You might also like
- Boiler TypesDocument14 pagesBoiler Typesaecsuresh35No ratings yet
- Boilers: D N SonawaneDocument59 pagesBoilers: D N Sonawanedn_sonawane1975100% (1)
- CFBC & PFBC Technology PSJalkote EA 0366Document18 pagesCFBC & PFBC Technology PSJalkote EA 0366Jessica SimpsonNo ratings yet
- Energy Auditors 2 6 FBC BoilerDocument13 pagesEnergy Auditors 2 6 FBC Boilervij2009100% (1)
- Boilers - Introduction, TypesDocument13 pagesBoilers - Introduction, Typessujit5584No ratings yet
- Introduction To Boiler: Fire Tube BoilersDocument34 pagesIntroduction To Boiler: Fire Tube BoilersSandhya NaveenNo ratings yet
- Boiler and FurnaceDocument42 pagesBoiler and FurnaceEr Bali PandhareNo ratings yet
- Boiler NotesDocument34 pagesBoiler NotesRakesh Singh BhadoriyaNo ratings yet
- Boilers PDFDocument28 pagesBoilers PDFThulasi RamNo ratings yet
- Fluidised Bed Combustion For Clean Energy (Contents)Document22 pagesFluidised Bed Combustion For Clean Energy (Contents)Manas Kumar SamantarayNo ratings yet
- Principles of Fluidized Bed BoilersDocument27 pagesPrinciples of Fluidized Bed BoilersssNo ratings yet
- Underground Gas Storage Facilities: Design and ImplementationFrom EverandUnderground Gas Storage Facilities: Design and ImplementationNo ratings yet
- Engineering Bulletin No 1: Boiler and Furnace TestingFrom EverandEngineering Bulletin No 1: Boiler and Furnace TestingRating: 4.5 out of 5 stars4.5/5 (2)
- 25.boiler Water Chemistry R1 26.06.2017Document312 pages25.boiler Water Chemistry R1 26.06.2017VINOTHINI R B.Ed100% (1)
- An Overview of FBC Boiler: Compiled BY S.S.AcharyaDocument56 pagesAn Overview of FBC Boiler: Compiled BY S.S.AcharyaMusycal Fynnc100% (1)
- Indian BoilersDocument10 pagesIndian Boilerslavpandey8719No ratings yet
- 2 BoilersDocument58 pages2 BoilersSundara MoorthyNo ratings yet
- Basic of FBC BoilerDocument25 pagesBasic of FBC BoilerJayam KondanNo ratings yet
- CFBC & PFBC TechnologyDocument18 pagesCFBC & PFBC TechnologyomiitgNo ratings yet
- CFBC Boiler - A SurveyDocument11 pagesCFBC Boiler - A SurveygjanklesariaNo ratings yet
- 2 BoilersDocument58 pages2 BoilersParameswararao BillaNo ratings yet
- CFB BoilerDocument12 pagesCFB Boiler95113309No ratings yet
- Pulverized CoalDocument11 pagesPulverized CoalAdrian ManzanoNo ratings yet
- Experiments of Power Plant Engineering in SPPUDocument27 pagesExperiments of Power Plant Engineering in SPPUSiddiqui Adil Adnan100% (2)
- Boiler and Its Types PDFDocument25 pagesBoiler and Its Types PDFRabinNo ratings yet
- Boiler Introduction: Steam To ProcessDocument89 pagesBoiler Introduction: Steam To ProcessEngr M S MinhasNo ratings yet
- Fluidized Bed CombustionDocument32 pagesFluidized Bed CombustionAbdul AhadNo ratings yet
- Fluidized Bed CombustionDocument23 pagesFluidized Bed CombustionHawk EyeNo ratings yet
- Boilers Training Topic Nov 2021Document24 pagesBoilers Training Topic Nov 2021mizharmuisstNo ratings yet
- FBC Boilers: Syllabus FBC Boilers: Introduction, Mechanism of Fluidized Bed Combustion, AdvantagesDocument12 pagesFBC Boilers: Syllabus FBC Boilers: Introduction, Mechanism of Fluidized Bed Combustion, AdvantagesTejas T S TejasNo ratings yet
- 04 BoilersDocument59 pages04 BoilersMHD Abdi MuttaqinNo ratings yet
