You might also like
- Drew Marine Chemical ManualDocument36 pagesDrew Marine Chemical ManualcpiquiNo ratings yet
- SLE212 Worksheet A 2018 - Wafaa AdamDocument8 pagesSLE212 Worksheet A 2018 - Wafaa AdamWafaa AdamNo ratings yet
- Rubber RollerDocument3 pagesRubber RollerOfflinebatch PrintingNo ratings yet
- Welding Problems and Defects - Causes and Remedies: Deformation Arc Blow SpatterDocument3 pagesWelding Problems and Defects - Causes and Remedies: Deformation Arc Blow Spatterdselvakuu50% (2)
- Possible Welding Defects and Its Causes Are Identified BelowDocument5 pagesPossible Welding Defects and Its Causes Are Identified BelowLakshmi Narayanan100% (1)
- Drude Model PresentationDocument16 pagesDrude Model PresentationHongyang Alexander0% (1)
- Check List Inspección de SoldaduraDocument3 pagesCheck List Inspección de SoldaduraNestor De Jesus Pico TorresNo ratings yet
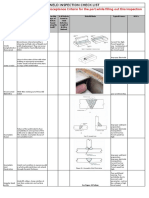
- Weld Inspection Check ListDocument3 pagesWeld Inspection Check ListBGRLNo ratings yet
- Weld Inspection ChecklistDocument9 pagesWeld Inspection ChecklistRavinesh SinghNo ratings yet
- Welding Defect InfoDocument7 pagesWelding Defect Infobriggswill7No ratings yet
- RTFI-weld-defect-repairs-twiDocument61 pagesRTFI-weld-defect-repairs-twismsunil12345No ratings yet
- Welding DefectDocument63 pagesWelding Defectdidi sudiNo ratings yet
- C.25LAS01.026.01 Sesi 3 - Jenis Cacat Las (2JP)Document57 pagesC.25LAS01.026.01 Sesi 3 - Jenis Cacat Las (2JP)vnrfjrnNo ratings yet
- Cacat Yang Umum Terdapat Pada PipaDocument10 pagesCacat Yang Umum Terdapat Pada PipaAntrasit CoffeeNo ratings yet
- Weld DefectsDocument10 pagesWeld DefectsMUHAMMAD AFIQ IQWAN KAMARUL BADRINNo ratings yet
- Weld DefectDocument3 pagesWeld DefectumeshNo ratings yet
- Problem-Solving Model: Identify Determine Root CauseDocument68 pagesProblem-Solving Model: Identify Determine Root CauseDin UdinNo ratings yet
- Wa0006.Document64 pagesWa0006.yashNo ratings yet
- Welding Defects Poster 600x900 Lores enDocument1 pageWelding Defects Poster 600x900 Lores enMostafa ZedNo ratings yet
- Welding DefectDocument14 pagesWelding DefectAfewerk RedaNo ratings yet
- Wis5 Defect NDocument58 pagesWis5 Defect NAmitNo ratings yet
- DefectDocument46 pagesDefectZikri Amal bhaktiNo ratings yet
- Welding Troubleshooting & Remedies - pdf1 PDFDocument2 pagesWelding Troubleshooting & Remedies - pdf1 PDFAAISATNo ratings yet
- Weld Defect - An Overview - ScienceDirect Topics - Copper InclusionsDocument22 pagesWeld Defect - An Overview - ScienceDirect Topics - Copper InclusionsV U P RaoNo ratings yet
- Welding Defects, Causes & Correction: Leigh BaughurstDocument3 pagesWelding Defects, Causes & Correction: Leigh BaughurstankNo ratings yet
- Tle - Ia - Smaw: Quarter 4 - Module 1 Marking/Locating Weld DefectsDocument12 pagesTle - Ia - Smaw: Quarter 4 - Module 1 Marking/Locating Weld DefectsJessel Mejia OnzaNo ratings yet
- Welding ImperfectionsDocument39 pagesWelding ImperfectionsAnonymousNo ratings yet
- Welding Types and Positions and DefectsDocument10 pagesWelding Types and Positions and Defectssam_antony2005No ratings yet
- Welding DefectDocument17 pagesWelding DefectAna Hidayah Syuhada100% (1)
- Sptve Smaw 8 Las 4Document6 pagesSptve Smaw 8 Las 4Howell ConsueloNo ratings yet
