You might also like
- AIChe Paper 73a Improve Bolted Joint Reliability PaperDocument10 pagesAIChe Paper 73a Improve Bolted Joint Reliability PaperCostynhaNo ratings yet
- Flange Gasket Basics GFDocument8 pagesFlange Gasket Basics GFSri DharNo ratings yet
- Gaskets and Their TypesDocument5 pagesGaskets and Their TypesManoj MulikNo ratings yet
- Tib 29 Selecting Mechanical SealsDocument13 pagesTib 29 Selecting Mechanical SealssonalmeghaniNo ratings yet
- Turbine Seal: Shaft SealsDocument4 pagesTurbine Seal: Shaft SealssienlangphiooNo ratings yet
- GMG 1 1 Metallic Gaskets CatalogDocument48 pagesGMG 1 1 Metallic Gaskets CatalogTecnico GiganteNo ratings yet
- Garlock MetalGasket CatalogDocument48 pagesGarlock MetalGasket CatalogG100% (1)
- Study On Strength and Sealing of A Bolted Flange JDocument7 pagesStudy On Strength and Sealing of A Bolted Flange JŁukasz BolewskiNo ratings yet
- Yu 2017Document10 pagesYu 2017Ehsan AbarghooeiNo ratings yet
- Garlock Metallic CatalogueDocument48 pagesGarlock Metallic Catalogueclaudio perez prietoNo ratings yet
- Accesorios Roscados para PlásticosDocument32 pagesAccesorios Roscados para PlásticosjbertralNo ratings yet
- E2448Document4 pagesE2448binkinNo ratings yet
- Gasket Handbook A Technical GuideDocument172 pagesGasket Handbook A Technical Guideama100% (1)
- Dupont Compounds UL 1446Document20 pagesDupont Compounds UL 1446alex696No ratings yet
- FrictionDocument8 pagesFrictionperalta78No ratings yet
- GASKETDocument30 pagesGASKEThadiNo ratings yet
- GasketsDocument34 pagesGasketsAslam AsiffNo ratings yet
- Kemampuan GasketDocument13 pagesKemampuan GaskethadiNo ratings yet
- Seal FailureDocument17 pagesSeal Failurenikita100% (3)
- Sealing Sense - Mech Seal StorageDocument4 pagesSealing Sense - Mech Seal StoragesurawutwijarnNo ratings yet
- Spe-168301-Ms-Composite Is Multi-Plug Milling That fast-SLBDocument7 pagesSpe-168301-Ms-Composite Is Multi-Plug Milling That fast-SLBfkong16688No ratings yet
- Gask o Seal PDFDocument24 pagesGask o Seal PDFThang CaoNo ratings yet
- Expansion JointDocument10 pagesExpansion JointMohammed BaquarNo ratings yet
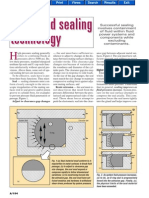
- Seals and Sealing TechnologyDocument9 pagesSeals and Sealing Technology1sympatyagaNo ratings yet
- Shear Force For SBRDocument14 pagesShear Force For SBRnjava1978No ratings yet
- GSLN Advisory Plat Reactor External Nozzle 20161128 Rev1Document30 pagesGSLN Advisory Plat Reactor External Nozzle 20161128 Rev1SagarBabuNo ratings yet
- Process Engineering Seal That PumpDocument6 pagesProcess Engineering Seal That PumpArturo Valles TerrazasNo ratings yet
- M.F Hot Drape FormingbDocument28 pagesM.F Hot Drape FormingbKassahun FerdaNo ratings yet
- Comparative Finite Element Analysis of Pikotek VCS and RTJ PDFDocument28 pagesComparative Finite Element Analysis of Pikotek VCS and RTJ PDFAbigor45No ratings yet
- Gridtech 2009 PDFDocument8 pagesGridtech 2009 PDFAnonymous rAFSAGDAEJNo ratings yet
- Henkel Worldwide Sealing Guidelines PDFDocument32 pagesHenkel Worldwide Sealing Guidelines PDFrocky2400100% (1)
- Polymer-Based Bearing Materials The Role of Fillers and Fibre ReinforcementDocument7 pagesPolymer-Based Bearing Materials The Role of Fillers and Fibre Reinforcementlessard1620No ratings yet
- Training Manual-Piping: GasketsDocument6 pagesTraining Manual-Piping: GasketsMithun Unni NairNo ratings yet
- Torque PDFDocument3 pagesTorque PDFicetesterNo ratings yet
- How Can Spiral Wound Gasket Selection and Installation Problems Be AvoidedDocument2 pagesHow Can Spiral Wound Gasket Selection and Installation Problems Be AvoidedTay Hua SetNo ratings yet
- Leg Gatt 2008Document8 pagesLeg Gatt 2008Jihad Akbar YuditamaNo ratings yet
- Patents: Device For Introducing A Seal Ring Into A Rotatable MountingDocument1 pagePatents: Device For Introducing A Seal Ring Into A Rotatable MountingAlejandro MorenoNo ratings yet
- V001t03a004 pvs2017 3518Document15 pagesV001t03a004 pvs2017 3518João Pedro Marin De GodoiNo ratings yet
