You might also like
- Witness Testing of Api 610 Centrifugal PumpsDocument6 pagesWitness Testing of Api 610 Centrifugal PumpsHatem ShawkiNo ratings yet
- Pump TutorialDocument9 pagesPump TutorialendyNo ratings yet
- Inspection and Test Plan (Itp)Document20 pagesInspection and Test Plan (Itp)المهندس محمد الزواهرة Eng Mohummed Al-zawhreh100% (2)
- Freq of Sampling and Testing SMDocument46 pagesFreq of Sampling and Testing SMOmer HayatNo ratings yet
- Well Testing Project Management: Onshore and Offshore OperationsFrom EverandWell Testing Project Management: Onshore and Offshore OperationsNo ratings yet
- Allpax Factory Acceptance TestsDocument5 pagesAllpax Factory Acceptance Testssaneie99No ratings yet
- How To Witness Test A TransformerDocument3 pagesHow To Witness Test A TransformerMind of Beauty100% (1)
- How To WitnessDocument3 pagesHow To WitnessUday Kumar Raju NadimpalliNo ratings yet
- Scope of FATDocument9 pagesScope of FATmahesh5277No ratings yet
- Guidelines On Testing DP SystemsDocument28 pagesGuidelines On Testing DP SystemsFrancis ButlerNo ratings yet
- Manual For Frequency of Sampling and Testing and Basis For Use of MaterialsDocument39 pagesManual For Frequency of Sampling and Testing and Basis For Use of MaterialsLaljhadiRM EngineerNo ratings yet
- Engineers To Healthcare Industry®: Quality Assurance Protocol (QAP)Document9 pagesEngineers To Healthcare Industry®: Quality Assurance Protocol (QAP)Suleman KhanNo ratings yet
- What Is FAT and How Does It WorkDocument5 pagesWhat Is FAT and How Does It WorkBoy PrayogaNo ratings yet
- Freq of Sampling and Testing SMDocument45 pagesFreq of Sampling and Testing SMMk GonzalesNo ratings yet
- Commissioning Fundamentals and A Practical Approach: PDH Course P146Document13 pagesCommissioning Fundamentals and A Practical Approach: PDH Course P146julia2k1No ratings yet
- QapDocument9 pagesQaprenjithv_4No ratings yet
- CommissioningDocument22 pagesCommissioningMary Grace D. Almiranez100% (1)
- Plant Performance TestDocument10 pagesPlant Performance TestUjang Sonjaya100% (1)
- Inspection ReportsDocument7 pagesInspection ReportsYasir MehmoodNo ratings yet
- Draft Guidelines For Model Quality Assurance Plan Mqap For Major Electrical Mechanical Equipment in Thermal Power Sector-2Document185 pagesDraft Guidelines For Model Quality Assurance Plan Mqap For Major Electrical Mechanical Equipment in Thermal Power Sector-2Chiranjeev SahooNo ratings yet
- How To Conduct A Plant Performance Test - Power MagazineDocument11 pagesHow To Conduct A Plant Performance Test - Power MagazineMuhammad ImranNo ratings yet
- Qatar ResumeDocument5 pagesQatar Resumepursuitforhappyness_No ratings yet
- Georgy Abraham - Mech EnggDocument5 pagesGeorgy Abraham - Mech EngggeorgyNo ratings yet
- The Procurement Qualification and Calibration of Lab InstrumentsDocument7 pagesThe Procurement Qualification and Calibration of Lab InstrumentsMowaten MasryNo ratings yet
- Presentation On NTPC Inspection ServicesDocument34 pagesPresentation On NTPC Inspection ServicesAshwani Dogra100% (3)
- FAT and SAT ProcedureDocument3 pagesFAT and SAT ProcedureSoe SintthuNo ratings yet
- Inspection Plan: Home QA/QC SystemsDocument11 pagesInspection Plan: Home QA/QC SystemsIsd BambNo ratings yet
- Modern-Day Linear Accelerator Acceptance Testing and CommissioningDocument13 pagesModern-Day Linear Accelerator Acceptance Testing and CommissioningSurve Ayesha YusufNo ratings yet
- PDH Online P146 - Commissioning FundamentalsDocument14 pagesPDH Online P146 - Commissioning Fundamentalsfzida8942100% (2)
- GangulyDocument14 pagesGangulyPrasanta ParidaNo ratings yet
- Inspection and Test Plan For Pressure VesselDocument2 pagesInspection and Test Plan For Pressure Vesselalokbdas50% (2)
- ITP (Inspection and Test Plans) - NSW, AUSDocument14 pagesITP (Inspection and Test Plans) - NSW, AUSJaques Brice Lo Nascimento50% (2)
- Factory Acceptance TestDocument8 pagesFactory Acceptance Testpsn_kylm100% (2)
- Quality Assurance Protocol-1Document1 pageQuality Assurance Protocol-1renjithv_4No ratings yet
- Commissioning GuidanceDocument18 pagesCommissioning GuidanceApriadi Simon Harianja100% (1)
- Mechanical Equipment TestingDocument12 pagesMechanical Equipment TestingChemi YeNo ratings yet
