You might also like
- The Use of Flotation Technology in Produced Water Treatment in The Oil & Gas IndustryDocument99 pagesThe Use of Flotation Technology in Produced Water Treatment in The Oil & Gas Industryسعيد الهاديNo ratings yet
- Veolia Water Technology Presentation PDFDocument118 pagesVeolia Water Technology Presentation PDFJunaid Jamil100% (2)
- A New Industry Benchmark For Ammonia Production - Nitrogen - Syngas Conference Feb 2014Document7 pagesA New Industry Benchmark For Ammonia Production - Nitrogen - Syngas Conference Feb 2014AdrieneapNo ratings yet
- Afa Workshop Alexandria Egypt 2008 Revamping The Casale WayDocument24 pagesAfa Workshop Alexandria Egypt 2008 Revamping The Casale WayJose DenizNo ratings yet
- Nitrogen Syngas Moscow Russia 2008 Ammonia Casale Technologies For Ammonia Plant RevampingDocument20 pagesNitrogen Syngas Moscow Russia 2008 Ammonia Casale Technologies For Ammonia Plant RevampingZata AmaliaNo ratings yet
- Ionic Liquid Energy MaterialsDocument50 pagesIonic Liquid Energy MaterialsUtku Orçun GeziciNo ratings yet
- Ionic Liquid Extraction of Heavy Metal Ions by 2-Aminothiophenol In. 1-Butyl-3-Methylimidazolium Hexafluorophosphate and Their As Sociation Constants - LertlapwasinDocument7 pagesIonic Liquid Extraction of Heavy Metal Ions by 2-Aminothiophenol In. 1-Butyl-3-Methylimidazolium Hexafluorophosphate and Their As Sociation Constants - LertlapwasinKatherine MoralesNo ratings yet
- Application of Ionic Liquids For Bioseparation and Wastewater TreatmentDocument41 pagesApplication of Ionic Liquids For Bioseparation and Wastewater TreatmentVenkatesan SivaNo ratings yet
- Dry Powder Coating A New Trend in Coating TechnologyDocument11 pagesDry Powder Coating A New Trend in Coating TechnologyTimir PatelNo ratings yet
- Casale SA - Leonardo Marrone (PAPER)Document8 pagesCasale SA - Leonardo Marrone (PAPER)Usama JawaidNo ratings yet
- Calixa Rene SDocument1,053 pagesCalixa Rene SDIANA PAOLANo ratings yet
- Chelate SDocument19 pagesChelate SGerad ValdezNo ratings yet
- Dextrin DextroseDocument15 pagesDextrin Dextrosesappy123456No ratings yet
- Industrial Uses of Enzymes: Dr. Reda Mahgoub MohamedDocument23 pagesIndustrial Uses of Enzymes: Dr. Reda Mahgoub MohamedIslam ImadNo ratings yet
- AkzoNobel Dissolvine Product Guide 10-2012 Tcm108-37894Document24 pagesAkzoNobel Dissolvine Product Guide 10-2012 Tcm108-37894Mostafa Fawzy100% (1)
- Chemicals Based On PropyleneDocument21 pagesChemicals Based On PropyleneAli aliraqiNo ratings yet
- Ionic LiquidsDocument20 pagesIonic LiquidschidambaramrNo ratings yet
- Nitric Acid: A True All-Rounder!Document20 pagesNitric Acid: A True All-Rounder!mariatiNo ratings yet
- Nitrogen US3442613Document12 pagesNitrogen US3442613RizkalNo ratings yet
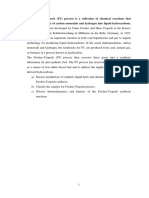
- 1.1 Fischer-Tropsch (FT) Process: Figure 1.1 Possible Reactions From Synthesis GasDocument18 pages1.1 Fischer-Tropsch (FT) Process: Figure 1.1 Possible Reactions From Synthesis GasGonzalo Tito100% (1)
- EODocument26 pagesEOdieego001100% (1)
- Mass Transfer (Presentation) : Group MembersDocument14 pagesMass Transfer (Presentation) : Group MembersSalim ChohanNo ratings yet
- Clariant Brochure Catalysts For Petrochemicals P 2015 ENDocument8 pagesClariant Brochure Catalysts For Petrochemicals P 2015 ENAminNo ratings yet
