You might also like
- ASME Section I and Section VIII-FundamentalsDocument52 pagesASME Section I and Section VIII-Fundamentalsmirzacogo100% (1)
- Room Temperature Synthesis of Copper Oxide Nanoparticles Morphological Evaluation and Their Catalytic Applications For Degradation of Dyes and C-N Bond Formation Reaction PDFDocument11 pagesRoom Temperature Synthesis of Copper Oxide Nanoparticles Morphological Evaluation and Their Catalytic Applications For Degradation of Dyes and C-N Bond Formation Reaction PDFAshpavi ArunNo ratings yet
- Design Criteria PDFDocument60 pagesDesign Criteria PDFMohmmad ShaikhNo ratings yet
- Distillation 2Document20 pagesDistillation 2arslanadeelNo ratings yet
- 2019-Design of Helical Coil Heat Exchanger For A Mini Power Plant PDFDocument11 pages2019-Design of Helical Coil Heat Exchanger For A Mini Power Plant PDFAshish AgrawalNo ratings yet
- Energy Optimization Using Pinch AnalysisDocument6 pagesEnergy Optimization Using Pinch Analysishwang2No ratings yet
- Divided Wall Column 496Document6 pagesDivided Wall Column 496GeorgeNo ratings yet
- Documents - Tips Multicomponent Distillation Column Design A Semi Rigorous ApproachDocument16 pagesDocuments - Tips Multicomponent Distillation Column Design A Semi Rigorous ApproachPriyanshiVadaliaNo ratings yet
- Design of Distillation Column PDFDocument25 pagesDesign of Distillation Column PDFRobert DsouzaNo ratings yet
- DCD 6 - Plate Design PDFDocument53 pagesDCD 6 - Plate Design PDFChristopher RileyNo ratings yet
- Distillation Columns Containing Structured Packings. A Comprehensive Model For Their Performance. 1. Hydraulic ModelsDocument11 pagesDistillation Columns Containing Structured Packings. A Comprehensive Model For Their Performance. 1. Hydraulic ModelsJohan Sebastian Moreno LaraNo ratings yet
- CBSE Class 11 Chemistry Notes CH - 02 Structure of AtomDocument6 pagesCBSE Class 11 Chemistry Notes CH - 02 Structure of AtomVivek Saahil40% (5)
- Comsol Model Download 198073 Models - Rf.microstrip Patch Antenna InsetDocument14 pagesComsol Model Download 198073 Models - Rf.microstrip Patch Antenna InsetManikanta Lalkota100% (1)
- Khairul - Naim.bin - Ahmad 109213 PDFDocument623 pagesKhairul - Naim.bin - Ahmad 109213 PDFViệt HàNo ratings yet
- Understanding Heat Flux Limitations CCTI 2010Document8 pagesUnderstanding Heat Flux Limitations CCTI 2010B rgNo ratings yet
- 02 - Reactor DesignDocument13 pages02 - Reactor DesignnadNo ratings yet
- Astm D3350 - 06 PDFDocument7 pagesAstm D3350 - 06 PDFRaul Humberto Mora VillamizarNo ratings yet
- Slop Oil CompositionDocument60 pagesSlop Oil Compositionrarunr1100% (3)
- VFR by Michael AshamDocument8 pagesVFR by Michael AshamHany Elsawy AbdelrahmanNo ratings yet
- TASC Evaluation of A Heat ExchangerDocument6 pagesTASC Evaluation of A Heat ExchangerJesus Andres SuarezNo ratings yet
- Handbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7From EverandHandbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7No ratings yet
- Solving Vessel Equations PDFDocument5 pagesSolving Vessel Equations PDFNaturasfera Suplementos AlimenticiosNo ratings yet
- Heat Exchanger Sizing E-5000 #1Document2 pagesHeat Exchanger Sizing E-5000 #1Luis Enrique Leyva OvalleNo ratings yet
- Vapor Liquid Equilibrium of Water + Ethanol + GlycerolDocument8 pagesVapor Liquid Equilibrium of Water + Ethanol + GlycerolcsandrasNo ratings yet
- Article - 1001191 Managing Fouling in Refinery PDFDocument13 pagesArticle - 1001191 Managing Fouling in Refinery PDFDavid Diaz PadillaNo ratings yet
- Energy Performance Assessment of Heat ExchangersDocument22 pagesEnergy Performance Assessment of Heat ExchangersShailesh PatelNo ratings yet
- CHE 165A L11 - Heat Exchanger Design PDFDocument61 pagesCHE 165A L11 - Heat Exchanger Design PDFLi ChNo ratings yet
- Equipment DatasheetDocument3 pagesEquipment DatasheetmdgouseahmedNo ratings yet
