You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5810)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- You Data Career RoadmapDocument34 pagesYou Data Career RoadmapSWNo ratings yet
- Data Structures and Algorithms Cheat Sheet: by ViaDocument7 pagesData Structures and Algorithms Cheat Sheet: by Viaxuanbao2008No ratings yet
- Siemens PLCDocument2 pagesSiemens PLCmailme_vijuNo ratings yet
- Half Adder and Full AdderDocument16 pagesHalf Adder and Full AdderkusumNo ratings yet
- Authorization Letter For Disconnection PLDTDocument1 pageAuthorization Letter For Disconnection PLDTSANS NT5No ratings yet
- CATIA Drawings For Practice (Pune)Document36 pagesCATIA Drawings For Practice (Pune)Mr. Pradeep Wadkar91% (35)
- CATIA Drawings For Practice (Pune)Document36 pagesCATIA Drawings For Practice (Pune)Mr. Pradeep Wadkar91% (35)
- Asdfkj HDFH SHKJHSDKJFH Skajhf Ierahsf HSXDZKJHF Ierhaiu KHSKJDKJ Iaushrdkjhskjdh Aiusrh HSDKJ KiahrDocument1 pageAsdfkj HDFH SHKJHSDKJFH Skajhf Ierahsf HSXDZKJHF Ierhaiu KHSKJDKJ Iaushrdkjhskjdh Aiusrh HSDKJ KiahranandnilewarNo ratings yet
- Sasadf Sa Asdfsdf As Asdf Asdf SDXFG Asdf SDocument1 pageSasadf Sa Asdfsdf As Asdf Asdf SDXFG Asdf SanandnilewarNo ratings yet
- SR - No Name of Experiment Page No. Date Grade SignatureDocument60 pagesSR - No Name of Experiment Page No. Date Grade SignatureanandnilewarNo ratings yet
- Unit-I Introduction To DBMSDocument20 pagesUnit-I Introduction To DBMSanandnilewarNo ratings yet
- WWW Xenons CN X6090-Small-Flatbed-Printer-P00237p1 HTMLDocument4 pagesWWW Xenons CN X6090-Small-Flatbed-Printer-P00237p1 HTMLnanodocl50990% (1)
- In The Name of Allah, The Most Beneficent, The Most MercifulDocument22 pagesIn The Name of Allah, The Most Beneficent, The Most MercifulHamzaNo ratings yet
- Design Process and Prototyping Chapter 3 - Part 2: Sub-TopicDocument36 pagesDesign Process and Prototyping Chapter 3 - Part 2: Sub-TopicSandra Suriya A/l JayasuriNo ratings yet
- Question Bank Class 8 2015 2016 1Document44 pagesQuestion Bank Class 8 2015 2016 118 DEY ARGHYA 6CNo ratings yet
- Appium CommandsDocument3 pagesAppium Commandsveenus kumarNo ratings yet
- YMW820 Data Sheet enDocument38 pagesYMW820 Data Sheet envlstudiosincNo ratings yet
- Liberty Mills Limited: Job Card IssuanceDocument2 pagesLiberty Mills Limited: Job Card IssuanceFarrukh JamilNo ratings yet
- SVEN E-217b Headphone Manual EnglishDocument6 pagesSVEN E-217b Headphone Manual EnglishKevinNo ratings yet
- ATMEGA2560 Development Board Mini Integrated With Xbee/USB InterfaceDocument6 pagesATMEGA2560 Development Board Mini Integrated With Xbee/USB InterfaceNitin RajputNo ratings yet
- Optimal Operation of Electrical Distribution Networks Including Distributed Generation Units Using Trader Optimization AlgorithmDocument5 pagesOptimal Operation of Electrical Distribution Networks Including Distributed Generation Units Using Trader Optimization AlgorithmHamdy AhmedNo ratings yet
- Grade 12 Practical Exercise BookDocument64 pagesGrade 12 Practical Exercise BookmatlosanecatclassroomNo ratings yet
- Ebook Digital Information Age An Introduction To Electrical Engineering 2Nd Edition Roman Kuc Solutions Manual Full Chapter PDFDocument35 pagesEbook Digital Information Age An Introduction To Electrical Engineering 2Nd Edition Roman Kuc Solutions Manual Full Chapter PDFconnielopezpmdrzqcjbn100% (8)
- OnlinebookstorepdxDocument2 pagesOnlinebookstorepdxSushrita MeshramNo ratings yet
- Unit 2 Part 2Document41 pagesUnit 2 Part 2Abhishek SrivastavaNo ratings yet
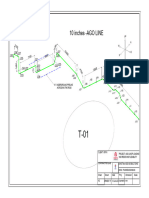
- AGO - As Built DrawingDocument1 pageAGO - As Built DrawingErnest S FelixNo ratings yet
- 19BCS2626 Crab GraphDocument3 pages19BCS2626 Crab GraphWhite WolfNo ratings yet
- Array ProgramsDocument10 pagesArray ProgramsMohak BhattacharyaNo ratings yet
- Both (A) and (B) ) Mimic The Human Intelligence in Non-Living Beings) All of The AboveDocument2 pagesBoth (A) and (B) ) Mimic The Human Intelligence in Non-Living Beings) All of The AboveVyankatesh AshtekarNo ratings yet
- FL - Piano RollDocument2 pagesFL - Piano RollJusAnothaSoulOnNotez64No ratings yet
- Bidi-Switch: Power Switch Bidirectional InterfaceDocument9 pagesBidi-Switch: Power Switch Bidirectional InterfaceSupuran RichardoNo ratings yet
- Fetal Monitor FM-3000 BrochureDocument4 pagesFetal Monitor FM-3000 BrochuretNo ratings yet
- BTD 300 DS Doc101267.10aDocument4 pagesBTD 300 DS Doc101267.10asagarnitishpirtheeNo ratings yet
- Elifas Levi - Masonske Legende: Everything Books Audiobooks Snapshots Articles Sheet Music PodcastsDocument8 pagesElifas Levi - Masonske Legende: Everything Books Audiobooks Snapshots Articles Sheet Music PodcastsTinamou0001No ratings yet
- Nero Burn RightsDocument17 pagesNero Burn RightsJenny AbramsNo ratings yet
- AdvanceServices BestPractices Nexus PDFDocument67 pagesAdvanceServices BestPractices Nexus PDFsebanadoNo ratings yet