RE !teel gre*
'7. 2E$TER )$!7=- 2eat resisting $lu#iniu#
'8. ;E!!E,! 4 )5,@.=! $lu#iniu#
''. 2R&R5-E= @,,ET! PinA
1++. ,P- ;E!!E,! Red 56ide
1+1. !52 ;E!!E, )anar* Rello8
Page 1(% of 183
Sl. N6. SE4@I*E 4E*6MMENDED *6L6U4 *6DE *6L6U4
1+2. 2E$T EU)2$=-ER! 2eat resisting $lu#iniu#
1+3. F5 T$=O 4 25T T$=O! lacA
1+". $,, 5T2ER T$=O! $lu#iniu# > off 83ite
1+%. )$@!T7) > $.7=E > $)7& T$=O! -olden Rello8
1+(. !5@R W$TER !A* lue
1+7.
5@TER !@RF$)E 7= 57,ER
25@!E
2eat resisting $lu#iniu#
1+8. )5.PRE!!5R! 4 ,5WER! &arA $d#iralt* -re*
1+'. P@.P! =a0* lue
11+. .5T5R! 4 !W7T)2 -E$R luis3 -reen
111. 2$=& R$7,7=- !ignal Red
112. !T$7R)$!E1 ,$&&ER 4 W$,OW$R! lacA
113.
,5$& ,7FT7=- E9@7P.E=T 4
.5=5 R$7,! ET).
,eaf ro8n
11". -E=ER$, !TR@)T@RE lacA
PIPES 1 -ITTINGS 6- ALL68 STEEL 1 SS MATE4IAL IN ST64ES ;4E-E4
A4TI*LE ).0<
11%. 7R !ignal red
Page 1(( of 183
Sl. N6. SE4@I*E 4E*6MMENDED *6L6U4 *6DE *6L6U4
11(. ')r ? 1.o ;erdigris green
117. %)r ? H.o !atin blue
118. 2K )r ? 1.o $ircraft *ello8
11'. 1K)r ? H.o Traffic *ello8
12+. !!?3+" &arA blue gre*
121. !!?31( &arA 0iolet
122. !!? 321 =a0* blue
SA-ET8 *6L6U4 S*9EMES
12!. &$=-ER5@! 5!TR@)T75= lacA 4 alert orange bands
12".
&$=-ER5@! 5R EUP5!E& P$RT!
5F .$)27=ERR
$lert orange
Page 1(7 of 183
Painting fo# *i>il Defence #e.&i#e+entsD
(i) T3e follo8ing ite#s s3all be painted for ca#ouflaging1 as per specific site re/uire#ent of &efence.
a) $ll colu#ns
b) $ll tanAs in offsites
c) ,arge 0essels
d) !p3eres
(ii) T8o coats of selected finis3 paint as per defence re/uire#ent s3all be applied in a particular pattern as per (iii) and as per
t3e instructions of t3e Engineer?in?)3arge.
(iii) .et3od of ca#ouflagingF
a) &isrupti0e painting for ca#ouflaging s3all be done in t3ree colours in t3e ratio of %F3F2 (all #att finis3)
&arA -reen ,ig3t -reen &arA .ediu# ro8n
%F 3F 2
b) T3e patc3es s3ould be as*##etrical and irregular.
c) T3e patc3es s3ould be inclined at 3+
+
) to (+
+
) to t3e 3oriDontal.
d) T3e patc3es s3ould be continuous 83ere t8o surfaces #eet at an angle and t3e patc3es s3ould be coincide 8it3
corners.
e) !lits and 3oles s3all be painted in darA s3ades.
f) Widt3 of patc3es s3ould be 1 to 2 #eters.
Page 1(8 of 183
Anne5&#e ?@I
STANDA4D SPE*I-I*ATI6N -64 *6446SI6N P46TE*TI6N 6- :4APPING *6ATING 1 TAPE *6ATING 6- UNDE4
G46UND STEEL PIPELINES
1. S*6PE
T3is specification co0ers t3e re/uire#ent for #aterials1 surface preparation1 application1 inspection1 repairs and 3andling for
e6ternal corrosion protection tape coating1 in situ. of underground steel pipelines 8it3 ser0ice te#perature upto (+
+
) using.
)oaltar based tape coating #aterials confor#ing to $WW$ )?2+3 (1''1)
2. 4E-E4EN*E D6*UMENTS
T3e latest edition of t3e follo8ing standards and docu#ents s3all appl*
2.1$WW$ )?2+3 (1''1)F )oal tar protecti0e coatings and linings for steel 8ater pipelines.
2.2&ocF.T& 2" (3(2") 7!F &raft 7ndian !tandard specification for coaltar based $nticorrosion tape for protection of
underground #ild steel pipeline.
2.3!7!+%?%'++ BPictorial surface preparation standard for painting steel surfaceC. 5r 7!5?8%+1?1'88
2."!!P)?!P !teel structure painting council surface preparation specificationsF
!!P)?!P7 !ol0ent cleaning
!!P)?!P3 Po8er tool cleaning
!!P)?!P1+ =ear 83ite #etal blast cleaning
2ig3 0oltage test confor# to =$)E standard RP?+2?7"
3. GENE4AL 4E2UI4EMENTS
!.1 E.&ip+ents an$ accesso#ies #e.&i#e$ fo# tape coating s%all ,e in goo$ ope#ating con$itions at least fo#
co+pletion of t%e coating Fo,. A$e.&ac" of e.&ip+ents an$ accesso#ies s%all ,e app#o>e$ ," t%e Enginee#=in=
c%a#ge.