- Boiler: For Other Uses, SeeDocument20 pagesBoiler: For Other Uses, SeeFait HeeNo ratings yet
- Type of BoilersDocument5 pagesType of Boilersnagraj204No ratings yet
- 2 (1) 2boilerDocument31 pages2 (1) 2boileraakashtrivediNo ratings yet
- Industrial BoilersDocument81 pagesIndustrial BoilersRavi PrajapatiNo ratings yet
- Boiler - Wikipedia, The Free EncyclopediaDocument13 pagesBoiler - Wikipedia, The Free EncyclopediallljhfdgfderdfcxxxxcxsNo ratings yet
- FBC Boilers in Power PlantDocument20 pagesFBC Boilers in Power PlantVenkatesan SundaramNo ratings yet
- Boiler Steam Generation Distribution 1712008851Document37 pagesBoiler Steam Generation Distribution 1712008851sukhvinderNo ratings yet
- Unit 2: Applied Thermodynamics-1Document175 pagesUnit 2: Applied Thermodynamics-1Riddhesh NawgajeNo ratings yet
- Textbooktraining Mat Boiler ThfluidheatersDocument44 pagesTextbooktraining Mat Boiler ThfluidheatersFirdausNo ratings yet
- Start With The Name of Allah Who Is The Most Beneficent and Most MercifulDocument25 pagesStart With The Name of Allah Who Is The Most Beneficent and Most MercifulFikri YasirNo ratings yet
- Fluidized Bed CombustionDocument2 pagesFluidized Bed Combustionlaila salahNo ratings yet
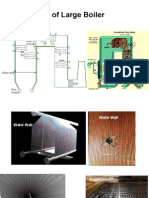
- Schematic of Large Boiler: Drum Slag ScreenDocument17 pagesSchematic of Large Boiler: Drum Slag ScreenPriyatanu RoyNo ratings yet
- Flurized Bed CombustionDocument8 pagesFlurized Bed CombustionshpalyNo ratings yet
- Stoker Vs FBC PDFDocument11 pagesStoker Vs FBC PDFAsghar MirzaNo ratings yet
- UNIT VDocument23 pagesUNIT VDhilsanth SLNo ratings yet
- Fluidized Bed Combustion (FBC) in Coal Based Thermal Power PlantsDocument10 pagesFluidized Bed Combustion (FBC) in Coal Based Thermal Power PlantsShambhu MehtaNo ratings yet
- Industrial BurnersDocument23 pagesIndustrial Burnerskarthikeyan5000No ratings yet
- Fuels and Combustion-Part2 PDFDocument57 pagesFuels and Combustion-Part2 PDFSugan NallaNo ratings yet
- BoilerDocument28 pagesBoilerHassan Funsho AkandeNo ratings yet
- Horizantal Rotary Cascade PreheaterDocument3 pagesHorizantal Rotary Cascade PreheaterD S VenkateshNo ratings yet
- Mechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesFrom EverandMechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesNo ratings yet
- Encyclopaedia Britannica, 11th Edition, Volume 8, Slice 3 "Destructors" to "Diameter"From EverandEncyclopaedia Britannica, 11th Edition, Volume 8, Slice 3 "Destructors" to "Diameter"No ratings yet
- Chimneys & Fireplaces: They Contribute to the Health Comfort and Happiness of the Farm Family - How to Build ThemFrom EverandChimneys & Fireplaces: They Contribute to the Health Comfort and Happiness of the Farm Family - How to Build ThemNo ratings yet
- Good Stoves Facilitation: How to Innovate and Change the WorldFrom EverandGood Stoves Facilitation: How to Innovate and Change the WorldNo ratings yet
- How it Works: Dealing in simple language with steam, electricity, light, heat, sound, hydraulics, optics, etc., and with their applications to apparatus in common useFrom EverandHow it Works: Dealing in simple language with steam, electricity, light, heat, sound, hydraulics, optics, etc., and with their applications to apparatus in common useNo ratings yet