Professional Documents
Culture Documents
Introduction Guide To Vibration Monitoring: Measurements, Analysis, and Terminology
Introduction Guide To Vibration Monitoring: Measurements, Analysis, and Terminology
Uploaded by
jawadhussain1Original Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Introduction Guide To Vibration Monitoring: Measurements, Analysis, and Terminology
Introduction Guide To Vibration Monitoring: Measurements, Analysis, and Terminology
Uploaded by
jawadhussain1Copyright:
Available Formats
Introduction Guide to Vibration
Monitoring
Measurements, Analysis, and Terminology
Summary
This guide introduces machinery maintenance workers to
condition monitoring analysis methods used to detect and
analyze machine component failures. This guide does not intend
to make the reader an analysis expert. It merely informs the
reader about common analysis methods and lays the foundation
for understanding machinery analysis concepts. Moreover, it tells
the reader what is needed to perform an actual analysis on
specific machinery.
JM02001
Jason Mais & Scott Brady
30 pages
May 2002
SKF Reliability Systems
@ptitudeXchange
5271 Viewridge Court
San Diego, CA 92123
United States
tel. +1 858 496 3554
fax +1 858 496 3555
email: info@aptitudexchange.com
Internet: www.aptitudexchange.com
Use of this document is governed by the terms
and conditions contained in @ptitudeXchange.
Introduction Guide to Vibration Monitoring
Introduction
This guide introduces machinery
maintenance workers to condition
monitoring analysis methods used to detect
and analyze machine component failures.
This guide does not intend to make the
reader an analysis expert. It merely informs
the reader about common analysis methods
and lays the foundation for understanding
machinery analysis concepts. Moreover, it
tells the reader what is needed to perform an
actual analysis on specific machinery.
Rule 1: Know what you do and do not
know!
Often, a situation arises where the answer is
not contained within analysis data. At this
point, I dont know is the best answer. A
wrong diagnosis can be costly and can
rapidly diminish a machinery maintenance
workers credibility. Thus, a vibration
specialist is required to analyze the problem.
Detection vs. Analysis
The differences between detecting a
machinery problem and analyzing the cause
of a machinery problem are vast. Replacing
a new bearing with one that indicates a high
level of vibration may or may not be the
solution to bearing failure. Usually, a
secondary issue developed in the machine
and is attributing to premature bearing
failure. To solve the problem, you must find
the attributing factor or cause of the bearing
failure (i.e. misalignment, looseness,
imbalance). This process is referred to as
finding the root cause of the failure. If this
important step is not followed, you simply
replace the bearing without developing a
condition monitoring program. It is essential
to detect machinery problems early enough
to plan repair actions and minimize
downtime.
Once detected, a cause and effect approach
must be used to take further steps toward
analyzing what caused the problem. Then
develop a condition monitoring based
program to prevent the problem from
reoccurring. There are several key
components that build the foundation for the
development a successful condition
monitoring program. First, know and
understand industry terminology.
Vibration (Amplitude vs. Frequency)
Vibration is the behavior of a machines
mechanical components as they react to
internal or external forces. Since most
rotating component problems are exhibited
as excessive vibration, we use vibration
signals as an indication of a machines
mechanical condition. Also, each
mechanical problem or defect generates
vibration in its own unique way. Therefore,
we analyze the type of vibration the
machine is exhibiting to identify its cause
and develop appropriate repair steps.
When analyzing vibration we look at two
components of the vibration signal:
frequency and amplitude.
Frequency is the number of times an
event occurs in a given time period (the
event is one vibration cycle). The
frequency at which the vibration occurs
indicates the type of fault. That is,
certain types of faults typically occur
at certain frequencies. By establishing
the frequency at which the vibration
occurs, we can develop a clearer picture
as to the cause of the vibration.
Amplitude is the size of the vibration
signal. The amplitude of the vibration
signal determines the severity of the
fault - the higher the amplitude, the
higher the vibration, and the bigger the
problem. Amplitude depends on the type
of machine and is always relative to the
2004 SKF Reliability Systems All Rights Reserved
Introduction Guide to Vibration Monitoring
vibration level of fully functioning
machine!
When measuring vibration we use certain
standard measurement methods:
Overall Vibration or Trending
Phase
Enveloping or Demodulation
High Frequency Detection (HFD)
This guide is divided into several sections.
Each section explains the key topic and
develops that explanation with examples
that help the reader gain a clear understand.
A glossary is also provided. Reference the
glossary for any unfamiliar terms.
Overall Vibration or Trending
In condition monitoring, the most common
and logical area to begin with is a trend of
the overall value at which the machine is
vibrating. This is referred to as trending or
looking at a machines overall vibration
level.
Overall vibration is the total vibration
energy measured within a specified
frequency range. For example, measure the
overall vibration of a rotor and compare the
measurement to its normal value (norm).
Then, assess any inconsistencies. A higher
than normal overall vibration reading
indicates that something is causing the
machine or component to increase its level
of vibration. The key to success is
determining what that something is.
Vibration is considered the best operating
parameter to judge low frequency dynamic
conditions such as imbalance, misalignment,
mechanical looseness, structural resonance,
soft foundation, shaft bow, excessive
bearing wear, or lost rotor vanes. To
determine precisely which operating
parameter is the contributor, we need to
explain the signature of a vibration signal.
There are two major components of a
vibration signature: frequency range and
scale factors.
Frequency Range
Monitoring equipment determines the
frequency range of the overall vibration
reading. Some data collection devices have
their own predefined frequency range for
overall vibration measurements. Other data
collectors allow the user to select the overall
measurements frequency range.
Unfortunately, there is an ongoing debate
regarding which frequency range best
measures overall vibration (International
Organization for Standardization (ISO) set a
standard definition). For this reason, it is
important to obtain both overall values from
the same frequency range.
As an analogy, we can think of frequency
range as a bucket or pail. If this bucket is
sitting on the ground when it begins to rain,
some rain falls into the bucket and some rain
falls to the ground. The rain that falls into
our bucket is within the defined frequency
range. The rain that falls to the ground is
outside the defined frequency range.
Scale Factors
Scale factors determine how a measurement
is measured, and are: Peak, Peak-to-Peak,
Average, and RMS. These scale factors are
in direct relationship to each other when
working with sinusoidal waveforms. When
comparing overall values, scale factors must
be consistent. Figure 1 shows the
relationship of Average vs. RMS vs. Peak
vs. Peak-to-Peak for a sinusoidal waveform.
2004 SKF Reliability Systems All Rights Reserved
Introduction Guide to Vibration Monitoring
Peak = 1.0
RMS = 0.707 x Peak
Average = 0.637 x Peak
Peak-to-Peak = 2 x Peak
Figure 1. Scale Factors on a Sinusoidal Vibration Waveform.
The Peak value represents the distance to
the top of the waveform measured from a
zero reference. For discussion purposes, we
will assign a Peak value of 1.0.
The Peak-to-Peak value is the amplitude
measured from the top of the waveform to
the bottom of the waveform.
The Average value is the average amplitude
of the waveform. The average of a pure sine
waveform is zero (it is as much positive as it
is negative). However, most waveforms are
not pure sinusoidal waveforms. Also,
waveforms that are not centered at
approximately zero volts produce nonzero
average values.
Do not concern yourself with supporting
mathematical calculations, as condition
monitoring instrument calculate the values
and display the results. However, it is
important to remember to measure both
signals on the same frequency range and
scale factors.
NOTE: For comparison purposes,
measurement types and locations must also
be identical.
It is important to collect accurate,
repeatable, and viable data. You can achieve
this by following several key techniques for
sensor position.
Measurement Sensor Position
Visualizing how the RMS value is derived
is a bit more difficult. Generally speaking,
the RMS value is derived from a
mathematical conversion that relates DC
energy to AC energy. Technically, on a time
waveform, it is the root mean squared
(RMS). On an FFT spectrum, it is the square
root of the sum of a set of squared
instantaneous values. If you measured a pure
sine wave, the RMS value is 0.707 times the
peak value.