- SealingDocument20 pagesSealingeduardorondanelliNo ratings yet
- Creep TestingDocument4 pagesCreep TestingJaques Brice Lo NascimentoNo ratings yet
- A Subsea Housing Design Checklist PDFDocument8 pagesA Subsea Housing Design Checklist PDFmimi_chan_17100% (1)
- Flexitallic Gasket Criteria DesignDocument59 pagesFlexitallic Gasket Criteria DesignAtif MehmoodNo ratings yet
- Bolted Flange Joint AssembliesDocument1 pageBolted Flange Joint AssembliesBramJanssen76No ratings yet
- Research Paper On Bearing PDFDocument5 pagesResearch Paper On Bearing PDFcwzobjbkf100% (1)
- Friction Optimization On Hydraulic Piston Rod Seals PDFDocument8 pagesFriction Optimization On Hydraulic Piston Rod Seals PDFbogdan hodor0% (1)
- Gas Turbine Engines: Seals: Raymond E. Chupp, Robert C. Hendricks, and Bruce M. SteinetzDocument14 pagesGas Turbine Engines: Seals: Raymond E. Chupp, Robert C. Hendricks, and Bruce M. Steinetzarda akkayaNo ratings yet
- Hudson 2017Document6 pagesHudson 2017JhormanNo ratings yet
- GasketsDocument8 pagesGasketsRaj SharmaNo ratings yet
- Gaskets, O-RingsDocument56 pagesGaskets, O-RingsjaveriaNo ratings yet
- P/N Joining Processes, Materials and TechniquesDocument19 pagesP/N Joining Processes, Materials and TechniquesChristian Contreras ArdilesNo ratings yet
- Friction Stir Superplasticity for Unitized Structures: A volume in the Friction Stir Welding and Processing Book SeriesFrom EverandFriction Stir Superplasticity for Unitized Structures: A volume in the Friction Stir Welding and Processing Book SeriesNo ratings yet
- Friction and Wear of Polymer CompositesFrom EverandFriction and Wear of Polymer CompositesRating: 5 out of 5 stars5/5 (2)
- Load-Bearing Fibre Composites: International Series on the Strength and Fracture of Materials and StructuresFrom EverandLoad-Bearing Fibre Composites: International Series on the Strength and Fracture of Materials and StructuresNo ratings yet
- Damages on Pumps and Systems: The Handbook for the Operation of Centrifugal PumpsFrom EverandDamages on Pumps and Systems: The Handbook for the Operation of Centrifugal PumpsRating: 4.5 out of 5 stars4.5/5 (2)
- Friction Stir Welding of 2XXX Aluminum Alloys including Al-Li AlloysFrom EverandFriction Stir Welding of 2XXX Aluminum Alloys including Al-Li AlloysNo ratings yet
- Catálogo KSB Filtros YDocument12 pagesCatálogo KSB Filtros Yjpdavila205No ratings yet
- Master: Bus-System Up To 144 ValvesDocument1 pageMaster: Bus-System Up To 144 Valvesjpdavila205No ratings yet
- Consolidated Valves 1511 Series Safety Valve: Maintenance ManualDocument32 pagesConsolidated Valves 1511 Series Safety Valve: Maintenance Manualjpdavila205No ratings yet
- Hilti, Inc. 5400 South 122 East Avenue Tulsa, OK 74146 1-800-879-8000Document17 pagesHilti, Inc. 5400 South 122 East Avenue Tulsa, OK 74146 1-800-879-8000jpdavila205No ratings yet
- Sensors 09 03011Document22 pagesSensors 09 03011jpdavila205No ratings yet
- Part-Turn Gearboxes GS 630.3: Assembly, Operation, Commissioning Operation InstructionsDocument36 pagesPart-Turn Gearboxes GS 630.3: Assembly, Operation, Commissioning Operation Instructionsjpdavila205No ratings yet
- Keller VDN VenturiDocument8 pagesKeller VDN Venturijpdavila205No ratings yet
- Dry Dust MonroeDocument2 pagesDry Dust Monroejpdavila205No ratings yet
- Fike VentingDocument6 pagesFike Ventingjpdavila205No ratings yet
- Heat Exchanger CalculationsDocument12 pagesHeat Exchanger CalculationsMichael J. BaneNo ratings yet
- Cast Steel 2012 1Document0 pagesCast Steel 2012 1jpdavila205No ratings yet
- Pressure VesselDocument497 pagesPressure VesselAlejandro Dávila100% (12)
- NIBCO - Copper FittingsDocument56 pagesNIBCO - Copper Fittingsjpdavila205No ratings yet
- Guidelines For Seismic Design of Liquid Storage TanksDocument106 pagesGuidelines For Seismic Design of Liquid Storage Tanksjpdavila205No ratings yet
- MD10 1 FLENDER Standard Couplings en 2011Document280 pagesMD10 1 FLENDER Standard Couplings en 2011hasanalmazbasanalir100% (1)