Professional Documents
Culture Documents
Valves Story
Uploaded by
wenny_tpd0 ratings0% found this document useful (0 votes)
13 views127 pagesDescribe about valve function and aplication
Copyright
© © All Rights Reserved
Available Formats
PDF, TXT or read online from Scribd
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentDescribe about valve function and aplication
Copyright:
© All Rights Reserved
Available Formats
Download as PDF, TXT or read online from Scribd
0 ratings0% found this document useful (0 votes)
13 views127 pagesValves Story
Uploaded by
wenny_tpdDescribe about valve function and aplication
Copyright:
© All Rights Reserved
Available Formats
Download as PDF, TXT or read online from Scribd
You are on page 1of 127
An Introduction to the Valve Industry Slide 1
AN EDUCATION PROGRAM SPONSORED BY:
The Friends of the Crawford Library, Inc.
The Valve Manufacturers Association
and
AN INTRODUCTION
TO THE
VALVE INDUSTRY
A broad overview of the industry
to help newcomers better understand
the world of industrial valves
An Introduction to the Valve Industry Slide 2
SECTION TOPICS
SECTION 1: VALVE BASICS
Definition and functions
Major valve types
Market segments
Special service valves
SECTION 2: HISTORICAL PERSPECTIVES
Timeline of major valve events
Technological changes
Manufacturing changes
SECTION 3: VALVE PERFORMANCE
Standards organizations
Pressure and class ratings
Testing requirements
An Introduction to the Valve Industry Slide 3
SECTION TOPICS
SECTION 4: VALVE COMPONENTS
Body materials
Valve trim materials
Seals, gaskets and packings
Valve actuation
SECTION 5: SUMMARY/RESOURCES
Review of topics discussed
Glossary of terms
Additional resources from VMA
SUPPLEMENTAL NOTES
Separate attachment (PDF)
An Introduction to the Valve Industry Slide 4
SECTION 1: VALVE BASICS
The functions valves perform in a piping
system
The major market segments the valve
industry serves
In this section, you will learn about:
An Introduction to the Valve Industry Slide 5
SECTION 1: VALVE BASICS
A device that regulates the flow of
gases, liquids or loose materials
through an aperture, such as a pipe,
by opening, closing or obstructing a
port or passageway
What is a valve?
An Introduction to the Valve Industry Slide 6
SECTION 1: VALVE BASICS
Isolates flow: on/off functions
Controls flow: volume functions
Checks flow: directional
functions
How do valves regulate flow?
An Introduction to the Valve Industry Slide 7
SECTION 1: VALVE BASICS
Isolating valves also called block valves
Possible valve choices for isolating service
Gate
Ball
Butterfly
Plug
Isolating valves
An Introduction to the Valve Industry Slide 8
SECTION 1: VALVE BASICS
Control valves are prime examples
Possible valve choices for control and
regulating
Globe
Butterfly
Ball
Plug
Control and regulating valves
An Introduction to the Valve Industry Slide 9
SECTION 1: VALVE BASICS
Swing check most common
Many globe valves can be made stop check
or non-return types
Check
An Introduction to the Valve Industry Slide 10
SECTION 1: VALVE BASICS
Special on/off valves
Designed to:
Open and relieve excess pressure
Re-close after normal conditions are restored
Function when normal operating controls fail
Not designed to control normal operating
pressure
Most critical valve in pressurized systems
Referred to as PRVs
Safety and pressure relief valves
An Introduction to the Valve Industry Slide 11
SECTION 1: VALVE BASICS
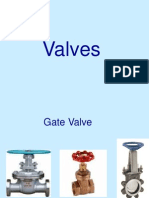
Gate
Globe
Ball
Check
Butterfly
Plug
Basic valve types
An Introduction to the Valve Industry Slide 12
SECTION 1: VALVE BASICS
Mature design
Simple construction with few
moving parts
Not recommended for throttling
service
Relatively easy and inexpensive
to manufacture
Easy to repair
Heavy design compared to
butterfly and ball valves
Gate valves
An Introduction to the Valve Industry Slide 13
SECTION 1: VALVE BASICS
Primarily a regulating or throttling valve
Basic design over 150 years old
Called a globe due to round body shape
Poor flow path; much fluid friction
Generally not made in very large sizes
Usually a unidirectional installation
May be made in stop-check
configuration
Low repair cost
Globe valves
An Introduction to the Valve Industry Slide 14
SECTION 1: VALVE BASICS
Also called non-return
Allow flow in one direction only
Types: swing, piston, ball, double-disc and silent
Metal-seated checks leak,
especially swing type
Require careful sizing,
installation and placement
Low repair cost
Check valves
An Introduction to the Valve Industry Slide 15
SECTION 1: VALVE BASICS
Relatively new valve style (since 1950)
May be resilient or metal seated
Can be used for blocking or regulating flow
Two main designs: floating and trunnion
Resilient seated typically
Use Teflon for seat material
Have lower maximum temperature rating of
about 450
o
F
Compact design
Moderate repair cost
Ball valves
An Introduction to the Valve Industry Slide 16
SECTION 1: VALVE BASICS
Oldest valve design, developed 2000 years ago!
Available either lubricated or lined
Can be used for blocking or regulating flow
Lubricated types used for hydrocarbon service
Lined types popular in chemical
industry
In some cases replaced by ball
and butterfly designs
Moderately expensive to repair
Plug valves
An Introduction to the Valve Industry Slide 17
SECTION 1: VALVE BASICS
Center-hinged swinging disc
Low pressure and low temperature designs are
resilient seated, usually rubber lined
Can be used for blocking or regulating
High performance types are
metal seated
Often double and triple offset
to reduce closure torque
Relatively expensive to repair
Butterfly valves
An Introduction to the Valve Industry Slide 18
SECTION 1: VALVE BASICS
Media
Gases
Liquids
Loose materials
What do valves regulate?
An Introduction to the Valve Industry Slide 19
SECTION 1: VALVE BASICS
Just about everywhere!
Where do valves regulate flow?
An Introduction to the Valve Industry Slide 20
SECTION 1: VALVE BASICS
Municipal water and wastewater
Home plumbing systems
Heating, ventilating and air conditioning (HVAC)
Fire protection
General industry
Power
Oil, gas and refining
Market segments
An Introduction to the Valve Industry Slide 21
SECTION 1: VALVE BASICS
Fresh water and sewerage media
Materials: cast and ductile iron
Valve sizes: 6" to 84"
Operating conditions:
ambient, low pressure
Municipal water and wastewater
An Introduction to the Valve Industry Slide 22
SECTION 1: VALVE BASICS
Material: brass
Primarily installed in:
Sinks and faucets
Hose bibs
Furnaces
Hot water heating systems
Home plumbing
An Introduction to the Valve Industry Slide 23
SECTION 1: VALVE BASICS
Commercial buildings
Materials: iron, steel
and bronze
Valve sizes: " to 24"
Operating conditions:
low ambient to
environments 200 F
Heating, ventilating and air conditioning
An Introduction to the Valve Industry Slide 24
SECTION 1: VALVE BASICS
Commercial buildings, including high rise
Materials: iron and steel
Valve sizes: 2" to 16"
Operating conditions:
ambient, low pressure
environments
Fire protection
An Introduction to the Valve Industry Slide 25
SECTION 1: VALVE BASICS
Examples
Automated assembly lines
Hydraulic equipment
Compressed air
Valve sizes: " to 2"
Operating conditions:
ambient, low pressure
environments, except
for hydraulics
General industry
An Introduction to the Valve Industry Slide 26
SECTION 1: VALVE BASICS
Steam generating plants
Materials: carbon steel to low alloy
Valve sizes: 2" to 16"
Operating conditions:
high temperatures,
high pressure
Power fossil fuel plants
An Introduction to the Valve Industry Slide 27
SECTION 1: VALVE BASICS
Extreme quality assurance requirements
Total traceability of materials and
processes
Extremely high integrity castings
ASME N Stamp required for
manufacture of nuclear valves
Stainless steels commonly used
Cobalt-based hard-facings (Stellite)
cannot be used
Power nuclear plants
An Introduction to the Valve Industry Slide 28
SECTION 1: VALVE BASICS
Largest variety of materials and types
Materials: steel through super alloy
Valve types: all
Valve sizes: " through 48"
Operating conditions: cryogenic to
1000 F, low to high pressures
Media: water to hydrofluoric acid
Oil, gas and refining
An Introduction to the Valve Industry Slide 29
SECTION 1: VALVE BASICS
Cryogenic (below -150 F): extended bonnets
Slurry: knife gates popular
Hydrogen: high integrity castings
Strong acid: corrosion-resistant alloys
Sour service, hydrogen sulfide
(H
2
S): limits on material hardness
Oxygen: all oil and grease must
be removed
Hazardous media: extra QA (quality
assurance) and NDE (non-destructive
examination)
Special service/special valves
An Introduction to the Valve Industry Slide 30
SECTION 2: HISTORICAL PERSPECTIVE
In this section, you will learn about:
Events that brought about major changes in
valve design and manufacturing during the last
two centuries
The advances made in valve technology
between 1900 and the 21
st
century
An Introduction to the Valve Industry Slide 31
SECTION 2: HISTORICAL PERSPECTIVE
Roman Empire (first valves) 25 AD
James Watt (steam engine) 1775
World War II 1939
Jack Kilby (integrated circuit) 1959
Valve history timeline
0 2000
1939
1959 1775 25 AD
An Introduction to the Valve Industry Slide 32
SECTION 2: HISTORICAL PERSPECTIVE
Built the first valves
Used valve and piping
designs for a variety of
water service applications
Roman Plug Valve 25 AD
Roman Empire: 25 AD
An Introduction to the Valve Industry Slide 33
SECTION 2: HISTORICAL PERSPECTIVE
Steam power: 1775
Demand for larger and higher
pressure valves
Development of large
integrated valve plants
120" Valve Circa 1915
An Introduction to the Valve Industry Slide 34
SECTION 2: HISTORICAL PERSPECTIVE
Steam industry drove
virtually all valve designs.
Materials: brass and
bronze, then cast iron
Globe valves were
predominate.
High pressure in 1890
was 200 psi.