Selecting the machine measurement point is
very important when collecting machinery
vibration data. Avoid painted surfaces,
unloaded bearing zones, housing splits, and
structural gaps. These areas give poor
response and compromise data integrity.
NOTE: Peak and Peak-to-Peak values can
be either true or scaled. Scaled values are
calculated from the RMS value.
When possible, vibration should be
measured as an orthogonal matrix (threepositions of direction):
When measuring vibration with a hand-held
sensor, it is imperative to perform consistent
readings and pay close attention to sensor
position, angle, and contact pressure.
2004 SKF Reliability Systems All Rights Reserved
Introduction Guide to Vibration Monitoring
The axial direction (A)
The horizontal direction (H)
The vertical direction (V)
Horizontal measurements typically show the
most vibration, as the machine is more
flexible in the horizontal plane. Moreover,
imbalance is one of the most common
machinery problems, and imbalance
produces a radial vibration that is part
vertical and part horizontal. Thus, excessive
horizontal vibration is a good indicator of
imbalance.
Vertical measurements typically show less
vibration than horizontal measurements, as
stiffness is caused by mounting and gravity.
Under ideal conditions, axial measurements
show very little vibration, as most forces are
generated perpendicular to the shaft.
However, issues with misalignment and bent
shafts do create vibration in the axial plane.
plane, vibration readings taken in these three
positions can provide great insight.
Measurements should be taken as close to
the bearing as possible and avoid taking
readings on the case (the case can vibrate
due to resonance or looseness).
NOTE: Enveloping or demodulated
measurements should be taken as close to
the bearing load zone as possible.
If you choose not to permanently mount the
accelerometer or other type of vibration
sensing device to the machine, select a flat
surface to press the accelerometer against.
Measurements should be taken at the same
precise location for comparison (moving the
accelerometer only a few inches can produce
drastically different vibration readings). To
ensure measurements are taken at the exact
location every time, mark the measurement
point with a permanent ink marker. We
highly recommended that the use of
permanently mounted sensors whenever
possible. This assures that data is repeatable
and consistent. The following section
contains mounting specifications for
accelerometers. If permanently mounted
sensors are not possible, use magnetic
mounts.
Angle:
Always perpendicular to the surface (90
10)
Pressure:
Figure 2. Standard Position Measurements.
NOTE: These descriptions are given as
guidelines for typical machinery only.
Equipment that is vertically mounted, or in
some way not typical may show different
responses.
Since we generally know how various
machinery problems create vibration in each
Magnetic mount: The surface should be
free of paint of grease.
Hand-held: Consistent hand pressure
must be used (firm, but not hard). Please
understand that we do not suggest use of
this method.
Permanent mount: See specifications in
Figure 3.
2004 SKF Reliability Systems All Rights Reserved
Introduction Guide to Vibration Monitoring
Figure 3. Example Spot Face Specifications for Permanently Mounted Sensors
Optimum Measurement Conditions
Ideally, measurements should be taken while
the machine is operating under normal
conditions. For example, the measurement
should be taken when the rotor, housing, and
main bearings reach their normal steady
operating temperatures and the machines
running speed is within the manufacturers
specifications (rated voltage, flow, pressure,
and load). If the machine is a variable speed
machine, the measurements should be taken
at the same point in the manufacturing or
process cycle. This assures the machines
energy is not extremely variable.
Additionally, we recommend obtaining
measurements at all extreme rating
conditions on occasion to guarantee there
arent outlying problems that only appear at
extreme conditions.
Trending Overall Readings
Probably the most efficient and reliable
method of evaluating vibration severity is to
compare the most recent overall reading
against previous readings for the same
measurement. This allows you to see how
the measurement vibration values are
changing or trending over time. This trend
comparison between present and past
readings is easy to analyze when the values
are plotted in a trend plot.
2004 SKF Reliability Systems All Rights Reserved
Introduction Guide to Vibration Monitoring
Figure 4. Example of a Trend Plot.
A trend plot is a line graph that displays
current and past overall values plotted over
time. Past values should include a base-line
reading. The base-line value may be
acquired after an overhaul or when other
indicators show the machine running well.
Subsequent measurements are compared to
the base-line to determine machinery
changes.
conditions for various wide-ranged
machinery classifications. Remember that
every machine is:
Manufactured differently
Installed differently (foundation)
Operated under different conditions
(load, speed, materials, environment)
Comparing a machine to itself over time is
the preferred method of machinery problem
detection, as each machine is unique in its
operation. For example, some components
have a normal amount of vibration that
would be considered problematic for most
machines. Alone, the current reading might
lead an analyst to believe a problem exists,
whereas a trend plot and base-line reading
would clearly show a certain amount of
vibration is normal for that machine.
Maintained differently
ISO Standards are a good place to start (until
machine history is developed). However,
ISO charts also define good or not good
Measuring vibration is the measurement of
periodic motion. Vibration is illustrated with
a spring-mass setup in Figure 5.
It is unrealistic to judge a machines
condition by comparing the current
measurement value against an ISO standard
or other general rule or level. By comparing
current values to historical values, you are
able to easily see a machines condition
change over time.
Vibration Measurements
Methods
2004 SKF Reliability Systems All Rights Reserved
Introduction Guide to Vibration Monitoring
Figure 5. Spring-Mass System.
When in motion, mass oscillates on the
spring. Viewing the oscillation as position
over time produces a sine wave. The starting
point (when mass is at rest) is the zero point.
One complete cycle displays a positive and a
negative displacement of the mass in
relation to its reference (zero). Displacement
is the change in distance or position of an
object relative to a reference. The magnitude
of the displacement is measured as
amplitude.
There are two measurable derivatives of
displacement: velocity and acceleration.
Velocity is the change in displacement
as a function of time. It is the speed at
which the distance is traveled (i.e.0.2
in/sec).
It is necessary to select a vibration
measurement and sensor type that measures
the vibration likely to reveal expected failure
characteristics.
Displacement
Measured in mils or micrometers,
displacement is the change in distance or
position of an object relative to a reference.
Displacement is typically measured with a
sensor commonly known as a displacement
probe or eddy probe. A displacement probe
is a non-contact device that measures the
relative distance between two surfaces.
Displacement probes most often monitor
shaft vibration and are commonly used on
machines with fluid film bearings.
Acceleration is the rate of change of
velocity. For example, if it takes 1
second for the velocity to increase from
0 to 1 in/sec, then acceleration is 1
in/sec2.
Displacement probes only measure the
motion of the shaft or rotor relative to the
machine casing. If the machine and rotor are
moving together, displacement is measured
as zero even though the machine can be
heavily vibrating.
Thus, vibration has three measurable
characteristics: displacement, velocity, and
acceleration. Although these three
characteristics are related mathematically,
they are three different characteristics, not
three names for the same quantity.
Displacement probes are also used to
measure a shafts phase. The shaft phase is
the angular distance between a known mark
on the shaft and the vibration signal. This
relationship is used for balancing and shaft
orbital analysis.
2004 SKF Reliability Systems All Rights Reserved
Introduction Guide to Vibration Monitoring
Figure 6. A Dial Gage (Left) Measures Displacement. A Common Displacement Probe (Right).
Velocity
Velocity measurements are taken in in/sec or
mm/sec. Velocity is the measure of a
signals rate of change in displacement. It is
the most common machine vibration
measurement. Historically, the velocity
sensor was one of the first electrical sensors
used for machine condition monitoring. This
is due in part to the resultant of an equal
amount of generated dynamic motion;
velocity remains constant regardless of
frequency. However, at low frequencies
(under 10 Hz) or high frequencies (above 2
kHz), velocity sensors lose their
effectiveness.
The original velocity transducer employed a
coil vibrating in a magnetic field to produce
a voltage proportional to the machines
surface velocity. Today, with the arrival of
low cost and versatile accelerometers, most
velocity values are obtained by integrating
an acceleration reading into the velocity
domain.