3.2 =ecessar* arrange#ents for po8er suppl* and ot3er utilities s3all be #ade for t3e co#pletion of t3e :ob.
3.3 =ecessar* testing and inspection facilities as re/uired b* t3is standard s3all be de0eloped at site and s3all be appro0ed
b* t3e Engineer?in?c3arge.
Page 1(' of 183
3." Protecti0e tapes and ot3er #aterials broug3t to site s3all be as per t3e specifications of t3is standard and s3ould be
appro0ed b* t3e Engineer?in?)3arge.
Field and laborator* tests as gi0en in t3is standard s3all be carried out for eac3 batc3 of pri#er and tape.
3.% $ll 8orA s3all be carried out in accordance 8it3 t3is specification and s3all be p3ase 8ise appro0ed b* t3e Engineer?in?
)3arge. $n* 8orAing procedure co#puted fro# t3is specification s3all be appro0ed in ad0ance b* t3e Engineer?in?
)3arge.
3.( .anufacturers reco##ended super0isor and sAilled applicator s3all be engaged b* t3e contractor for application1
inspection and /ualit* assurance.
3.7 .anufacturers s3all possess cop* of reference docu#ents and test procedure appearing in t3is standard.
". D6*UMENTATI6N
T3e follo8ing docu#entation is re/uiredF
".1 $ 8ritten /ualit* plan 8it3 procedures for /ualification trials and for t3e actual 8orA.
T3e /ualit* plan s3all include a ti#e table for t3e 0arious acti0ities 8it3 a description of coating #aterials to be used1
t3eir application /ualification of personnel in0ol0ed in t3e 8orA1 responsibilities and lines of co##unications1 details of
e/uip#ent and t3eir calibration1 proposed 3old points for co#pan*Gs inspection and endorse#ent and t3e detailed
procedures for t3e testing and inspection.
".2 &ail* progress reports 8it3 details on 8eat3er conditions1 particulars of application1 e.g. blast cleaning1 nu#ber of 8raps
and t*pe of #aterials applied1 ano#alies and progress of 8orA 0ersus progra##e.
".3 &ocu#ented e0idence t3at t3e re/uire#ents of t3is specification 3a0e been #et1 during production trials as 8ell as
during t3e 8orA.
Page 17+ of 183
". T%e $oc&+entation s%all incl&$e
Results of co#parison of surface cleanliness1 surface profile on blast cleaned surface1 Tape coating t3icAness1 3olida*
detection and ad3esion tests.
Particulars of surface preparation1 pri#ing and tape application
&etails of non?co#pliance1 re:ects and repairs
T*pes of testing e/uip#ents and calibration
)ode and batc3 nu#bers of coating #aterials used
Field tests on pri#ers and tape coat
%. MATE4IALS
%.1 -eneral Re/uire#ents
%.1.1 .anufacturerGs test certificates s3all be produced and e6a#ined b* t3e Engineer?in?c3arge for all #aterials1 proposed
to be used for tape coating as per t3is standard.
%.1.2 $ll #aterials broug3t to site for tape coating s3all be suitabl* #arAed and identifiable 8it3 t3e follo8ing infor#ation
.anufacturerGs na#e
T*pe of #aterial and code
atc3 nu#ber
&ate of #anufacturing>e6pir*
Tec3nical data s3eet for eac3 t*pe of #aterial
!elf life
.anufacturerGs 9ualit* )ontrol test certificates 8it3 actual results of eac3 batc3
%.1.3 .aterials 8it3out #anufacturerGs test certificates and identification #arAs s3all not be accepted and used.
%.1." Test certificate fro# co#petent -o0t. laborator* on t3e properties of #aterials /uoted b* t3e #anufacturer in t3e
tec3nical data s3eet s3all also be sub#itted along8it3 t3e Tec3nical &ata !3eet of t3e products.
%.1.% Eac3 batc3 of pri#er and tape s3all be tested in t3e field b* t3e procedure as gi0en in t3is standard. Engineer?in?
c3arge 8ill re0ie8 t3e field test data before use of t3e #aterials.
%.1.( $ll coating #aterials s3all be properl* preser0ed to pre0ent da#age or deterioration.
Page 171 of 183
%.1.7 $ll coaltar pri#er containers s3all be tig3tl* sealed 83en not in use and no pri#er 83ose date 3as e6pired s3all be
used coating 4 8rapping purpose. efore e6pir* of date1 t3is s3ould be broug3t to t3e notice of !ite
Engineer>Engineer 7nc3arge
%.1.8 T3e procured #aterial for coat and 8rap s3all confor# to specification as gi0en belo8 > as specified in t3e tender. T3e
contractor s3all ensure co#pliance of t3e tec3nical specification and s3all sub#it t3e rele0ant data for t3e selected
#aAe of coat and 8rap #aterial in t3e abo0e for#at for appro0al of engineer in c3arge before procure#ent.
).2 *%a#acte#istics an$ -&nctional 4e.&i#e+ents of coating +ate#ials
).2.1*oal ta# tapesD
T3e coating #aterial s3all confor# to section 8 of $WW$ ) 2+3?'1 standard B)oal tar protecti0e coatings and linings for
steel 8ater pipelines?ena#el and tape < 2ot applied.C
Follo8ing are t3e salient features of coaltar tape coating #aterials.