- Hydro Testing Handbook: Principles, Practices, Applications, Formulas, and Common Q&AFrom EverandHydro Testing Handbook: Principles, Practices, Applications, Formulas, and Common Q&ANo ratings yet
- Pharm Validation - Fat & Sat - JSK NagarajanDocument31 pagesPharm Validation - Fat & Sat - JSK Nagarajannagasaki2001100% (1)
- Appendix E - Guideline For Inspection and Test PlansDocument15 pagesAppendix E - Guideline For Inspection and Test PlansKO_ERNIA1No ratings yet
- Technology Selection For A Chemical Process GuidelinesDocument9 pagesTechnology Selection For A Chemical Process GuidelinesrutujaNo ratings yet
- E&i QC Inspector Resum and DocumentsDocument24 pagesE&i QC Inspector Resum and DocumentsIrfan 786pakNo ratings yet
- Construction SupervisionDocument18 pagesConstruction Supervisionfhsn8483% (6)
- Writing Validation ProtocolsDocument6 pagesWriting Validation ProtocolswahNo ratings yet
- Palta - Modern-Day Linear Accelerator Acceptance Testing and Commissioning PDFDocument12 pagesPalta - Modern-Day Linear Accelerator Acceptance Testing and Commissioning PDFClaudia Morales UlloaNo ratings yet
- CVDocument5 pagesCVFenil ShingalaNo ratings yet
- Sample QC Inspection and Test PlanDocument9 pagesSample QC Inspection and Test PlanMDS Mohamed100% (3)
- Mani San Resume FEB2013Document5 pagesMani San Resume FEB2013Manivannan PurushothamanNo ratings yet
- Field Testing GuideDocument387 pagesField Testing GuideSilver GeotecNo ratings yet
- Inspection Test Procedure ModelDocument8 pagesInspection Test Procedure ModelMahesh SuthaNo ratings yet
- OpenfileDocument3 pagesOpenfileSuhas SopeNo ratings yet
- Conduct Perf Test - Power MagDocument6 pagesConduct Perf Test - Power Mag1amonet2No ratings yet
- Commissioning Training v1Document19 pagesCommissioning Training v1yanblade100% (4)
- Sop Iii-001 R00Document27 pagesSop Iii-001 R00BepdjNo ratings yet
- Cpi Quality ProceduresDocument18 pagesCpi Quality ProceduresAdrian RogersNo ratings yet
- Is My Machine OK?: A Field Guide to Assessing Process MachineryFrom EverandIs My Machine OK?: A Field Guide to Assessing Process MachineryNo ratings yet
- Process Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationFrom EverandProcess Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationNo ratings yet
- Discharge Piping Over Pressure ProtectionDocument1 pageDischarge Piping Over Pressure Protectionsiva242245No ratings yet
- Equivalent A SizeDocument3 pagesEquivalent A Sizesiva242245No ratings yet
- 1 12 1Document7 pages1 12 1Chandrasekhar SonarNo ratings yet
- Grid-Connected System: Simulation Parameters: Project: UzhavanDocument5 pagesGrid-Connected System: Simulation Parameters: Project: Uzhavansiva242245No ratings yet
- Chevron Pump ManualDocument401 pagesChevron Pump Manualsiva242245100% (2)
- MIN. 13 M: Minimum Straight Length RequirementDocument1 pageMIN. 13 M: Minimum Straight Length Requirementsiva242245No ratings yet
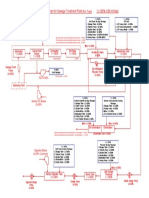
- Schematic Diagram For Sewage Treatment Plant 2 x100% (180 M /day)Document1 pageSchematic Diagram For Sewage Treatment Plant 2 x100% (180 M /day)siva242245No ratings yet
- Thermal Expansion of PipeDocument4 pagesThermal Expansion of Pipesiva242245No ratings yet
- 0rolt Maximizingsolutionsforyourbusiness: WWWQ CellscomDocument26 pages0rolt Maximizingsolutionsforyourbusiness: WWWQ Cellscomsiva242245No ratings yet
- Fabrication CalculationDocument73 pagesFabrication Calculationsiva242245100% (2)
- Procedure and Scope: Good Luck, Ravi SankarDocument27 pagesProcedure and Scope: Good Luck, Ravi SankarRazook MohammedNo ratings yet
- 2K Method Excess Head Loss in Pipe Fittings Rev1Document8 pages2K Method Excess Head Loss in Pipe Fittings Rev1siva242245No ratings yet
- Darcy Friction Factor FormulaeDocument10 pagesDarcy Friction Factor Formulaesiva242245No ratings yet
- Piping Stress AnalysisDocument51 pagesPiping Stress Analysissandygo100% (4)
- Centrifugal Pump Selection and SizingDocument56 pagesCentrifugal Pump Selection and SizingNoman Abu-FarhaNo ratings yet
- Vertical Pumps PDFDocument3 pagesVertical Pumps PDFsiva242245No ratings yet
- FBC Boilers: Syllabus FBC Boilers: Introduction, Mechanism of Fluidized Bed Combustion, AdvantagesDocument12 pagesFBC Boilers: Syllabus FBC Boilers: Introduction, Mechanism of Fluidized Bed Combustion, AdvantagesTejas T S TejasNo ratings yet