Acceleration
Acceleration is the rate of change in
velocity. Vibration, in terms of acceleration,
is measured with accelerometers. An
accelerometer usually contains one or more
piezoelectric crystal element and a mass.
Figure 7. Accelerometer.
2004 SKF Reliability Systems All Rights Reserved
Introduction Guide to Vibration Monitoring
When the piezoelectric crystal is stressed it
produces an electrical output proportional to
acceleration. The crystal is stressed by the
mass when the mass is vibrated by the
component to which they are attached.
Accelerometers are rugged devices that
operate in a wide frequency range (zero to
well above 400 kHz). This ability to
examine a wide frequency range is the
accelerometers major strength. However,
since velocity is the most common
measurement for monitoring vibration,
acceleration measurements are usually
integrated to get velocity (either in the
accelerometer itself or by the data collector).
Acceleration units are Gs, in/sec2, or
m/sec2.
We can measure acceleration and derive
velocity by mounting accelerometers at
strategic points on bearings. These
measurements are recorded, analyzed, and
displayed as tables and plots by the
condition monitoring equipment. A plot of
amplitude vs. time is called a time
waveform. Vibration Analysis Methods
Time Waveform Analysis
The time waveform plot in Figure 8
illustrates how the signal from an
accelerometer or velocity probe appears
when graphed as amplitude (y-axis) over
time (x-axis). A time waveform in its
simplest terms is a record of what happened
to a particular system, machine, or
parameter over a certain period of time. For
example, a seismograph measures how
much the Earth shakes in a given amount of
time when there is an earthquake. This is
similar to what is recorded in a time
waveform.
Time waveforms display a short time sample
of raw vibration. Though typically not as
useful as other analysis formats, time
waveform analysis can provide clues to
machine condition that are not always
evident in a frequency spectrum. Thus, when
available, time waveform should be used as
part of your analysis program.
Figure 8. Example of a Time Waveform.
2004 SKF Reliability Systems All Rights Reserved
10
Introduction Guide to Vibration Monitoring
FFT Spectrum Analysis
A Fast Fourier Transformation (FFT) is
another useful method of viewing vibration
signals. In non-mathematical terms, the
signal is broken down into specific
amplitudes at various component
frequencies. As an example, Figure 9 shows
a motor (left) coupled to a gearbox (right).
Each piece of the machine has individual
components associated with it. In a
simplified form, the motor has a shaft and
bearings. The gearbox has several shafts and
sets of gears.
Each component in the diagram vibrates at a
certain, individual rate. By processing the
vibration signal using a mathematical
formula, an FFT, we can distinguish
between several different rates and
determine the which rate vibration coincides
with which component.
Figure 9. Frequency Scales Show Component Vibration Signals.
Figure 10. Example of an FFT Spectrum.
2004 SKF Reliability Systems All Rights Reserved
11
Introduction Guide to Vibration Monitoring
For example, we measure the signals
amplitude at 10 Hz, then again at 20 Hz,
etc., until we have a list of values for each
frequency contained in the signal. The
values or amplitudes are then plotted on the
frequency scale. The number of lines of
resolution is the waveform divided by
number of components. The resulting plot is
called an FFT spectrum.
An FFT spectrum is an incredibly useful
tool. If a machinery problem exists, FFT
spectra provide information to help
determine the location of the problem. In
addition, spectra can aid in determining the
cause and stage of the problem. With
experience we learn that certain machinery
problems occur at certain frequencies. Thus,
we can determine the cause of the problem
by looking for amplitude changes in certain
frequency ranges.
In addition to time waveforms and FFT
spectra, vibration signals can be analyzed
through other types of signal processing
methods to determine specific equipment
problems and conditions. Processing
vibration signals via multiple processing
methods also provides a greater number of
ways in which to analyze the signal and
measure deviations from the norm. The
following section contains examples of
alternate processing methods.
Envelope or Demodulated Process
Detection
Repetitive bearing and gear-mesh activity
create vibration signals of much lower
amplitude and much higher frequencies than
that of rotational and structural vibration
signals.
The objective of enveloping or demodulated
signal processing, as it relates to bearings, is
to filter out low frequency rotational
vibration signals and enhance the repetitive
components of bearing defect signals that
occur in the bearing defect frequency range.
Envelope detection is most commonly used
for rolling element bearing and gear mesh
analysis where a low amplitude, repetitive
vibration signal may be saturated or hidden
by the machines rotational and structural
vibration noise.
For instance, when a rolling element bearing
generates a defect on its outer race, each
rolling element of the bearing over-rolls the
defect as they come into contact. This
impact causes a small, repetitive vibration
signal at the bearings defects frequencies.
However, the vibration signal is so low in
energy that it is lost within the machines
other rotational and structural vibration
noises.
Similarly, you can strike a bell and create a
ringing sound. This ringing is similar to the
ringing that occurs when a rolling element in
a bearing strikes a defect in the bearing.
However, unlike the bell you cannot hear the
ringing in the bearing, as it may be masked
by the machines other sounds or it occurs at
a frequency that cannot be detected by the
human ear.
This detection method proves to be a
successful indicator of a major class of
machine problems. Faults in roller element
bearings, defective teeth in gearboxes, paper
mill felt discontinuities, and electric motor /
stator problems are all applications for
enveloping technology.
2004 SKF Reliability Systems All Rights Reserved
12
Introduction Guide to Vibration Monitoring
Figure 11. Enveloped and Time Waveform Spectrum With Outer Race Defect. Envelope Detection Filters Out Low
Frequency Rotational Signals and Enhances the Bearings Repetitive Impact Type Signals to Focus on Repetitive
Events in the Bearing Defect Frequency Range. (For Example, Repetitive Bearing and Gear-Tooth Vibration
Signals.)
Spall
Figure 12. Indication of a Spall (Defect in the Outer Race).
2004 SKF Reliability Systems All Rights Reserved
13
Introduction Guide to Vibration Monitoring
Phase Measurements
Phase is a measurement, not a processing
method. Phase measures the angular
difference between a known mark on a
rotating shaft and the shafts vibration
signal. This relationship provides valuable
information on vibration amplitude levels,
shaft orbit, and shaft position, and is very
useful for balancing and analysis purposes.
High Frequency Detection (HFD)
High Frequency Detection (HFD) provides
early warning of bearing problems. The
HFD processing method displays a
numerical, overall value for high frequency
vibration generated by small flaws that
occur within a high frequency bandpass (5
kHz to 60 kHz). The detecting sensors
resonant frequency is used to amplify the
low level signal generated by the impact of
small flaws. Due to its high frequency range,
the HFD measurement is made with an
accelerometer and displays its value in Gs.
The HFD measurement may be performed
as either a peak or RMS overall value.
Other Sensor Resonant Technologies
There are varying types of technologies that
use sensor resonant to obtain a measurement
similar to HFD. Sensor resonant
technologies use the sensors resonant
frequency to amplify events in the bearing
defect range. These technologies enhance
the repetitive components of a bearings
defect signals and report its condition. The
resultant reading is provided by an overall
number that represents the number of
impacts (enhanced logarithmically) the
system senses.
As vibration analysis evolves, sensor
resonant technology is used less frequently.
Instead, enveloping or demodulation
processing is used, as they allow greater
flexibility within the monitoring system. For
example, resonant technology requires that
the exact same type of accelerometer is
used.
On-line Measurements vs. Offline Measurements
In general, there are two types of
measurement processes: on-line and off-line.
Acquiring data in an on-line situation
requires permanently mounted sensors,
cabling, a multiplexing device, and a
computer for data storage. On-line
measurements are acquired continuously
from the machinery based upon a user
defined collection period. The benefits of
on-line data collection are numerous. Online data collection allows condition
monitoring and maintenance departments to
concentrate their efforts on corrective
actions and system modification to more
readily diagnose problems. Additionally,
permanently mounted sensors do not
interrupt the manufacturing process and data
is repeatable and accurate. The disadvantage
of an on-line system is the initial cost. It is
important to keep in mind that the return on
investment of an on-line system is usually
realized in a relatively short time period.
