You might also like
- PLC FatekDocument36 pagesPLC FatekM7mud M7mdNo ratings yet
- Guide Book Fatek Vol.1Document62 pagesGuide Book Fatek Vol.1PutraHarizalNo ratings yet
- Lab 2 Industrial AutomationDocument7 pagesLab 2 Industrial AutomationMuhammad UmarNo ratings yet
- PLC Based Inspection, Packaging and Storing of MaterialsDocument5 pagesPLC Based Inspection, Packaging and Storing of MaterialsAlauddin khanNo ratings yet
- Automation Chapter 5Document65 pagesAutomation Chapter 5Owais GharaibehNo ratings yet
- RS Logix Sample For VFDDocument9 pagesRS Logix Sample For VFDJoe ElectricneutronNo ratings yet
- Here is the PLC ladder logic diagram to meet the given requirements:1 2 3 4 5 6 7 8| | | | | | | |K1-NO LED Green|K2-NO|LED Red|K1-NC|K2-NCDocument116 pagesHere is the PLC ladder logic diagram to meet the given requirements:1 2 3 4 5 6 7 8| | | | | | | |K1-NO LED Green|K2-NO|LED Red|K1-NC|K2-NCABHISHEK THAKURNo ratings yet
- Manual Cutler HammerDocument114 pagesManual Cutler HammerMarcelo Palacios SantanaNo ratings yet
- Company Profile RDEPL Updated 1-08-15 AutomotiveDocument68 pagesCompany Profile RDEPL Updated 1-08-15 AutomotiveSubodh KothariNo ratings yet
- Programming Examples 1Document17 pagesProgramming Examples 1Dr-Amit Kumar SinghNo ratings yet
- Load Cell ApplicationDocument9 pagesLoad Cell ApplicationRaj KumarNo ratings yet
- Everything You Need to Know About PLCsDocument19 pagesEverything You Need to Know About PLCshemantkumarsheteNo ratings yet
- Ladder Logic: From Wikipedia, The Free EncyclopediaDocument6 pagesLadder Logic: From Wikipedia, The Free Encyclopediagmagi169337No ratings yet
- BAS Vs PLC For HVAC ControlDocument2 pagesBAS Vs PLC For HVAC ControlĐặng Trung AnhNo ratings yet
- Quick Start GuideDocument9 pagesQuick Start GuidePeter WraightNo ratings yet
- Beginner Manual GT Designer 3Document156 pagesBeginner Manual GT Designer 3Mari Khusmaniar100% (1)
- PLC K SaraswathiDocument105 pagesPLC K SaraswathiKoushik SgNo ratings yet
- MotionDocument417 pagesMotionsurachet_p2519No ratings yet
- Vendor Sample ProjectsDocument5 pagesVendor Sample ProjectsCassio Rafael R RNo ratings yet
- Programmable Logic Controllers: Richard A. WyskDocument49 pagesProgrammable Logic Controllers: Richard A. WyskreliableplacementNo ratings yet
- PLC and SCADA Textbooks and ExperimentsDocument5 pagesPLC and SCADA Textbooks and Experimentsshriram jadhavNo ratings yet
- Lecture 1Document39 pagesLecture 1kasunweera100% (1)
- Automation Studio One-Line Electrotechnical GuideDocument69 pagesAutomation Studio One-Line Electrotechnical GuideAlexandre Marchiote100% (1)
- S7 PCT ReadmeDocument9 pagesS7 PCT ReadmeBernardo JuanNo ratings yet
- Siemens (s7 300)Document6 pagesSiemens (s7 300)imdebarshiNo ratings yet
- Expt1 IA - Lab Intro & Basic InstructionsDocument8 pagesExpt1 IA - Lab Intro & Basic Instructionspv_sunil2996No ratings yet
- 5 PLC PDFDocument31 pages5 PLC PDFshihabNo ratings yet
- RSLogix 500 EtherNet-IP Logic Examples PDFDocument4 pagesRSLogix 500 EtherNet-IP Logic Examples PDFchapsboiNo ratings yet
- Programming Industrial Automation Laboratory Manual 2021-22Document60 pagesProgramming Industrial Automation Laboratory Manual 2021-22Insane PersonNo ratings yet
