You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5819)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (845)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Din 15093Document2 pagesDin 15093hadeNo ratings yet
- Astm B843 1993 PDFDocument2 pagesAstm B843 1993 PDFAriq FauzanNo ratings yet
- DWG No. A4 SQ 12/3/2018 Plate / Section: Next ProcessDocument1 pageDWG No. A4 SQ 12/3/2018 Plate / Section: Next ProcesshadeNo ratings yet
- Potongan B - B: EL +4.50 MAB EL +4.00Document1 pagePotongan B - B: EL +4.50 MAB EL +4.00hadeNo ratings yet
- CTP r21Document2 pagesCTP r21hadeNo ratings yet
- Potongan B - B: EL +4.50 MAB EL +4.00Document1 pagePotongan B - B: EL +4.50 MAB EL +4.00hadeNo ratings yet
- s33 Rail Data Sheet MetricDocument1 pages33 Rail Data Sheet MetrichadeNo ratings yet
- Gantrex BumperrsDocument1 pageGantrex BumperrshadeNo ratings yet
- KX3300 DataSheetDocument5 pagesKX3300 DataSheethadeNo ratings yet
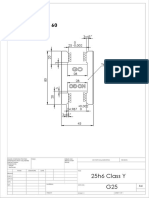
- SKD 11, HRC 60: 25h6 Class Y G25Document1 pageSKD 11, HRC 60: 25h6 Class Y G25hadeNo ratings yet
- Shaft Assy RWIN-32: 7 15 Flange 1 BushingDocument3 pagesShaft Assy RWIN-32: 7 15 Flange 1 BushinghadeNo ratings yet
- Rwin 17Document1 pageRwin 17hadeNo ratings yet
- Boiler AhuDocument1 pageBoiler AhuhadeNo ratings yet
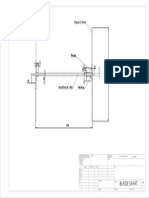
- Blade ShaftDocument1 pageBlade ShafthadeNo ratings yet
- Reamer Ahm Reamer: Material Carbide Coating TialnDocument1 pageReamer Ahm Reamer: Material Carbide Coating TialnhadeNo ratings yet
- Arcelormittal Pressure Vessel PDFDocument10 pagesArcelormittal Pressure Vessel PDFImmanuel SNo ratings yet
- NUTORK Pneumatic ActuatorDocument13 pagesNUTORK Pneumatic ActuatorAkmal ZuhriNo ratings yet
- A644-14 Standard Terminology Relating To Iron CastingsDocument5 pagesA644-14 Standard Terminology Relating To Iron CastingsManuel Antonio Santos VargasNo ratings yet
- Standards Related To BearingsDocument6 pagesStandards Related To Bearingswholenumber0% (1)
- En-0055 Compatibilidad de Materiales PDFDocument28 pagesEn-0055 Compatibilidad de Materiales PDFEduardo Vazquez NavarreteNo ratings yet
- Macro EtchingDocument4 pagesMacro EtchingVhon MisakiNo ratings yet
- Tabel Baut 1Document258 pagesTabel Baut 1Devit HamdansyahNo ratings yet
- Saw Blades: Amada Machine Tools EuropeDocument66 pagesSaw Blades: Amada Machine Tools Europebuva034No ratings yet
- A2 - Topic 3 - Intan Sri Maharani - E1b120010Document6 pagesA2 - Topic 3 - Intan Sri Maharani - E1b120010Intan Maharani0% (1)
- CPE601 Material Design Tutorial Mohd Wis PDFDocument7 pagesCPE601 Material Design Tutorial Mohd Wis PDFJerlen LorañaNo ratings yet
- The Future of Productivity: Wire Arc Additive Manufacturing: 3dprintDocument4 pagesThe Future of Productivity: Wire Arc Additive Manufacturing: 3dprintItziarNo ratings yet
- Verdes Extrusoras MagnablocDocument224 pagesVerdes Extrusoras MagnablocVictorOmarAlvanCortezNo ratings yet
- Hi CR Hubei QINHNG 6Document16 pagesHi CR Hubei QINHNG 6RollerJonnyNo ratings yet
- C. T. Sun Mechanics of Aircraft StructuresDocument192 pagesC. T. Sun Mechanics of Aircraft StructuresYogendraKumarNo ratings yet
- 20 SDMS 01Document43 pages20 SDMS 01tapas_jitu100% (1)
- Inf LSTDocument1,198 pagesInf LSTAnil SeshaNo ratings yet
- Heat Treatment Mechanical Properties Aluminium Alloy 6066Document8 pagesHeat Treatment Mechanical Properties Aluminium Alloy 6066kkrgopiNo ratings yet
- Module 6 (Materials & Hardware) SubModule 6.6 (Pipes and UnDocument22 pagesModule 6 (Materials & Hardware) SubModule 6.6 (Pipes and UnInterogator5No ratings yet
- 76502924-A22C-4C79-ACFD-FD558F7A116CDocument3 pages76502924-A22C-4C79-ACFD-FD558F7A116Cjerry dimaandalNo ratings yet
- 82 Ti SPC One Toolpl 0990 (Tirfox) 1 2Document3 pages82 Ti SPC One Toolpl 0990 (Tirfox) 1 2pradeeepgargNo ratings yet
- Certified Reference Materials (CRM) : Csir-National Metallurgical Laboratory JAMSHEDPUR-831007, INDIADocument7 pagesCertified Reference Materials (CRM) : Csir-National Metallurgical Laboratory JAMSHEDPUR-831007, INDIASai dineshNo ratings yet
- FSX 414 Weld Wire PDFDocument1 pageFSX 414 Weld Wire PDFJ. BangjakNo ratings yet
- Manufacturers Experience With Non-Leaded Alloys - CDA VersionDocument9 pagesManufacturers Experience With Non-Leaded Alloys - CDA VersionrweedNo ratings yet
- Final Project CIVE302 Fact SheetDocument4 pagesFinal Project CIVE302 Fact Sheetxtopherus124No ratings yet
- OhnsDocument1 pageOhnsajaykrishnaaNo ratings yet
- Microstructure and Mechanical Properties of Dissimilar Pure Copper - 1350 Aluminum Alloy Butt Joints by Friction Stir WeldingDocument9 pagesMicrostructure and Mechanical Properties of Dissimilar Pure Copper - 1350 Aluminum Alloy Butt Joints by Friction Stir WeldingSabarina HamidNo ratings yet
- FerrographyDocument8 pagesFerrographySachinNo ratings yet
- Material Groups: ISCAR Catalog DirectoryDocument14 pagesMaterial Groups: ISCAR Catalog DirectorygielNo ratings yet
- Continuous Casting Solutions SERVICE 24/7Document2 pagesContinuous Casting Solutions SERVICE 24/7abramNo ratings yet