An off-line measurement program is similar
to a route-based collection program. In a
route-based collection program, the user
defines the types of measurements and
machinery to analyze and develops a
roadmap or route of the machinery in the
plant. He/she then follows the developed
route to obtain the data needed.
Additionally, off-line collection requires a
handheld analyzer, cabling, and a sensor or
sensors. Unfortunately, it requires a
substantial amount of time to collect routebased data. It also requires manpower from
the maintenance or condition monitoring
department and machine operators. On the
other hand, off-line measurements methods
are associated with relatively low costs.
2004 SKF Reliability Systems All Rights Reserved
14
Introduction Guide to Vibration Monitoring
Once you make the decision to develop a
condition based monitoring program, it is
imperative to follow a standard process to
diagnose, document, and solve plant
problems. The development of standards is
defined to help you develop a condition
monitoring program.
International Standards
Vibration Diagnostic Tables
The following sections contain agreed upon
International Standards as they relate to
vibration monitoring. These standards are a
basis for developing a condition monitoring
program. However, they are to be used in
conjunction with manufacturer suggested
acceptability levels for specific machines
and industries. Many of the industry or
machine type standards can also be obtained
through condition monitoring or vibration
monitoring companies.
ISO 2372 Vibration Diagnostic Table
(Overhung Horizontal Shaft)
Excessive
Excessive
Excessive
Excessive
Horizontal
Vertical
Axial
Structural
Vibration
Indicates:
Vibration
Indicates:
Vibration
Indicates:
Vibration
Indicates:
Imbalance
YES
NO
YES
NO
Horizontal and Axial
> Vertical
Misalignment
YES
NO
YES
NO
Horizontal and Axial
> Vertical
Looseness
YES
YES
NO
YES
Vertical
Electrical
Faults
Measured
as Vibration
Note: On an overhung machine, imbalance and
misalignment may display similar characteristics.
Use phase measurements to differentiate between
the two.
Notes
Horizontal
To detect an electrical
problem:
Turn off machine
power and monitor
vibration. If the
vibration immediately
drops, the problem is
electrical.
Note: YES = ISO 2372
Unsatisfactory Unacceptable Levels.
2004 SKF Reliability Systems All Rights Reserved
NO = ISO 2372
Good Satisfactory Levels.
15
Introduction Guide to Vibration Monitoring
ISO 2372 Vibration Diagnostic Table
(Vertical Shaft)
Excessive
Excessive
Excessive
Excessive
Horizontal
Vertical
Axial
Structural
Vibration
Indicates:
Vibration
Indicates:
Vibration
Indicates:
Vibration
Indicates:
Imbalance
YES
NO
NO
NO
Radial > Axial
Misalignment
YES
NO
YES
NO
Axial > Radial
Looseness
YES
NO
NO
YES
Electrical
Faults
Measured
as Vibration
Note: Radial 1 and Radial 2 positions differ by 90
degrees.
Notes
To detect an electrical
problem:
Turn off machine
power and monitor
vibration. If the
vibration immediately
drops, the problem is
electrical.
Note: YES = ISO 2372
Unsatisfactory Unacceptable Levels.
NO = ISO 2372
Good Satisfactory Levels.
Spectrum Analysis Table
The following section contains a list of
common issue within the vibration gamut.
Moreover, it contains a general guide to the
type of measurements used to diagnose
problems, suggested vibration signatures,
and phase relationships of those signatures.
Use this as a generalized reference chart to
develop your condition monitoring program.
Manufacturer reference resources are also
available. Please contact them for further
suggestions and standards of the industry.
2004 SKF Reliability Systems All Rights Reserved
16
Introduction Guide to Vibration Monitoring
Primary
Plane
Detection
Units
Dominant
Frequencies
Phase Relationship
(Note: phase ref. within 30 degrees)
Comments
IMBALANCE
Mass
Radial
Acceleration /
Velocity /
Displacement
Overhung
Mass
Axial and
Radial
Acceleration /
Velocity /
Displacement
Bent Shaft
Axial and
Radial
Acceleration /
Velocity /
Displacement
1x
90-degree phase shift as sensor is
moved from horizontal to vertical
position with no phase shift in the
radial direction across the
machine or coupling.
1x
Axial reading will be in phase
1x
180-degree phase shift in the
axial direction across the machine
with no phase shift in the radial
direction.
Account for change
in sensor orientation
when making axial
measurements.
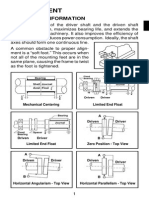
MISALIGNMENT
Angular
Axial
Acceleration /
Velocity /
Displacement
1x and 2x
180-degree phase shift in the axial
direction will exist across the
coupling.
Parallel
Radial
Acceleration /
Velocity /
Displacement
1x and 2x
180-degree phase shift in the radial
direction will exist across the
coupling. Sensor will show 0degrees or 180-degrees phase shift
as it is moved from horizontal to
vertical position on the same
bearing.
Combination
of Angular
and Parallel
Axial and
Radial
Acceleration /
Velocity /
Displacement
1x and 2x
180-degree phase shift in the radial
and axial direction will exist across
the coupling.
With severe
misalignment, the
spectrum may
contain multiple
harmonics from 3x
to 10x running
speed. If vibration
amplitude in the
horizontal plane is
increased 2 or 3
times, then
misalignment is
again indicated.
(Account for
change in sensor
orientation when
making axial
measurements)
MECHANICAL LOOSENESS
Wear / Fitting
Axial and
Radial
Acceleration /
Velocity /
Displacement
1x, 2x,
3x10x
2004 SKF Reliability Systems All Rights Reserved
Phase reading will be unstable
from one reading to the next.
Vibration
amplitudes may
vary significantly
as the sensor is
placed in differing
locations around
the bearing.
(Account for
change in sensor
orientation when
making axial
measurements)
17
Introduction Guide to Vibration Monitoring
Primary
Plane
Detection
Units
Dominant
Frequencies
Phase Relationship
(Note: phase ref. within 30 degrees)
Comments
LOCAL BEARING DEFECTS
Race Defect
Radial
Acceleration /
Enveloping
4x15x
No correlation.
With acceleration
measurements,
bearing defect
frequencies appear
as a wide bump
in the spectrum.
Bearing defect
frequencies are
non-integer
multiples of
running speed (i.e.,
4.32 x running
speed)
No correlation.
The exact
frequency relates
to the number of
teeth each gear
contains times the
rotational speed
(running speed) to
which the gear is
attached.
GEAR DEFECTS
Gear Mesh
Radial
Acceleration /
Enveloping
20x200x
ELECTRICALLY INDUCED VIBRATION
AC Motors
DC Motors
Radial
Radial
Acceleration /
Velocity /
Displacement
Acceleration /
Velocity /
Displacement
Line
Frequency
No correlation.
Defect
Frequencies can
be seen at
exactly twice the
line frequency.
No correlation.
DC Motor
problems due to
broken fields
windings, bad
SCRs or loose
connections are
reflected as
higher
amplitudes at the
SCR frequencies
(100 or 120 Hz)
SCR
Frequency
2004 SKF Reliability Systems All Rights Reserved
18
Introduction Guide to Vibration Monitoring
Conclusion
This guide simply provides an introduction
to the field of vibration monitoring and
diagnosis. A few references are suggested
for more information and related
@ptitudeXchange documents.
Mitchell, John. Machinery Analysis and
Monitoring. Penn Well Books, Tulsa OK:
1993.
SKF Evolution journal, a number of case
studies: http://evolution.skf.com
Paper Mills Gaining from Condition
Monitoring, 1999/4
Barkov A., Barkova, N. "Condition
Assessment and Life Prediction of Rolling
Element Bearings - Parts I and II". Sound &
Vibration, June pp. 10-17 and September pp.
27-31, 1995.