- Usingcontrol MatlabDocument1,626 pagesUsingcontrol MatlabGjergjiNo ratings yet
- WP Tolani Switch Essentials P1Document8 pagesWP Tolani Switch Essentials P1gynxNo ratings yet
- 05 - DC Motor Control Using PLCDocument49 pages05 - DC Motor Control Using PLCKoppoju PadmaNo ratings yet
- PLC-work Book - 19 - 05 - 2018Document12 pagesPLC-work Book - 19 - 05 - 2018Zahoor AbbasNo ratings yet
- Siemens S7 PLC ConnectionDocument15 pagesSiemens S7 PLC ConnectionkiciorNo ratings yet
- Learn Hardware Wiring of Fatek PLCDocument65 pagesLearn Hardware Wiring of Fatek PLCMioo TreeeNo ratings yet
- Chinhoyi University of Technology: - School of Engineering Sciences and - CUME 206Document33 pagesChinhoyi University of Technology: - School of Engineering Sciences and - CUME 206Cornelius DhliwayoNo ratings yet
- PLC Compare, Jump, and MCR InstructionsDocument18 pagesPLC Compare, Jump, and MCR InstructionsReine100% (1)
- Servo Motor Guide: Types, Construction & ApplicationsDocument7 pagesServo Motor Guide: Types, Construction & ApplicationsAHMED YOUSEFNo ratings yet
- ER-6000 English Operation Manual v20191005Document167 pagesER-6000 English Operation Manual v20191005seba deiuNo ratings yet
- Operation and Application of PLC With Ladder DiagramDocument9 pagesOperation and Application of PLC With Ladder DiagramYuva Raj50% (2)
- Zelio Brochure EngDocument12 pagesZelio Brochure EngCesar GutierrezNo ratings yet
- Chapter 1 NotesDocument3 pagesChapter 1 Noteshero_spaceboy3600No ratings yet
- FD Controller Instruction Manual Basic Operations Manual: 6th EditionDocument276 pagesFD Controller Instruction Manual Basic Operations Manual: 6th EditionPhasin ChitutsahaNo ratings yet
- LabVIEW - Graphical Programming for Instrument Control and Data AcquisitionDocument24 pagesLabVIEW - Graphical Programming for Instrument Control and Data AcquisitionMuneek ShahNo ratings yet
- Calog ManualDocument34 pagesCalog Manualpatitay036817No ratings yet
- Phy103 Tutorial QuestionsDocument30 pagesPhy103 Tutorial QuestionsGeorge nwatarali100% (1)
- Rockwel Micro 830 PDFDocument16 pagesRockwel Micro 830 PDFLuís Miguel Romão100% (1)
- Programmable Logic Controllers: An Introduction to RLL and PLCsDocument5 pagesProgrammable Logic Controllers: An Introduction to RLL and PLCsA.K.VADIVELNo ratings yet
- Programmable Logic Controllers: Introduction To PlcsDocument26 pagesProgrammable Logic Controllers: Introduction To PlcsAngel MontellanoNo ratings yet
- Report Electronic Voting MachineDocument43 pagesReport Electronic Voting MachineMarwan_H.100% (6)
- Robust Industrial Control Systems: Optimal Design Approach for Polynomial SystemsFrom EverandRobust Industrial Control Systems: Optimal Design Approach for Polynomial SystemsNo ratings yet
- PLC programmable logic controller A Clear and Concise ReferenceFrom EverandPLC programmable logic controller A Clear and Concise ReferenceNo ratings yet
- Arm VirtualizationDocument16 pagesArm VirtualizationRavi KuppanNo ratings yet
- Alarm Otomatis: Sistem Kerja AlatDocument12 pagesAlarm Otomatis: Sistem Kerja AlatBastian SalfinusNo ratings yet
- DP Sound Conexant 15035 DriversDocument222 pagesDP Sound Conexant 15035 DriversRajesh1146No ratings yet