).2.1.1 P#i+e# F
T3e pri#er s3all be t*pe as specified in $WW$ )?2+3 (1''1) section. Follo8ing are t3e #ain c3aracteristicsF
T*pe Fast ar*ing1 s*nt3etic c3lorinated rubber?s*nt3etic plasticiDer?sol0ent based. )ontractor to
furnis3 #anufacturers catalogue.
&r*ing ti#e %?1% #ts.Test #et3od $!T. & 1("+?83>8'
Flas3 point N 23
+
) $!T. &'3?'+>&3'"1?'+
;olatile #atter (1+%?
11+
+
)) per cent b* #ass
7% F $!T. &23('?'+
;iscosit* on F5R& @P
=5. ""## noDDle 23
+
)
3%?(+ secs. $!T. &12++?88
&FT 2% #icrons>coat>#in.
)o0erage (T3eoritical) 8?12 .
2
>,it>)oat
)o0erage (Practical) \
2% #icrons &FT coat
%?( .
2
>,it>)oat $!T. &3""?8'
$pplication properties * po8er dri0en #ac3ine > brus3>!pra* s3ould produce an effecti0e bond bet8een #etal and
subse/uent coaltar tape
$d3esion test T3e pri#er s3all be tested after appl*ing Tape coating as per $WW$)?2+3 (1''1)
Page 172 of 183
).2.1.2 *oal Ta# TapeD
T3e tape s3all be coal?tar co#ponent supported on fabric of organic or inorganic Fiber_s.
;a< 4a3 *oal Ta# Pitc%DT3e coal tar (3ard pitc3) co#ponent s3all be produced fro# coal t3at 3as a #ini#u# 3eating 0alue
of 13+++ t@>7b (7.22361+
(
cal>Ag) on a #oisture and #ineral #atter free basis ($!T. & 388) and t3at 3as been carboniDed
in a slot?t*pe coAe e0en at a te#perature of not less t3an '++
+
). T3e coal tar (3ard pitc3) s3all 3a0e t3e follo8ing salient
propertiesF
!oftening point
+
) (% .in. 121
.a6.
$!T. &3(?8(
!pecific gra0it* 1.3+ +.+% $!T. & 71?'"
$s3 content +.%E .a6. $!T. & 2"1%?(((1''1)
P3*sical state !olid at a#bient te#perature
;,< -a,#icD
T*pe F T3e fabric s3all be a t3in1 fle6ible1 unifor# #at or tissue co#posed of glass fibers in an open structure bonded 8it3 a
suitable resinous inert #aterial co#patible 8it3 coal tar.
Weig3t (#in) g>#2 "+
T3icAness (#in.) ## +.3
=ote (1) .anufacturerGs test data in t3e laborator* are re/uired for t3e abo0e properties on t3e #aterials supplied.
;c< P%"sical p#ope#ties of coalta# tapeF
Propert* Re/uire#ent Test .et3od
.in. .a6.
!er0ice
te#perature
+
)
? (+
Tape t3icAness
##
2.+ 2.% !ection 8.11.3 of $WW$ )?2+3
Weig3t a0erage 1.2%
Ag>s/.#>##
$!T. &1"(
Page 173 of 183
reaAing strengt3
in longitudinal
direction A=>#
+.7 $WW$ )?2+3 1+.3.1.2.%
$d3esion To pass test as per 7!1 &5)1 .T& 2"(3(2") or 8.11.2 of $WW$ )?2+3
7nsoluble content
E b* 8t. 7n
petroleu# et3er
'%E #ini#u# (* !..!?E7, procedure)
Widt3 of tape )ontractor to furnis3 details
Re/uire#ent of
surface
preparation
$s per $WW$) )?2+3 (1''1) 4 contractor to furnis3 catalogue
;$< P%"sical P#ope#ties of *oal Ta# *o+ponent in finis% tapeD
Propert* Re/uire#ent Test #et3od
.in. .a6
!oftening point<
+
)
(% 121 $!T. & 3(?8(
Penetration at
2%)>1++g>1+
.1
##>% sec
3 2+ $WW$ )?2+3 !ee 8.11.%(5R) $!T. &?%
Filler E 2+ 3+ $!T. & 2"1% or $WW$ )?2+3 !ee 8.11.(
;e< 6t%e# #e.&i#e+ent
T*pe of
application
(2ot > )old)
)ontractor to specif*
)o#pound Plasticised coal tar co#pound confor#ing to $WW$ ) 2+3 standard.
Reinforce#ent !*nt3etic !ubstrate.
Te#perature
range for
application
;endor to furnis3 details
Page 17" of 183
Resistance to
cat3odic
disbonding
!3all #eet t3e stipulations of .!. "1(" < 1'87 std.
)ontractor to furnis3 t3e support docu#ents.
(. S&#face p#epa#ationD
- $ll oil1 grease on t3e pipe #etal surface s3all be t3oroug3l* re#o0ed b* flus3ing 8it3 a suitable sol0ent (suc3 as 6*lene
or 1.1.1 tric3loroet3*lene) and 8iping 8it3 clean rags. T3e sol0ent cleaning s3all be as per !!P)?!P?1. 7f re/uired
detergent cleaning s3all be done before or after sol0ent cleaning.