- Fischer-Tropsch ProcessDocument5 pagesFischer-Tropsch ProcessBilal Arif100% (1)
- H2iqhour 02222023Document97 pagesH2iqhour 02222023E KUTLUNo ratings yet
- Chapter 2 Feasibility Study and Literature SurveyDocument9 pagesChapter 2 Feasibility Study and Literature SurveyAq AidilNo ratings yet
- Introduction To Maleic AnhydrideDocument7 pagesIntroduction To Maleic AnhydrideAtta Bhati100% (1)
- (Hydrazine) LectDocument25 pages(Hydrazine) Lectabdo mahmoudNo ratings yet
- Activated Alumina (Al2O3)Document10 pagesActivated Alumina (Al2O3)Salman RasheedNo ratings yet
- Flotation of MineralsDocument3 pagesFlotation of MineralsgabrielNo ratings yet
- Flash Separation Aspen Notes 2007Document24 pagesFlash Separation Aspen Notes 2007Anonymous210100% (2)
- Pyro2016 Conference BookDocument384 pagesPyro2016 Conference BookSalman Raza Naqvi100% (2)
- Valorisation of Keratinous Wastes: A Sustainable Approach Towards A Circular EconomyDocument24 pagesValorisation of Keratinous Wastes: A Sustainable Approach Towards A Circular EconomyGabriel F RuedaNo ratings yet
- ION - CCP - LAB INSTRUCTIONS - Dr. NEUMANN - 2008 - 07 - 10 PDFDocument40 pagesION - CCP - LAB INSTRUCTIONS - Dr. NEUMANN - 2008 - 07 - 10 PDFRahul Khandelwal100% (2)
- Coolant PDFDocument5 pagesCoolant PDFmhd_bashiriNo ratings yet
- Adsorbents Purification Olefin Polymer Streams BrochureDocument12 pagesAdsorbents Purification Olefin Polymer Streams BrochureMaría Belén JaureguiNo ratings yet
- Msds Molten SulphurDocument9 pagesMsds Molten SulphurLily DianaNo ratings yet
- Acetic Acid Separation Methods: Supervisore: Prof. H. S. GhaziaskarDocument41 pagesAcetic Acid Separation Methods: Supervisore: Prof. H. S. Ghaziaskarjotas254100% (1)
- 1.A - EPR Design Description - v3 PDFDocument185 pages1.A - EPR Design Description - v3 PDFMudassarHashmiNo ratings yet
- Overview of The ProcessDocument10 pagesOverview of The ProcessChaitanya PottiNo ratings yet
- CYANEX 923 Brochure (1) - 1Document16 pagesCYANEX 923 Brochure (1) - 1Mamby SitanggangNo ratings yet
- AS Crystallization GEADocument6 pagesAS Crystallization GEADiden DzNo ratings yet
- Properties of CO2Document36 pagesProperties of CO2andiNo ratings yet
- Oxidation of Sulfur Dioxide Heterogeneous CatalystDocument13 pagesOxidation of Sulfur Dioxide Heterogeneous Catalysthafidz maNo ratings yet
- Colloidal Silica Removal in Coagulation - PubMed MobileDocument1 pageColloidal Silica Removal in Coagulation - PubMed MobileSandeep MishraNo ratings yet
- Methanol Process: m3000 - m7000 - m2000cDocument7 pagesMethanol Process: m3000 - m7000 - m2000cMuhammad NaeemNo ratings yet
- 2000 Ifa Neworleans Lauchard PDFDocument17 pages2000 Ifa Neworleans Lauchard PDFkresimir.mikoc9765No ratings yet
- The Indoor Environment Handbook - How To Make Buildings Healthy and Comfortable-Philomena BluDocument325 pagesThe Indoor Environment Handbook - How To Make Buildings Healthy and Comfortable-Philomena BlutatimoyaNo ratings yet
- Low Temperature Corrosion in Boiler and Its PreventionDocument5 pagesLow Temperature Corrosion in Boiler and Its PreventionKhurram ShahzadNo ratings yet
- Sul Phonation Plant OverviewDocument11 pagesSul Phonation Plant OverviewOlivier Rojas UlateNo ratings yet