Paper Mill Gains from Condition
Monitoring, 2000/3
High Tech keeps Mine competitive,
2001/2
Berry, James E. "How to track rolling
element bearing health with vibration
signature analysis". Sound and Vibration,
November 1991, pp. 24-35.
Fault Detection for Mining and Mineral
Processing Equipment, 2001/3
Further Reading
Hewlett Packard, The Fundamentals of
Signal Analysis. Application Note 243:
1994.
Hewlett Packard, Effective Machinery
Measurements using Dynamic Signal
Analyzers. Application Note 243-1: 1997.
Technical Associates of Charlotte
(diagnostic charts, background articles and
books): http://www.technicalassociates.net
Vibration Institute: http://www.vibinst.org
Vibration Resources: http://vibrate.net
2004 SKF Reliability Systems All Rights Reserved
19
Introduction Guide to Vibration Monitoring
Appendix A: Website links
Instruments
Advanced Monitoring Technologies: http://www.amt.nb.ca
ACIDA GmbH: http://www.acida.de
Alta Solutions, Inc: http://www.altasol.com
Bently Nevada: http://www.bently.com
Brel & Kjr North America: http://www.bkhome.com
Brel & Kjr Vibro: http://www.bkscms.com
CSI : http://www.compsys.com/index.html
Commtest Instruments : http://www.commtest.com
Dactron : http://www.dactron.com
Development Engineering International : http://www.dei-ltd.co.uk/index.htm
Diagnostic Instruments : http://www.diaginst.co.uk
Entek : http://www.entek.com
G-Tech Instruments Incorporated : http://www.g-tech-inst.com
Icon Research : http://www.iconresearch.co.uk
Indikon Company, Inc : http://www.iconresearch.co.uk
IOtech : http://www.iotech.com
L M S International : http://www.lmsintl.com
Machinery Condition Monitoring Inc : http://www.mcmpm.com
Mller-BBM VibroAkustik Systeme : http://www.muellerbbm-vas.com/eng
OROS : http://www.oros-signal.com
PdMA Corporation : http://www.pdma.com
Predict-DLI : http://www.predict-dli.com
Prftechnik AG : http://www.pruftechnik.com/main/index.htm
SKF Condition Monitoring : http://www.skfcm.com
SKF Dymac : http://www.dymac.net
Solartron : http://www.solartron.com
SoundTechnology : http://www.soundtechnology.com/home.htm
SPM Instrument AB : http://www.spminstrument.se
Stanford Research Systems : http://www.srsys.com
VMI Vibrations Mt Instrument AB: http://www.vmi-instrument.se/index.htm
Vibrationsteknik AB : http://www.vtab.se
Vibro-Meter : http://www.vibro-meter.com
Windrock, Inc : http://www.windrock.com/Main.htm
2004 SKF Reliability Systems All Rights Reserved
20
Introduction Guide to Vibration Monitoring
Sensors
Entran Accelerometers - Complete on-line catalog. Manufacturing quality accelerometers for 30 years.
http://www.entran.com
National Instruments - Accelerometers - NI allows you to use industry-standard technologies to create
custom measurement and automation solutions that deliver greater productivity, shorter development
time, and lower total costs.
http://www.ni.com
Omega Engineering, Inc. Flow & Level - Omega Engineering, Inc. - world leader in process
measurement & control products. The one stop source for all your pressure, load, and force needs.
http://www.omega.com
Accelerometer Measurement Products - Accelerometer-based sound and vibration measurement
products from IOtech. Free catalog and signal conditioning handbook.
http://www.iotech.com
Accelerometer at Globalspec.com - Find information on accelerometer through SpecSearch, the
powerful parametric search engine that enables you to search for the exact performance characteristics
you need.
http://www.globalspec.com
Data Loggers - Small, Simple, Affordable - 32k data pts/ch, 16 bit - Smallest data loggers available for
temperature, humidity, count, acceleration, voltage, 4-20mA, pressure. Wireless data loggers. Also
rugged, waterproof units.
http://www.microdaq.com
Accelerometers - Manufacturers - On Direct Industry you can browse the list of accelerometers
manufacturers and ask for documentation or a quotation.
http://www.directindustry.com
Signal Conditioning - Strain gage, bridge completion, accelerometer, anti alias filter, excitation,
thermocouple, RTD, software controlled.
http://www.alligatortech.com
Complete line of Low Cost Accelerometers and Inclinometers. - Rieker manufactures a complete line
of Inclinometers, Accelerometers, Tilt Switches, Ball Bank Indicators, Slip Indicators & Safe Curve Speed
Indicators servicing the Construction Industry, Aircraft, and DOT since 1917.
http://www.riekerinc.com
Accelerometers and Acceleration products in Stock at Sensotec - Accelerometers and Acceleration
products from Sensotec. We have general-purpose, piezoelectric, and submersible accelerometers.
http://www.sensotec.com/accelstk.htm
DC-Operated Inclinometers and Accelerometers - DC-Operated Inclinometers and Accelerometers
http://www.schaevitz.com/products/inertial/index.html
ENDEVCO - is the world's leading supplier of dynamic instrumentation systems. - ENDEVCO is the
world's leading supplier of dynamic instrumentation
http://www.endevco.com
2004 SKF Reliability Systems All Rights Reserved
21
Introduction Guide to Vibration Monitoring
New Age Consulting Service, Inc. Nacs.Net web developement, e-commerce solutions, Bandwidth
- New Age Consulting Service, Inc. provides Internet and network consulting services for both business
and personal computing. We specialize in integrating Internet technology with existing networks to suit
your present and future Internet communication...
http://www.summitinstruments.com
ThinkQuest Library of Entries - ThinkQuest is an online program that challenges students, educators at
all levels to develop educational Web sites for curriculum and staff development
http://library.advanced.org/2745/data/meter.htm
HCI Accelerometer - Want to brush up on your aerobatics but think you can't afford the expense or panel
space for an accelerometer? Accelerometer (G-Meter) Order by phone of mail using check, money order,
or credit card. HCI 3461 Dissen Road New Haven, MO. 63068 (573)...
http://www.halcyon.com/wpowers/gmeter.html
Patriot Sensor and Controls Corporation - Patriot Sensors and Controls Corporation (PSCC) is a
leading supplier of Accelerometers, Pressure Transducers, and Linear Motion Transducers. We utilize
state of the art technologies to provide innovative, reliable and versatile sensor solutions for...
http://www.xducer.com
Precision Aligned Tri-Axial Accelerometer with Signal Conditioning - Specification
Accelerometer34103:
http://www.wuntronic.de/accelerometer/34103_sp.htm
A triaxial rate gyroscope and accelerometer - A triaxial rate gyroscope and accelerometer. The
acquisition of extensive kinematics information with a sensor system with minimal external complexity is
important in the field of biomedical and automotive applications,
http://www.stw.nl/projecten/T/tel4167.html
2004 SKF Reliability Systems All Rights Reserved
22
Introduction Guide to Vibration Monitoring
Appendix B: Some Vibration Terminology
1X The Running Speed of the machine (Fundamental Frequency).
2X, 3X, etc The frequency at 2, 3, etc times the running speed of the machine.
Acceleration The time rate of change of velocity. Acceleration measurements are usually made
with accelerometers.
Accelerometer A sensor whose output is directly proportional to acceleration.
Acoustic Emissions Sound emissions that are emitted when an object or material vibrates.
These emissions may or may not be heard but can be detected with proper equipment.
Aerodynamic and Flow induced Vibration Air flow from fans and fluid flow pumps induced
vibration each time the fan or pump impeller discharges air of fluid. These pulsing discharges
can be detected at a frequency equal to the shaft speed times the number of fan blades or pump
impellers.
Alarm Setpoint Any value beyond which is considered unacceptable or dangerous to
machinery operation.
Alignment A condition whereby the axes of machine components are either coincident,
parallel, or perpendicular, according to design requirements.
