You might also like
- EQ Inverter ManualDocument44 pagesEQ Inverter ManualShane P50% (2)
- Dinamove VerlindeDocument9 pagesDinamove Verlindehubert patiño monroy100% (1)
- Crane BUS BAR - Technical DataDocument56 pagesCrane BUS BAR - Technical DataJahanzaib MughalNo ratings yet
- Catalog Roxroth PDFDocument115 pagesCatalog Roxroth PDFSidnei SilvaNo ratings yet
- Z-HBS Using ManualDocument74 pagesZ-HBS Using Manualsinha378No ratings yet
- 4 Start-Up Procedures: 4.1 Mounting InstructionsDocument21 pages4 Start-Up Procedures: 4.1 Mounting InstructionsNguyễn Văn HùngNo ratings yet
- Aotai MIG250C Operating ManualDocument25 pagesAotai MIG250C Operating Manualmaverick kitaroNo ratings yet
- JB4 Generator ManualDocument23 pagesJB4 Generator ManualElena AhmetNo ratings yet
- Xc6slx16 Sdram-User ManualDocument13 pagesXc6slx16 Sdram-User Manualjeni1086No ratings yet
- Eixo Transmissao e Polia Conjunto 84MM (Wynn Marine PN 1588-009-117) PDFDocument44 pagesEixo Transmissao e Polia Conjunto 84MM (Wynn Marine PN 1588-009-117) PDFAugusto RezendeNo ratings yet
- Rotaclip PlanosDocument121 pagesRotaclip PlanosEnrique Martinez RojasNo ratings yet
- Handleiding Ic4c Incosa Feb2014 v4 enDocument20 pagesHandleiding Ic4c Incosa Feb2014 v4 enLeninNo ratings yet
- Manual 166169Document45 pagesManual 166169Cristian Garcia100% (1)
- Ultimate Guide to Home Repair and Improvement, Updated Edition: Proven Money-Saving Projects; 3,400 Photos & IllustrationsFrom EverandUltimate Guide to Home Repair and Improvement, Updated Edition: Proven Money-Saving Projects; 3,400 Photos & IllustrationsRating: 3 out of 5 stars3/5 (8)
- Abstract Design of VRF SystemDocument3 pagesAbstract Design of VRF Systemlevaka_vinay463No ratings yet
- Green Marketing AssignmentDocument19 pagesGreen Marketing Assignmentch2802100% (4)
- ISO IEC JTC 1 SC 39 N 512 ISOIEC DTS 22237-7 - Information Technology - Data Centre Facilities and Infrastructures - PartDocument47 pagesISO IEC JTC 1 SC 39 N 512 ISOIEC DTS 22237-7 - Information Technology - Data Centre Facilities and Infrastructures - PartJose JimenezNo ratings yet
- ControlMaster Select Service ManualDocument46 pagesControlMaster Select Service ManualJoss Maykol Mundaca VasquezNo ratings yet
- 20283644D0698 LDocument8 pages20283644D0698 LBang OchimNo ratings yet
- B800-1 ManualEDocument35 pagesB800-1 ManualESLAMET PAMBUDINo ratings yet
- SD8 ManualDocument4 pagesSD8 ManualWaqar AhmedNo ratings yet
- Manual Micro B Net DigitalDocument146 pagesManual Micro B Net DigitalingegusNo ratings yet
- TRP 3145Document3 pagesTRP 3145Petcu MariusNo ratings yet
- Powermax 1000 G3Document65 pagesPowermax 1000 G3Felipe Sanchez CorreaNo ratings yet
- EC Wiring Diagrams: M3G074 Motor (Single Phase) M3G084 Motor (Single Phase)Document1 pageEC Wiring Diagrams: M3G074 Motor (Single Phase) M3G084 Motor (Single Phase)EduRoiNo ratings yet
- Catalogo Motores CC PDFDocument181 pagesCatalogo Motores CC PDFAjit KalelNo ratings yet
- ASD TGS-Operational-Manual - 19022009 PDFDocument114 pagesASD TGS-Operational-Manual - 19022009 PDFambuenaflorNo ratings yet
- Abus Electric Chain Hoists AbucompactDocument32 pagesAbus Electric Chain Hoists Abucompactnicoka50No ratings yet
- Electrical Documentation Documentation ÉlectriqueDocument67 pagesElectrical Documentation Documentation Électriquebensa kamelNo ratings yet
- Esab Caddy Mig C160Document12 pagesEsab Caddy Mig C160mihoweNo ratings yet
- Cemont CITIG 1500 DC Rev.00Document21 pagesCemont CITIG 1500 DC Rev.00andreiionNo ratings yet
- Modul Sensor E18-D80NKDocument1 pageModul Sensor E18-D80NKToni BaenkNo ratings yet
- Esm-7710 Man Env04Document44 pagesEsm-7710 Man Env04itsirc67No ratings yet