- HARLAND Desiccant Dryers - Jan 2020Document21 pagesHARLAND Desiccant Dryers - Jan 2020bagusNo ratings yet
- Applications of Weak Acid Cation Resin in Waste TreatmentDocument9 pagesApplications of Weak Acid Cation Resin in Waste TreatmentSandeep MishraNo ratings yet
- Biodiesel and Glycerine Purification With Lewatit GF-ResinsDocument65 pagesBiodiesel and Glycerine Purification With Lewatit GF-ResinsJonathan Obando100% (1)
- III Sem ICTDocument33 pagesIII Sem ICToctoviancletusNo ratings yet
- روابط كتب مهمهDocument44 pagesروابط كتب مهمهmarwan alqaisiNo ratings yet
- AbuZaabal CS Phosphoric AcidDocument4 pagesAbuZaabal CS Phosphoric AcidelsayedanwarNo ratings yet
- Pineno y Terpineol PDFDocument5 pagesPineno y Terpineol PDFLoreli SanchezNo ratings yet
- Ionic Liquids in Separation TechnologyFrom EverandIonic Liquids in Separation TechnologyAntonia Perez De Los RiosRating: 5 out of 5 stars5/5 (1)
- Preparation of Catalysts V: Scientific Bases for the Preparation of Heterogeneous CatalystsFrom EverandPreparation of Catalysts V: Scientific Bases for the Preparation of Heterogeneous CatalystsNo ratings yet
- AP Newsletter 2015Document20 pagesAP Newsletter 2015Prasanta MaityNo ratings yet
- Xviii Paper 50Document15 pagesXviii Paper 50AsimNo ratings yet
- XXV Poster 01Document9 pagesXXV Poster 01AsimNo ratings yet
- Xvii Paper 08Document13 pagesXvii Paper 08AsimNo ratings yet
- J JLP 2010 05 009Document7 pagesJ JLP 2010 05 009AsimNo ratings yet
- XX CHE 120115 EnvMgr MPB ATODocument6 pagesXX CHE 120115 EnvMgr MPB ATOAsimNo ratings yet
- Leading in The Age of Disruption - Five Critical SkillsDocument4 pagesLeading in The Age of Disruption - Five Critical SkillsAsimNo ratings yet
- Seven Questions - The Essence of HazOps - Bluefield Process SafetyDocument1 pageSeven Questions - The Essence of HazOps - Bluefield Process SafetyAsimNo ratings yet
- 01 - Charlotte - Hebebrand - Slides - IFA - Webinar - 5 - May - 2020Document6 pages01 - Charlotte - Hebebrand - Slides - IFA - Webinar - 5 - May - 2020AsimNo ratings yet
- RWC Alcan Application PDFDocument29 pagesRWC Alcan Application PDFAsimNo ratings yet
- RWC Alcan ApplicationDocument29 pagesRWC Alcan ApplicationAsimNo ratings yet
- RWC BAPCO Application PDFDocument27 pagesRWC BAPCO Application PDFAsimNo ratings yet
- RWC Boeing Application PDFDocument40 pagesRWC Boeing Application PDFAsimNo ratings yet
- Safe Work Practices: What Can You Do? Did You Know?Document1 pageSafe Work Practices: What Can You Do? Did You Know?AsimNo ratings yet
- Checklist:: The 10 Leading Indicators That Predict Employee Safety EngagementDocument9 pagesChecklist:: The 10 Leading Indicators That Predict Employee Safety EngagementAsimNo ratings yet
- A626691 PDFDocument111 pagesA626691 PDFAsimNo ratings yet
- Nebosh Igc 3 DocumentsDocument1 pageNebosh Igc 3 DocumentsAbdul RaufNo ratings yet
- Covey - Moral CompassingDocument5 pagesCovey - Moral CompassingAsimNo ratings yet
- RH Tankless Productbrochure 101-66-10 Rev7Document6 pagesRH Tankless Productbrochure 101-66-10 Rev7api-221502147No ratings yet
- Thermax LTD 35th Annual Report 2015 16 PDFDocument184 pagesThermax LTD 35th Annual Report 2015 16 PDFmansiNo ratings yet
- Peugeot - Failure & Re-Entry StrategyDocument8 pagesPeugeot - Failure & Re-Entry StrategyRohith Thampi100% (1)