Amplitude The magnitude of dynamic motion or vibration. Expressed in terms of peak-topeak, zero-to-peak, or RMS.
Analog-To-Digital Converter A device, or subsystem, that changes real-world analog data (as
from sensors, for example) to a form compatible with digital (binary) processing.
Anti-aliasing Filter A low pass filter designed to filter out frequencies higher than the
sample rate in order to prevent aliasing.
Attenuation The reduction in signal strength over the distance traveled. The amount of
attenuation will vary with the type of material.
Asynchronous Vibration components that are not related to rotating speed (non-synchronous).
Averaging In a dynamic signal analyzer, digitally averaging several measurements to improve
statistical accuracy or to reduce the level of random asynchronous components.
Axial In the same direction as the shaft centerline.
Axial Vibration Vibration that is in line with a shaft centerline.
Axis The reference plane used in plotting routines. The X-axis is the frequency plane. The Yaxis is the amplitude plane.
2004 SKF Reliability Systems All Rights Reserved
23
Introduction Guide to Vibration Monitoring
Balancing A procedure for adjusting the radial mass distribution of a rotor so that the centerline
of the mass approaches the geometric centerline of the rotor.
Ball Pass Frequency The frequency generated when a rolling element passes over a flaw in the
inner race, BPFI, or over the outer race, BPFO.
Band-Pass Filter A filter with a single transmission band extending from lower to upper cutoff
frequencies. The width of the band is determined by the separation of frequencies at which
amplitude is attenuated by 3 dB (0.707).
Bandwidth The spacing between frequencies at which a bandpass filter attenuates the signal by
3 dB.
Base-line Spectrum A vibration spectrum taken when a machine is in good operating
condition; used as a reference for monitoring and analysis.
Blade or Vane pass frequency The number of fan blades or pump vanes times the rotational
speed equals the specific frequency.
Center Frequency For a bandpass filter, the center of the transmission band.
Centerline Position The average location, relative to the radial bearing centerline, of the shaft
dynamic motion.
Clipping A condition reached when the signal amplitude exceeds the limits of the amplifier or
supply voltage. Signal peaks will be rounded or flattened resulting in inaccurate data.
Condition Monitoring Determining the condition of a machine by interpretation of
measurements taken either periodically or continuously while the machine is running.
CPM Cycles per minute.
CPS Cycles per second. Also referred to as Hertz (Hz).
Critical Speeds In general, any rotating speed that is associated with high vibration amplitude.
Often the rotor speeds, which correspond to natural frequencies of the system.
Cycle One complete sequence of values of a periodic quantity.
Damping The absorption of energy that will bring a system to rest when the driving force is
removed.
Decay Rate The rate at which an object stops vibrating after being struck.
Decibel (dB) A logarithmic representation of amplitude ratio, defined as 20 times the base ten
logarithm of the ratio of the measured amplitude to a reference.
Displacement The change in distance or position of an object relative to a reference.
2004 SKF Reliability Systems All Rights Reserved
24
Introduction Guide to Vibration Monitoring
Download Transferring information to the measurement device from the host computer.
Dynamic Range The difference between the highest voltage level that will overload the
instrument and the lowest level that is detectable. Dynamic range is usually expressed in
decibels.
Engineering Units Physical units in which a measurement is expressed, such as in/sec,
micrometers, or mils. Selected by the user.
EU See ENGINEERING UNITS.
Enveloping Process The signal processing technique where the higher frequency harmonic
signals are electronically processed to provide a mathematical sum of these harmonics over a
selected range.
Fast Fourier Transform A calculation method of converting a time waveform to a frequency
display that shows the relationship of discrete frequencies and their amplitudes.
Field One data item. Examples of fields are POINT Type, Description, etc.
Filter An electronic device designed to pass or reject a specific frequency band.
FFT See Fast Fourier Transform.
Frequency The repetition rate of a periodic event, usually expressed in cycles per second (Hz),
cycles per minute (CPM), revolutions per minute (RPM), or multiples of running speed (orders).
Orders are commonly referred to as 1X for running speed, 2X for twice running speed, and so
on.
Frequency Domain An FFT graph (amplitude vs. frequency).
Free Running A term used to describe the operation of an analyzer or processor, which
operates continuously at a fixed rate, not in synchronism with some external reference event.
Frequency Range The frequency range (bandwidth) over which a measurement is considered
valid. Usually refers to upper frequency limit of analysis, considering zero as the lower analysis
limit.
G (g) A standard unit of acceleration equal to one of earths gravities, at mean sea level. One g
equals 32.17 ft/sec squared or 9.807 meters per second squared.
Gap (See Probe Gap.)
Gear Mesh Frequency The frequency generated by two or more gears meshing teeth together.
Global Bearing Defect Relatively large damage on a bearing element.
Hanning Window DSA window function that provides better frequency resolution than the flat
top window, but with reduced amplitude accuracy.
2004 SKF Reliability Systems All Rights Reserved
25
Introduction Guide to Vibration Monitoring
Harmonic A frequency that is an integer multiple of a fundamental frequency. For example
5400 RPM is the third harmonic of 1800 RPM. Harmonics are produced either by an event that
occurs multiple times per revolution, or by a distortion of the running speed components pure
sine wave.
Hertz (Hz) Cycles per second. CPM/60.
Hertzian Contact Zone In a bearing, the area at which the ball transfers the load on the
raceway.
High Pass Filter A filter with a transmission band starting at a lower cutoff frequency and
extending to (theoretically) infinite frequency.
Imbalance A condition such that the mass of a shaft and its geometric centerlines do not
coincide.
Keyphasor Phase Reference Sensor A signal used in rotating machine measurements,
generated by a sensor observing a once-per-revolution event. (Keyphasor is a Bently-Nevada
trade name.)
Lines Common term used to describe the filters of a Digital Spectrum Analyzer (e.g. 400 line
analyzer).
Linear, non-linear When the vibration levels are trended over time and the trend is a straight
line, either rising or falling, the trend is referred to as linear because the amount of increase is the
same for each equal increase in time. A non-linear increase would be the case where, as time
progresses, the amplitude increases or decreases, at a larger and larger amount, each time frame.
Projections can be made from linear trends, they cannot be made from none-linear trends.
Measurement units Mils. Displacement is measured in mils, a mil is one thousandths of an
inch. Displacement is stated in Peak to Peak. See sine Wave.
IPS. Inches per second. A measurement of velocity, the speed the item being measured is
moving. Velocity is stated in Peak.
Gs. Acceleration . The rate of change of the velocity. A measure of the force being applied to
the item being measured. Acceleration is stated in Peak.
These measurement units are mathematically related. IPS can be derived from the integration of
Gs and displacement derived by integration of velocity.
GE. Enveloped acceleration. A special signal processing method that uses selectable filters and
mathematical processing to enhance very low level signals. Used primarily for bearing and gear
analysis.
Misalignment A physical condition where the shafts of two coupled units are not parallel
(angular misalignment) or are not in the same vertical and horizontal planes, (offset)
Misalignment will generate a spike on the frequency spectrum at twice the operating speed of the
units.
2004 SKF Reliability Systems All Rights Reserved
26
Introduction Guide to Vibration Monitoring
Low Pass Filter A filter whose transmission band extends from an upper cutoff frequency
down to DC.
Measurement units Mils. Displacement is measured in mils, a mil is one thousandths of an
inch. Displacement is stated in Peak to Peak. See sine Wave.
IPS. Inches per second. A measurement of velocity, the speed the item being measured is
moving. Velocity is stated in Peak.
Gs. Acceleration . The rate of change of the velocity. A measure of the force being applied to
the item being measured. Acceleration is stated in Peak.
These measurement units are mathematically related. IPS can be derived from the integration of
Gs and displacement derived by integration of velocity.
GE. Enveloped acceleration. A special signal processing method that uses selectable filters and
mathematical processing to enhance very low level signals. Used primarily for bearing and gear
analysis.
