You might also like
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5813)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- LV36 Ignition SystemsDocument67 pagesLV36 Ignition SystemsĐức HòangNo ratings yet
- Standalone Kitchen Model WorkingDocument3 pagesStandalone Kitchen Model WorkingSujith psNo ratings yet
- OrthodonticsDocument18 pagesOrthodonticsPebrian Diki Prestya100% (1)
- Babylonian Cancer PDFDocument5 pagesBabylonian Cancer PDFCosmin A. TomescuNo ratings yet
- Waste Water TreatmentDocument18 pagesWaste Water TreatmentAditya AnuragNo ratings yet
- MFG Technical Design Guide FRP Composite 0Document25 pagesMFG Technical Design Guide FRP Composite 0thiyakiNo ratings yet
- Best Practices in Digital RadiographyDocument30 pagesBest Practices in Digital RadiographyJulian HutabaratNo ratings yet
- EAC MANUAL 2012 - Best Practices On Accreditation: Siti Hawa HamzahDocument69 pagesEAC MANUAL 2012 - Best Practices On Accreditation: Siti Hawa HamzahSharmin Ahmed TinaNo ratings yet
- Automobile Tire Life Prediction Based On Image Processing and Machine Learning TechnologyDocument14 pagesAutomobile Tire Life Prediction Based On Image Processing and Machine Learning TechnologyLê Gia MinhNo ratings yet
- Tonepad Pedal RATDocument0 pagesTonepad Pedal RATJose David DíazNo ratings yet
- The SAA Archaeological Record - May 2013Document64 pagesThe SAA Archaeological Record - May 2013Wahyudi BurhanNo ratings yet
- Tcs Eis Case Study BPCLDocument4 pagesTcs Eis Case Study BPCLsumitkr_20181No ratings yet
- 10 Multicast Zone Routing Protocol For Mobile Ad Hoc NetworksDocument6 pages10 Multicast Zone Routing Protocol For Mobile Ad Hoc NetworksakshusvgNo ratings yet
- Grade 7 3rd Term English Question 2078Document8 pagesGrade 7 3rd Term English Question 2078Deependra SilwalNo ratings yet
- ExperimentDocument8 pagesExperimentAlex YoungNo ratings yet
- Overrunning Alternator Pulleys Oap 1Document1 pageOverrunning Alternator Pulleys Oap 1venothNo ratings yet
- Automatic Bottle Filling SystemDocument3 pagesAutomatic Bottle Filling Systemvidyadhar GNo ratings yet
- Prla 2 Set 1 Story - Friends For LifeDocument4 pagesPrla 2 Set 1 Story - Friends For Lifehilmann.ariffinnNo ratings yet
- HRM Assignment Brief: SEP2018-19: General Guidelines: - Individual Assignment With 50 % WeightingDocument8 pagesHRM Assignment Brief: SEP2018-19: General Guidelines: - Individual Assignment With 50 % WeightingNiomi GolraiNo ratings yet
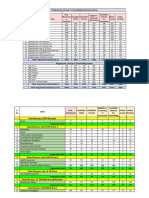
- All Progressive Circle Wise & Cadar Wise Summery Status 01-03-2024Document25 pagesAll Progressive Circle Wise & Cadar Wise Summery Status 01-03-2024vivekNo ratings yet
- Ali 2006Document7 pagesAli 2006Django BoyeeNo ratings yet
- DebugDocument3 pagesDebugxuNo ratings yet
- Chapter 2Document6 pagesChapter 2Jessyl DinapoNo ratings yet
- Peristaltic Pumps: Spectra Field-Pro Athena AlexisDocument4 pagesPeristaltic Pumps: Spectra Field-Pro Athena Alexisحساب 1No ratings yet
- Professor Manihar THESISDocument183 pagesProfessor Manihar THESISSatyabhama SanasamNo ratings yet
- Chapter-Ii Project Description 2.1 Type of ProjectDocument20 pagesChapter-Ii Project Description 2.1 Type of ProjectOMSAINATH MPONLINENo ratings yet
- PM Fellowship Call For ProposalDocument36 pagesPM Fellowship Call For ProposalShivashankar HiremathNo ratings yet
- Notice Machine À CoudreDocument62 pagesNotice Machine À Coudreker lenoNo ratings yet
- Review of Status of Advanced Materials (Cost)Document60 pagesReview of Status of Advanced Materials (Cost)enriquesantaolallaNo ratings yet
- Charge Coupled Device (CCD) : Presented byDocument18 pagesCharge Coupled Device (CCD) : Presented byBE CAREFULNo ratings yet