- T3e degreased pipe #etal surface s3all be blast cleaned to !a 2 H of !7!?+%?%'++ 5R !!P)?!P?1+. Wit3 a surface
profile of 3+?%+ #icrons dept3. lasted surface t3at rusts before pri#ing s3all be cleaned b* 8ire brus3ing or s3all be
reblasted. Pri#ing s3all be done 8it3in " 3ours of co#pletion of blast cleaning. 5t3er8ise total reblasting #a* be
necessar*.
S&#face p#epa#ationD
last cleaning e/uip#ent for noDDle t*pe1 siDe1 safet* gauges1 8orAing condition1 pressure at t3e tip of t3e gun
$brassi0e t*pe1 3ardness to pro0ide re/uired profile siDe and cleanliness
.easure#ent of surface profile and co#paring cleanliness 8it3 ;isual standards of 7!5 8%+1 < 1'88
.easure#ent of pitting dept3 area of pitted portion. 7nspection of 8eld filling and grinding and patc3 plate 8elding1 8elding of
replaced pipe1 if an*.
)3ecAing of condition of concrete saddles. Rubber padding and end seals 83ere0er re/uired.
Page 17% of 183
7. Application of p#i+e#D
5ne coat of pri#er s3all be applied i##ediatel* on blast?cleaned surface b* brus3 or spra* to ac3ie0e co#plete 8etting of
t3e surface as reco##ended b* t3e #anufacturer. 7n case t3e surface is 8et during application of pri#er t3e surface s3ould
be #ade dr*. T3e pri#er s3all be allo8ed to beco#e touc3 dr* prior to tape application. T3e sa#e #anufacturer s3all furnis3
pri#er and tape.
Pri#er s3ould not be applied if t3e 3u#ilit* is abo0e 8+E.
= Inspection of p#i+e# afte# applicationD
)3ecAing for dr*ing ti#e to be touc3 dr*1 tacA free dr*ing and 3ard dr*ing of pri#er
&FT s3all be c3ecAed on #etal panel separatel*.
)are #ust be taAen to inspect proper application of pri#er at 8eld :oints and areas ad:acent to fittings.
$ll pri#ed pipe 83ic3 3a0e been e6posed to 83et3er for #ore t3an "8 3ours after pri#ing or beco#e ]dead] s3all be
repri#ed after cleaning t3e surface.
8. Tape coating s"ste+ an$ applicationD
Preparation 5f )oaltar Ena#el
- )oaltar ena#el s3all be protected fro# 8eat3er and conta#ination 8it3 8ater1 dirt or ot3er foreign #aterials. Ena#el
s3all be broAen up into s#all pieces and stacAed on a clean platfor# free fro# abo0e said #aterials before being placed
into t3e #elting Aettle.
- T3e ena#el pieces s3all be 3eated in t3e Aettle and broug3t to t3e application te#perature confor#ing to. $WW$)
2+3>((>.anufacturerGs specification. $ccurate t3er#o#eters s3all be used on t3e dope Aettle and positioned so as to
accuratel* deter#ine t3e #a6i#u# te#perature to 83ic3 t3e ena#el is 3eated. Oettles s3all not be per#itted to act as
continuous ena#el suppl* source b* adding un#elted ena#el during t3e ti#e suc3 Aettles are in use1 but s3all be
co#pletel* e#ptied of one c3arge before t3e ne6t c3arge of ena#el is added.
- Ena#el s3all be conde#ned and du#ped as unfit for use 83en in t3e :udge#ent of !ite Engineer1 it 3as beco#e
da#aged b* o0er3eating or b* continuous 3eating.
- T3e application of coating #aterials on t3e pipe s3all be at te#perature reco##ended b* t3e ena#el #anufacturer or
$WW$ ) 2+3>(( specification.
Page 17( of 183
- First1 an e0en coat of t3e ena#el 2.% ##(3>32C) t3icA(.ini#u#) s3all be applied o0er t3e surface of t3e pri#ed pipe. T3e
coating #a* be done b* 3ot coaltar ena#el o0er t3e pipe b* bucAets1 gunn* rag #anipulated bacA and fort3 to coat t3e
botto# of t3e pipe #a* be used1 t3us ensuring co#plete co0erage of t3e surface1 follo8ed b* a fiber glass 8rap1 spirall*
8ound tig3t around t3e pipe. T3is s3all be carried out b* e6perienced persons onl*.
- $ second coat of 3ot ena#el 2.% ##(3>32C) t3icA 8ill t3en be applied follo8ed b* fiber glass 83ic3 8ill be spirall* 8ound
around t3e pipe. =o 8rinAle on t3e fiberglass is per#itted. T3e ends of t3e fiberglass s3all be secured to t3e pipe 8it3 3ot
ena#el. $ t3ird t3in coat of 3ot ena#el1 follo8ed b* Oraft paper (outer 8rap) s3all t3en be applied. )are #ust be taAen to
ensure t3at o0erlap of 8rapping is at least 1'## and does not e6ceed 2% ##.
Application Met%o$D
- T3e tape s3all be 8rap in accordance 8it3 t3e #anufacturer reco##endation in a #anner t3at s3all #eet ad3esion and
3olida* detection re/uire#ents specified in $WW$ ) 2+3?'1 standard.
- efore application of tape coat (2ot and )old) it s3all be ensured b* t3e contractor t3at t3e pipe surface is cleaned b*
sand blast cleaning to a degree specified b* t3e #anufacturer and pri#ed 8it3 pri#er #aterial1 83ic3 s3all ensure and
effecti0e bond bet8een substrate and de?coating. T3e pri#er s3all be allo8ed to dr* to touc3 prior to tape application.