Valve technology: 1800-1900
1892 Valve Patent
An Introduction to the Valve Industry Slide 35
SECTION 2: HISTORICAL PERSPECTIVE
Enormous need for additional piping and valves
Demand for 100-octane aviation fuel
World War II
Assembling Valves During WW II Integrated Valve Plant Circa 1947
An Introduction to the Valve Industry Slide 36
SECTION 2: HISTORICAL PERSPECTIVE
Valve design requirements driven by:
Steam until WWII
High octane fuel in 1940s
Birth of steel valve, 1900-1910
Pressure-seal bonnets, 1940-1945
Teflon enabled the modern floating ball valve
New corrosion-resistant valve materials
Valve technology: 1900-1950
An Introduction to the Valve Industry Slide 37
SECTION 2: HISTORICAL PERSPECTIVE
Advancing digital technology
Emerging nuclear market
Technology revolution: mid-20
th
century
Nuclear Power Plant Pneumatic Positioner
An Introduction to the Valve Industry Slide 38
SECTION 2: HISTORICAL PERSPECTIVE
Smart valves and fieldbus control
New designs
Triple-offset butterfly valves
Metal-seated ball valves
Improved materials
High Cr/Mo alloys: C5, C12, C12A
Super alloys
Advances in welding technology
Hard facing overlays
Extended-life seating surfaces
Valve technology: 1950-2000
An Introduction to the Valve Industry Slide 39
SECTION 2: HISTORICAL PERSPECTIVE
Technical
Digital control systems
Improved fugitive emissions control
Manufacturing
China and the Far East
Commodity valves
become cheaper
21st century changes
An Introduction to the Valve Industry Slide 40
SECTION 2: HISTORICAL PERSPECTIVE
New and improved
high-temperature alloys
Advanced computer
control and actuation
Bigger valves becoming
more common
Sharper focus on
fugitive emissions
Technical changes
State-of-the-Art Butterfly Valve
Network-integrated Control System
An Introduction to the Valve Industry Slide 41
SECTION 2: HISTORICAL PERSPECTIVE
Through the 1970s, United States was world
leader in valve manufacturing
Most commodity steel valves now made or
cast in China or India
Manufacturing changes
Chinese Investment Casting
Foundry
An Introduction to the Valve Industry Slide 42
SECTION 2: HISTORICAL PERSPECTIVE
Chinese manufacturing
Chinese Furnace Casting Cleaning
Modern Chinese
Valve Plant
An Introduction to the Valve Industry Slide 43
SECTION 3: VALVE PERFORMANCE
Organizations responsible for establishing
standards for valve manufacturing
Differences between American Society of
Mechanical Engineers (ASME) class ratings and
water, oil and gas (WOG) ratings
Valve testing procedures
In this section, you will learn about:
An Introduction to the Valve Industry Slide 44
SECTION 3: VALVE PERFORMANCE
American Petroleum Institute (API)
Manufacturers Standardization Society (MSS)
American Society of Mechanical Engineers (ASME)
International Organization for Standardization (ISO)
American Waterworks Association (AWWA)
Instrument Society of America (ISA)
NACE International (originally National Association
of Corrosion Engineers)
Valve standards organizations
An Introduction to the Valve Industry Slide 45
SECTION 3: VALVE PERFORMANCE
American Petroleum Institute
Covers refinery, chemical and petrochemical
industry
API
An Introduction to the Valve Industry Slide 46
SECTION 3: VALVE PERFORMANCE
API 6D, Pipeline Valves
API 594, Check Valves
API 598, Valve Testing & Inspection
API 600, Gate Valves
API 602, Compact Steel Gate Valves
API 607, Fire Testing Requirements
API 608, Ball Valves
API 609, Butterfly Valves
API RP 591, Valve Qualification
API RP 621, Valve Repair
API standards
An Introduction to the Valve Industry Slide 47
SECTION 3: VALVE PERFORMANCE
Manufacturers Standardization Society of the
Valve and Fitting Industry
Oldest U.S. standards organization
78 valve and fitting standards,
including:
SP-25, Marking System for Valves
SP-45, Bypass & Drain Connections
SP-91, Guidelines for Manual
Operation of Valves
MSS
An Introduction to the Valve Industry Slide 48
SECTION 3: VALVE PERFORMANCE
American Society of Mechanical Engineers
Standards include:
B16.5, Pipe Flanges
B16.10, Valve end-to-end dimensions
B16.25, Buttweld ends
B16.34, Valves, Threaded, Flanged and Buttwelding
ASME
An Introduction to the Valve Industry Slide 49
SECTION 3: VALVE PERFORMANCE
Contains pressure temperature ratings for
different materials
Non-destructive testing procedures
NDE acceptance criteria
Many useful tables and
important data
ASME B16.34
An Introduction to the Valve Industry Slide 50
SECTION 3: VALVE PERFORMANCE
International Organization for Standardization
Many valve standards parallel to U.S. standards
Some joint ISO and API standards
ISO 6364, Valves for Cryogenic Service
ISO 5208, Valve Testing
ISO
An Introduction to the Valve Industry Slide 51
SECTION 3: VALVE PERFORMANCE
ASME American Society of Mechanical
Engineers
Section I: Power Boilers
Section III: Nuclear
Section IV: Heating Boilers
Section VIII: Pressure Vessels
National Board of Boiler & Pressure Vessel
Inspectors
Certifies PRV OEMs and repair facilities
Pressure relief valve (PRV) standards
An Introduction to the Valve Industry Slide 52
SECTION 3: VALVE PERFORMANCE
Regulated by the ASME Fired Pressure Vessels
(B&PV) Code
Designated as ASME Section I Safety Valves
Boiler and pressure vessel safety valves
ASME Section I Safety Valves Symbol
An Introduction to the Valve Industry Slide 53
SECTION 3: VALVE PERFORMANCE
Specifications:
Class ratings
WOG (water, oil and gas) ratings
ASME Class ratings
Very similar to class ratings for
flanges; often the same
WOG (water, oil and gas) ratings
Valves working pressure typically up to 100 F
(same definition as cold working pressure [CWP]
for class ratings)
Pressure ratings: methods
An Introduction to the Valve Industry Slide 54
SECTION 3: VALVE PERFORMANCE
Example: ASME Class 150 is defined as a
dimensionless number indirectly related to the
pressure-retaining ability as the function of
temperature of the component.
The class defines the maximum allowable
working pressure at a specific temperature for
a specific material.
Classes primarily derived from ASME B16.34
Class ratings
An Introduction to the Valve Industry Slide 55
SECTION 3: VALVE PERFORMANCE
Often shown as spreadsheet table with:
Pressure classes on top
Temperature on side
Single table for each specific material group
Common steel class ratings: 150, 300, 600, 900,
1500, 2500 & 4500 (also Class 800 only for small
forged valves for API-602 standard)
Class number formerly referred to the rated
pressure at 750 F except for Class 150
Class ratings (continued)
An Introduction to the Valve Industry Slide 56
SECTION 3: VALVE PERFORMANCE
Sample class ratings table
An Introduction to the Valve Industry Slide 57
SECTION 3: VALVE PERFORMANCE
Maximum working pressures listed by media
in ASME B16.34
For example, a Class 150 valve, WCB
material, can be used safely on services up
to 800 F.
At ambient temperature, the maximum
working pressure of that valve is 285 psig.
At 800 F, the maximum working pressure of
that same valve is only 80 psig.
Sample ASME pressure standards
An Introduction to the Valve Industry Slide 58
SECTION 3: VALVE PERFORMANCE
Usually defined by only two points
Pressure at 100 F
Pressure at the highest allowable temperature of
the materials used (often a PTFE seat or seal)
Often portrayed on graph or chart, appearing
as a straight line rating
WOG ratings
An Introduction to the Valve Industry Slide 59
SECTION 3: VALVE PERFORMANCE
Sample WOG ratings graph
WOG ratings
common for:
Ball valves
Other soft-seated
valves
An Introduction to the Valve Industry Slide 60
SECTION 3: VALVE PERFORMANCE
All ASME and API standard valves inspected
and tested
Vary by:
Product type
Size
Pressure class
Common test media
Water
Air
Testing requirements
Testing a Linear Actuated Valve
An Introduction to the Valve Industry Slide 61
SECTION 3: VALVE PERFORMANCE
Shell (body integrity) test
150% of rated maximum
cold working pressure
(CWP)
Seat (leakage) test
90 psi (air) or 110% of
the rated maximum CWP
(water)
Testing requirements (continued)
Testing Class 800 Valves
An Introduction to the Valve Industry Slide 62
SECTION 3: VALVE PERFORMANCE
12" Class 300 WCB gate valve (to API-600)
Test requirement API-598
ASME B16.34 300 Class CWP (working
pressure @ ambient) = 740 psig
Typical valve test requirement
Pressure (psi) Duration (sec.)
Shell test 1125 120
Seat test 90 (air) 120
Backseat test 825 60
HP seat test option 825 120
Pressure (psi) Duration (sec.)
Shell test 1125 120
Seat test 90 (air) 120
Backseat test 825 60
HP seat test option 825 120
An Introduction to the Valve Industry Slide 63
SECTION 3: VALVE PERFORMANCE
Control valve seating and shut-off
requirements
Control valves are usually tested to
standards that differ from other valve types.
The joint Fluid Control Institute (FCI)/
American National Standard Institute (ANSI)
document ANSI/FCI 70-2-1991 is usually
applied.
An Introduction to the Valve Industry Slide 64
SECTION 3: VALVE PERFORMANCE
TABLE I
Leakage Class Maximum Seat Leakage Test Procedure
Class I See Paragraph 4.2.1 None
(See 4.2.1)
Class II 0.5% of rated valve capacity Type A
(See 4.2.2) (See 5.1)
Class III 0.1% of rated valve capacity Type A
(See 4.2.3) (See 5.1)
Class IV 0.01% of rated valve capacity Type A
(See 4.2.4) (See 5.1)
Class V 5 x 10 ml per minute of water per inch of orifice Type B
(See 4.2.5) diameter per psi differential (See 5.2)
(5 x 10-12 m3 per second of water per mm of orifice
diameter per bar differential).
