You might also like
- Bb-Cissp Isc 2 Certification Practice PDFDocument593 pagesBb-Cissp Isc 2 Certification Practice PDFmukul1saxena6364100% (1)
- P&ID AbbreviationDocument4 pagesP&ID AbbreviationDjil Rezoug100% (5)
- AADL Syntax CardDocument2 pagesAADL Syntax CardRobin Alan CressentNo ratings yet
- How To Reduce Amine LossesDocument10 pagesHow To Reduce Amine LossesargachoNo ratings yet
- Simulation and Evaluation of Flare Gas Recovery Unit For RefineriesDocument7 pagesSimulation and Evaluation of Flare Gas Recovery Unit For RefineriesJohnNo ratings yet
- Capital Costs of Gas Processing Facilities: Table 14.1Document9 pagesCapital Costs of Gas Processing Facilities: Table 14.1Melissa RamirezNo ratings yet
- Minimise Amine Losses in Gas and Liquid TreatingDocument10 pagesMinimise Amine Losses in Gas and Liquid Treatings k kumar100% (2)
- Troubleshooting Vacuum Unit Revamp - TDocument6 pagesTroubleshooting Vacuum Unit Revamp - TRafeek Emad AbdElkaderNo ratings yet
- G.R. No. 196596Document10 pagesG.R. No. 196596zelayneNo ratings yet
- Entrepreneurship Plastic Recycling ProjectDocument21 pagesEntrepreneurship Plastic Recycling Projectlushcheese95% (78)
- Kern Method Heat ExchangerDocument30 pagesKern Method Heat ExchangerCS100% (3)
- Amine Sweetening Unit Simplified Design EquationsDocument20 pagesAmine Sweetening Unit Simplified Design EquationsPragathees Waran100% (1)
- General Operating Problems and Their Solutions of Natural Gas Sweetening Process (Amine System)Document15 pagesGeneral Operating Problems and Their Solutions of Natural Gas Sweetening Process (Amine System)mahmoud3814100% (1)
- Effectively Control Column PressureDocument12 pagesEffectively Control Column Pressureromdhan88No ratings yet
- CO2 Capture Optimization Using RSMDocument11 pagesCO2 Capture Optimization Using RSMiitgn007100% (1)
- Banking LawsDocument67 pagesBanking LawsPatricia Ann CaubaNo ratings yet
- Amine Sweetening With DEADocument14 pagesAmine Sweetening With DEARoza SavitriNo ratings yet
- Design Alternatives For Sweetening LPG's and Liquid Hydrocarbons With Amines PDFDocument7 pagesDesign Alternatives For Sweetening LPG's and Liquid Hydrocarbons With Amines PDFmohamedNo ratings yet
- Supervisory Operating Manual: UNIT NO.: 07 (Amine 2) Amine Regeneration Unit Cartagena Refinery Expansion ProjectDocument113 pagesSupervisory Operating Manual: UNIT NO.: 07 (Amine 2) Amine Regeneration Unit Cartagena Refinery Expansion Project•It's Mari Cami•No ratings yet
- Gas Treatment Processes-1Document17 pagesGas Treatment Processes-1m sohailNo ratings yet
- Eliminating Inert Entry For CatalystDocument2 pagesEliminating Inert Entry For CatalystAndri SaputraNo ratings yet
- Amine Sweetening Process DesignDocument12 pagesAmine Sweetening Process Designswapnil2603100% (2)
- Vacuum Unit Design For High Metals CrudesDocument10 pagesVacuum Unit Design For High Metals CrudesHerlan Setiawan SihombingNo ratings yet
- Methyldiethanolamine As A Solvent For Gas DesulfurizationDocument66 pagesMethyldiethanolamine As A Solvent For Gas DesulfurizationAnime MtNo ratings yet
- Flare Modeling ParametersDocument26 pagesFlare Modeling Parametersromdhan88No ratings yet
- Amine Sample Analysis ResultsDocument2 pagesAmine Sample Analysis ResultsAbu WildanNo ratings yet
- Amine ReportDocument14 pagesAmine ReportM qasimNo ratings yet
- The Cansolv System ProcessDocument33 pagesThe Cansolv System ProcessAsociación Juventud HuayránNo ratings yet
- Overview of Gas ProcessingDocument74 pagesOverview of Gas Processinghoangduy7696No ratings yet
- Nitrogeoin Rejection Technology For Abu DhabiDocument10 pagesNitrogeoin Rejection Technology For Abu DhabiBeshuoNo ratings yet
- Gas Sweetening-Part 1: Comparison of Amines - Campbell Tip of The MonthDocument8 pagesGas Sweetening-Part 1: Comparison of Amines - Campbell Tip of The MonthAmit YadavNo ratings yet
- CO2 Removal AminesDocument18 pagesCO2 Removal AminesHamzaHashimNo ratings yet