- 782F233 ESAB WeldingDefects Poster NA EN wCropsBleeds HiDocument1 page782F233 ESAB WeldingDefects Poster NA EN wCropsBleeds HiFrankie Jay FouchNo ratings yet
- Welding DefectsDocument27 pagesWelding DefectsEvan Jared L. GalvezNo ratings yet
- Work Sheet 1Document2 pagesWork Sheet 1raghbirNo ratings yet
- Defect-TrainingDocument16 pagesDefect-TrainingSubhash100% (1)
- Welding Discontinuities: Porosity Undercut Incomplete FusionDocument1 pageWelding Discontinuities: Porosity Undercut Incomplete Fusionbrrrrzzzz100% (1)
- Welding Inspection: Defects/Repairs Course Reference WIS 5Document58 pagesWelding Inspection: Defects/Repairs Course Reference WIS 5Joerge Ryan MaramotNo ratings yet
- Module 6 (Jumneto, Cyrelle Rose S.)Document12 pagesModule 6 (Jumneto, Cyrelle Rose S.)cyrelle rose jumentoNo ratings yet
- Cored Wire - Weld Defects and RemediesDocument1 pageCored Wire - Weld Defects and RemediesNS QCNo ratings yet
- 10 Welding Defect (LSNG PRINT)Document45 pages10 Welding Defect (LSNG PRINT)rahmad musliadiNo ratings yet
- Common Welding Troubles: Causes and CuresDocument1 pageCommon Welding Troubles: Causes and CuresbrrrrzzzzNo ratings yet
- Defects 1Document6 pagesDefects 1Panca KertiNo ratings yet
- WELD DEFECTS RevisedDocument33 pagesWELD DEFECTS Revisedahmadibnqassam.21No ratings yet
- Weld Inspection Check List: Defect Type Defect Description/ VisualDocument16 pagesWeld Inspection Check List: Defect Type Defect Description/ VisualAndreas WirantoNo ratings yet
- Failure Analysis ExaminationDocument3 pagesFailure Analysis ExaminationNelbert SumalpongNo ratings yet
- Q2-04, Smaw Teacher's Made LMTDocument7 pagesQ2-04, Smaw Teacher's Made LMTFelix MilanNo ratings yet
- 03 Welding Imperfections & Materilal Inspection+Notes+AnsDocument42 pages03 Welding Imperfections & Materilal Inspection+Notes+AnsTakul ThongyooNo ratings yet
- Defects in Welds: PorosityDocument40 pagesDefects in Welds: PorosityrohanNo ratings yet
- Radiographic Interpretation Radiographic Interpretation Radiographic Interpretation Radiographic InterpretationDocument49 pagesRadiographic Interpretation Radiographic Interpretation Radiographic Interpretation Radiographic InterpretationWanda LopezNo ratings yet
- Weld DefectsDocument23 pagesWeld DefectsSridhar CnNo ratings yet
- Sr. No. Item Effects Causes Functions / Requirements Failure ModeDocument6 pagesSr. No. Item Effects Causes Functions / Requirements Failure ModeAtul DahiyaNo ratings yet
- Materi Welding Defect IIDocument64 pagesMateri Welding Defect IIsmartz inspectionNo ratings yet
- Bearing Damage Analysis BDAPosterDocument1 pageBearing Damage Analysis BDAPosterCurtler PaquibotNo ratings yet
- C ASingDocument3 pagesC ASingGabriela MotaNo ratings yet
- Welding DefectsDocument2 pagesWelding DefectsSatheesh RNo ratings yet
- Welding Inspection CourseDocument33 pagesWelding Inspection CourseBenjapon bt7No ratings yet
- Reference - Poor Fusion and Lack of Penetration - Cause and CountermeasureDocument4 pagesReference - Poor Fusion and Lack of Penetration - Cause and CountermeasurePrakash RajNo ratings yet
- Smaw Q1 WK3Document42 pagesSmaw Q1 WK3Mark Angelo FloresNo ratings yet
- XRTDocument2 pagesXRTAbasiama UdemeNo ratings yet
- Mce03 Midterm ExaminationDocument2 pagesMce03 Midterm ExaminationShiela May SantamenaNo ratings yet