Misalignment A physical condition where the shafts of two coupled units are not parallel
(angular misalignment) or are not in the same vertical and horizontal planes, (offset)
Misalignment will generate a spike on the frequency spectrum at twice the operating speed of the
units.
Modulating When the vibration signal amplitude rises and falls over time. For example, a flaw
on the inner race of a bearing will rotate in and out of the load zone. When in the zone, the
amplitude will be high and when it rotates out of the zone the amplitude will fall. In the
frequency spectrum modulating signals will generate sideband harmonics, the spacing of the
harmonics will equal the speed (CPM) of the shaft.
Mounting stud a threaded screw used to attach a sensor to the structure.
Multi-Parameter Monitoring A condition monitoring method that uses various monitoring
technologies to best monitor machine condition.
Natural Frequency The frequency of free vibration of a system. The frequency at which an
non-damped system with a single degree of freedom will oscillate upon momentary displacement
from its rest position.
Noise Any undesired signal
Non-intrusive examination The technique of determining the mechanical condition of
equipment without stopping, opening, or modifying the equipment
Non-synchronous The amplitude sum of all frequencies that are not below 1X or multiples of
1X. See synchronous and sub-synchronous.
2004 SKF Reliability Systems All Rights Reserved
27
Introduction Guide to Vibration Monitoring
Oil analysis A laboratory technique to analyze the composition of lubricating oil to determine
if any foreign materials are present. Presence of bearing material would indicate wearing of the
bearing and the quantity would indicate the amount of wear. Used primarily on plain bearings.
Orbit The path of shaft centerline motion during rotation.
Outage There are two types of outages, planned or forced. A planned outage is when the unit
is shutdown and work is performed as planned. A forced outage is when the unit fails and work
is performed usually on an emergency basis.
Overall A number representing the amount of energy found between two frequencies. The
frequency range that the overall is derived from and the type (Average, RMS, Peak, Peak-toPeak) are usually user selectable.
Overall Amplitude Total amount of vibration occurring in the frequency range selected.
Overlap Processing The concept of performing a new analysis on a segment of data in which
only a portion of the signal has been updated (some old data, some new data).
Peak The maximum positive amplitude shown on a sine curve. See sine wave.
Peak Hold A menu choice on data collectors. The data collector will continuously collect data
and as the amplitude varies, will capture and hold the latest peak amplitude. This will continue
until the data collection is halted.
Peak Spectra A frequency domain measurement where, in a series of spectral measurements,
the one spectrum with the highest magnitude at a specified frequency is retained.
Peak to Peak The sum of the maximum and minimum amplitudes shown on a sine curve. See
sine wave.
Period The time required for a complete oscillation or for a single cycle of events. The
reciprocal of frequency, F=1/T
Periodic maintenance Maintenance that is performed on a calendar or some measure of time
basis, i.e., every 12 or 18 months, every so many RPMs, or every so many hours.
Phase A measurement of the timing relationship between two signals, or between a specific
vibration event and a Keyphasor pulse.
Phase Reference A signal used in rotating machinery measurements, generated by a sensor
observing a once-per-revolution event.
Phase Response The phase difference (in degrees) between the filter input and output signals as
frequency varies; usually expressed as lead and lag referenced to the input.
Phase Spectrum Phase frequency diagram obtained as part of the results of a Fourier transform.
2004 SKF Reliability Systems All Rights Reserved
28
Introduction Guide to Vibration Monitoring
Piezoelectricity The property exhibited by some materials where a mechanical stress causes the
material to produce an electric charge. Both man made and natural piezoelectric materials are
used in accelerometers.
POINT Defines a machinery location at which measurement data is collected and the
measurement type.
Position The average location, relative to the radial bearing centerline, of the shaft dynamic
motion.
Predictive Maintenance Usually maintenance that is performed again based on a calendar. The
term is usually interchanged with periodic maintenance.
Probe An eddy-current sensor, although sometimes used to describe any vibration sensor.
Probe Gap The physical distance between the face of an eddy probe tip and the observed
surface. The distance can be expressed in terms of displacement (mils, micrometers) or in terms
of voltage (millivolts), which is the value of the (negative) dc output signal and is an electronic
representation of the physical gap distance. Standard polarity convention dictates that a
decreasing gap results in an increasing (less negative) output signal; increasing gap produces a
decreasing (more negative) output signal.
Radial Direction perpendicular to the shaft centerline.
Radical measurement Measurements taken perpendicular to the axis of rotation to measure
shaft dynamic motion or casing vibration
Radial Vibration Vibration that is perpendicular to a shafts centerline.
Resonance Resonance The condition of vibration amplitude and phase change response
caused by a corresponding system sensitivity to a particular forcing frequency. A resonance is
typically identified by a substantial amplitude increase, and related phase shift. See natural
frequency
RMS Root Mean Square The measure of energy displayed in a frequency spectrum. It is
derived by squaring each spectrum line, summing the results, and taking the square root of the
sum. It also equals (Peak ) X 0.707. See sine wave.
Rolling element Bearing Bearings whose low friction qualities derive from lubricated rolling
elements (balls or rollers).
Rotor The rotating portion of a pump, fan or motor.
ROUTE A measurement POINT collection sequence.
Runout The amount of wobble at the end of a rotating shaft.
Run Up/Run Down The monitoring of machinery conditions during a start up or shut down
process.
2004 SKF Reliability Systems All Rights Reserved
29
Introduction Guide to Vibration Monitoring
SEE Technology (Spectral Emitted Energy) The analysis process where the high frequency
acoustic signals generated when the rolling element in a bearing passes over a flaw in the bearing
surface. The signals are emitted by the microscopic movement of the metal crystals as they rub
against each other. These signals are then enveloped and presented in the low frequency
spectrum. The display signal will be at the characteristic bearing frequencies, BPFO, BPFI, etc.
Sensitivity The ratio of magnitude of an output to the magnitude of a quantity measured. Also
the smallest input signal to which an instrument can respond.
Sensor A transducer that senses and converts a physical phenomenon to an analog electrical
signal.
Setpoint (See alarm setpoint.)
Sidebands Evenly spaced peaks centered on a major peak.
Signal Analysis Process of extracting information about a signals behavior in the time domain
and/or frequency domain. Describes the entire process of filtering, sampling, digitizing,
computation, and display of results in a meaningful format.
Spectrum A display of discrete frequencies and their amplitudes.
Spectrum Analyzer An instrument that displays the frequency spectrum of an input signal.
Thermocouple A temperature sensing device comprised of two dissimilar metal wires which,
when thermally affected (heated or cooled), produce a change in electrical potential.
Time Domain A dynamic amplitude vs. time graph.
Time Waveform (See Waveform.)
Transducer A device that translates a physical quantity into an electrical output.
Trend The measurement of a variable (such as vibration) vs. time.
Trigger Any event that can be used as a timing reference.
Upload Transferring data from the measuring device to the host computer.
Vibration The behavior of a machines mechanical components as they react to internal or
external forces. Magnitude of cyclic motion; may be expressed as acceleration, velocity, or
displacement. Defined by frequency and time-based components.
Waveform A presentation or display of the instantaneous amplitude of a signal as a function of
time.