Class VI Leakage per Paragraph 5.3.4 as expressed in ml per minute Type C
(See 4.2.6) versus port diameter (See 5.3)
An Introduction to the Valve Industry Slide 65
SECTION 4: VALVE COMPONENTS
The types of materials used in valve manufacturing
Materials commonly used to manufacture valve
pressure containing parts
Four non-pressure-containing parts used on valves
Two major categories of valve trim material
The difference between gasket seals and packing
seals
In this section, you will learn about:
An Introduction to the Valve Industry Slide 66
SECTION 4: VALVE COMPONENTS
How to identify three types of valve gaskets
About the types of common end connectors that
are used on valves
The most common problems with installed
valves
What conditions to consider when selecting a
valves gasket material and packing material
And you will learn:
An Introduction to the Valve Industry Slide 67
SECTION 4: VALVE COMPONENTS
Screwed or threaded
Union bonnet
Bolted bonnet, flat gasket
Bolted, ring-type joint
Welded
Pressure seal
Bonnet designs
An Introduction to the Valve Industry Slide 68
SECTION 4: VALVE COMPONENTS
Oldest commercial design
Usually on bronze valves
Used on some hydraulic valves
Not allowed in most refineries
and petrochemical plant process
service
Screwed or threaded
An Introduction to the Valve Industry Slide 69
SECTION 4: VALVE COMPONENTS
Most popular current design
Utilizes a minimum of four bolts
Adaptable to many gasket types
Not used much for pressure
classes above 1500
Higher pressure classes (above
Class 1500) have gone to
pressure seal type bonnets
Bolted bonnet, flat gasket
An Introduction to the Valve Industry Slide 70
SECTION 4: VALVE COMPONENTS
Similar to regular bolted bonnet
Uses a carbon steel ring gasket softer than the
body and bonnet material if possible
Useful for higher pressures and temperatures
than flat gasket bolted bonnets
Bolted ring joint type
An Introduction to the Valve Industry Slide 71
SECTION 4: VALVE COMPONENTS
Invented in early 1940s
Much lighter than bolted bonnet
Employs a soft wedge-shaped
carbon steel ring, sometimes plated
with silver
Newest designs use a stainless-
steel-contained graphite filler
Not for pressure classes below 600
Require internal pressure to
energize seal
Pressure seal bonnet
Pressure Seal Ring
An Introduction to the Valve Industry Slide 72
SECTION 4: VALVE COMPONENTS
Used in sizes through 24 before pressure seals
were invented
Commonly used on API 602 valves " through 2"
Used in combination with a
bolted bonnet as a lip seal
Excellent for fugitive emissions
containment
Welded bonnet
An Introduction to the Valve Industry Slide 73
SECTION 4: VALVE COMPONENTS
Threaded (" to 2")
Socket weld (" to 2")
Buttweld (generally above 2")
Flanged (generally above 2")
Raised face
Flat face
Ring-type joint
Common end connections
An Introduction to the Valve Industry Slide 74
SECTION 4: VALVE COMPONENTS
Common end connection examples
Flanged Ends
Raised Face
Flanged Ends
Ring Type Joint
Flanged Ends
Flat Face
Welded Ends
Buttweld
An Introduction to the Valve Industry Slide 75
SECTION 4: VALVE COMPONENTS
Raised face tongue and groove
Brazed ends
Mechanical clamping
Grayloc
Victaulic
Sanitary
Other end connections
An Introduction to the Valve Industry Slide 76
SECTION 4: VALVE COMPONENTS
Valve materials
Pressure-containing parts
Non-pressure-containing parts
Valve trim
Seals: gaskets, packing
Valve components and materials
An Introduction to the Valve Industry Slide 77
SECTION 4: VALVE COMPONENTS
Valve body materials
Require material rating and class rating for
pressure
Popular pressure-containing materials
Bronze
Cast and ductile iron
Carbon steel
Low alloy steel (up to 9 Cr)
Stainless steels
Exotic, high and super alloys
Pressure-containing parts
An Introduction to the Valve Industry Slide 78
Oldest valve material
Maximum temperature 500 F
Relatively cheap to
manufacture
Low pressure and temperature
only
Good corrosion resistance
Typically not repaired
SECTION 4: VALVE COMPONENTS
Bronze
An Introduction to the Valve Industry Slide 79
Developed in 1850s
Brittle and limited to lower pressures
Maximum temperature 450 F
Not suitable for very low or
cryogenic temperatures
Not easily welded
Typically not repaired,
except largest sizes
SECTION 4: VALVE COMPONENTS
Cast and ductile iron
An Introduction to the Valve Industry Slide 80
SECTION 4: VALVE COMPONENTS
Industrial valve workhorse material
WCC, WCB, A105
Temperatures from -20 F to 1000 F
Ductile
Strong
Relatively easy to cast
Moderate cost
Easy to weld
Carbon steel
An Introduction to the Valve Industry Slide 81
SECTION 4: VALVE COMPONENTS
Up to 9 Cr maximum
Maximum temperature 1200 F
Cast grades: WC6, WC9, C5, C9,
Forged grades: F11, F22, F5, F9,
Most require PWHT (post-weld heat treatment)
when welded
Low alloy steel
An Introduction to the Valve Industry Slide 82
SECTION 4: VALVE COMPONENTS
Corrosion resistant, stainless, with chrome
content above 10%
Austenitic: 304, 316, 317, 321, 347
Highly resistant to most chemicals
Excellent for cryogenic applications
Easy to machine and weld
Precipitation hardening grades
(PH) much stronger
(i.e., 17-4 PH)
Stainless steels
An Introduction to the Valve Industry Slide 83
SECTION 4: VALVE COMPONENTS
Highly resistant to volatile chemicals at high
temperatures and pressures
Monel, titanium, Hastelloy and Inconel
Very expensive
Often difficult to machine and weld
Exotic high and super alloys
An Introduction to the Valve Industry Slide 84
SECTION 4: VALVE COMPONENTS
Yoke
Mounting pads
Miscellaneous
Trim: components affecting valve closure
Seat
Closure element (disc, ball, etc.)
Stem
Non-pressure-containing parts
An Introduction to the Valve Industry Slide 85
SECTION 4: VALVE COMPONENTS
Process fluids
Erosiveness
Corrosiveness
Solids
Other fluid characteristics
Valve action
On-off
Throttling
Emergency
Other
Pressure drop
Temperature
Flow
Velocity
Trim materials selection considerations
An Introduction to the Valve Industry Slide 86
SECTION 4: VALVE COMPONENTS
Soft seated: elastomeric polymers such as
EPDM and plastic polymers such as Teflon
Advantage: tight seating closure
Disadvantages: wide temperature range and
easily damaged
Metal seated: bronze, stainless and hard
facings
Advantages: high temp and not easily damaged
Disadvantage: harder to get bubble-tight closure
Valve trim materials
An Introduction to the Valve Industry Slide 87
SECTION 4: VALVE COMPONENTS
Defined by API
Examples for gate and globe valves:
Trim 8 13 CR stem & disc with
Stellite 6 HF seat
Trim 5 13 CR stem with Stellite 6
HF disc & seat
Trim 10 316 SS stem, disc & seat
Trim 12 316 SS stem & disc with
Stellite 6 HF seat
Trim 16 316 SS stem with Stellite 6
HF disc & seat
Metal-seated valve trims
An Introduction to the Valve Industry Slide 88
SECTION 4: VALVE COMPONENTS
Gaskets
Between non-moving valve components
Typically between outer pressure-containing
parts
Packings
Between one non-moving component and one
moving component
Typically between some part of outer shell and
an operating component, such as stem
Valve seals
An Introduction to the Valve Industry Slide 89
SECTION 4: VALVE COMPONENTS
Valve gasket seals
Ball Valve Globe Valve
Gasket Locations
An Introduction to the Valve Industry Slide 90
SECTION 4: VALVE COMPONENTS
Crush gaskets
Flat graphite/steel laminate sheet
Oval corrugated soft metal
Flat Teflon (PTFE) or reinforced formulations
Controlled compression gaskets
Spiral wound, typically stainless steel with PTFE
or graphite
Pressure energized, or assisted, gaskets
Typically soft iron or graphite elastomers
Types of valve gasket
An Introduction to the Valve Industry Slide 91
SECTION 4: VALVE COMPONENTS
Service conditions
Handles max and/or min temperature of the fluid
Handles the (possibly) corrosive nature of the fluid
Appropriate joint design
Appropriately smooth seating surface
Proper installation
Proper maintenance
Gasket selection considerations
An Introduction to the Valve Industry Slide 92
SECTION 4: VALVE COMPONENTS
Valve packings
Compression Packing O-Ring Packing
Packing Locations
An Introduction to the Valve Industry Slide 93
SECTION 4: VALVE COMPONENTS
Historically
Braided fiber materials
Asbestos until about 1985
Graphite or Teflon most common today
Graphite for higher temperature
services
Teflon (PTFE) for more corrosive
services; requires temperature
de-rating of the valve to about
450 F even at low pressure
Valve packing materials
An Introduction to the Valve Industry Slide 94
SECTION 4: VALVE COMPONENTS
Service conditions
Handles max and/or min temperature of the fluid
Handles the (possibly) corrosive nature of the fluid
Valve design
Smooth stuffing boxes
Extremely smooth stem surfaces
Straight and concentric stems
Operation without undue torque
Proper installation
Proper maintenance
Packing selection considerations
An Introduction to the Valve Industry Slide 95
SECTION 4: VALVE COMPONENTS
Increased scrutiny on emissions control today,
especially volatile organic compounds (VOCs)
Requirements vary from a maximum of 50 ppm
VOCs to 250 ppm
Valve designs require type testing
and qualification
U.S. and international testing
standards are not equal
Fugitive emissions
An Introduction to the Valve Industry Slide 96
SECTION 4: VALVE COMPONENTS
Bellows seal best design, but expensive
Live-loaded packing sometimes helpful
Easier to contain fugitive emissions with
quarter-turn valves
Low fugitive emissions success requires:
Proper packing construction and material
Smooth and straight stem
Smooth stuffing box
How to control fugitive emissions
An Introduction to the Valve Industry Slide 97
SECTION 4: VALVE COMPONENTS
Manual (requires operator)
Lever or gear used
Automated (no operator)
Needs a power source:
Electricity, pneumatic pressure
or hydraulic
Which are available?
What is the environment?
Valve actuation
An Introduction to the Valve Industry Slide 98
SECTION 4: VALVE COMPONENTS
Manual gears
Help reduce opening and closing operating torques
to easily manageable amounts, usually a maximum
of 70-100 ft/lbs.
Bevel gears
Used for rising stem valves such as gates and globes
Worm gears
Used for quarter-turn valves such as ball, plug and
butterfly valves
Manual valve actuation
An Introduction to the Valve Industry Slide 99
SECTION 4: VALVE COMPONENTS
Uses
Frequently operated valves
Control or regulating operations
Valves in hazardous locations
Valves in remote locations
Difficult to operate valves
Automatic actuator types
Pneumatic powered
Hydraulic powered
Electric powered
Automatic valve actuation
An Introduction to the Valve Industry Slide 100
SECTION 4: VALVE COMPONENTS
Factored into the total cost of ownership
Fewer valves repaired today due to low cost of
new commodity valves
Valves below 12" Class 150 and
6" Class 300 usually scrapped
unless alloy material
Some valves expensive to repair
Triple offset butterfly
Metal seated ball
Valve repair
An Introduction to the Valve Industry Slide 101
SECTION 4: VALVE COMPONENTS
Leakage
Casting leaks, due to poor casting quality
Leaking gaskets, due to improper joint adjustment
Leaking packing, due to improper compression
adjustment, stem scratched, or lack of sealant
Seating damage, due to incorrect trim materials or
in-line trash from construction
Operation
Incorrect valve sizing
Component breakage
Common valve problems
An Introduction to the Valve Industry Slide 102
SECTION 4: VALVE COMPONENTS
What is the fluid?
What is the temperature and pressure?
Will I need to block flow, regulate it, or stop
back-flow?