- Guide To Understanding Jtag Fuses and SecurityDocument7 pagesGuide To Understanding Jtag Fuses and SecurityIsaac Cohen100% (1)
- HP ROM-Based Setup Utility User Guide PDFDocument221 pagesHP ROM-Based Setup Utility User Guide PDFBoilerplate4U NewNo ratings yet
- The Highest Mountain on Earth - Mount EverestDocument4 pagesThe Highest Mountain on Earth - Mount EverestIhsanNurulHabibNo ratings yet
- FPGA Seminar on Functions RealizationDocument21 pagesFPGA Seminar on Functions RealizationVivek PCE/15/EC/119No ratings yet
- QK3B UMA block diagramDocument33 pagesQK3B UMA block diagramNuno CarvalhoNo ratings yet
- SN 74 Ls 148Document26 pagesSN 74 Ls 148Felipe vergaraNo ratings yet
- Accutorr Plus - Service ManualDocument104 pagesAccutorr Plus - Service ManualRamiro RamirezNo ratings yet
- Functions of Combinational LogicDocument57 pagesFunctions of Combinational LogicDagim KumilachewNo ratings yet
- Operating Instructions for Diagnostic Unit Type 6510Document48 pagesOperating Instructions for Diagnostic Unit Type 6510Luis Omar Shermann CuetoNo ratings yet
- Apple Hardware TestDocument3 pagesApple Hardware TestDougNewNo ratings yet
- An 1994Document2 pagesAn 1994Mamoona TariqNo ratings yet
- SDocument20 pagesSanil ariNo ratings yet
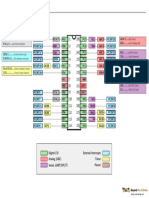
- ATmega328 Pin Diagram Cheat SheetDocument1 pageATmega328 Pin Diagram Cheat SheeterxetoNo ratings yet
- Wallace Tree MultiplierDocument11 pagesWallace Tree MultiplierdinuarslanNo ratings yet
- Digital Electronics Question Bank for Academic Year 2013-2014Document58 pagesDigital Electronics Question Bank for Academic Year 2013-2014naveenbabu19No ratings yet
- Controlling an ad notam DFU TV via RS232Document5 pagesControlling an ad notam DFU TV via RS232Vishal SuryawaniNo ratings yet
- Atmel 42071 DALI Slave Reference Design Application Note AT01244Document19 pagesAtmel 42071 DALI Slave Reference Design Application Note AT01244flo72afNo ratings yet
- Modem Schematic GuideDocument50 pagesModem Schematic GuideKoaye Min100% (1)
- Programming Microcontroller AT89C51Document6 pagesProgramming Microcontroller AT89C51Vyan DexterNo ratings yet
- Debre Tabor University Faculty of Technology Department of Electrical and Computer Engineering Microcomputers and InterfacingDocument9 pagesDebre Tabor University Faculty of Technology Department of Electrical and Computer Engineering Microcomputers and InterfacingtesfuNo ratings yet
- User's Guide of V59 TV Controller Board - V1.1Document28 pagesUser's Guide of V59 TV Controller Board - V1.1phongred100% (1)
- F487 TransistorDocument96 pagesF487 TransistorDawn LeonardNo ratings yet
- Connecting Cypress SPI Serial Flash To Configure Xilinx FPGAsDocument9 pagesConnecting Cypress SPI Serial Flash To Configure Xilinx FPGAsFergus FernNo ratings yet
- MicroSolutions November December 2017Document32 pagesMicroSolutions November December 2017fricso100% (1)
- WiringGuide April2012 COGNEXDocument19 pagesWiringGuide April2012 COGNEXrenjithNo ratings yet
- EPOX Mtherboard EP-4PGAIDocument96 pagesEPOX Mtherboard EP-4PGAIJohn PeckNo ratings yet
- Week 5: Assignment SolutionsDocument3 pagesWeek 5: Assignment SolutionsRoshan RajuNo ratings yet