You might also like
- 1015 To Hastelloy VickoDocument14 pages1015 To Hastelloy Vickovgestantyo100% (1)
- PT ZUG WELDING QUALIFICATIONDocument1 pagePT ZUG WELDING QUALIFICATIONMuhammad Fitransyah Syamsuar Putra100% (1)
- Wps Gtaw Monel b127 b164Document2 pagesWps Gtaw Monel b127 b164Srinivasan Muruganantham67% (3)
- 193 Gmaw Zug Asme (Andhika Rolando 3g) WPQDocument1 page193 Gmaw Zug Asme (Andhika Rolando 3g) WPQMuhammad Fitransyah Syamsuar PutraNo ratings yet
- Alu WpsDocument4 pagesAlu WpsdselvakuuNo ratings yet
- WPQR Welding Procedure QualificationDocument3 pagesWPQR Welding Procedure QualificationThanasis KyrgiazoglouNo ratings yet
- Ilcs-Smaw-D1.3-Deck (G) WPSDocument3 pagesIlcs-Smaw-D1.3-Deck (G) WPSRoss100% (1)
- LBW WOPQ REV. 2010a Interactive FormDocument1 pageLBW WOPQ REV. 2010a Interactive Formcosmicbunny100% (1)
- WPS 2014-002 006 - 6G PipeDocument3 pagesWPS 2014-002 006 - 6G PipejeswinNo ratings yet
- 202 1sp 0 Saw Cs CsDocument8 pages202 1sp 0 Saw Cs CskrishimaNo ratings yet
- PQR TipsDocument4 pagesPQR TipsWaqas WaqasNo ratings yet
- D1.5M D1.5 2015 AMD1 Form O 2 FillableDocument1 pageD1.5M D1.5 2015 AMD1 Form O 2 Fillablevikasphopale1No ratings yet
- 0301e - Guidebook For Inspectors - 2018-3Document6 pages0301e - Guidebook For Inspectors - 2018-3FranciscoNo ratings yet
- ASME Section IX Welding Procedure Qualification: Antonius P. BramonoDocument50 pagesASME Section IX Welding Procedure Qualification: Antonius P. BramonoHAKANNo ratings yet
- Pressure Vessel Plate InspectionDocument5 pagesPressure Vessel Plate InspectionSadashiw PatilNo ratings yet
- Stainless steel welding procedure qualification recordDocument1 pageStainless steel welding procedure qualification recordchandraNo ratings yet
- 2019 ASME Section IX SynopsisDocument31 pages2019 ASME Section IX SynopsisFaiez GhrabNo ratings yet
- WPS PQRDocument4 pagesWPS PQRGuillermo ZaragozaNo ratings yet
- Api - 1104 - 1Document2 pagesApi - 1104 - 1aditya bhideNo ratings yet
- ASME 9 Calculator Approval RangesDocument2 pagesASME 9 Calculator Approval RangesEmel Besir100% (1)
- Weld Fit Up Inspection Employee TrainingDocument10 pagesWeld Fit Up Inspection Employee TrainingBadiuzzama Azmi100% (1)
- Qw-482 Suggested Format For Welding Procedure Specifications (WPS) (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)Document8 pagesQw-482 Suggested Format For Welding Procedure Specifications (WPS) (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)Muhammad HannanNo ratings yet
- STD 1104 - Welding of Pipelines and Related FacilitiesDocument38 pagesSTD 1104 - Welding of Pipelines and Related FacilitiesGishnu SunilNo ratings yet
- API Welding Procedure Specification PDFDocument3 pagesAPI Welding Procedure Specification PDFBob LeeNo ratings yet
- PQR Is7307Document1 pagePQR Is7307Tridib Dey100% (1)
- QW-193 Tube To Tube-Sheet Mock Up and Macro (Etching) ExaminationDocument8 pagesQW-193 Tube To Tube-Sheet Mock Up and Macro (Etching) Examinationডঃ শুভম চ্যাটার্জীNo ratings yet
- WPS Resrvoire Sous Pression Smaw SawDocument6 pagesWPS Resrvoire Sous Pression Smaw SawDanem HalasNo ratings yet
- CSM-QR-02-2, Medical Gas BPS TablesDocument8 pagesCSM-QR-02-2, Medical Gas BPS TablesaadmaadmNo ratings yet