Will the valve be operated often?
How much room do I have to install the valve?
Will I need to service it often?
What is my budget?
Valve selection questions
An Introduction to the Valve Industry Slide 103
SECTION 5: SUMMARY/RESOURCES
1. The functions valves perform in a piping system
2. The most common valve types
3. Major market segments served by the valve
industry
4. Organizations responsible for establishing
standards for valve manufacturing
5. ASME class ratings and WOG ratings
6. Valve test medias: air and water
You have learned about
An Introduction to the Valve Industry Slide 104
SECTION 5: SUMMARY/RESOURCES
7. Three types of valve components: pressure-
containing, non-pressure-containing parts
and seals
8. Materials commonly used for valve bodies
9. Non-pressure-containing parts; yoke, mounting
pads and trim
10. Soft-seated and metal-seated valve trim
11. Crush gaskets, controlled compression gaskets
and pressure energized gaskets
You have learned about
An Introduction to the Valve Industry Slide 105
SECTION 5: SUMMARY/RESOURCES
12. Raised face, ring joint and flat face flanged ends,
and butt-weld connections
13. The distinct functions of gaskets and packing seals
14. Selection of valve gasket and packing material
15. Fugitive emissions and how to control them
16. Actuation: manual and automated
17. Leakage and operation problems in installed valves
18. Valve selection questions
You have learned about
An Introduction to the Valve Industry Slide 106
SECTION 5: SUMMARY/RESOURCES
Actuator A device that applies force to
operate valve; provides force or torque.
ANSI American National Standards Institute
AOV Air-operated valve
API American Petroleum Institute
ASME American Society of Mechanical
Engineers
Automated valve A valve that is powered by
a source other than a human operator.
AWWA American Water Works Association,
which establishes and maintains valve
standards for the waterworks industry.
Bleed To drain or depressurize a valve
Block and bleed A valve configuration in
which flow through a valve is blocked while the
valve is bled through another small port.
Glossary of terms a-co
Blowdown The difference between the set
pressure and the closing pressure of a
pressure relief valve, expressed either as a
percentage of the set pressure, or in pressure
units. Also, to discharge fluid through a safety
relief valve by opening the valve.
Bonnet A component sitting on top of the
body of a valve that contains valve stems and
bushings.
Buttweld Weld in which adjoining edges
are parallel and facing each other.
Cavitation The result of vapor bubbles
collapsing and releasing energy and noise
into a flow system.
Check valve A valve that allow media to
flow in only one direction.
Cr Chromium
Cock A device, such as a faucet or valve,
for regulating the flow of a liquid.
An Introduction to the Valve Industry Slide 107
SECTION 5: SUMMARY/RESOURCES
Control valve A valve that regulates the
flow of media.
Cryogenic Characteristic of temperature
below -150 F.
Cv The flow coefficient; the amount of
material that can pass through a fixed area at
a certain differential pressure
DCS Distributed control system
Diaphragm A thin, flexible elastomer or
metal sheet through which forces or
pressures are applied
Disc Closure member in a valve
Ductile Capable of being drawn out into
wire or thread
Eccentric plug A half plug design used in
valves
Elastomeric Characteristics resembling
those of rubber
Glossary of terms co-id
ESD Electrostatic discharge
Ferrous Characteristic of relating to or
containing iron.
Flange connection A connection mated by
means of bolts inserted through holes in the
flange face.
Gasket A seal between non-moving valve
components.
gpm Acronym for gallons per minute.
HART Hybrid signal containing
characteristics of both analog and digital
signals.
HPBV High-performance butterfly valve
HVAC Heating, ventilating and air
conditioning
Hydraulic device A device that is moved or
worked by liquid pressure.
I.D. or ID Inside diameter
An Introduction to the Valve Industry Slide 108
SECTION 5: SUMMARY/RESOURCES
ISA International Society of Automation
ISO International Organization for
Standardization
Isolating valve A valve that turns the flow of
media on and off.
Lift and turn Hybrid of linear and rotary
valve actions
LNG Acronym for liquid nitrogen gas.
Media The gases, liquids or loose materials
that flow through an aperture, such as a pipe
MOV Motorized valve
MSS Manufacturers Standardization Society
NEMA National Electrical Manufacturers
Association
NRS Non-rising stem
O.D or OD Outside diameter
Glossary of terms is-pi
Offset design A design in which a valve
controller is installed off geometric center of the
valve.
Operator A person who applies force to
operate a valve.
OS&Y Outside screw and yoke
Overpressure The pressure increase over
the set pressure of a pressure relief valve. Also,
the amount of pressure in a media flow system
that is over the set pressure of the pressure
relief valve.
P
1
Inlet pressure, expressed in pound-force
per square inch
P
2
Outlet pressure, expressed in pound-force
per square inch
Packing A seal between moving valve
components
Pig A cleaning or inspection device used in
media flow systems.
An Introduction to the Valve Industry Slide 109
SECTION 5: SUMMARY/RESOURCES
Glossary of terms pn-s
Pneumatic device A device that is moved or
worked by air pressure.
PRV Pressure relief valve.
psi Pounds per square inch.
psig Pound-force per square inch gauge.
PTFE Refers to Teflon PTFE, short for
polytetrafluoroethylene.
Q Required media flow, expressed in gallons
per minute.
QA Quality assurance
Relief valve A pressure relief valve for liquid
service
Relieving pressure The sum of the set
pressure and overpressure pressure relief valve
Resilient Capable of withstanding shock
without permanent deformation or rupture;
tending to recover from or adjust easily to
misfortune or change.
RS Rising stems.
Safety relief valve A pressure relief valve
for liquid or vapor/gas service
Safety valve A pressure relief valve for
vapor/gas service
Seat The fixed surface on which a valve
rests or against which it presses
Set pressure The inlet gauge pressure at
which the pressure relief valve is set to open
Severe service A valve application in which
the valve will be exposed to excessive
conditions such as temperature, vibration or
corrosion.
sg Specific gravity
Slurry A watery mixture of insoluble matter
(as mud, lime or plaster of paris)
An Introduction to the Valve Industry Slide 110
SECTION 5: SUMMARY/RESOURCES
Trim Valve components that make up the
actual closure elements of the valve or that
control the closure and are surrounded by the
media inside the valve.
Trunnion A pin or pivot on which something
can be rotated or tilted
TT Total torque
Valve Device that regulates the flow of
gases, liquids or loose materials through an
aperture, such as a pipe, by opening, closing,
or obstructing a port or passageway.
Glossary of terms t-w
Valve seal General term used to refer to
valve gaskets and valve packings
Vena contracta A point in a flow system at
which the maximum velocity is obtained.
VOC Volatile organic compounds.
WOG Water, oil, gas
Worm A self-locking type of gear
An Introduction to the Valve Industry Slide 111
SECTION 5: SUMMARY/RESOURCES
Next Valve Basics Seminar & Exhibition
Oct. 28, 2010: Baton Rouge, LA
Back to Basics article compilation
Valve Magazine (print & digital)
Free subscription
Order past issues and articles
Coming later in 2010: Valve Basics in a Box
A complete Valves & Actuators 101 program for
onsite education; watch VMA.org for details!
Additional resources
An Introduction to the Valve Industry Slide 112
AN EDUCATION PROGRAM SPONSORED BY:
The Friends of the Crawford Library, Inc.
The Valve Manufacturers Association
and
AN INTRODUCTION TO THE VALVE INDUSTRY
was developed by Greg Johnson, Chairman of the
VMA Education & Training Committee, and
President, United Valve, Houston, TX. VMA would
also like to acknowledge the contributions of the
entire VMA Education & Training Committee
whose efforts made this program possible.
For additional information on VMAs Education & Training
program and other educational products for sale, please
visit VMA.org.
2010 Valve Manufacturers Association
An Introduction to the Valve Industry: Supplemental Notes June 16, 2010
2010 Valve Manufacturers of America 1
Slide 1 This program serves as an introduction to the industrial valve industry and is designed
to inform newcomers to the industry about basic concepts such as valve types and
components, materials, design, history and standards.
Slide 6 Valves perform three basic functions:
Isolating service: These are sometimes called block valves and are used in on/off
service.
Isolating valves are designed to operate in either the full open or full closed position.
In critical applications these valves are often motor-operated.
Controlling and regulating: Usually control valves, these can be; globe, ball, butterfly
or plug types and used to regulate the amount of flow in a line.
Control and regulating valves regulate the flow in a line. They are designed to
operate in the less-than-full-open position. The oldest and still most popular regulating
valve design is the globe. Gate valves should never be used for throttling or regulating
unless the flow velocity is very low. High velocity flow in a gate valve used for regulating
can quickly destroy the seating surfaces and result in leakage when fully closed.
Check or non-return: These valves allow free flow in one direction only and block the
flow from returning in the opposite direction.
Check valves are the one-way street controllers of the valve industry.
Slide 7 Isolating or block valves are the no, no-go decision makers in the valve industry. There
is no grey area when it comes to block valves. They are designed to be either open or
closed, just like most light switches are used to turn lights on or off. The most common
type of isolating valve is the gate valve, but other types have made inroads, especially
over the past 25 years or so.
Slide 8 The control valve is required in every process plant or facility where the rate of flow has
to be controlled. For effective flow regulation the flow rate should be proportional to the
amount of closure of the stem. However certain control applications require flow rates
that are not proportional with the percentage of closure of the stem, such as a quick
opening response. The most accurate flow control is performed by control or regulating
valves operated by a controller and an actuator, rather than by manual operation.
Slide 9 Check or non-return valves only allow flow in one direction. They are marked with a
flow arrow on the exterior surface to ensure they are installed in the proper orientation.
Many pieces of process equipmentincluding pumps, turbines and boilersare
protected by check valves. Unless they have soft, elastomer seating inserts, check
valves will leak to some degree. In most cases, unless soft-seated, they should not be
counted on for absolute shut-off.
An Introduction to the Valve Industry: Supplemental Notes June 16, 2010
2010 Valve Manufacturers of America 2
Slide 10 Safety & relief valves are the silent sentinels of the piping system. Relief valves are
used for liquid service, safety valves for vapor service and safety relief valves for
liquid or vapor/gas service.
Slide 12 Basic gate valve design has not changed much over the past 100 years or so. Although
other valve types, such as the metal-seated ball valve, have threatened its existence,
the venerable gate valve is still produced in vast numbers all over the world. Gate
valves can be manufactured in sizes from through 144. Most gate valves are made
from castings, but forged and fabricated valves are also common. Some of the largest
gate valves in the world are parallel disc types used in giant dam and waterworks
projects.
Slide 13 The globe valve was the principal valve type during the 19
th
century. As other valve
types matured over the next 75 years or so, globe valve usage began to be reserved
only for flow control and regulation applications. Home faucets and outside water
spigots are both usually globe-type valves. Percentage-wise, there are more globe-type
control valves than any other type.