- A Comparison of Physical Solvents For Acid Gas Removal PDFDocument10 pagesA Comparison of Physical Solvents For Acid Gas Removal PDFVirnia PatziNo ratings yet
- LNG Process Selection Considerations For Future DevelopmentsDocument9 pagesLNG Process Selection Considerations For Future Developmentsromdhan88No ratings yet
- Debottlenecking Refineries Through Comprehensive Feedstock PretreatmentDocument20 pagesDebottlenecking Refineries Through Comprehensive Feedstock PretreatmentAnonymous msVFzaNo ratings yet
- Molecular Sieve RegenerationDocument3 pagesMolecular Sieve RegenerationEbby Onyekwe100% (1)
- Amine Unit AntifoamDocument1 pageAmine Unit Antifoamsmith136No ratings yet
- SSPC SP 1Document2 pagesSSPC SP 1romdhan88No ratings yet
- Packed Amine Absorber Simulation Tracks Plant PerformanceDocument14 pagesPacked Amine Absorber Simulation Tracks Plant Performancematrix69No ratings yet
- Oil DesulphurizationDocument13 pagesOil Desulphurizationolric0633100% (1)
- Reclamation Q & ADocument11 pagesReclamation Q & AchomiNo ratings yet
- What Is SBMDocument5 pagesWhat Is SBMRochelle Alava CercadoNo ratings yet
- Stable Operating Limits in Amine Treating UnitsDocument11 pagesStable Operating Limits in Amine Treating UnitsJR RomanNo ratings yet
- SWEETENING (Chemical Absorption) PresentationDocument54 pagesSWEETENING (Chemical Absorption) Presentationarsalan amirpour75% (4)
- Selecting Amines For Sweetening Units PDFDocument9 pagesSelecting Amines For Sweetening Units PDFGui Do EspNo ratings yet
- Acid Gas Cleaning Using Amine SolventsDocument20 pagesAcid Gas Cleaning Using Amine SolventsGEORGEVPAUL_14565666No ratings yet
- Natural Gas Sweetening ProcessDocument19 pagesNatural Gas Sweetening ProcessAnonymous g4hO0ENo ratings yet
- Gas Sweetening PlantDocument62 pagesGas Sweetening PlantSyed Haider Abbas Bukhari100% (1)
- Amine Unit Start UpDocument11 pagesAmine Unit Start UpthinkpadNo ratings yet
- Amine PKGDocument18 pagesAmine PKGRathinavel PerumalNo ratings yet
- 2003-An Enhanced Amine-Based CO2 Capture Process (FLUOR's ECONAMINE)Document11 pages2003-An Enhanced Amine-Based CO2 Capture Process (FLUOR's ECONAMINE)maissam ferdosiNo ratings yet
- UOP Separex Membrane Technology Tech PresentationDocument44 pagesUOP Separex Membrane Technology Tech PresentationKarunakarNo ratings yet
- Topsoe Claus Tail Aug09 Low Res - AshxDocument8 pagesTopsoe Claus Tail Aug09 Low Res - AshxJustin DeVitoNo ratings yet
- Sweetening LPG With AminesDocument8 pagesSweetening LPG With AminessizwehNo ratings yet
- UOP Mercury Removal For Natural Gas Production BrochureDocument4 pagesUOP Mercury Removal For Natural Gas Production BrochureRoberth Perez VargasNo ratings yet
- Gas Sweetening Process PDFDocument57 pagesGas Sweetening Process PDFrcalaforraNo ratings yet
- Contamination in Amines 2010Document14 pagesContamination in Amines 2010NS MurthyNo ratings yet
- Improve Amine Unit Efficiency by Optimizing Operating ConditionsDocument7 pagesImprove Amine Unit Efficiency by Optimizing Operating ConditionsFathy Adel FathyNo ratings yet
- Gas Treating Technologies and ServicesDocument16 pagesGas Treating Technologies and Services13201940No ratings yet
- The Use of MDEA and Mixtures of Amines For Bulk CO2 RemovalDocument9 pagesThe Use of MDEA and Mixtures of Amines For Bulk CO2 RemovalTrùm Dầu Mỏ BkNo ratings yet
- Amine Sweetening Process Problem - Industrial Professionals - Cheresources - Com CommunityDocument6 pagesAmine Sweetening Process Problem - Industrial Professionals - Cheresources - Com Communitykirankumar9898No ratings yet
- Amine Gas Treating: Gases or Acid Gases in The Hydrocarbon Processing IndustriesDocument4 pagesAmine Gas Treating: Gases or Acid Gases in The Hydrocarbon Processing IndustriesikatparNo ratings yet
- 3.2 - Ballaguet & Barrère-Tricca - Sulphur CycleDocument24 pages3.2 - Ballaguet & Barrère-Tricca - Sulphur CyclesantiagoNo ratings yet