- C441 Motor Insight Overload RelayDocument4 pagesC441 Motor Insight Overload RelayFlo MircaNo ratings yet
- Drivecon XT Series Instruktion ManualDocument120 pagesDrivecon XT Series Instruktion ManualJoss Maykol Mundaca VasquezNo ratings yet
- CMX 022 Adjustable Frequency DriveDocument16 pagesCMX 022 Adjustable Frequency DriveJESUSCALVILLO100% (2)
- Mitsubishi FR F700Document52 pagesMitsubishi FR F700chuhopNo ratings yet
- Appendix: Configuration ManualDocument12 pagesAppendix: Configuration ManualSamir SabicNo ratings yet
- Shimaden SR1 8Y 1WDocument8 pagesShimaden SR1 8Y 1WmaufisanNo ratings yet
- Coel Catalogue 2006 1Document58 pagesCoel Catalogue 2006 1Danilo MontesanoNo ratings yet
- Scema Monitor PDFDocument91 pagesScema Monitor PDFAlex100% (1)
- ER2 Owners ManualDocument164 pagesER2 Owners ManualKito Canada100% (5)
- All-In-One Solar Charger Inverter: User ManualDocument36 pagesAll-In-One Solar Charger Inverter: User Manualkyaw winNo ratings yet
- ESD-5100 Series Speed Control Unit ManualDocument14 pagesESD-5100 Series Speed Control Unit ManualreckyNo ratings yet
- Seilzug DR 3 - 10 - ENDocument36 pagesSeilzug DR 3 - 10 - ENAmazonas ManutençãoNo ratings yet
- Masterguard C Series 10 60kva PDFDocument24 pagesMasterguard C Series 10 60kva PDFMirza ShahidNo ratings yet
- BEX-20,24 Manual PDFDocument8 pagesBEX-20,24 Manual PDFmapache66No ratings yet
- Sec. M7 LT-7 K227 OR K395 Lightweight Tractor Parts List: Model IndexDocument22 pagesSec. M7 LT-7 K227 OR K395 Lightweight Tractor Parts List: Model IndexJorge Lopez AguilarNo ratings yet
- Sony VGN-CR Series MBX-177A QUANTA GD1A Schematic Diagram PDFDocument35 pagesSony VGN-CR Series MBX-177A QUANTA GD1A Schematic Diagram PDFwelltonarrudaNo ratings yet
- ABUS GM1000 Spare Part ManualDocument31 pagesABUS GM1000 Spare Part ManualLe Monde selon St-MarcNo ratings yet
- WoodWard Egcp 2Document4 pagesWoodWard Egcp 2Julian Pompy Buitrago Carrascal100% (1)
- Transistor L2610CV - Painel Verona Temperatura e GasolinaDocument6 pagesTransistor L2610CV - Painel Verona Temperatura e GasolinalaroccaNo ratings yet
- JOYSTICK MS-A2, 2-Axis: No.: 1.004.9000 No.: 1.004.9001Document1 pageJOYSTICK MS-A2, 2-Axis: No.: 1.004.9000 No.: 1.004.9001Сергей ЦарицынNo ratings yet
- Manual Minicas 2Document12 pagesManual Minicas 2ecotexano100% (1)
- R6 BT70 Ares MS - 65 Man GBDocument28 pagesR6 BT70 Ares MS - 65 Man GBAmal Raj100% (1)
- S100 English Users ManualDocument469 pagesS100 English Users ManualJames CoffeyNo ratings yet
- DKG 517 J Manual de UsuarioDocument38 pagesDKG 517 J Manual de Usuarioenriquecourtadep100% (1)
- LGK160 - ManualDocument26 pagesLGK160 - ManualRyuDswiftNo ratings yet
- LG-125HA: Inverter Machine Use Plasma Cutting Machine Operation ManualDocument23 pagesLG-125HA: Inverter Machine Use Plasma Cutting Machine Operation ManualMURAT ORMANNo ratings yet
- LGK-100/120/160/200/300IGBT: Operator'S ManualDocument25 pagesLGK-100/120/160/200/300IGBT: Operator'S ManualMaurizioNo ratings yet
- LGK 100 120 160 200IGBT Plasma Cutting Machine ManualDocument27 pagesLGK 100 120 160 200IGBT Plasma Cutting Machine Manual2Rti100% (1)
- LGK 120、200、300、400HD Plasma Cutting Machine ManualDocument49 pagesLGK 120、200、300、400HD Plasma Cutting Machine ManualArsalan KhanNo ratings yet
- LGK-40/63IGBT: Igbt Inveter Air Plasma Cutting MachineDocument21 pagesLGK-40/63IGBT: Igbt Inveter Air Plasma Cutting MachinePascu AurelNo ratings yet
- Rt530e-2 t4f Ccs Om Ctrl583-00Document150 pagesRt530e-2 t4f Ccs Om Ctrl583-00Alfonso Cervantes0% (1)
- Bobcat s160 SpecsDocument2 pagesBobcat s160 SpecsAlfonso CervantesNo ratings yet
- Body Electrical: Doran Warning Light MonitorDocument8 pagesBody Electrical: Doran Warning Light MonitorAlfonso CervantesNo ratings yet