Slide 14 Check valves run the gamut from being able to fit in the palm of your hand size to large
waterworks valves that you can walk through. Check valves are used in tandem with a
gate valve in many situations, even for backflow control, because metal-seated check
valves usually have high allowable leakage rates. Check valve sizing and application
issues account for a high percentage of in-plant refinery valve problems. The proper
sizing of check valves is critical to optimize their performance.
Slide 15 The invention of Teflon led to the creation of the floating ball valve. Virtually unknown
before World War II, the ball valve exploded on the PVF (piping/valves/fittings) scene in
the 1950s and 60s. Floating ball types are usually 12 and smaller, while trunnion-
mounted types can be built in very large sizes.
Slide 16 At one time plug valves were a primary choice for refinery service, but other valve types
have taken over in many of those applications. Today sleeved plug valves are used in
many harsh chemical applications. Cu/Ni (copper-nickel) all-metal plug valves are often
used in HF (hydrofluoric) alkylation processes. The control of distributed natural gas is
still handled to a great extent by lubricated plug valves.
Slide 17 Butterfly valves have come a long way from their early days as rubber-lined water
service block valves. Today, double- and triple-offset, metal-seated butterfly valves are
used in some of industrys toughest applications. The offset design is popular because
of the decreased opening and closing torque required to operate the valve, compared
to non-offset types.
Slide 18 Valves are used to regulate fluids from the thinnest gases to heavy slurries full of
suspended solids. Valves can be manufactured of hundreds of different materials and
alloys to handle the harshest service conditions.
An Introduction to the Valve Industry: Supplemental Notes June 16, 2010
2010 Valve Manufacturers of America 3
Slide 19 Valves are used in many industry segments, and they are all around us. From the
plumbing in our house, to refineries and power plants, they all contain valves.
Slide 20 Most valve professionals are familiar with their own segment or segments of the valve
industry. But the entire valve industry is very broad shouldered, with very diverse
segments that feature products oftentimes totally different from the segment with which
we are most familiar.
Slide 21 Municipal water and wastewater service uses millions of basic valves, from fire
hydrants (a form of globe valve) to huge 16 butterfly valves on giant water delivery
aqueducts and everything in between. Since the temperatures and pressures are
relatively low, these valves are usually manufactured out of cast or ductile iron and
occasionally bronze. The seating in these valves is often a resilient rubber, so they hold
very well. The primary valve organization for the waterworks industry is the American
Water Works Association (AWWA), which establishes and maintains valve standards
for the waterworks industry.
This is a 60 resilient-seated butterfly valve on one of the main water intake lines
running from Lake Michigan to the Chicago water purification system.
Slide 22 In home plumbing applications, the common hose bib or faucet is actually a globe
valve. There are many other globe valves throughout houses all over the country. Every
bathroom faucet is a globe valve. Hot water systems and furnaces also contain gate,
globe and regulating valves.
Slide 23 Heating, ventilation and air-conditioning (HVAC) systems use a number of valves,
especially in large buildings. Valve sizes range from through 24 and virtually all
types of valves are found. Chilled and hot water systems in skyscrapers may contain
valves rated up to class 600 to handle the high lift required to reach the top floors and
maintain pressure.
Slide 24 Fire protection sprinkler systems primarily contain ductile iron gate valves, although
other valve types are beginning to be used as well. The pressures required to pipe
water to the upper floors of tall buildings usually dictate that cast steel valves be used
instead of cast or ductile iron.
Shown here is a set of ductile iron valves on a typical automatic sprinkler system. The
check, gate and globe valves are ductile iron and bronze.
Slide 25 Automated assembly lines and compressed air systems are just some of the general
industry valve applications. These are usually small valves, to 2, but pressure
ratings can be very low for compressed air to nearly 10,000 psi for hydraulic systems.
An Introduction to the Valve Industry: Supplemental Notes June 16, 2010
2010 Valve Manufacturers of America 4
Slide 26 For the first 100 years of the valve industry, steam power and generation drove nearly
all of its product enhancements and improvements. Steam generation is still an
important user of critical valve components. High-temperature and high-pressure
applications now dictate the use of 9 Cr (chromium) materials such as ASTM A216
grades C12 and C12A. The primary domain of the pressure seal bonnet is in high-
temperature, high-pressure steam service.
A typical power plant has a multitude of valve service conditions and hundreds of
valves, from the smallest forged-steel types to large pressure seal gate valves. With
todays cycle type generating plants, the stress on valves is great, and they must be
designed to handle the rough operating conditions. Most power plant valves are
buttweld end types, so they must be repaired in place, which is more costly than
removing them and sending to a repair shop.
Slide 27 The unique environment of nuclear power facilities requires that everything used in
their construction meet critical quality assurance standards and specifications. Since
failure is not an option in this service, the valves must be perfect in every way, from
defect-free castings to ultra-reliable control systems.
Slide 28 Oil refining and petrochemical service is the cafeteria of valve selection. Valves of
virtually every type and material can be found in these plants with their maze of piping.
Operating temperatures range from cryogenic to 1000
o
F. Corrosives such as hydrogen
sulfide and hydrofluoric acid, which require special valve materials, can be found in
these facilities as well.
Slide 29 Special service applications require valves that are either specially built or are
processed in unique ways. For instance, in cryogenic service (below -150
o
F) requires
bonnet extensions so the packing will not freeze and render the valve inoperable. And
in oxygen service, valves must be completely free of all oils and greases.
Slide 32 The first valves were manufactured by the Romans over 2000 years ago. They were
primarily used in domestic plumbing systems. Interestingly, the chemical analysis of
these ancient valves is extremely close to todays ASTM B61 and B62 bronzes.
Another interesting fact is that the name of the valve builder was not stamped on the
valve or the plumbing components. If a name was stamped on the valves it was the
owner of the house where the piping was installed.
The early Roman valve and piping designs were used in a variety of water service
applications. These initial basic plug valve designs would not change much in the
coming 2000 years. Like other scientific developments, the Dark Ages also inhibited the
growth of flow control technology and it wasnt until the birth of the steam-powered
Industrial Revolution that valve designs began to change and develop. The 1800s
would see huge developments in valve design.
An Introduction to the Valve Industry: Supplemental Notes June 16, 2010
2010 Valve Manufacturers of America 5
Slide 33 After a half century of growth spurred on by the steam industry, valves became a
commodity and Americas capability to meet the demands of larger and higher pressure
valves was met by the construction of large integrated valve plants throughout the
Northeast and Midwest. The control of higher pressure and temperature steam
continued to drive most valve developments through the first decades of the 20
th
century. It took World War II and its industrial growth to fuel new developments in the
valve industry.
Slide 34 Until the late 1800s valves were predominately low pressure designs of 200 psi or less
and primarily made of bronze and cast iron. Most of the major valve manufacturers
(Crane, Lunkenheimer, Powell and Jenkins) attained their first valve patents during this
period. Virtually all of them were versions of bronze globe valves! During this period
there were dozens of valve patents issued each yearsome good, some bad and
some ugly.
Slide 35 World War II created a huge need for additional piping components, including valves.
During the war, a young man-depleted workforce was augmented by women and the
retention of older workers.
One of the key drivers of valve technology during this period was the quest for 100
octane fuel for aircraft. Prior to the late 1930s, 80- to 90-octane was the best that could
be obtained through conventional refining processes. The perfection of the cracking
processes helped the United States to leap ahead of the rest of the world in this regard.
The cracking units and affiliated process equipment created the need for valves that
had not been invented or perfected yet. The U.S. valve companies met that need and
more. It is said that the 100-octane fuel used to power the RAF during the later stages
of the Battle of Britain helped defeat German air power. And U.S. industry, including the
valve manufacturers, played a big part.
This 160-acre Crane valve plant was located in southwest Chicago in the mid-1940s.
The plant was integrated, meaning it poured its own castings and assembled, tested
and shipped the final product. The Crane plant was so large that it had its own railroad
with over five miles of railroad tracks. Today the site is a parking lot for semi-trucks and
trailers at the nearby BNSF railroad yard.
Slide 36 The age of the steel valve dawned with the birth of the 20
th
century. As steam
pressures and temperatures began to rise, industry began the shift from bronze and
iron to carbon steel for these tough applications.
Slide 37 The nuclear industry was a huge driver of both valve technology and valve
manufacturing quality systems development. The digital age was manifested in the
valve industry as well, particularly in the control valve industry with sophisticated control
capabilities and fieldbus systems.
An Introduction to the Valve Industry: Supplemental Notes June 16, 2010
2010 Valve Manufacturers of America 6
Slide 38 Although most valve designs were quite mature during the second half of the 20
th
century, the butterfly and infant ball valve types continued to evolve. The double- and
triple-offset butterfly designs were developed during this period. The metal-seated high
performance butterfly also continued to evolve and take market share away from
traditional gate valves. Welding technology advanced to the point that the Cr/Mo alloys
could be effectively welded, which led to a huge increase in buttweld end valve
designs.
Advances in welding technology also helped drive valve manufacturing to new levels.
The common use of hard facing overlays, such as Stellite #6, created seating surfaces
that would last much longer than previous hard materials such as 410 stainless steel.
Slide 39 Digital control systems have had a huge and beneficial impact on the valve industry.
With the dawn of a new century came a growing environmental consciousness that was
manifested in the industrial sector by increased concern for volatile organic compound
(VOC) emissions. This concern has resulted in new fugitive emissions control
measures to be instituted for valves to help eliminate them as a possible leak source.
The shift of valve manufacturing to the least expensive countries has been nearly
complete for all valves, save for some highly engineered products. There have been
concerns over quality from low-cost countries such as China and India, but increasing
scrutiny by valve users and the resulting corrective actions by offshore manufacturers
will hopefully correct the problems.
Slide 40 The new century created new valve challenges and creative valve solutions. High-
temperature alloys, such as C12A, a 9 Cr alloy, were improved and additional
information was published on their fabrication and use. Computers and digital
communication became common place in control valve applications and on motorized
valves (called MOVs). Engineers seeking greater plant throughput are designing larger
and larger process lines that require the valve designer to counter with new and larger
valves.
Fugitive emissions control concerns, which started first in California, have now migrated
across the country. This has required valve manufacturers to concentrate on emissions
containment in packing and seals. The new threshold of containment is now less than
100 parts per million.
A large-diameter fabricated butterfly valve made out of 304H stainless steel for use in
high temperature flue gas service is shown here. It is hydraulically controlled.