- Qw-484A - Suggested Format A For Welder Performance Qualifications (WPQ) )Document2 pagesQw-484A - Suggested Format A For Welder Performance Qualifications (WPQ) )essnelsonNo ratings yet
- WPQ Sunil Yadav W-13 PQR 003 Smaw - PipeDocument1 pageWPQ Sunil Yadav W-13 PQR 003 Smaw - Pipeharshileng3992100% (1)
- Multi Process Welding Procedures QW200.4 (ASME IX)Document1 pageMulti Process Welding Procedures QW200.4 (ASME IX)HoangNo ratings yet
- WI-INSP-02 R1 Work Instruction - Heat Exchanger InspectionDocument5 pagesWI-INSP-02 R1 Work Instruction - Heat Exchanger InspectionRakesh MishraNo ratings yet
- ASME 9 Multi Process Welding Procedures QW200Document2 pagesASME 9 Multi Process Welding Procedures QW200Teodor EzaruNo ratings yet
- Welder'S Work Record Log Sheet Welder's Name: S.M.W. Membership#Document1 pageWelder'S Work Record Log Sheet Welder's Name: S.M.W. Membership#satnamNo ratings yet
- Saudi Aramco WPS Procedure ApprovalDocument7 pagesSaudi Aramco WPS Procedure ApprovalAkansha SharmaNo ratings yet
- QAP For PQR'S - For Impact TestingDocument3 pagesQAP For PQR'S - For Impact TestingDries VandezandeNo ratings yet
- Acceptable Grade of Plate Material (API 650)Document1 pageAcceptable Grade of Plate Material (API 650)juantamad02No ratings yet
- QW-451 Procedure Qualification Thickness Limits and Test SpecimensDocument2 pagesQW-451 Procedure Qualification Thickness Limits and Test SpecimensmiteshNo ratings yet
- Welded Tube Joint SpecDocument8 pagesWelded Tube Joint SpecAvinash ShuklaNo ratings yet
- Weld Matrix Format 1Document7 pagesWeld Matrix Format 1Arslan WaheedNo ratings yet
- Asme Sec Ix WPS PQRDocument41 pagesAsme Sec Ix WPS PQRwentroprem100% (1)
- SCWI BokDocument2 pagesSCWI Bokrajeshmohana100% (1)
- 1035 03Document2 pages1035 03Anuj ShahiNo ratings yet
- AWS Part BDocument32 pagesAWS Part Balefeli260% (2)
- ASME IX Interpretation-Part7Document37 pagesASME IX Interpretation-Part7kevin herryNo ratings yet
- Contact Us: Guides in PDF: (Member Access) Welding Procedure Specification (WPS)Document4 pagesContact Us: Guides in PDF: (Member Access) Welding Procedure Specification (WPS)Maulik PatelNo ratings yet
- Procedure For WQTDocument13 pagesProcedure For WQTwalitedisonNo ratings yet
- Saes W 013Document8 pagesSaes W 013Dhaval Patel100% (1)
- Tube-To-Tube Sheet Joint RequirementsDocument2 pagesTube-To-Tube Sheet Joint RequirementsWaqas WaqasNo ratings yet
- ASME IX Welding Qualification RequirementsDocument33 pagesASME IX Welding Qualification RequirementsBabel THIAMNo ratings yet
- Aws d1.5 PQRDocument2 pagesAws d1.5 PQRjacquesmayolNo ratings yet
- Request for Welding Procedure ApprovalDocument10 pagesRequest for Welding Procedure ApprovalAlam MD SazidNo ratings yet
- FILL COURSE ENROLMENT FORMDocument3 pagesFILL COURSE ENROLMENT FORMRaja Guru100% (1)
- Welding Metallurgy and Weldability of Nickel-Base AlloysFrom EverandWelding Metallurgy and Weldability of Nickel-Base AlloysRating: 5 out of 5 stars5/5 (1)
- mohanWPQ-1G 40NBDocument1 pagemohanWPQ-1G 40NBDeepakNo ratings yet
- Saravanan Wpq-5g 50nbDocument1 pageSaravanan Wpq-5g 50nbDeepakNo ratings yet
- WPQ SUGGESTED FORMAT A FOR WELDER PERFORMANCE QUALIFICATIONSDocument1 pageWPQ SUGGESTED FORMAT A FOR WELDER PERFORMANCE QUALIFICATIONSMohamed Ahmed MaherNo ratings yet
