You might also like
- Classic and Romantic German Aesthetics (Cambridge Texts in The History of Philosophy) - J.M. Bernstein, EdDocument357 pagesClassic and Romantic German Aesthetics (Cambridge Texts in The History of Philosophy) - J.M. Bernstein, Edmenaclavazq627180% (5)
- PLC FatekDocument36 pagesPLC FatekM7mud M7mdNo ratings yet
- PLC ProgrammingDocument116 pagesPLC ProgrammingVali Ene100% (4)
- OPC Security WP2Document39 pagesOPC Security WP2Gary8100% (1)
- Instrumentation Training Tutorial Part4Document11 pagesInstrumentation Training Tutorial Part4Gary8100% (1)
- Latin AbbreviationsDocument11 pagesLatin Abbreviationsgem_mataNo ratings yet
- PLC Programming 2Document117 pagesPLC Programming 2tanmoy ghoshNo ratings yet
- 01 3 Mechatronics LabDocument6 pages01 3 Mechatronics LabSangeetha VenkatNo ratings yet
- Control Systems 2825: Dr. Mohammad Abdelrahman Semester I 2014/2015Document54 pagesControl Systems 2825: Dr. Mohammad Abdelrahman Semester I 2014/2015Nur AdlinaNo ratings yet
- PLC Stepper Motor Controller PDFDocument12 pagesPLC Stepper Motor Controller PDFVladimirNo ratings yet
- Example of PLC Program PDFDocument2 pagesExample of PLC Program PDFMia0% (1)
- PLC Manual - 1803096 - Mayank Shahabadee - FINALDocument72 pagesPLC Manual - 1803096 - Mayank Shahabadee - FINALMayank Shahabadee67% (3)
- Monitoring and Control of A Variable Frequency Drive Using PLC and ScadaDocument8 pagesMonitoring and Control of A Variable Frequency Drive Using PLC and ScadaPiero AlarconNo ratings yet
- Click PLC CommunicationDocument30 pagesClick PLC CommunicationHemesh Jain SuranaNo ratings yet
- PLC Questions LiiiDocument209 pagesPLC Questions LiiiSohaibNo ratings yet
- CD1610 How To Decide Between PNP and NPNDocument14 pagesCD1610 How To Decide Between PNP and NPNNCNo ratings yet
- Programmable Logic Controller PLCDocument53 pagesProgrammable Logic Controller PLCokk chuNo ratings yet
- SCADA StandardsDocument159 pagesSCADA Standardsalang_business100% (1)
- Automation Lab ManualDocument56 pagesAutomation Lab ManualAthul BornNo ratings yet
- Chapter1 Intro To AutomationDocument14 pagesChapter1 Intro To AutomationKamil IkramNo ratings yet
- Sequential Function ChartDocument26 pagesSequential Function ChartOswaldo Rojas GoveaNo ratings yet
- Consult IT - Global Consulting: Web Tech TalksDocument34 pagesConsult IT - Global Consulting: Web Tech TalksFormat_C100% (1)
- Actuator Sensor Interface System in Industrial Control SystemsDocument85 pagesActuator Sensor Interface System in Industrial Control SystemsMohamed Homosany100% (1)
- PLC Guide PDFDocument5 pagesPLC Guide PDFJunior Olivares GomezNo ratings yet
- Ladder Logic: From Wikipedia, The Free EncyclopediaDocument6 pagesLadder Logic: From Wikipedia, The Free Encyclopediagmagi169337No ratings yet
- PLC Based Inspection, Packaging and Storing of MaterialsDocument5 pagesPLC Based Inspection, Packaging and Storing of MaterialsAlauddin khanNo ratings yet
- Industrial Automation PLC IntroDocument105 pagesIndustrial Automation PLC IntroTetsusaiga100% (2)
- Process Instrumentation: Prepared By: Sangmesh MalgeDocument38 pagesProcess Instrumentation: Prepared By: Sangmesh MalgeVarad100% (1)
- PLC Solution BookDocument49 pagesPLC Solution BookJagadeesh Rajamanickam71% (14)
- Automation & ControlDocument41 pagesAutomation & Controlkaushal2442No ratings yet
- Electric Motors Drives Vol 4Document112 pagesElectric Motors Drives Vol 4matealoredana8015100% (5)
- The Book of (PLC & SCADA) Dosing System by HMIDocument102 pagesThe Book of (PLC & SCADA) Dosing System by HMIAwidhi KresnawanNo ratings yet
- 13 - Instrumentation & ControlDocument11 pages13 - Instrumentation & ControlNoman Aslam100% (1)
- Manual Cutler HammerDocument114 pagesManual Cutler HammerMarcelo Palacios SantanaNo ratings yet
- Programmable Logic ControllersDocument31 pagesProgrammable Logic Controllersgpz10100% (15)