An Introduction to the Valve Industry: Supplemental Notes June 16, 2010
2010 Valve Manufacturers of America 7
Slide 41 The United States was the leader in valve manufacturing through the first six to seven
decades of the 20
th
century. Huge worldwide demand for U.S. valves in the 1970s
created a shortage of products for internal consumption. U.S. manufacturers began to
look abroad and this opened the door for imports from Eastern Europe and the Far
East. The low cost of the imports vs. the high cost of very mature U.S. manufacturing
plants, led to the closure of most domestic integrated manufacturing facilities.
The economic downturn of the 1980s further pruned the number of U.S. valve
manufacturing facilities. Offshore sourcing, especially for commodity valves, became
the norm for most manufacturers as the 80s rolled into the 90s. The very low labor
costs in India and China have caused virtually all commodity steel valve production to
become centered in these low-cost nations. These countries also provide components
and castings to many U.S. manufacturers that still have a manufacturing presence in
the United States.
China is the nation of choice for most worldwide valve production today. The very low
cost of manufacturing there, combined with Chinas own internal growth and appetite
for valves has created literally thousands of valve plants within her borders. Many U.S.
companies have joint ventures in China and some of the plants are very impressive in
size and scope.
This is a typical interior view of a Chinese investment casting foundry. In this image
workers are preparing the wax molds that will be used to produce the final patterns.
Slide 42 At this time there are still some quality issues to be overcome, particularly in the area of
quality castings. In Chinas defense, until recently they had not been required to
produce valve castings to the standards required of the United States and most of
Europe.
A typical low-tech Chinese electric furnace charged with ASTM A217 grade WCB steel
is shown here. This is hardly a state-of-the-art facility, but as of 2009, castings for the
U.S. market are still produced here. Note the wooden cart on the left. In the top right
photo, note the worker who is cutting off the risers from some investment castings.
Where is his protective equipment?!
Slide 45 API publishes many valve standards that are the defacto industry standard for
particular products such as gate valves (API 600), pipeline valves (API 6D), as well as
many others. API standards are used in refineries, chemical plants and general industry
applications. API has been publishing valve standards since 1939. The most popular
standards are API 598 and API 600.
Slide 48 ASME publishes many valve standards that are used in all segments of industry and for
all types of valves. B16.10 is the standard for end-to-end dimensions which keeps
valves interchangeable. B16.25 details the geometry that all buttweld valve ends need
to have in order to match up to the appropriate pipe for welding in the field.
ASME publications cover pressure temperature ratings for different materials; non-
destructive testing procedures; NDE acceptance criteria; many useful tables and other
important data.
An Introduction to the Valve Industry: Supplemental Notes June 16, 2010
2010 Valve Manufacturers of America 8
Slide 49 ASME B16.34 is the parent document from which most industrial valves are designed.
This specification also publishes pressure-temperature tables for virtually every
common metal and alloy used for valve construction. If an engineer wishes to know
what pressure and temperature he can operate a valve at, the answer is found in
ASME B16.34. For those valves that dont fall under specific design standards such as
API 600 or API 608, B16.34 contains pressure testing requirements and acceptance
criteria.
Slide 51 Due to their purpose, pressure relief valves must adhere to very stringent standards in
their design, manufacture and performance. These standards are written by ASME, the
American Society of Mechanical Engineers. The ASME requirements for pressure relief
valves are part of some of the most stringent quality standards in the world. Four ASME
codes apply for pressure relief valves: Section I Power Boilers; Section III Nuclear;
Section VI Heating Boilers; Section VIII Pressure Vessels.
Slide 52 Companies that manufacture pressure relief valves are required to have a special
ASME certification, the V stamp.
Slide 53 There are two main methods of indicating the pressure rating of a valve: class rating
and WOG rating. WOG stands for water, oil and gas and refers to the rating of the
valve at ambient temperature. It is also called cold working pressure (CWP). Class
ratings vary depending upon their number: 150, 300, 600, 900, 1500, 2500 & 4500.
Slide 55 Class numbers were created in the early 20
th
century and except for class 150 they
refer to the materials pressure rating at 750
o
F. For example, class 300 is rated at 300
psi at 750
o
F, class 600 is rated at 600 psi at 750
o
F and so on. For some reason class
150 (actually 170 psi) is based upon 500
o
F.
Slide 56 To use this table, match the pressure class across the top with the operating
temperature down the left side and scan across to where they meet for the operating
pressure at that temperature. This data is derived from ASME B16.34. There are
dozens of material tables like this one in B16.34 covering virtually every material valves
are made of.
Slide 57 The most important fact to remember about pressure ratings is that the operating
pressure DECREASES as the temperature RISES.
Slide 58 Nowadays WOG ratings are usually applied to some ball valves. In years past the
WOG rating was used for all types of valves including gates and globes.
Slide 59 You can see by this table that due to the reduced high temperature strength of the
elastomer seat material, the valve in question is only suitable for 100 psi at 450
o
F.
An Introduction to the Valve Industry: Supplemental Notes June 16, 2010
2010 Valve Manufacturers of America 9
Slide 60 All valves require testing at the end of their manufacturing cycle. Tests include a shell
or body integrity test, to test the pressure boundary and a closure test to test the valves
ability to stop flow. The shell test is usually performed at 150% of the rated ambient
working pressure. The seat test is often 110% of the rated ambient working pressure or
in some cases 60-100 psi air, depending on the testing specification. Common testing
specifications in use today include API 598, API 6D, MSS SP-61, ASME B16.34 and
ISO 5208.
Slide 61 An experienced testing technician, along with the right equipment and a calibrated test
gauge, are the requirements for a good valve pressure test.
Slide 62 Valve testing specifications and acceptance criteria are very black and white.
However, for the sake of manufacturing efficiency, the test durations are relatively
short.
Slide 63 The most commonly applied testing standard for a control valve is the American
National Standard Institute, ANSI/FCI 70-2-1991. This document provides criteria for
establishing classes of leakage rates, and it specifies leakage rates from very liberal to
virtually zero.
Slide 64 This table, which is published in ANSI/FCI 70-2-1991, shows some of the possible
control valve leakage rates, from the very stringent Class VI to the liberal class I
acceptance criteria.
Slide 67 In the case of most gate and globe valves the two parts are the body & bonnet. The
bonnet area sits on top of the body and contains the stem and bushing. Many designs
have been developed to hold these two parts together. Threaded bonnet designs are
some of the oldest dating from the mid 19
th
century. Except for small plumbing valves,
the bolted, welded and pressure seal are the most common bonnet joints.
Slide 68 A screwed or threaded bonnet bronze globe valve built today looks virtually identical to
one built a hundred years ago. Although the design is rare in critical service
applications, there are literally millions in use around the world in mundane commercial
applications. Due to the fact that the bonnet could be loosened from the body if
excessive force is used in opening, this type of valve is banned from most refinery and
chemical plant applications.
Slide 69 Bolted bonnet valves are the workhorses of todays valve industry. From Class 150
through Class 1500, bolted bonnets are found everywhere in industry. They are
relatively easy to manufacture and assemble and easy to disassemble if repairs are
needed. Higher pressure classes have gone to pressure seal type bonnets.
A typical class 300 carbon steel bolted bonnet globe valve is shown. The circle of eight
bolts holds the body to the bonnet, with a gasket sandwiched in between the two
components.
An Introduction to the Valve Industry: Supplemental Notes June 16, 2010
2010 Valve Manufacturers of America 10
Slide 70 Ring joint bonnets are excellent for high temperature/high pressure applications. They
rely on the soft metal ring joint gasket being slightly deformed as it is compressed
between matching grooves in the body and bonnet of the valve. This creates a very
tight seal that is usually leakproof.
Slide 71 The pressure seal bonnet was designed to eliminate the huge amount of mass required
for high pressure bolted bonnet connections in class 600 and higher valves. It is unique
in that the higher the pressure exerted in the bonnet, the better the pressure seal
gasket seals. One limitation of pressure seals is they do not work well in low pressure
applications, because there is not enough pressure-induced force to keep the gasket
energized. Pressure seal valves also require more expertise than conventional bolted
bonnet valves when they need to be repaired. Pressure seal valves are available in
gate, globe and check styles and classes 600 through 4500.
A typical pressure seal gate valve showing the pressure seal ring (yellow) and the
segmented spacer ring (orange) above it.
Slide 72 Before the advent of pressure seal bonnets, the welded bonnet design was used in
sizes up to 24. Today, most welded bonnet valves are made in size 2 and less. The
welded bonnet is also very popular in bellows seal valves, as the combination of a
bellows seal on the packing and a welded bonnet, eliminates the two primary leak
paths in a valve.
Slide 73 Valves come in a number of end connection types. For low pressure bronze valves the
threaded type is most common. For steel valves through Class 600, flanged end types
predominate. Higher pressure valves are often weld end or ring-type joints (RTJ). Small
forged steel valves are usually supplied in either socket weld or threaded ends.
Slide 74 Most flanged end steel valves are raised-face type. Flanged cast iron valves are the
flat-faced type. When connecting a steel-raised-face flanged end valve to a cast pipe
flange or valve, the raised face of the steel flange must be machined flat, or the brittle
cast iron flange will break when tightened. The RTJ flanged end is good for
intermediate pressures and is often used in classes 600 to 1500. The joint with the
highest integrity is the welded end, which if welded correctly has virtually zero chance
of leaking.
Slide 75 Other end connections are sometimes used for ease of assembly and disassembly.
They include the Grayloc, Victaulic and sanitary types. The Grayloc type is sometimes
used for high-pressure applications at 2000 psi and above.
An Introduction to the Valve Industry: Supplemental Notes June 16, 2010
2010 Valve Manufacturers of America 11
Slide 77 From a catastrophic failure standpoint, the pressure-containing parts are probably
the most important. These shell components of the valve must be of the correct
material to ensure that they will handle the media and pressure they are required to
contain.
Correct body material selection can be made by answering the following questions:
What is the operating pressure?
What is the operating temperature?
Is the fluid corrosive?
Is the fluid erosive?
Questions 1 & 2 are answered by referencing American Society of Mechanical
Engineers (ASME) document B16.34 and checking the material/pressure/temperature
charts. Questions 3 & 4 need to be answered by a design engineer or other parties with
information on the fluid to be contained.
Slide 78 When it comes to valve materials, there are probably more bronze valves sold each
year than any other type. Bronze is the oldest material still in use for valve
construction. The most common bronze valve material specifications are ASTM B61 &
B62. Bronze is also an excellent material for cryogenic valve manufacture. Although
bronze cannot be welded, it can be brazed.
Slide 79 Ductile iron is the Cadillac of irons. It has a yield and tensile strength close to cast
steel. It also a ductile material so it has some give to it before it breaks. Ductile iron is a
prime choice for valves in water distribution.
Slide 80 Carbon steel, with its carbon content at about .030%, is the workhorse material for
industrial valves. ASTM A217 grade WCB cast steel and A105 forged steel are the
most common valve materials in use in petrochemical, refining, chemical and power
plants today. Cast steel is relatively inexpensive, relatively easy to cast (compared to
Cr/Mo alloys) and easy to weld. The weldability makes it a good choice for buttwelding
or socketwelding of valves to other piping components.