- Welder Performance Qualification-Interactive Form QW-484ADocument1 pageWelder Performance Qualification-Interactive Form QW-484AJaved Mohammed100% (5)
- 161 Gmaw Zug Asme (Beni Kantona 3g) WPQDocument2 pages161 Gmaw Zug Asme (Beni Kantona 3g) WPQMuhammad Fitransyah Syamsuar PutraNo ratings yet
- Nicon Price List January 2021Document12 pagesNicon Price List January 2021niket0No ratings yet
- Ozar Make Bench Vice Vices Size 4Document76 pagesOzar Make Bench Vice Vices Size 4niket0No ratings yet
- 4Document1 page4niket0No ratings yet
- NEW PROSPECTS INDIADocument3 pagesNEW PROSPECTS INDIAniket0No ratings yet
- Bank MandateDocument1 pageBank Mandateniket0No ratings yet
- Ankit Enterprise 10.8.17Document1 pageAnkit Enterprise 10.8.17niket0No ratings yet
- Welmech-08 11 20 PDFDocument1 pageWelmech-08 11 20 PDFniket0No ratings yet
- Welmech-08 11 20 PDFDocument1 pageWelmech-08 11 20 PDFniket0No ratings yet
- 1'' Pitch X 23 Teeth SprocketDocument1 page1'' Pitch X 23 Teeth Sprocketniket0No ratings yet
- New Microsoft Word Document PDFDocument1 pageNew Microsoft Word Document PDFniket0No ratings yet
- DRAWINGDocument1 pageDRAWINGniket0No ratings yet
- Sprocket and Chain Specs for Floatation Cell Froth PedalDocument1 pageSprocket and Chain Specs for Floatation Cell Froth Pedalniket0No ratings yet
- Po SCH-18.03.17Document1 pagePo SCH-18.03.17niket0No ratings yet
- Alumina - e Catalogue PDFDocument52 pagesAlumina - e Catalogue PDFniket0No ratings yet
- User: MR Hemal Patel Organization: Tripcon Engineering Private LimitedDocument1 pageUser: MR Hemal Patel Organization: Tripcon Engineering Private Limitedniket0No ratings yet
- An Old Man Lived in the Village Short Story about Spreading UnhappinessDocument1 pageAn Old Man Lived in the Village Short Story about Spreading Unhappinessniket0No ratings yet
- Alumina - e Catalogue PDFDocument52 pagesAlumina - e Catalogue PDFniket0No ratings yet
- Balance Sheet yDocument4 pagesBalance Sheet yniket0No ratings yet
- XyzDocument9 pagesXyzniket0No ratings yet
- 1Document2 pages1niket0No ratings yet
- HelloDocument1 pageHelloniket0No ratings yet
- CAVDocument3 pagesCAVniket0No ratings yet
- Authorization Letter for Customs ClearanceDocument1 pageAuthorization Letter for Customs Clearanceniket0No ratings yet
- Investopedia explains importance of soft skillsDocument2 pagesInvestopedia explains importance of soft skillsniket0No ratings yet
- Enquiry/Tender 1763-14 for Paper Mills Due 16/03/2015Document1 pageEnquiry/Tender 1763-14 for Paper Mills Due 16/03/2015niket0No ratings yet
- Aroojb08 003 131003111616 Phpapp01 PDFDocument41 pagesAroojb08 003 131003111616 Phpapp01 PDFVasu GandhiNo ratings yet
- Sr. No Name Ac - No Basic Salary DaysDocument3 pagesSr. No Name Ac - No Basic Salary Daysniket0No ratings yet
- 4 Trends That Will Change The Way We Work: Information OverloadDocument18 pages4 Trends That Will Change The Way We Work: Information Overloadniket0No ratings yet
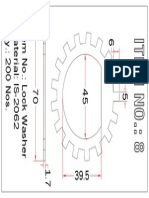
- Lock Washer PDFDocument1 pageLock Washer PDFniket0No ratings yet
- Preet Machines LimitedDocument2 pagesPreet Machines Limitedniket0No ratings yet