You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5814)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (845)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Gas Turbine in ArabicDocument358 pagesGas Turbine in ArabicKareem Mohamed Elsawy100% (14)
- Water Transmission and Distribution FINALDocument25 pagesWater Transmission and Distribution FINALRobert Walusimbi70% (10)
- The European Pressure Equipment Directive (Ped)Document6 pagesThe European Pressure Equipment Directive (Ped)ManivannanMudhaliarNo ratings yet
- National Step Tablet Vs Step Wedge Comparision FilmDocument4 pagesNational Step Tablet Vs Step Wedge Comparision FilmManivannanMudhaliarNo ratings yet
- PED02Document7 pagesPED02ManivannanMudhaliarNo ratings yet
- PT PRO FOR ExamDocument3 pagesPT PRO FOR ExamManivannanMudhaliarNo ratings yet
- HAC CrackDocument8 pagesHAC CrackManivannanMudhaliarNo ratings yet
- Welder Qualification Test CertificateDocument1 pageWelder Qualification Test CertificateManivannanMudhaliar100% (1)
- Convex and Concave MirrorDocument2 pagesConvex and Concave MirrorManivannanMudhaliarNo ratings yet
- Webinar New Ped 2014 68 EuDocument19 pagesWebinar New Ped 2014 68 EuManivannanMudhaliar100% (1)
- Aluminum Welding ProceduresDocument8 pagesAluminum Welding ProceduresManivannanMudhaliar0% (1)
- To Avoid Nitride Precepitation in 25% CR Steel:: SL N o Ele Spec Actual Aim Preferred Aim Range PreferredDocument2 pagesTo Avoid Nitride Precepitation in 25% CR Steel:: SL N o Ele Spec Actual Aim Preferred Aim Range PreferredManivannanMudhaliarNo ratings yet
- May 2014 - Risk Assessment - Make It Easier Than It AppearsDocument4 pagesMay 2014 - Risk Assessment - Make It Easier Than It AppearsManivannanMudhaliarNo ratings yet
- Glossary Terms VTDocument5 pagesGlossary Terms VTManivannanMudhaliarNo ratings yet
- Note - Book - School of Applied NDTDocument29 pagesNote - Book - School of Applied NDTManivannanMudhaliarNo ratings yet
- Back To Basics Testing With J1 - Use ReaderDocument4 pagesBack To Basics Testing With J1 - Use ReaderManivannanMudhaliarNo ratings yet
- Metengr: Engg Tips Forum Discussion Reg - Casting PropertiesDocument2 pagesMetengr: Engg Tips Forum Discussion Reg - Casting PropertiesManivannanMudhaliarNo ratings yet
- Cobalt Base Alloy - 6 in Amine ApplicationDocument2 pagesCobalt Base Alloy - 6 in Amine ApplicationManivannanMudhaliarNo ratings yet
- Coupling Power Generation With Syngas-Based Chemical Synthesis A Process Chain Evaluation From A Power Plant ViewpointDocument167 pagesCoupling Power Generation With Syngas-Based Chemical Synthesis A Process Chain Evaluation From A Power Plant ViewpointGiovana GhasaryNo ratings yet
- Winner List 2019 - A1GroupDocument5 pagesWinner List 2019 - A1GrouphasthavaramNo ratings yet
- Relief, Direct Acting Guided Poppet Type, Hardened Seat Special Cavity, 008Document2 pagesRelief, Direct Acting Guided Poppet Type, Hardened Seat Special Cavity, 008mhasansharifiNo ratings yet
- The Entropy Change of Pure SubstancesDocument5 pagesThe Entropy Change of Pure SubstancesAbd El-Razek AhmedNo ratings yet
- TMC Ap-04 PDFDocument3 pagesTMC Ap-04 PDFpppppp5No ratings yet
- Liquid Cargo HandlingDocument4 pagesLiquid Cargo HandlingMartin ZagarNo ratings yet
- Flow Field and Performance Analysis of An Integrated Diverterless Supersonic InletDocument10 pagesFlow Field and Performance Analysis of An Integrated Diverterless Supersonic InletAmie PNo ratings yet
- Dry Bulb Temperature - TDocument3 pagesDry Bulb Temperature - TAlFred NeñuraNo ratings yet
- Pneumatic ClutchDocument29 pagesPneumatic ClutchAarav Shah100% (1)
- GT 11. Modul Operating ProcedureDocument19 pagesGT 11. Modul Operating Procedurepraztt69No ratings yet
- 277705-Article Text-380138-1-10-20140620Document6 pages277705-Article Text-380138-1-10-20140620Omkar BharankarNo ratings yet
- Coriolis Flow MeterDocument4 pagesCoriolis Flow MeterIsares PodkohNo ratings yet
- Production 01Document20 pagesProduction 01Rizwan FaridNo ratings yet
- TolueneDocument1 pageTolueneAlliah Mae LumanogNo ratings yet
- PSI Fluid Power Catalog 1999Document59 pagesPSI Fluid Power Catalog 1999SetyohdWNo ratings yet
- BG Databook 2013Document54 pagesBG Databook 2013stluciabarbadosNo ratings yet
- Falkner-Skan Boundary LayerDocument3 pagesFalkner-Skan Boundary Layerengineer bilalNo ratings yet
- Calculate NPSH With Confidence (CE)Document6 pagesCalculate NPSH With Confidence (CE)jdgh1986No ratings yet
- Positive Displacement PumpsDocument5 pagesPositive Displacement PumpssikuetNo ratings yet
- 1 - Pipeline Hydraulics-BasicsDocument12 pages1 - Pipeline Hydraulics-Basicsjojo shendyNo ratings yet
- Subsonic AirfoilsDocument32 pagesSubsonic Airfoilswalmart35No ratings yet
- SPE-176195-MS Coiled Tubing Gas Lift Design and Troubleshooting - Case HistoryDocument6 pagesSPE-176195-MS Coiled Tubing Gas Lift Design and Troubleshooting - Case HistoryManuel ChNo ratings yet
- 7218-7219A - Air & Gas Ratio RegulatorsDocument3 pages7218-7219A - Air & Gas Ratio RegulatorsbenjaminrahierNo ratings yet
- IRP 4 2009 Well Testing and Fluid HandlingDocument151 pagesIRP 4 2009 Well Testing and Fluid HandlingAndy RosenerNo ratings yet
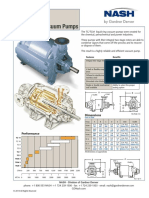
- TC/TCM Two-Stage Liquid Ring Vacuum Pumps: DimensionsDocument2 pagesTC/TCM Two-Stage Liquid Ring Vacuum Pumps: DimensionsAnthonyNo ratings yet
- Industrial TrainingDocument21 pagesIndustrial TrainingVinamra MittalNo ratings yet
- Series 300 ValvesDocument24 pagesSeries 300 ValvesdanilobossuNo ratings yet
- Pump NPSHDocument3 pagesPump NPSHDurjoy ChakrabortyNo ratings yet