- For Web FLEX LNG and InterOil Presentation at Seoul FLNG Conference 25 October 2011Document39 pagesFor Web FLEX LNG and InterOil Presentation at Seoul FLNG Conference 25 October 2011stavros7No ratings yet
- CPRI Annual Report English 14 15Document248 pagesCPRI Annual Report English 14 15Kot FareNo ratings yet
- African Defense Spending Growth Expected To SlowDocument2 pagesAfrican Defense Spending Growth Expected To SlowForecast InternationalNo ratings yet
- ADDC Approved Contractor List POWERDocument3 pagesADDC Approved Contractor List POWERvbgiriNo ratings yet
- Power Point Presentation Summer Training, NHPC, JammuDocument39 pagesPower Point Presentation Summer Training, NHPC, JammuAashish Singhal60% (5)
- Aberdare Cables - Overhead Aluminium ConductorsDocument24 pagesAberdare Cables - Overhead Aluminium Conductorsjeb13No ratings yet
- Att 8 3 Way Beacon Cooper Medc Datasheet Sm87 SL Xb11 SL 6ds082 Issue oDocument2 pagesAtt 8 3 Way Beacon Cooper Medc Datasheet Sm87 SL Xb11 SL 6ds082 Issue ofroid1259539No ratings yet
- ATC Substation Eqpt Ratings CR-0063Document39 pagesATC Substation Eqpt Ratings CR-0063kcirrenwod100% (1)
- 7312 QP9 (NTC)Document14 pages7312 QP9 (NTC)madhavNo ratings yet
- EZIP Catalogue Reference and Calibration SourcesDocument83 pagesEZIP Catalogue Reference and Calibration SourcesLABORATORIO DOSIMETRIA SCANNo ratings yet
- Iocl ReportDocument51 pagesIocl ReportChandanKumarSinghNo ratings yet
- Catalogo Refrigeracao Completo EngDocument8 pagesCatalogo Refrigeracao Completo EngCelio CostaNo ratings yet
- Umpp Greener Future121015 PDFDocument68 pagesUmpp Greener Future121015 PDFMohan KrishnaNo ratings yet
- Report - Vietnam Wind PowerDocument54 pagesReport - Vietnam Wind PowergidoNo ratings yet
- Power Plant: Root Cause Analysis - Power MAT (Operation/Mechanical/Electrical/Instrumentation)Document7 pagesPower Plant: Root Cause Analysis - Power MAT (Operation/Mechanical/Electrical/Instrumentation)UmangtarangNo ratings yet
- NJ Exemption CertificatesDocument19 pagesNJ Exemption CertificatesKeith LeeNo ratings yet
- Affidavit of Property Value: Sale Price: $ 00Document2 pagesAffidavit of Property Value: Sale Price: $ 00vaishnav bridNo ratings yet
- RW 1Document83 pagesRW 1dilnessa azanaw100% (1)
- Basic Control Valve and Sizing and SelectionDocument38 pagesBasic Control Valve and Sizing and SelectionNguyen Anh Tung50% (2)
- Sepam 100 LD: CatalogueDocument20 pagesSepam 100 LD: CataloguemsiantexNo ratings yet
- Long Term Scheduling For Optimal Sizing of Renewable Energy Sources For HospitalsDocument9 pagesLong Term Scheduling For Optimal Sizing of Renewable Energy Sources For HospitalsMadusanka WeebeddaNo ratings yet
- Datasheet Reed SwitchDocument5 pagesDatasheet Reed SwitchIrfan Fachrudin PriyantaNo ratings yet
- O SHZV Vacuum OLTC Leaflet-Oct.2009Document5 pagesO SHZV Vacuum OLTC Leaflet-Oct.2009Hung Cuong PhamNo ratings yet
- Nema SM 24 1991 R2002Document93 pagesNema SM 24 1991 R2002surawutwijarn100% (2)
- Non-Alcoholic Beverages: Sustainability Accounting StandardDocument32 pagesNon-Alcoholic Beverages: Sustainability Accounting StandardLeslie TerronesNo ratings yet
- Mold Check ListDocument4 pagesMold Check Listctansari100% (1)