Slide 81 When temperatures exceed the range of plain carbon steel (WCB & A105), low alloy
steels are specified. They commonly come in four casting grades: ASTM A216 grade
WC6 (1-1/4 Cr), WC9 (2-1/4 Cr), C5 (5 Cr) and C12 (9 Cr). The equivalent forged-steel
grades are ASTM A182 grades F11, F22, F5 and F9. Due to their air hardenability,
these materials almost always require special care when welding, including control of
preheat temperatures and post-weld heat treatment after welding.
An Introduction to the Valve Industry: Supplemental Notes June 16, 2010
2010 Valve Manufacturers of America 12
Slide 82 Stainless steel is the corrosion-resistant commodity material of today. The common
cast grades are ASTM A351 grades CF8 (304ss), CF8M (316ss), CF3M (316L) and
CF8C (347ss). The equivalent forged grades are ASTM A182 grades F304, F316,
F316L and F347. Austenitic stainless steels are easy to weld and generally do not
require any special requirements such as post-weld heat treatment. Stainless-steel
valves are made in all types of end configurations including threaded, socketweld,
flanged and buttweld end.
Slide 83 When stainless steels and carbon steels are not good enough, there is a host of high
alloy materials that are available. They include Monel, Hastelloy C, Inconel and
others. These alloys have unique high-temperature and corrosion-resistant properties
that make them useful to extremely harsh service environments. Some are relatively
easy to weld, while some such as cast Monel, ASTM A494 grade M35 is not weldable.
Slide 84 Non-pressure-retaining parts can vary a bit from the alloys that contain pressure and
contact the media. They usually need only to be able to handle the direct stresses that
they see.
Slide 85 A valves trim is defined as the components that make up the actual closure elements
of the valve or that control the closure and are surrounded by the media inside the
valve. On a gate valve, the trim is considered the seating areas of the disc and seats,
as well as the stem and backseat.
These materials must have enough corrosion resistance to withstand the effects of the
fluid and additional stresses induced by the closure function of the disc or wedge
against the seat or seats. An additional factor in trim material selection is the added
high velocity that occurs when a valve is slightly open. For example, when high-
pressure steam is being controlled, the seating trim material of choice is usually Stellite
#6, a hardfacing material. It is highly erosion and corrosion resistant.
Slide 86 Soft-seated trim materials are found primarily in quarter-turn valves, although
occasionally multi-turned valves will be soft-seated by the installation of elastomer
seals in either the disc or seats. Elastomer-seated valves are required to hold bubble
tight (zero leakage) when tested. The biggest disadvantage of soft-seated trim
materials is their high temperature limit of between 400-500
o
F. In addition, soft-seated
valves are usually limited to Class 600 and lower.
Metallic trim is the standard for gate, globe and most check valves. The trim materials
vary in accordance with the fluid being handled. One document that details metallic trim
materials is American Petroleum Institute standard 600, Steel Gate Valves.
Slide 87 These are some of the trims listed in API 600 and API 602. There are 18 different trim
choices in these documents. Trim 8 (also called Stellite) is the most often used trim
for commodity valves, with trim 5 (also called full Stellite) running second in popularity.
An Introduction to the Valve Industry: Supplemental Notes June 16, 2010
2010 Valve Manufacturers of America 13
Slide 88 Seals such as packings and gaskets are usually non-ferrous although some gaskets
utilize a mixture of ferrous and resilient components.
Valve sealspacking and gasketsare where the rubber meets the road or actually
where the inside meets the outside on a valve. Packing is the seal between the shaft or
stem and the bonnet or body of the valve. Packing must be resilient yet it must also be
stout enough to contain pressure inside the valve. The most common packing materials
in use today include graphite and Teflon. Gasket materials usually match stem
materials but often contain other materials such as stainless steel to give them added
strength.
Slide 90 There must be deformation or compression, however slight, for most gaskets to work
properly. Even the solid metal pressure seal ring gasket is constructed of soft steel so
that it will conform to the geometry of the pressure seal valve body and bonnet
connection.
The crush-type gaskets are found on many valve types, however, the 150 class
valves with their oval bonnets use this design exclusively.
The controlled-compression, spiral-wound type of gasket is normally provided in only
circular configurations. It is the gasket of choice for Class 300 and some Class 600
valve applications.
The pressure seal gasket is normally limited to Class 600 and above due to its
inability to seal well at lower pressures. Soft iron or silver-plated soft steel gaskets have
been used for many years as pressure seal gasket material. However, more
manufacturers are now shifting to graphite and stainless-steel composites for these
applications.
Slide 91 It is not good enough to just have the correct gasket. The mating surfaces in contact
with the gasket must be of proper surface finish to match to gasket. Also, the bolts that
compress the gasket between valve components must be torqued correctly.
Slide 92 Like gasket seals, packings rely on deformation to seal. In the case of compression
packings, the material selected must meet the corrosion resistance criteria and be able
to handle the pressure and stresses exerted on the packing. Many quarter-turn and
some ambient temperature valves, such as pipeline valves, use elastomer O-rings for
packing.
Compression packing: multiple stacked rings, used for multi-turn and quarter-turn
O-ring packing individually contained rings, generally used for quarter-turn
Slide 93 Today the primary packings are graphite or Teflon. Teflon is the prime choice in
corrosive service where temperatures are low. Teflon can be provided in a rope-style or
molded into rings. Graphite packings use compounds of graphite and carbon and
occasionally a corrosion inhibitor.
An Introduction to the Valve Industry: Supplemental Notes June 16, 2010
2010 Valve Manufacturers of America 14
Slide 95 Fugitive emissions testing is still partially art and partially science. As governments
around the world impose tighter fugitive emissions standards, newer and better testing
protocols will have to be developed. As of 2010, The EPA is developing fugitive
emissions testing requirements for valves to be used in domestic plants. There is still a
disparity in results between tests performed with the two popular testing media,
methane and helium.
Slide 96 Buying premium packing is no guarantee that a valve will not leak at the packing area.
Other factors are just as important. Many times packing leakage will be blamed on the
packing itself, when actually poor machining or not adhering to tolerances are the fault.
Another helpful measure sometimes used to reduce fugitive emissions from packings is
live loading the packing set by installing carefully sized Belleville washer assemblies on
to the packing gland bolting.
Slide 97 Actuation of valves can be anything that aids the operator in opening and closing a
valve. The valve types that are actuated include, gate, globe, ball, plug and butterfly
types. The most basic actuator is a manual gear assembly that multiplies the operators
applied torque. Sophisticated automated actuators range from simple air cylinder
devices to highly exotic, fail-safe electrically controlled units.
Slide 98 The two most common types of manual actuators are worm and bevel gears. The worm
gear is used to aid in the operation of quarter-turn valves, while the bevel gear aids in
operating rising stem or multi-turn valves. If a valve is very difficult to operate and
manual actuation is still desired, spur gearing can be added to the basic gear actuator
to further lower the required operational effort.
Slide 99 Automatic valve actuation is a huge industry in itself. There are many applications
today where automatic or remote power aided actuation is required. Automatic or
powered actuators are usually powered by electric motor or hydraulic or air cylinders.
Oftentimes the cylinder actuators will have an internal spring assembly that returns the
valve to a preferred orientation if the power fails, usually called a fail-to-open or fail-
to-close design. Sometimes piston-powered actuators on pipeline valves use the
internal gas pressure of the pipeline to operate their pistons, thus saving external
energy or eliminating long utility lines.
Slide
100
Most expensive valves will be repaired many times during their lifetime. Designing
these valves from the start to be more repairable will result in a lower total-cost-of-
ownership for the valve owner. Unfortunately today many good valves are scrapped
rather than replaced, because their replacement cost is lower than the potential repair
cost.
An Introduction to the Valve Industry: Supplemental Notes June 16, 2010
2010 Valve Manufacturers of America 15
Slide
101
Unwanted leakage is among the most common valve problems. Usually it is in the form
of excess leakage when valves are in the closed position. The most common cause for
this leakage is debris in the pipeline that has fouled or scored the seating surfaces.
Gasket leakage comes second. Usually it is the result of vibration, either in transit from
the manufacturer overseas to the U.S., or in-line vibration, or improper bolting torque. In
most cases a re-torquing is all that is required to correct the problem. Casting leaks are
also encountered, and these minute leak paths are usually undetectable during the
standard OEM test program. Some casting leaks can be repaired in line, while others
require the removal of the valve and a trip to the valve shop.
Slide
102
After all of the technical questions have been answered in valve selection it usually
comes down to a choice of three items:
1. Price
2. Quality
3. Delivery
You can only choose two!