- 7n 3ot and cold application of t3e coal tar tape t3e inside la*er s3all be applied on t3e pipe. T3e plastic separator s3all be
re#o0ed.
- 7n case 2ot application t3e tape 83ile being enrolled is to be 8ar#ed up b* a blo8 la#p or a gas fla#e. T3e 3eating on
t3e surface to 8rapped s3all be done to a degree as specified in t3e instruction #anual of t3e #anufacturer. 7n case cold
application an* pre 8rapping coat 1if specified b* t3e #anufacturer1 is also to be applied.
'. INSPE*TI6N AND TESTING -64 2UALIT8 ASSU4AN*ED
- $ll coating s3all be inspected 0isuall* b* !ite Engineer 83ile being applied . ;isual inspection for unifor#it* 8it3out an*
8rinAles and irregularities and o0erlapping 8idt3 as per specifications. efore t3e piping is buried into t3e trenc3 t3e coat
and 8rap s3all be inspected b* electrical 3olida* detector 83ic3 8ill detect 3olida*s1 pin3oles1 defects etc. T3e )ontractor
s3all pro0ide t3e 3olida* detector in good 8orAing order.
- $ll t3e coal tar ena#el coating s3all be tested for 2olida*s and breaAs in t3e coatings and test ;oltages s3all confor# to
=$)E !tandard RP?+2?7" as per latest code specified as underF
Page 177 of 183
- T3e #a6i#u# testing 0oltage for a particular coating t3icAness s3all be gi0en 3ere underF
-
Out side pipe Coating thickness Test Voltages
dia (inch) Mills
,ess t3an 1C 1( %+++
1 31 7+++
2 (2 '8++
3 8" 121++
" 12% 1"+++
% 1%( 1%+++
( 188 171++
1+C 1++ 171++
1(C %++ 28+++
18C (2% 31+++
2+C (2% 31+++
2"C 7%+ 3%+++
- T3e coated pipes including field :oint coating s3all be 0isuall* inspected for cracAs1 trapped air1 unifor#it*1 da#age etc.
$n* repair arising out of 0isual inspection 8ill be decided b* Engineer?in?c3arge.
Page 178 of 183
Meas&#e+ent of pipe t%ic0ness.
A$%esion test as per $WW$?)?2+3 (1''1) inclusi0e of t3e follo8ing steps.
- $d3esion tests s3all be #ade to deter#ine t3e proper bond bet8een t3e tape and t3e pri#ed pipe. 5ne test per section
(of upto 1+ #eter lengt3) s3all be carried out initiall* after8ards ad3esion test is to be done as per t3e ad0ise of
E=-7=EER 7= )2$R-E. Repair re/uired due to ad3esion testing s3all be decided b* t3e Engineer?in?)3arge.
- Te#perature of t3e tape and pipe to be tested s3all be bet8een 1+
+
) and 27
+
). 7f re/uired cold 8ater s3all be poured
o0er t3e test area to bring do8n t3e te#perature to 8it3 in t3e abo0e range.
- $ test s3all be selected 83ere t3e tape is s#oot3 for 1%2 ## in t3e longitudinal direction of t3e pipe.
- T8o Anife cuts of 1%2 ## long and %1 ## apart s3all be #ade t3roug3 t3e tape.
- $ flat blade s3all be used to pr* up %1 ## of t3e fabric.
- T3e %1 ## flap of fabric s3all be grasped fir#l* in one 3and and s3all be pulled 8it3 a /uicA #otion in t3e direction of t3e
re#aining 1+2 ## of t3e 1%2 ## Anife cut.
- T3e ad3esion is satisfactor* if (7) t3e tape tears at t3e point of stripping or (77) t3e fabric strips fro# t3e underl*ing tape
co#ponent1 lea0ing no #ore t3an 1+E or less of t3e pri#er or bare #etal e6posed.
- $d3esion bet8een tape to tape can be tested follo8ing si#ilar procedure as abo0e. 2o8e0er1 t3is s3ould preferabl* be
done on a test panel.
MEASU4EMENT 6- *6ATING T9I*BNESS
- )oating t3icAness of t3e coated pipes s3all be #easured at t3e beginning of coating operation to ensure proper
t3icAness.
- T3icAness 3as to be #easured 8it3 a caliper 8it3 caliper surfaces of at least 2+ ## dia#eter1 on % tape pieces 8it3 an
edge lengt3 of at least %+ ## taAen fro# % different coils. T3e #easuring pressure s3ould +.%=>#2. T3e #easuring
accurac* s3ould be 8it3in +.1 ##.
- $ll 3olida*s1 pin3oles1 torn 8rap1 abraded or #utilated spots in t3e coat and 8rap operations s3all be i##ediatel*
repaired. T3e original coating and 8rapping s3all be cleaned a8a* and t3e good edges of t3e original coating s3all be
be0eled or clipped to ensure satisfactor* application. T3e da#aged area s3all be t3oroug3l* cleaned before recoating.
$ll t3e 2olida* test s3ould pass stipulations as per !ection 8.' of $WW$ )?2+3 (1''1) std. and contractor to furnis3
support docu#ents.
Page 17' of 183
$nne6ure?;77
A sa+ple of Iso+et#ic of Pipeline *i#c&it 1 Data 4eco#$ *a#$s
Page 18+ of 183
9IST648 *A4D
-o#+at 16.!
E/uip#ent @nit
Date Desc#iption Sign.