- Control System DesignDocument26 pagesControl System DesignChoochart Thongnark100% (1)
- High-Pressure Fluid Phase Equilibria: Phenomenology and ComputationFrom EverandHigh-Pressure Fluid Phase Equilibria: Phenomenology and ComputationNo ratings yet
- Webinar FAQ - Shell and Tube Heat ExchangersDocument8 pagesWebinar FAQ - Shell and Tube Heat Exchangersrameshkarthik810No ratings yet
- Characterization and Prediction of Water Droplet Size in Oil Water Flow - J Yao - MSDocument183 pagesCharacterization and Prediction of Water Droplet Size in Oil Water Flow - J Yao - MSGianmarco Corticelli100% (1)
- HTC Summary and Discussion of Chemical Mechanisms For Process EngineeringDocument18 pagesHTC Summary and Discussion of Chemical Mechanisms For Process EngineeringJoseCuevasMartinezNo ratings yet
- Preliminary Design of Sodium Carbonate Plant: Darft Assignment 2Document69 pagesPreliminary Design of Sodium Carbonate Plant: Darft Assignment 2Ardina Ayu WulandariNo ratings yet
- Diseño Aeroenfriador para Agua Desmineralizada 66 Tubos - 2 PassesDocument25 pagesDiseño Aeroenfriador para Agua Desmineralizada 66 Tubos - 2 PassesLuis AlexanderNo ratings yet
- Lec#09 PHT - (04 Mar 2013 - Monday) - Design of Shell & Tube Heat ExchangerDocument30 pagesLec#09 PHT - (04 Mar 2013 - Monday) - Design of Shell & Tube Heat ExchangerQamar AbbasNo ratings yet
- 8 3 Packed Bed ReactorsDocument20 pages8 3 Packed Bed ReactorsridhajamelNo ratings yet
- Chapter 3 Process SimulationDocument19 pagesChapter 3 Process SimulationYang Yew Ren100% (1)
- Pede Proj 1Document28 pagesPede Proj 1Jibril hassen kedirNo ratings yet
- Plate Heat Exchangers Calculation Methods For Singleand Two Phase Flow PDFDocument12 pagesPlate Heat Exchangers Calculation Methods For Singleand Two Phase Flow PDFFrandhoni UtomoNo ratings yet
- Safe Chemical Reaction Scale Up: by Dennis C. Hendershot, Aaron SarafinasDocument7 pagesSafe Chemical Reaction Scale Up: by Dennis C. Hendershot, Aaron Sarafinasnitin_kheseNo ratings yet
- Cooling Towers Information PackageDocument25 pagesCooling Towers Information Packagemdawg467No ratings yet
- Adsorption ModellingDocument38 pagesAdsorption ModellingAtul TripathiNo ratings yet
- Column Internals For Distillation and AbsorptionDocument30 pagesColumn Internals For Distillation and AbsorptionNidhi SahuNo ratings yet
- Heat Exchanger Design CHE 311 Final Project MSUDocument15 pagesHeat Exchanger Design CHE 311 Final Project MSUjsudbangNo ratings yet
- Heat Exchanger DesignDocument83 pagesHeat Exchanger DesignPhượng NguyễnNo ratings yet
- Fdocuments - in Design of Shell Tube Heat ExchangerDocument47 pagesFdocuments - in Design of Shell Tube Heat ExchangerUser019No ratings yet
- Curve Fitting of Ammonia-Water Mixture PropertiesDocument18 pagesCurve Fitting of Ammonia-Water Mixture PropertiesSandro GoisisNo ratings yet
- Ahmad, Linnhoff, Smith - Design of Multipass Heat Exchangers - An Alternative Approach (ASME) PDFDocument6 pagesAhmad, Linnhoff, Smith - Design of Multipass Heat Exchangers - An Alternative Approach (ASME) PDFjdgh1986No ratings yet
- Tube Cleaning SystemDocument7 pagesTube Cleaning SystemAshish MahtoNo ratings yet
- CBE 417 FlashDrumSizing Wankat PDFDocument7 pagesCBE 417 FlashDrumSizing Wankat PDFAbdul RehmanNo ratings yet
- Broaden Your Heat Exchanger Design Skills (CEP)Document9 pagesBroaden Your Heat Exchanger Design Skills (CEP)jdgh1986No ratings yet
- High Integrity Protection Systems (HIPS) - Making SIL Calculations EffectiveDocument4 pagesHigh Integrity Protection Systems (HIPS) - Making SIL Calculations Effective陳國政No ratings yet
- PD2055E1 MEP Multi Effect Plate DistillerDocument4 pagesPD2055E1 MEP Multi Effect Plate Distillergochi bestNo ratings yet
- GoyalDocument3 pagesGoyalVan LeNo ratings yet
- Lecture 1 Intro Energy TargetsDocument56 pagesLecture 1 Intro Energy Targets翁宝怡No ratings yet
- Chapter 9 ChE 126Document94 pagesChapter 9 ChE 126Roque LeccioNo ratings yet