- PLC Automation ProjectsDocument3 pagesPLC Automation Projectswhanumant100% (1)
- Programmable Logic Controller and ScadaDocument21 pagesProgrammable Logic Controller and ScadaNeha NiaNo ratings yet
- Programmable Logic Controller (PLC) - Industrial Wiki - ODESIE® by Technology TransferDocument41 pagesProgrammable Logic Controller (PLC) - Industrial Wiki - ODESIE® by Technology TransferAbhishek SinghNo ratings yet
- Variable Frecuency Drives For Fans PDFDocument15 pagesVariable Frecuency Drives For Fans PDFReyes SanchezNo ratings yet
- Traffic Light ControlDocument9 pagesTraffic Light ControlAna Victoria UayanNo ratings yet
- PLC Dan LadderDocument33 pagesPLC Dan LadderwinoNo ratings yet
- 2019 Book QuickStartGuideToVerilog PDFDocument195 pages2019 Book QuickStartGuideToVerilog PDFNamelezz ShadowwNo ratings yet
- Book 005 LaMeres Quickstart To Verilog CoverNtocDocument10 pagesBook 005 LaMeres Quickstart To Verilog CoverNtocphamminhduc862003No ratings yet
- Beginner's Guide To PLC Programming: How To Program A PLC (Programmable Logic Controller)Document40 pagesBeginner's Guide To PLC Programming: How To Program A PLC (Programmable Logic Controller)Trung Nguyen ThanhNo ratings yet
- Process and Instrumentation and Control ELEC5506 2020 Week 1Document8 pagesProcess and Instrumentation and Control ELEC5506 2020 Week 1Khai NguyenNo ratings yet
- Analysis and Implementation of The IEC 61850 Standard: Eirik Hammer Eilev SivertsenDocument104 pagesAnalysis and Implementation of The IEC 61850 Standard: Eirik Hammer Eilev Sivertsenislamgolac1539No ratings yet
- Virtual Machine and Code Generator For PLC SystemsDocument369 pagesVirtual Machine and Code Generator For PLC SystemspablocotanNo ratings yet
- Unit I - English IIDocument34 pagesUnit I - English IIAilton BaltazarNo ratings yet
- Beginner Guide To PLCDocument77 pagesBeginner Guide To PLCDennis Javier Bujan100% (4)
- Feedback in AmplifierDocument20 pagesFeedback in Amplifierkaran007_mNo ratings yet
- Plc-Controlled Conveyor System IiDocument59 pagesPlc-Controlled Conveyor System IioxygenmonitoringiotNo ratings yet
- EEE 3209 - Digital Electronics IIDocument63 pagesEEE 3209 - Digital Electronics IIHenry KabasaNo ratings yet
- PL7 Convert To Unity PRODocument200 pagesPL7 Convert To Unity PROMarius37No ratings yet
- Report NCKH FinalDocument65 pagesReport NCKH FinalTrung Huynh KienNo ratings yet
- Final Thesis Tang and GuiDocument39 pagesFinal Thesis Tang and GuiAbdallah TebibNo ratings yet
- Classical Control Theory Linear Mathematics of Systems and ControlDocument158 pagesClassical Control Theory Linear Mathematics of Systems and ControlemylangamNo ratings yet
- Smart BrokerDocument95 pagesSmart BrokerDr. Wael A.MohamedNo ratings yet
- ELC System ManualDocument776 pagesELC System ManualaplacintauNo ratings yet
- PLC 2 Unity ReferenceDocument698 pagesPLC 2 Unity ReferenceRodolfo BelchiorNo ratings yet
- Industrial Networks Connecting Controllers Via OPC: Master's ThesisDocument93 pagesIndustrial Networks Connecting Controllers Via OPC: Master's ThesisRaj ChavanNo ratings yet
- Group 3 Project Final 1-3 (Commented)Document46 pagesGroup 3 Project Final 1-3 (Commented)Eshetu MogesNo ratings yet
- EM316LNXNM OT UserGuide v4.7fdr39 RevE6 r21138Document181 pagesEM316LNXNM OT UserGuide v4.7fdr39 RevE6 r21138R GNo ratings yet
- OPC Tunnelling OptionsDocument4 pagesOPC Tunnelling OptionsAkoKhalediNo ratings yet
- Solenoid Valves BasicsDocument47 pagesSolenoid Valves BasicsGary8100% (6)
- Rockwell Allen Bradley - Glossary of Motor TermsDocument20 pagesRockwell Allen Bradley - Glossary of Motor TermsGary8100% (4)
- Rockwell Allen Bradley PLC - Controller Quick ReferenceDocument4 pagesRockwell Allen Bradley PLC - Controller Quick ReferenceGary8100% (4)
- Instrumentation Training Tutorial Part1Document6 pagesInstrumentation Training Tutorial Part1Gary8100% (1)