- IPTC 10735 Process Optimization in Gas Sweetening Unit-A Case StudyDocument7 pagesIPTC 10735 Process Optimization in Gas Sweetening Unit-A Case StudyGary Kiel Palacios EspinozaNo ratings yet
- AdapT ProTreat GuidelinesDocument7 pagesAdapT ProTreat GuidelinesAlek KrótkiNo ratings yet
- Optimization of Amine Sweetening UnitsDocument14 pagesOptimization of Amine Sweetening Unitsnarrowescape0% (1)
- KBR Advanced Ammonia Process PlusDocument1 pageKBR Advanced Ammonia Process PlusGajanan PadamwarNo ratings yet
- Cansolv TGT Plus FactsheetDocument2 pagesCansolv TGT Plus FactsheetPe VandeNo ratings yet
- SelexolDocument2 pagesSelexolandrez627No ratings yet
- SPECIAL REPORT Molecular SieveDocument8 pagesSPECIAL REPORT Molecular Sievenitoxxx666No ratings yet
- IEC 60034 Pt.11 Ch.3 (Thermal Protection)Document2 pagesIEC 60034 Pt.11 Ch.3 (Thermal Protection)romdhan88No ratings yet
- IEC 60034 Pt.11 Ch.2 (Thermal Protection)Document2 pagesIEC 60034 Pt.11 Ch.2 (Thermal Protection)romdhan88No ratings yet
- Agma 6000 Spec Vibration For GearDocument16 pagesAgma 6000 Spec Vibration For Gearromdhan88100% (1)
- Water97 v12Document9 pagesWater97 v12Kathryn CottonNo ratings yet
- Emergency ShowerDocument8 pagesEmergency Showerromdhan88No ratings yet
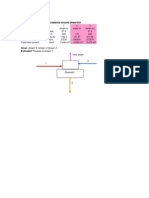
- Heat and Material Balance of Gas Stripping Deaerator ColumnDocument1 pageHeat and Material Balance of Gas Stripping Deaerator Columnromdhan88No ratings yet
- FlareDocument10 pagesFlareromdhan88No ratings yet
- Specification For Fire MonitorDocument4 pagesSpecification For Fire Monitorromdhan88No ratings yet
- Hirsch Velocity Guide SpecificationsDocument27 pagesHirsch Velocity Guide Specificationsromdhan88No ratings yet
- Air Tool Consumption ChartDocument4 pagesAir Tool Consumption Chartromdhan88No ratings yet
- Unit 4Document46 pagesUnit 4dhruv shahNo ratings yet
- Art120 121Document3 pagesArt120 121Virginia Rood PatesNo ratings yet
- Congruent Data BaseDocument6 pagesCongruent Data BaseRugger PandyNo ratings yet
- Mainstream Deammonification WERF 2015Document304 pagesMainstream Deammonification WERF 2015UmutNo ratings yet
- Gateway CXDocument1 pageGateway CXArif Tawil PrionoNo ratings yet
- Questions BGDatudaculaDocument10 pagesQuestions BGDatudaculaAiza Dhel LaturgoNo ratings yet
- BART Test Procedure InstructionsDocument20 pagesBART Test Procedure InstructionsDerek LobedanNo ratings yet
- Michaela Sixt DissertationDocument5 pagesMichaela Sixt DissertationBuySchoolPapersOnlineLowell100% (1)
- Southern Luzon Drug Corporation Vs DSWDDocument2 pagesSouthern Luzon Drug Corporation Vs DSWDRynn Judd C. EscañoNo ratings yet
- Miscellaneous Friction LossesDocument9 pagesMiscellaneous Friction LossesunlimitedpsxNo ratings yet
- Belzona 3111Document2 pagesBelzona 3111Bobby SatheesanNo ratings yet
- Full Text 01Document59 pagesFull Text 01Sreedhar PugalendhiNo ratings yet
- May 2022 - Natural Capital Accounting RoadmapDocument105 pagesMay 2022 - Natural Capital Accounting RoadmapOCENR Legazpi CityR.M.AbacheNo ratings yet
- Sow CSC126 20224Document1 pageSow CSC126 20224Fatin AziraNo ratings yet
- Ilnas-En Iso 17353:2005Document8 pagesIlnas-En Iso 17353:2005Ahmad KhreisatNo ratings yet
- R T I ApplicationDocument3 pagesR T I Applicationthimmegowdatg1308No ratings yet
- BureaucracyDocument4 pagesBureaucracyDale ScerriNo ratings yet
- Lead Rubber BearingsDocument16 pagesLead Rubber Bearingsmarcob74No ratings yet
- ResumeDocument2 pagesResumeapi-503238898No ratings yet
- 2022 2023 District Handbook Sep 27 2022 Prmulch@Document67 pages2022 2023 District Handbook Sep 27 2022 Prmulch@Greefield JasonNo ratings yet
- Registrations Until DecemberDocument6 pagesRegistrations Until DecemberWilfred DsouzaNo ratings yet
- System AL ICTDocument24 pagesSystem AL ICTsenthuran amalathas100% (1)
- Factuur PDF TemplateDocument2 pagesFactuur PDF TemplateAmandaNo ratings yet
- HIB Spec Draft-FormatDocument19 pagesHIB Spec Draft-Formatwafikmh4No ratings yet