2004 SKF Reliability Systems All Rights Reserved
30
You might also like
- Sertifikat Mobius CAT 2Document1 pageSertifikat Mobius CAT 2Novindra PutraNo ratings yet
- Vibration Analysis GuideDocument40 pagesVibration Analysis Guidealxmaas100% (3)
- Phase Analysis: Making Vibration Analysis Easier: SearchDocument4 pagesPhase Analysis: Making Vibration Analysis Easier: Searchdillipsh123No ratings yet
- Vibration SeverityDocument11 pagesVibration SeverityDr. R. SharmaNo ratings yet
- Vibration and Monitoring Terms GlossaryDocument12 pagesVibration and Monitoring Terms Glossaryyaniprasetyo12No ratings yet
- Using PeakVue Plus Technology For Detecting Anti Friction Bearing FaultsDocument11 pagesUsing PeakVue Plus Technology For Detecting Anti Friction Bearing Faultseko bagus sunaryo100% (1)
- Rev.0 CSI 2600 PDFDocument170 pagesRev.0 CSI 2600 PDFAnonymous srwHCpANo ratings yet
- Report On Prognosis of Faulty GearDocument20 pagesReport On Prognosis of Faulty GearShashi Bhushan GunjanNo ratings yet
- 2130 Ru RefmanualDocument360 pages2130 Ru Refmanualz_bryantNo ratings yet
- Two Channel Plot Setup: 8-16 Advanced Analyze FunctionsDocument13 pagesTwo Channel Plot Setup: 8-16 Advanced Analyze FunctionsrfhunterNo ratings yet
- Order Analysis ToolkitDocument16 pagesOrder Analysis ToolkitManuel Enrique Salas FernándezNo ratings yet
- Accelerometer Selection and InstallationDocument16 pagesAccelerometer Selection and InstallationLake HouseNo ratings yet
- Vibration Analyst Category IV Equations: Forces Mass UnbalanceDocument8 pagesVibration Analyst Category IV Equations: Forces Mass UnbalanceEswin Paico de la CruzNo ratings yet
- An Introduction To Time Waveform Analysis: BiographyDocument21 pagesAn Introduction To Time Waveform Analysis: BiographyAbolfazl KhakiNo ratings yet
- Detection of Ski Slopes in Vibration SpectrumsDocument7 pagesDetection of Ski Slopes in Vibration SpectrumsjeyaselvanmNo ratings yet
- NK 1000 0285Document16 pagesNK 1000 0285Lincoln Luiz Corrêa100% (1)
- ODS Operating Deflection Shape - PruftechnikDocument3 pagesODS Operating Deflection Shape - PruftechnikGUSTAVO HOLGUIN RAMIREZNo ratings yet
- Acoustic Treatment - Vibration Control: MEBS6008 Environmental Services IIDocument26 pagesAcoustic Treatment - Vibration Control: MEBS6008 Environmental Services IISandeep BhatiaNo ratings yet
- Installation of Vibration SensorsDocument8 pagesInstallation of Vibration SensorsnmguravNo ratings yet
- Back To Basics CMVA 4Document24 pagesBack To Basics CMVA 4Le Thanh HaiNo ratings yet
- Don't Get Soft: Cover Series: Installation Best PracticesDocument6 pagesDon't Get Soft: Cover Series: Installation Best PracticesHatem Abdelrahman100% (1)
- Assessment of Gearbox Fault DetectionUsi PDFDocument9 pagesAssessment of Gearbox Fault DetectionUsi PDFAekDzLaiNo ratings yet
- Vibration Analysis - Center of Electrical MachinesDocument12 pagesVibration Analysis - Center of Electrical MachinesmortezaNo ratings yet
- Vib Software OmnitrendDocument2 pagesVib Software Omnitrendabel100% (1)
- Vibration ChartDocument1 pageVibration Chartairframer1981No ratings yet
- Edoc-Vibration Study and AnalysisDocument9 pagesEdoc-Vibration Study and AnalysisEl Comedor BenedictNo ratings yet
- Vibration SwitchesDocument12 pagesVibration SwitchesAnonymous 1dVLJSVhtrNo ratings yet
- TN 13 Omnitrend ShortcutsDocument2 pagesTN 13 Omnitrend ShortcutsBrtonNo ratings yet
- Vibra K Cmva 2006 Spike Energy Paper 430kb PDFDocument22 pagesVibra K Cmva 2006 Spike Energy Paper 430kb PDFmarvin17No ratings yet
- Learning On VibrationDocument42 pagesLearning On VibrationAnkit Shakyawar100% (1)
- Nova-PeakVue Rev B2 PDFDocument2 pagesNova-PeakVue Rev B2 PDFAlejandro José Poveda GuevaraNo ratings yet
- MH pgs0700Document15 pagesMH pgs0700Hamza Nouman100% (1)
- Lubrication Identification Tag Best Practices and InnovationsDocument3 pagesLubrication Identification Tag Best Practices and InnovationsManuel LombarderoNo ratings yet
- Vib - Peakvue As Part ofDocument15 pagesVib - Peakvue As Part ofHatem Abdelrahman100% (3)
- 7 - Gear DeffectDocument21 pages7 - Gear Deffectmohamed ghoneemNo ratings yet
- VibMatters September 2016 Final DownloadDocument7 pagesVibMatters September 2016 Final DownloadfazzlieNo ratings yet
- Iso 13373 3 2015Document13 pagesIso 13373 3 2015Saulo UainerNo ratings yet
- Signal Processing Dan Analisis Vibrasi: Januari 2021Document19 pagesSignal Processing Dan Analisis Vibrasi: Januari 2021Fifth AnalistNo ratings yet
- Bend Shaft Vibration SpectrumDocument6 pagesBend Shaft Vibration SpectrumAvnish DubeyNo ratings yet
- CM3152 en SKF Idler Sound MonitorDocument4 pagesCM3152 en SKF Idler Sound MonitorLuisSilvaNo ratings yet
- Lubrication Guide - Ultrasonic Condition-Based LubricationDocument7 pagesLubrication Guide - Ultrasonic Condition-Based LubricationLLNo ratings yet
- Identification of Torsional Vibration Features in Electrical Powered Rotating EquipmentDocument9 pagesIdentification of Torsional Vibration Features in Electrical Powered Rotating EquipmentHasan PashaNo ratings yet
- Health Risks From Hand-Arm VibrationDocument19 pagesHealth Risks From Hand-Arm VibrationadammzjinNo ratings yet
- Monitoring Gear Boxes With Peakvue: Presentation at Niagara Falls Vibration Institute Chapter January 20, 2005Document60 pagesMonitoring Gear Boxes With Peakvue: Presentation at Niagara Falls Vibration Institute Chapter January 20, 2005eko bagus sunaryo100% (2)
- Effective Use of Statistical Models To Establish and Update Vibration AlarmDocument11 pagesEffective Use of Statistical Models To Establish and Update Vibration AlarmMohammadreza GalebanNo ratings yet
- Development of An Online Diagnostic System Software For GGSSTPP Power Station RoparDocument18 pagesDevelopment of An Online Diagnostic System Software For GGSSTPP Power Station RoparH100% (1)
- Road Load DataDocument146 pagesRoad Load DataacroloidNo ratings yet
- An Introduction To Time Waveform AnalysisDocument17 pagesAn Introduction To Time Waveform AnalysisBassemNo ratings yet
- Introduction To FFTDocument58 pagesIntroduction To FFTTuw Tze KhaiNo ratings yet
- Practical Use of Dynamic Vibration AbsorbersDocument4 pagesPractical Use of Dynamic Vibration AbsorbersDan-jones TudziNo ratings yet
- Lenova Infinity PDFDocument210 pagesLenova Infinity PDFayaskantkNo ratings yet
- Analisis de Vibraciones Mecanicas SKFDocument31 pagesAnalisis de Vibraciones Mecanicas SKFJhonathan GarciaNo ratings yet
- Vibration Basics PDFDocument11 pagesVibration Basics PDFGanseh100% (1)
- ME542 4thDocument28 pagesME542 4thAhmed SalemNo ratings yet
- Balanceamento em CampoDocument15 pagesBalanceamento em CampoFabio Silveira CamposNo ratings yet
- 01 Introduction To Vibration 2018Document39 pages01 Introduction To Vibration 2018Ahmed SolimanNo ratings yet
- Vibration Diagnostic GuideDocument32 pagesVibration Diagnostic Guidebriancp90No ratings yet
- Basic Vibration PrimerDocument28 pagesBasic Vibration Primersandeepm7947No ratings yet
- SKF Introduction Guide To Vibration MonitoringDocument33 pagesSKF Introduction Guide To Vibration MonitoringANo ratings yet
- Essay in VibrationDocument7 pagesEssay in VibrationReynalene PanaliganNo ratings yet