- Power Wave 450 Service Manual PDFDocument293 pagesPower Wave 450 Service Manual PDFAlfonso CervantesNo ratings yet
- 1000 MDC - For MillingDocument142 pages1000 MDC - For MillingAlfonso CervantesNo ratings yet
- Instruction Manual For Frenic 5000MS5 Inverter English OnlyDocument64 pagesInstruction Manual For Frenic 5000MS5 Inverter English OnlyAlfonso CervantesNo ratings yet
- O225389n MilDocument56 pagesO225389n MilAlfonso CervantesNo ratings yet
- Sat Report PSS 11kV/415V SubstationDocument11 pagesSat Report PSS 11kV/415V Substationksenthil09No ratings yet
- Biogas Production From Municipal Waste: Prospect in BangladeshDocument5 pagesBiogas Production From Municipal Waste: Prospect in BangladeshMujtaba AbbasNo ratings yet
- Solar Panel Tracking and Monitoring SystemDocument8 pagesSolar Panel Tracking and Monitoring SystemGRD JournalsNo ratings yet
- Jurnal ElektrolisisDocument8 pagesJurnal ElektrolisisMoch Alie MuchitNo ratings yet
- Hussain Chem NotesDocument31 pagesHussain Chem NotesMujtaba AzeemNo ratings yet
- How To Check The Turbocharger Oil Leakage ConditionDocument11 pagesHow To Check The Turbocharger Oil Leakage ConditionMyo minNo ratings yet
- Variable Geometry Diffuser Extended TravelDocument22 pagesVariable Geometry Diffuser Extended TravelPerkins CikawungNo ratings yet
- Newton's Law of Cooling ProjectDocument7 pagesNewton's Law of Cooling ProjectArisan Iqma100% (4)
- Energy Management System in Adhoc Wireless Networks: Gantinagasatish, Prof.P.Suresh VarmaDocument3 pagesEnergy Management System in Adhoc Wireless Networks: Gantinagasatish, Prof.P.Suresh Varmau_sandhya90No ratings yet
- Lincoln Electric MP210 Manual PDFDocument96 pagesLincoln Electric MP210 Manual PDFbbeisslerNo ratings yet
- Goods Receipt Goods ReciptDocument129 pagesGoods Receipt Goods ReciptharshNo ratings yet
- Linetroll3100 Datasheet enDocument2 pagesLinetroll3100 Datasheet ensivasankarNo ratings yet
- 3 Element Boiler Drum LevelDocument2 pages3 Element Boiler Drum LevelAmir Yousaf100% (1)
- Single Line Drawing S2100-15-220-220 220VAC, 15kVA @40°C: Manufacturing VersionDocument6 pagesSingle Line Drawing S2100-15-220-220 220VAC, 15kVA @40°C: Manufacturing VersionLinh TrầnNo ratings yet
- Cbs 305Document8 pagesCbs 305josenamelNo ratings yet
- 15EI251L E&ilap ManualDocument56 pages15EI251L E&ilap ManualAnushka TantiaNo ratings yet
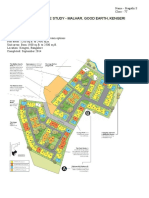
- Literature Case Study - Malhar, Good Earth, KengeriDocument4 pagesLiterature Case Study - Malhar, Good Earth, KengeriFashionable JewelleryNo ratings yet
- Ash Rae AcronymsDocument12 pagesAsh Rae AcronymsAnonymous S9qBDVkyNo ratings yet
- Portable Fire ExtinguisherDocument44 pagesPortable Fire ExtinguisherjohainaNo ratings yet
- MARK-FIC 07-EN UltimaSheetDocument2 pagesMARK-FIC 07-EN UltimaSheetpintileirobertNo ratings yet
- CL-204 (Heat Transfer Operations) : Assignment: 2Document11 pagesCL-204 (Heat Transfer Operations) : Assignment: 2ShubhamNo ratings yet
- Tower DesignDocument11 pagesTower DesignMohammad Hafiz MahadzirNo ratings yet
- Single Needle Direct Drive Straight Lock Stitcher With Thread TrimmerDocument6 pagesSingle Needle Direct Drive Straight Lock Stitcher With Thread TrimmerRafael barragánNo ratings yet
- Project Standards and Specifications Inspection of PumpsDocument7 pagesProject Standards and Specifications Inspection of PumpsShahShNo ratings yet
- AMF 2.0 Technical Specifications - ENDocument2 pagesAMF 2.0 Technical Specifications - ENRodrigo GoeringNo ratings yet
- The Bakun Hydroelectric Project in Malaysia - The Damned DamDocument11 pagesThe Bakun Hydroelectric Project in Malaysia - The Damned Damvkumaran0% (1)
- C Rate BatteriesDocument2 pagesC Rate BatteriesCyriac SebastianNo ratings yet