- AS401COL (195kta) Aspen ReportDocument102 pagesAS401COL (195kta) Aspen ReportNoman AshrafNo ratings yet
- BDVDocument3 pagesBDVJason ThomasNo ratings yet
- Mini Project For Sem I 1920Document3 pagesMini Project For Sem I 1920Nurul Izzati0% (1)
- Condensate Line SizingDocument23 pagesCondensate Line SizingNirnay Patil100% (2)
- Heat Transfer in Packed BedDocument10 pagesHeat Transfer in Packed BedNidhi JainNo ratings yet
- Alpha OlefinsDocument3 pagesAlpha OlefinsAnkit ModiNo ratings yet
- Shell and Tube Heat Exchanger DesignDocument3 pagesShell and Tube Heat Exchanger Design1AdityaPathania1No ratings yet
- Manuale Sicurezza - 1000-MU-2005 - E - 0Document48 pagesManuale Sicurezza - 1000-MU-2005 - E - 0anghel_florin82No ratings yet
- Preparation of Catalysts II: Scientific Bases for the Preparation of Heterogeneous CatalystsFrom EverandPreparation of Catalysts II: Scientific Bases for the Preparation of Heterogeneous CatalystsNo ratings yet
- SOM Ramamruthum (149-224)Document76 pagesSOM Ramamruthum (149-224)Mohmmad ShaikhNo ratings yet
- CH 14 CarbonandAlloySteelsDocument43 pagesCH 14 CarbonandAlloySteelsMohmmad ShaikhNo ratings yet
- Chapters On Nonferrous MetalsDocument17 pagesChapters On Nonferrous MetalsMohmmad ShaikhNo ratings yet
- Compressible FlowDocument4 pagesCompressible Flowcmraj2020No ratings yet
- 170-00 - HTHP Filter Press, 175 ML, Single-Capped, CO2Document32 pages170-00 - HTHP Filter Press, 175 ML, Single-Capped, CO2latnrythmzNo ratings yet
- 5-Environmental Chemistry and MicrobiologyDocument41 pages5-Environmental Chemistry and MicrobiologyRachelle AtienzaNo ratings yet
- Energy Effectiveness of Simultaneous Heat and Mass PDFDocument15 pagesEnergy Effectiveness of Simultaneous Heat and Mass PDFKaren Isabel Ambiado RivasNo ratings yet
- Autodyn 14.0 Ws01 Filled Can CrushDocument21 pagesAutodyn 14.0 Ws01 Filled Can CrushMarcel CondurNo ratings yet
- Strength CalculationDocument9 pagesStrength Calculationvuqar0979No ratings yet
- The Friedel-Crafts Reaction PDFDocument7 pagesThe Friedel-Crafts Reaction PDFIsaac Nicholas NotorioNo ratings yet
- Vesconite Pump Bearing Design ManualDocument24 pagesVesconite Pump Bearing Design ManualDANE80No ratings yet
- Fluid Lab Software PVT Pro Ps PDFDocument2 pagesFluid Lab Software PVT Pro Ps PDFHumaira ZulkifliNo ratings yet
- Ebooks 300 PDFDocument33 pagesEbooks 300 PDFKanha DNo ratings yet
- Explain The Principle of Consolidation Based On Spring AnalogyDocument3 pagesExplain The Principle of Consolidation Based On Spring AnalogyNaqib Levis Sol100% (5)
- 5.0 Installation of Laboratory EquipmentDocument3 pages5.0 Installation of Laboratory EquipmentHenry KarokiNo ratings yet
- 9.dimensionless Parameters in Free and Forced Convective Heat TransferDocument5 pages9.dimensionless Parameters in Free and Forced Convective Heat Transferkkk100% (2)
- Chem Class 10 Term 1 MCQ S & ARDocument78 pagesChem Class 10 Term 1 MCQ S & ARINDHRA VARMANo ratings yet
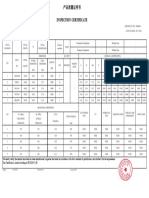
- Inspection Certificate: Hunan Standard Steel Co.,LtdDocument1 pageInspection Certificate: Hunan Standard Steel Co.,LtdHector CachayaNo ratings yet
- SdfsdfasdDocument1 pageSdfsdfasdMiller FabianNo ratings yet
- Cpvc-George Fisher Piping SystemsDocument54 pagesCpvc-George Fisher Piping Systemskidseismic100% (2)
- Zinc Oxide Powder & DispersionDocument5 pagesZinc Oxide Powder & DispersionAfdilah IrawatiNo ratings yet
- Teaching Nuclear Chemistry by Jane SmithDocument11 pagesTeaching Nuclear Chemistry by Jane SmithPaul Schumann100% (1)
- DISCUSSION (Microbial Growth)Document5 pagesDISCUSSION (Microbial Growth)watashihyoNo ratings yet
- Problems 44Document12 pagesProblems 44Alvien HidayatNo ratings yet
- 002 DPB PT Asme 2012 PT AsmeDocument43 pages002 DPB PT Asme 2012 PT AsmeAozoraLazoraNo ratings yet
- Micro BanDocument5 pagesMicro BanHassan ShiblyNo ratings yet