For# =o. 2
Page 181 of 183
DATA 4E*64D *A4D
-o#+at 16.(
UNIT
Insp.
Point
Desc#iption SiIe Sc%e$. Mate#ial. 6#g.
T%0
Disc.
Li+it
Page 182 of 183
1.0 4E-E4EN*ES
1. $P7 ?11+" D Welding Pipelines
2. $P7?11+7 D Reco##ended pipelines
#aintenance 8elding practices.
3. $P7 %, D ,ine Pipe.
". $=!7 < < 31.3 D )3e#ical Plant and Petroleu#
Refiner* Piping.
%. $=!7 < < 31." D ,i/uid Petroleu# Transportation
Piping !*ste#
(. $=!7 < < 3(.1+ D Welded 4 !ea#less Wroug3t !teel
Pipe
7. $=!7 < < 1(.% D Pipe flanges and flanged fittings1
steel #etal allo* and ot3er special
allo*s
8. $=!7 < < 1(.' D Factor* #ade 8roug3t steel butt?
8elding fittings.
'. $=!7 < < 1(.11 D Forged steel fittings socAet 8elding
and t3readed
1+. Piping 2and ooA D * )rocAer 4 Oing
11. $!T. !tandards D !ection < 7 ;olu#e +1.+1 !teel
Piping1 Tubing and Fittings1
12. =$)E RP < +1 < (' D Reco##ended practice. )ontrol of
e6t1 corrosion on underground or
sub#erged #etallic piping s*ste#
13. ! ). P. < 1+21 D )at3odic Protection
1". =$)E RP < +1 < 7+ D Protection of $ustenitic stainless
steel fro# pol*t3ionic acid !. ). ).
during s3utdo8n of Refiner*
E/uip#ent
1%. &esign Engineering
Practices on Refiner*
Piping
D &esign Engineering Practices on
Refiner* Piping prepared b* )2T
1(. 9ualit* $ssurance Plan
.anual
D Prepared b* Pro:ect1 291 Sune P+3
17. Pro:ect )o##issioning
E6perience
D Prepared b* Panipat Refiner* and
.47
18. -uidelines for
)o##issioning of =e8
Pro:ects> Facilities
D Prepared b* 29
1'. $=!7 < 31.1 D Po8er Piping
2+. 7R D 7ndian oiler Regulation
21. $=!7 .18.2.1 D olts and =uts
22. $!.E> $=!7 .18.2.2 D ;al0es> Flanges
23. -asAet D )3e#ical Engineering 2and ooA
D Perr*Gs Piping 3and booA?Aing 4
crocAer
Page 183 of 183
You might also like
- RL 350 PDFDocument150 pagesRL 350 PDFBhumika89% (9)
- ST.00.776.FCI.000 - Welded Steel WorkDocument28 pagesST.00.776.FCI.000 - Welded Steel WorkDilip Patil100% (1)
- Process Piping Inspection Procedure Rev.2 PDFDocument34 pagesProcess Piping Inspection Procedure Rev.2 PDFLevi Porter100% (7)
- Ch11 TestbankDocument43 pagesCh11 Testbankaylwingolivas132850% (4)
- USP-NF Sterile Water For IrrigationDocument1 pageUSP-NF Sterile Water For IrrigationMiguel Egas LoorNo ratings yet
- DOW VISUAL INSPECTION Check CHECKLIST PDFDocument2 pagesDOW VISUAL INSPECTION Check CHECKLIST PDFDanny Boysie100% (1)
- Procedure BASE LINE SURVEY of Pipework & PV EqpmtDocument9 pagesProcedure BASE LINE SURVEY of Pipework & PV EqpmtSalah Jallali100% (1)
- Base Line SurveyDocument10 pagesBase Line Surveycisar0007No ratings yet
- API 570 Piping InspectionDocument35 pagesAPI 570 Piping InspectionIrvansyah Razadin100% (10)
- Keys To Maintenance and Repair of Coke Drums Derrick RogersDocument34 pagesKeys To Maintenance and Repair of Coke Drums Derrick RogersNatrajiNo ratings yet
- QC10-H-049 M09 Steel Tanks-Rev6 PDFDocument14 pagesQC10-H-049 M09 Steel Tanks-Rev6 PDFMohammed HilalNo ratings yet
- SMWW 2310 AcidityDocument3 pagesSMWW 2310 AcidityJhon SoraNo ratings yet
- Inspection HandbookDocument126 pagesInspection Handbooksteffy18295% (21)
- Sims ManualDocument76 pagesSims Manualjose ocanaNo ratings yet
- Heat Exchanger InspectionDocument11 pagesHeat Exchanger InspectionVivek Bhangale100% (1)
- NEE Boiler-Inspection GuidelineDocument70 pagesNEE Boiler-Inspection GuidelinepiyushagaNo ratings yet
- Piping Systems Inspection ProcedureDocument7 pagesPiping Systems Inspection Procedureabdullah buttNo ratings yet
- IRIS - Finfans Inspection Report PDFDocument14 pagesIRIS - Finfans Inspection Report PDFnaoufel1706No ratings yet
- Corrosion Lecture ManchesterDocument88 pagesCorrosion Lecture ManchesterAli AbbasovNo ratings yet
- Pipeline Integrity and Difficult To Pig PipelinesDocument158 pagesPipeline Integrity and Difficult To Pig Pipelinesfrank71FERRERNo ratings yet
- Cswip Plant InspectorDocument1 pageCswip Plant Inspectorعبداللطيف الكاديكي100% (1)
- Mega - Check - Cleaner - MSDS English VerDocument8 pagesMega - Check - Cleaner - MSDS English Vermaxpan maxNo ratings yet
- Edif Plant Inspector Career and Training Guide PDFDocument38 pagesEdif Plant Inspector Career and Training Guide PDFCHABBA_KALLANo ratings yet