- Gears ENDocument1 pageGears ENJesús MarínNo ratings yet
- MSDS - Residu OilDocument11 pagesMSDS - Residu OilHeru PrasetyoNo ratings yet
- Solutions AIATS Medical-2018 (CFOY) Test-1 (Code-A & B) (06!08!2017)Document26 pagesSolutions AIATS Medical-2018 (CFOY) Test-1 (Code-A & B) (06!08!2017)GAURI MALHOTRA100% (1)
- AHD ThesisDocument142 pagesAHD ThesisAkanchhaNo ratings yet
- Jason Meyer ResumeDocument1 pageJason Meyer Resumeapi-337293029No ratings yet
- Green Synthesis of Silver Nanoparticles From The Latex OF Calotropis Procera & EVALUATION OF Its Antimicrobial EfficacyDocument38 pagesGreen Synthesis of Silver Nanoparticles From The Latex OF Calotropis Procera & EVALUATION OF Its Antimicrobial EfficacyRashmi ShettyNo ratings yet
- 845.1600 Truplug HT Retarder (MSDS)Document3 pages845.1600 Truplug HT Retarder (MSDS)U.s. Ezhil ArivudainambiNo ratings yet
- CH 18 TestDocument13 pagesCH 18 TestflorenciashuraNo ratings yet
- Attachment-3: Relief Valve Sizing Calculation (Blocked Outlet Case-Two Phase Relief) Page 1 of 1Document1 pageAttachment-3: Relief Valve Sizing Calculation (Blocked Outlet Case-Two Phase Relief) Page 1 of 1rohitkushNo ratings yet
- CS Steel Pipe Selection GuideDocument40 pagesCS Steel Pipe Selection GuideImran HussainNo ratings yet
- XRD 1Document47 pagesXRD 1Bakhita MaryamNo ratings yet
- Grade 6 Chemistry Annual Term Revision WorksheetsDocument9 pagesGrade 6 Chemistry Annual Term Revision WorksheetsAbhayNo ratings yet
- Functions of A Matrix: 1.holds The Fibres Together. 2.protects The Fibres From EnvironmentDocument45 pagesFunctions of A Matrix: 1.holds The Fibres Together. 2.protects The Fibres From EnvironmentNaveen NaviNo ratings yet
- Resonant Gas Sensor and Switch Operating in Air With Metal-Organic Frameworks CoatingDocument8 pagesResonant Gas Sensor and Switch Operating in Air With Metal-Organic Frameworks CoatingSiddhanta RoyNo ratings yet
- Certification API 570: Examples of Real QuestionsDocument10 pagesCertification API 570: Examples of Real QuestionsMohammad Shoaib Danish100% (2)
- #1618 HTDocument1 page#1618 HTaleerossNo ratings yet
- SCHA1201Document94 pagesSCHA1201Saptanshu SamalNo ratings yet
- On Solar Vapour Absorption Refrigeration System: Seminar ReportDocument16 pagesOn Solar Vapour Absorption Refrigeration System: Seminar ReportlokeshjakharNo ratings yet
- EX-Featured Excipient Capsule and Tablet DiluentsDocument8 pagesEX-Featured Excipient Capsule and Tablet Diluentsraju1559405No ratings yet
- Authors Full Name Abubakar Saleem Muhamm PDFDocument105 pagesAuthors Full Name Abubakar Saleem Muhamm PDFpradyum soniNo ratings yet
- pcr شرح مفصل عنDocument26 pagespcr شرح مفصل عنZainab HasanNo ratings yet
- Gold ExtractionDocument1 pageGold Extractionsanchezlea40No ratings yet
- Na SDS KTL-8000 11 15 22Document12 pagesNa SDS KTL-8000 11 15 22Alexis BarreroNo ratings yet
- Methyl Violet 2BDocument5 pagesMethyl Violet 2BChern YuanNo ratings yet
- Hazard of Chemical TankerDocument30 pagesHazard of Chemical TankerBerbik MukorobinNo ratings yet
- Presentation To Sheik Ebrahim On GrahamTek TechnologyDocument40 pagesPresentation To Sheik Ebrahim On GrahamTek Technologydjf113No ratings yet
- Chapter - 1: Introduction To BiochemistryDocument8 pagesChapter - 1: Introduction To Biochemistrysantosh s uNo ratings yet