You might also like
- Valves PresentationDocument45 pagesValves Presentationm_alodat6144No ratings yet
- Valve StudentDocument68 pagesValve StudentToniNo ratings yet
- PSV and PRV PDFDocument5 pagesPSV and PRV PDFMetoo ChyNo ratings yet
- Control ValveDocument43 pagesControl ValveAhmed Mohamed Khalil100% (1)
- ValveTypesSelection - ControlsWikiDocument42 pagesValveTypesSelection - ControlsWikiMayur PatelNo ratings yet
- By Aftab Ahmed MazariDocument166 pagesBy Aftab Ahmed MazariSohail A100% (2)
- Basic Control ValvesDocument59 pagesBasic Control Valvesm_alodat6144100% (2)
- Control ValveDocument93 pagesControl ValveSumedh Singh100% (1)
- Valves Terminology and SymbolsDocument1 pageValves Terminology and SymbolsHardik AcharyaNo ratings yet
- Valve Basics PDFDocument228 pagesValve Basics PDFsuhailfarhaan100% (1)
- Control ValveDocument58 pagesControl ValveNIKHIL SHINDENo ratings yet
- 77-1141 Valve Selection and SizingDocument20 pages77-1141 Valve Selection and SizingAntonio LebrunNo ratings yet
- Actuators Selection Procedures (Bettis)Document4 pagesActuators Selection Procedures (Bettis)txagusNo ratings yet
- Valves - Standard and Automatic Process ControlDocument90 pagesValves - Standard and Automatic Process ControlmordidomiNo ratings yet
- Control ValvesDocument166 pagesControl ValvesRahman100% (1)
- Control Valve PresentationDocument61 pagesControl Valve PresentationDhanny Miharja100% (1)
- Control-Valve Seat Leakage - Hydrocarbon Processing - August 2011 PDFDocument10 pagesControl-Valve Seat Leakage - Hydrocarbon Processing - August 2011 PDFPiush KumarNo ratings yet
- Instrumentation and Control Valves 1Document31 pagesInstrumentation and Control Valves 1Ahmed ElShoraNo ratings yet
- Valves - Fundamentals of Valve Design and ConstructionDocument13 pagesValves - Fundamentals of Valve Design and Constructionzona amrullohNo ratings yet
- Emerson Control ValveDocument319 pagesEmerson Control ValveMudabbir Shan AhmedNo ratings yet
- Pressure Relief Safety Valves (SNR)Document43 pagesPressure Relief Safety Valves (SNR)Syed Naveed Raza100% (1)
- Seat Leakage Article Valve WorldDocument2 pagesSeat Leakage Article Valve WorldjshadwanNo ratings yet
- Importance of Control ValvesDocument31 pagesImportance of Control ValvesIndranil Hatua100% (1)
- Safety Valves and Relief Valves.Document17 pagesSafety Valves and Relief Valves.Shikhar SwaroopNo ratings yet
- Control ValvesDocument52 pagesControl ValvesMayur Venkatesh.s100% (1)
- Valve AzineDocument64 pagesValve AzineArun BabuNo ratings yet
- Selection of ActuatorDocument6 pagesSelection of ActuatorHarshal KolheNo ratings yet
- 6.6 Control Valve Actuators and Positioners PDFDocument20 pages6.6 Control Valve Actuators and Positioners PDFdanpolymathNo ratings yet
- Control ValvesDocument60 pagesControl Valvesaswin anil100% (1)
- FLUOR - New Delhi: Flow Instruments (Part-1)Document20 pagesFLUOR - New Delhi: Flow Instruments (Part-1)Tirado Melchor Angel Miguel100% (2)
- Valves in Piping DesignDocument5 pagesValves in Piping DesigndasubhaiNo ratings yet
- Instrument & MeasurementDocument367 pagesInstrument & MeasurementreezmanNo ratings yet
- Level Measurement: By: Ramir M. Salenga Bataan Peninsula State UniversityDocument56 pagesLevel Measurement: By: Ramir M. Salenga Bataan Peninsula State UniversityrmsalengaNo ratings yet
- Technical Bulletin: AudcoDocument12 pagesTechnical Bulletin: AudcoHrushikesh ReddyNo ratings yet
- Control Valve Operation and Design Criteria For Beginners 1Document4 pagesControl Valve Operation and Design Criteria For Beginners 1Bobismy Alterego BobNo ratings yet
- All About ValvesDocument39 pagesAll About ValvesKarthik Naidu100% (1)
- Sizing and Selecting Actuators For ValvesDocument62 pagesSizing and Selecting Actuators For ValvesDelfinshNo ratings yet
- Control Valves BasicsDocument203 pagesControl Valves Basicszeeshansuboor100% (1)
- Flowmeters CourseDocument382 pagesFlowmeters CourseKah Hom100% (3)
- HPY Series Pneumatic Actuator PDFDocument32 pagesHPY Series Pneumatic Actuator PDFAnnie De WildeNo ratings yet
- Piping SystemDocument33 pagesPiping SystemIrvan Yudhistira100% (1)
- ValvesDocument108 pagesValvesGautam Wayse100% (1)
- ValvesDocument87 pagesValvesbaishakhi_b90100% (3)
- Troubleshooting GuidelinesDocument18 pagesTroubleshooting GuidelinesMousa Al-OmariNo ratings yet
- Basics of Valves Interview Questions & Answers: Directional Control ValveDocument7 pagesBasics of Valves Interview Questions & Answers: Directional Control ValveJêmš NavikNo ratings yet
- Control Valves PDFDocument69 pagesControl Valves PDFadel100% (2)
- Piping Training CourseDocument446 pagesPiping Training CourseJose Luis Roca CordovaNo ratings yet
- Hottappingrequirement1 160722152313 PDFDocument94 pagesHottappingrequirement1 160722152313 PDFadel100% (1)
- Instrumentation Positioner PresentationDocument43 pagesInstrumentation Positioner PresentationSangram Patnaik100% (1)
- Control Valve Interview Questions and AnswersDocument11 pagesControl Valve Interview Questions and Answersakmal100% (3)
- Instrumentation & Process Control Automation Guidebook - Part 3Document91 pagesInstrumentation & Process Control Automation Guidebook - Part 3mirkofedorNo ratings yet
- InstrumentationDocument7 pagesInstrumentationEmmanuel Enriquez0% (1)
- Industrial InstrumentationDocument40 pagesIndustrial InstrumentationCüneyt Gökhan TosunNo ratings yet
- Level InstrumentDocument49 pagesLevel InstrumentAlexander Okpala100% (1)
- Distributed Computer Control System: Proceedings of the IFAC Workshop, Tampa, Florida, U.S.A., 2-4 October 1979From EverandDistributed Computer Control System: Proceedings of the IFAC Workshop, Tampa, Florida, U.S.A., 2-4 October 1979T. J. HarrisonNo ratings yet
- Valves InspectionDocument70 pagesValves InspectionGOUTHAM RATHINAM50% (2)
- Process Flow and P&IDs Workbook 2 (Inc Drawings)Document55 pagesProcess Flow and P&IDs Workbook 2 (Inc Drawings)Mahathir Che Ap100% (10)
- Subsea Actuator Retrieval Tool ARTDocument26 pagesSubsea Actuator Retrieval Tool ARTDavid AmachreeNo ratings yet
- Overpressure Scenarios Overview - FinalDocument52 pagesOverpressure Scenarios Overview - FinalRajiv Natkar100% (4)
- Asibatech Portfolio PresentationDocument11 pagesAsibatech Portfolio PresentationMuthu Kumar RNo ratings yet
- Indoor Supporting Current Transformers: TPU 6x.xxDocument8 pagesIndoor Supporting Current Transformers: TPU 6x.xxMohamed KhouyaNo ratings yet
- Are You Planning A Technical Renovation?: Go For The Modern Hotel Building and Room Management System!Document3 pagesAre You Planning A Technical Renovation?: Go For The Modern Hotel Building and Room Management System!Mohamed KhouyaNo ratings yet
- Green Handbook Rev 5Document11 pagesGreen Handbook Rev 5Mohamed KhouyaNo ratings yet
- Rubber Boat Fendering PDFDocument42 pagesRubber Boat Fendering PDFMohamed KhouyaNo ratings yet
- PRS Swivel Ring FlangeDocument2 pagesPRS Swivel Ring FlangeCarlos Luis Esquerdo MarcanoNo ratings yet
- 662420-B - Bomba Neumática 9.1Document11 pages662420-B - Bomba Neumática 9.1gnunezisventecNo ratings yet
- Automatic Drain Valve Model NewDocument2 pagesAutomatic Drain Valve Model NewBhavesh PatelNo ratings yet
- Atlas Copco Portable Air: The New Drillair™ Range of CompressorsDocument2 pagesAtlas Copco Portable Air: The New Drillair™ Range of CompressorspowermanagerNo ratings yet
- Acp 10 - PPT - Q3 - M1Document69 pagesAcp 10 - PPT - Q3 - M1Florenda IguinNo ratings yet
- 7. ручной тормозной кран 9.4Document6 pages7. ручной тормозной кран 9.4Константин ДубенкоNo ratings yet
- 9802/6220 E1-1-1 Circuit, NeutralDocument45 pages9802/6220 E1-1-1 Circuit, NeutralGarcia CruzNo ratings yet
- Series AruvDocument42 pagesSeries AruvZergio GomezNo ratings yet
- AutoFlow Automatic Balancing 10.23.15 SinglePageDocument16 pagesAutoFlow Automatic Balancing 10.23.15 SinglePagepradeepNo ratings yet
- Choke Sizing: Single Phase FlowDocument6 pagesChoke Sizing: Single Phase FlowFrancesco ColellaNo ratings yet
- Bva200 PDFDocument2 pagesBva200 PDFCarlos Rafael Pereyra SegoviaNo ratings yet
- CCB Cleancut PsDocument2 pagesCCB Cleancut PsJose RamirezNo ratings yet
- Fume Hood Wet ScrubberDocument1 pageFume Hood Wet ScrubberRedmi TigaesNo ratings yet
- Pump Sizing Calculation: Tag No. Description Date by Checalc P-101 Feed Pump 28-Jan-15Document2 pagesPump Sizing Calculation: Tag No. Description Date by Checalc P-101 Feed Pump 28-Jan-15anto3harrish3fdoNo ratings yet
- Me Lab 1 Exp. Group 1 VenturiDocument4 pagesMe Lab 1 Exp. Group 1 VenturiJerome BalatbatNo ratings yet
- Unit 3 - Steam and Gas TurbinesDocument94 pagesUnit 3 - Steam and Gas TurbinesDHANASEKAR K IV A 9023No ratings yet
- Industrial Steam Tray ST5 PDFDocument4 pagesIndustrial Steam Tray ST5 PDFKim Swee LimNo ratings yet
- ECO HP-10 Transport Overpack: Features BenefitsDocument2 pagesECO HP-10 Transport Overpack: Features Benefitsjohn doeNo ratings yet
- Water Distribution SystemDocument6 pagesWater Distribution SystemGDELA CRUZ, PRINCEZKHA ANN D.No ratings yet
- Vacuum Deaerator Operation ManualDocument8 pagesVacuum Deaerator Operation ManualDony IPNo ratings yet
- Ce233 PowerpointDocument20 pagesCe233 PowerpointVIDEO HUBNo ratings yet
- McQuay IT - Daikin Conversion v20160108Document50 pagesMcQuay IT - Daikin Conversion v20160108Jose CuevasNo ratings yet
- MODEL: PFTA 1500-4: Ratings & Performance DataDocument4 pagesMODEL: PFTA 1500-4: Ratings & Performance DataAnonymous izGbhcNo ratings yet
- Hydrostatic TransmissionsDocument12 pagesHydrostatic TransmissionsMohamed Rashed100% (1)
- ProMEP - FireFighting Vendor ListDocument7 pagesProMEP - FireFighting Vendor ListBadr groupNo ratings yet
- Basic Civil and Mechanical-unit-3-Pumps and Turbines-SupportDocument10 pagesBasic Civil and Mechanical-unit-3-Pumps and Turbines-SupportVignesh VickyNo ratings yet
- Brochure BEGEMANN PA Pumps-Low ResolutionDocument6 pagesBrochure BEGEMANN PA Pumps-Low ResolutionIsaac RubioNo ratings yet
- Daily Material Receipt Details: May'2022: Voltas Limited Upbg PantnagarDocument15 pagesDaily Material Receipt Details: May'2022: Voltas Limited Upbg PantnagarMohar Singh/UPBG/PantnagarNo ratings yet
- Higher or Lower DensityDocument0 pagesHigher or Lower DensitynasirmuzaffarNo ratings yet
- Instrumentation Thread FittingsDocument9 pagesInstrumentation Thread FittingsDiego PillajoNo ratings yet