- General Piping InspectionDocument13 pagesGeneral Piping InspectionKingston Rivington100% (1)
- Heat Exchanger InspectionDocument7 pagesHeat Exchanger InspectionHamid Albashir100% (1)
- API 5ct Grade k55 TubingsDocument1 pageAPI 5ct Grade k55 TubingsMitul MehtaNo ratings yet
- Corrosion Under Insulation (CUI)Document4 pagesCorrosion Under Insulation (CUI)p2pcreep100% (1)
- 4.2 Mechanical and Metallurgical Damages - All IndustriesDocument4 pages4.2 Mechanical and Metallurgical Damages - All IndustriesKimi Konon100% (2)
- Procedure For Inspection of PipingDocument2 pagesProcedure For Inspection of PipingMuhAli_100% (2)
- API 570, Piping Inspection Code (June 2006) .: (DAY 2 - Sections 1 To 6)Document5 pagesAPI 570, Piping Inspection Code (June 2006) .: (DAY 2 - Sections 1 To 6)vishal bailur100% (1)
- TUV India COLUMN InspectionDocument21 pagesTUV India COLUMN InspectionParthiban NC100% (1)
- BHS-TEPC-SIEVERT-ACFM-2022-001-Rev.01 - ACFM Inspection (Hassyan Power Plant)Document11 pagesBHS-TEPC-SIEVERT-ACFM-2022-001-Rev.01 - ACFM Inspection (Hassyan Power Plant)Saddam HossainNo ratings yet
- Hydrostatic Test Procedure: 1. ScopeDocument5 pagesHydrostatic Test Procedure: 1. ScopeHassan SleemNo ratings yet
- Guide Inspection Plan For CUIDocument6 pagesGuide Inspection Plan For CUIMohamed SamyNo ratings yet
- Integrity Evaluation of Small Bore Connections (Branch Connections)Document9 pagesIntegrity Evaluation of Small Bore Connections (Branch Connections)Kroya Hun100% (2)
- Sample Inspection Report of ExchangerDocument22 pagesSample Inspection Report of Exchangerrtrajan_mech5408100% (4)
- CUI Inspection GuidelineDocument3 pagesCUI Inspection GuidelinemuhammadnozarNo ratings yet
- Section 1 Inspection and NDTDocument84 pagesSection 1 Inspection and NDTariyamanjula2914100% (1)
- Asset Integrity Management A Complete Guide - 2020 EditionFrom EverandAsset Integrity Management A Complete Guide - 2020 EditionNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument14 pagesNational Oil Corporation: Rev Date Description Checked Approvedrty2No ratings yet
- Technical Data Piping Standard: Date 5 NOV 2010Document12 pagesTechnical Data Piping Standard: Date 5 NOV 2010Aob AprilNo ratings yet
- Sefa 7 2010 FixturesDocument24 pagesSefa 7 2010 FixturesJAVIER ARGUEDASNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument17 pagesNational Oil Corporation: Rev Date Description Checked ApprovedRochdi SahliNo ratings yet
- Pig Launchers Recievers PDFDocument9 pagesPig Launchers Recievers PDFgalih santosoNo ratings yet
- Kuwait Oil Company (K.S.C.) : Engineering GroupDocument15 pagesKuwait Oil Company (K.S.C.) : Engineering GroupAravindan Ganesh KumarNo ratings yet
- TS-MES-3203-CGC - Fittings - 13.03.2023Document321 pagesTS-MES-3203-CGC - Fittings - 13.03.2023energy8001No ratings yet
- Pipe Specimen For Aut Calibration Selection Thickness Survey & Laminations Checks Rev c1.Document12 pagesPipe Specimen For Aut Calibration Selection Thickness Survey & Laminations Checks Rev c1.EdAlmNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument17 pagesNational Oil Corporation: Rev Date Description Checked ApprovedALI BEN AMORNo ratings yet
- CPOC-GS-PI-0001 Rev 0Document34 pagesCPOC-GS-PI-0001 Rev 0PCHAN@TOMNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument17 pagesNational Oil Corporation: Rev Date Description Checked ApprovedRochdi SahliNo ratings yet
- Koc-P-004 Part 8 Rev 2Document41 pagesKoc-P-004 Part 8 Rev 2Hari KrishnanNo ratings yet
- Coryton Engineering Standard Indicator Number: CES/18/001: Subject New: Re-Issue: Re-Issue: Original Issue DateDocument42 pagesCoryton Engineering Standard Indicator Number: CES/18/001: Subject New: Re-Issue: Re-Issue: Original Issue DateSiegfred RaccaNo ratings yet
- 4-108 Pipe Marking Procedure Rev.0 Print OKDocument12 pages4-108 Pipe Marking Procedure Rev.0 Print OKAlfian ImaduddinNo ratings yet
- Manzo - Fabrication, Installation and Testing Specification For Pipes, Valves and EquipmentDocument20 pagesManzo - Fabrication, Installation and Testing Specification For Pipes, Valves and EquipmentSenzo NkwanyanaNo ratings yet
- Technical Specification For Canned Motor Centrifugal Pump UnitDocument36 pagesTechnical Specification For Canned Motor Centrifugal Pump UnitRahulChampNo ratings yet