- The Grimms Fairy BookDocument293 pagesThe Grimms Fairy BookGefferson Jonnatan100% (1)
- Instrumentation Training Tutorial Part2Document25 pagesInstrumentation Training Tutorial Part2Gary8100% (1)
- Modbus Protocol Reference GuideDocument121 pagesModbus Protocol Reference GuideGary8100% (5)
- Basic Instrumentation Measuring Devices and Basic Pid ControlDocument125 pagesBasic Instrumentation Measuring Devices and Basic Pid ControlCuong Nguyen ChiNo ratings yet
- UX ResumeDocument1 pageUX ResumeAhmad JamilNo ratings yet
- Assignment On Project Initiation ProcessDocument5 pagesAssignment On Project Initiation ProcessEkwubiri ChidozieNo ratings yet
- FORM 3 - PEO Survey For Employer PDFDocument3 pagesFORM 3 - PEO Survey For Employer PDFFNo ratings yet
- Sysman Safety-Integrated-5ed en PDFDocument345 pagesSysman Safety-Integrated-5ed en PDFErdincNo ratings yet
- Group ActDocument3 pagesGroup ActRey Visitacion MolinaNo ratings yet
- March 17 Lesson PlanDocument5 pagesMarch 17 Lesson Planapi-273186083No ratings yet
- ERP ProposalDocument10 pagesERP Proposalajmal_2kNo ratings yet
- Rock Mass Properties For Underground MinesDocument20 pagesRock Mass Properties For Underground MinesJuanPerezRooneyNo ratings yet
- Selvin CVDocument3 pagesSelvin CVselNo ratings yet
- DLL - Mapeh 5 - Q3 - W2Document6 pagesDLL - Mapeh 5 - Q3 - W2Laine Agustin SalemNo ratings yet
- A History of Information Technology and SystemsDocument29 pagesA History of Information Technology and SystemsAani Mazhar100% (2)
- Brown 1980 PoliticalsubjectivityDocument358 pagesBrown 1980 PoliticalsubjectivityGeorge PanNo ratings yet
- PerFam Syllabus Based On Text BookDocument10 pagesPerFam Syllabus Based On Text BookAubrinary John100% (1)
- PS/2 Keyboard and Mouse Emulation Device: OCTOBER 2007 AC247ADocument2 pagesPS/2 Keyboard and Mouse Emulation Device: OCTOBER 2007 AC247AYour Brand New LookNo ratings yet
- Kontribusi Usaha Mikro Kecil Dan Menengah Terhadap Tingkat Pertumbuhan Pendapatan Daerah Provinsi Dki JakartaDocument11 pagesKontribusi Usaha Mikro Kecil Dan Menengah Terhadap Tingkat Pertumbuhan Pendapatan Daerah Provinsi Dki Jakartaira nugriahNo ratings yet
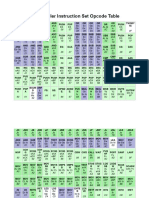
- Intel x86 Assembler Instruction Set Opcode TableDocument9 pagesIntel x86 Assembler Instruction Set Opcode TableMariaKristinaMarasiganLevisteNo ratings yet
- Emergency Shutdown Valves - A Functional Safety Approach To SelectionDocument4 pagesEmergency Shutdown Valves - A Functional Safety Approach To SelectionBramJanssen76No ratings yet
- RandomDocument12 pagesRandomSyed Mushiff Bahadur ShamsiNo ratings yet
- Physics ProjectDocument21 pagesPhysics ProjectCoReDevNo ratings yet
- Opem 311Document6 pagesOpem 311MARITONI MEDALLANo ratings yet
- Prestressed Transfer Plate Design and ConstructionDocument16 pagesPrestressed Transfer Plate Design and Constructiona96lhf0% (1)
- The Energy Machine of Joseph Newman - SearchableDocument338 pagesThe Energy Machine of Joseph Newman - Searchablesteve333880% (5)
- Pearson Btec Level 5 HND Diploma in Business Unit 6 BDM Assignment Y2s1b ManojDocument9 pagesPearson Btec Level 5 HND Diploma in Business Unit 6 BDM Assignment Y2s1b ManojMuhammad Ramiz Amin0% (2)
- Assembly Processing in SD and PSDocument5 pagesAssembly Processing in SD and PSmar_jay_0218@yahoo.comNo ratings yet
- Operations Research & Data Mining: Siggi OlafssonDocument50 pagesOperations Research & Data Mining: Siggi Olafssonepgp09No ratings yet
- The Effectiveness of Sales Promotion in Reliance CommunicationDocument56 pagesThe Effectiveness of Sales Promotion in Reliance CommunicationManish Singh100% (3)
- The Heliocentric HoaxDocument6 pagesThe Heliocentric HoaxihatescrbdNo ratings yet
- 734-Article Text-1477-2-10-20220903Document15 pages734-Article Text-1477-2-10-20220903Aris SetyawanNo ratings yet