- Technical ManualDocument48 pagesTechnical ManualStewart BenNo ratings yet
- Medium Voltage CableDocument16 pagesMedium Voltage Cablewamiq wasiNo ratings yet
- Koc MS 002Document30 pagesKoc MS 002Ravi MahetoNo ratings yet
- P 09Document34 pagesP 09Rochdi SahliNo ratings yet
- Provided by UMP Institutional RepositoryDocument24 pagesProvided by UMP Institutional RepositoryAhmed AbdullahNo ratings yet
- p999999 100zd11 000 zd0001 - 0 Welding StandardDocument25 pagesp999999 100zd11 000 zd0001 - 0 Welding StandardJennyNo ratings yet
- 1511kV 33kV Composite Insulator 07.12.2019Document26 pages1511kV 33kV Composite Insulator 07.12.2019Muth PalaniappanNo ratings yet
- Process Heat TransferDocument327 pagesProcess Heat TransferMartin ZaballaNo ratings yet
- ASME Pressure Vessel Design-ADocument488 pagesASME Pressure Vessel Design-AMartin ZaballaNo ratings yet
- Plastic Piping Handbook1Document359 pagesPlastic Piping Handbook1ddadara100% (2)
- Pipe Stress Analysis ReportsDocument11 pagesPipe Stress Analysis ReportsTony100% (13)
- Total Synthesis of CorylidinDocument7 pagesTotal Synthesis of CorylidinHafiz Usama ImamNo ratings yet
- Final Question Carbon FamilyDocument23 pagesFinal Question Carbon FamilyShyamNarayanAgarwalNo ratings yet
- CD HYBRICOOL General REV2Document3 pagesCD HYBRICOOL General REV2Ambresh CNo ratings yet
- SSI 14 JAN-dikonversiDocument118 pagesSSI 14 JAN-dikonversidarningNo ratings yet
- Elements and Compound Grade 7Document4 pagesElements and Compound Grade 7jingvillaruelNo ratings yet
- Stud Welding of Shear Conector PDFDocument13 pagesStud Welding of Shear Conector PDFramdacNo ratings yet
- MSDS M.E.KDocument94 pagesMSDS M.E.KqNo ratings yet
- CH 013Document25 pagesCH 013phdf5s2p5gNo ratings yet
- Chemical Properties of Anaerobic Digestates Affecting C and N Dynamics in Amended SoilsDocument8 pagesChemical Properties of Anaerobic Digestates Affecting C and N Dynamics in Amended SoilsMartinNo ratings yet
- 376 - Marine Sponges As PharmacyDocument21 pages376 - Marine Sponges As PharmacyshemishamzNo ratings yet
- Articulo 1 Indirect Ecological Interactions in The Rhizosphere PDFDocument28 pagesArticulo 1 Indirect Ecological Interactions in The Rhizosphere PDFRUBEN SANTIAGO ARIAS AGUDELONo ratings yet
- Thermodynamic PropertiesDocument35 pagesThermodynamic PropertiesRajeshwar SinghNo ratings yet
- StructuralDocument40 pagesStructuralStephanie Joy Delos Reyes67% (3)
- Impurity Profiling and Drug Characterization: Backdrop and ApproachDocument17 pagesImpurity Profiling and Drug Characterization: Backdrop and ApproachBaru Chandrasekhar RaoNo ratings yet
- Caterpillar Introduces New Long Life Heavy Duty Engine Coolant (1395)Document3 pagesCaterpillar Introduces New Long Life Heavy Duty Engine Coolant (1395)TASHKEELNo ratings yet
- Periodic Table of The Elements: Unit 3Document2 pagesPeriodic Table of The Elements: Unit 3MARISTELA MACARANASNo ratings yet
- TechPlasty - PE500 - Polyethylene 500 - 2019-08-06Document2 pagesTechPlasty - PE500 - Polyethylene 500 - 2019-08-06SDKNo ratings yet
- ASTT - Guidelines For Horizontal DirectiDocument45 pagesASTT - Guidelines For Horizontal DirectiFerdie TolosaNo ratings yet
- Properties of GasesDocument11 pagesProperties of GasessalasineNo ratings yet
- MOF CatalysisDocument68 pagesMOF CatalysisMarcio VclNo ratings yet
- Atomic StructureDocument6 pagesAtomic Structureramanji1021No ratings yet
- Botany IntroDocument4 pagesBotany IntroMichi OnozaNo ratings yet
- The Relative Merits and Limitations of Thermal Fluid, Electric and Steam Heat Tracing Systems - TheRMONDocument14 pagesThe Relative Merits and Limitations of Thermal Fluid, Electric and Steam Heat Tracing Systems - TheRMONppluis90No ratings yet
- Transcript: U.S. State Dept. Public Hearing On Keystone XL Pipeline (2 of 2)Document318 pagesTranscript: U.S. State Dept. Public Hearing On Keystone XL Pipeline (2 of 2)hefflingerNo ratings yet
- Rarata G., Surmacz P.Document9 pagesRarata G., Surmacz P.Mateusz SynowieckiNo ratings yet
- Metamorphism and MetastomatismDocument10 pagesMetamorphism and Metastomatismbilal ahmadNo ratings yet