You might also like
- Wet Abrasion of PolymersDocument13 pagesWet Abrasion of Polymersadriano_rodsNo ratings yet
- Model of Friction Wear and ContactDocument10 pagesModel of Friction Wear and Contactadriano_rodsNo ratings yet
- Charactristcs of FKM and HNBR BlendsDocument9 pagesCharactristcs of FKM and HNBR Blendsadriano_rodsNo ratings yet
- Energy Theory of Rubber AbrasionDocument5 pagesEnergy Theory of Rubber Abrasionadriano_rodsNo ratings yet
- English 1 - ComparativosDocument1 pageEnglish 1 - Comparativosadriano_rodsNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5813)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- O-Rings: (Buna N)Document34 pagesO-Rings: (Buna N)Srihari Babu PeddiNo ratings yet
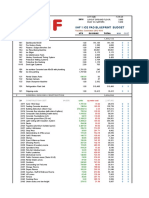
- Iihf 1 Ice Pad BudgetDocument11 pagesIihf 1 Ice Pad BudgetHerbynn Pereyra MassNo ratings yet
- Problem Set Strength of MaterialsDocument2 pagesProblem Set Strength of MaterialsRoku Dee13% (8)
- Piping Stress Analysis TrainingDocument3 pagesPiping Stress Analysis TrainingGodwin100% (1)
- Reclaimed Building Products GuideDocument80 pagesReclaimed Building Products GuidemymalvernNo ratings yet
- Power S Qbiss GS 200 070 050 5520-ADocument9 pagesPower S Qbiss GS 200 070 050 5520-APrimož KozlevčarNo ratings yet
- Warm Up Assignment: Afeefa KhizarDocument5 pagesWarm Up Assignment: Afeefa KhizarAfifa MaryamNo ratings yet
- 42 Formwork: DefinitionsDocument13 pages42 Formwork: DefinitionsBJNo ratings yet
- Firelite LWDocument2 pagesFirelite LWgermanddNo ratings yet
- TCC82 Pilecap DesignDocument99 pagesTCC82 Pilecap DesignFatima Marah100% (2)
- FALKOR INDUSTRY INDOOR TRILUM SERIES LED Tunable Vapor Tight W.2103 - v01Document2 pagesFALKOR INDUSTRY INDOOR TRILUM SERIES LED Tunable Vapor Tight W.2103 - v01Steven FryeNo ratings yet
- Baxi Duo-Tec Combi HE A Range Boiler User InstructionsDocument12 pagesBaxi Duo-Tec Combi HE A Range Boiler User Instructionsjcarr_murrellNo ratings yet
- Mecanica 6Document50 pagesMecanica 6ClaudioJavier Huamani NicolasNo ratings yet
- Lecture 4 Frame Analysis Shear Walls HKUSTDocument9 pagesLecture 4 Frame Analysis Shear Walls HKUSTApril Ingram100% (1)
- Gujarat Technological UniversityDocument3 pagesGujarat Technological Universitytamilselvan nNo ratings yet
- Outstanding Chemical Resistance Apply by Brush, - Roller or Spray Unlimited Shelf Life - 100% Solids - Simple To Use - DurableDocument2 pagesOutstanding Chemical Resistance Apply by Brush, - Roller or Spray Unlimited Shelf Life - 100% Solids - Simple To Use - DurableAlfred GomoeliaNo ratings yet
- BPL SL 1300 Solar Lantern SpecsDocument3 pagesBPL SL 1300 Solar Lantern SpecsGuruNo ratings yet
- Structural DrawingsDocument3 pagesStructural Drawingskwoshaba pidsonNo ratings yet
- Air King BFQ90, BFQ110, BFQ140Document2 pagesAir King BFQ90, BFQ110, BFQ140Solucionesenfrio saNo ratings yet
- Guggenheim BilbaoDocument11 pagesGuggenheim BilbaoSandra SamirNo ratings yet
- Characteristics of Concrete With Waste Glass As Fine Aggregate ReplacementDocument8 pagesCharacteristics of Concrete With Waste Glass As Fine Aggregate Replacementtaramalik07No ratings yet
- Master's Research ProposalDocument7 pagesMaster's Research ProposalPeter OkitoiNo ratings yet
- A Brief Review On Machinability of Titanium and Its Alloys For Nuclear ApplicationDocument3 pagesA Brief Review On Machinability of Titanium and Its Alloys For Nuclear ApplicationInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- LV INSTALLATION-Design ApprovalsDocument18 pagesLV INSTALLATION-Design Approvalssoliman helalNo ratings yet
- 04-Dr Yet-Managing Adverse ImpactDocument68 pages04-Dr Yet-Managing Adverse ImpactfreezefreezeNo ratings yet
- RAVENOL HTC Concentrate Protect MB325.0Document3 pagesRAVENOL HTC Concentrate Protect MB325.0Андрей СилаевNo ratings yet
- Preparation: Bill of MaterialsDocument8 pagesPreparation: Bill of MaterialsJJ TevesNo ratings yet
- Physics Notes Class 11 Chapter 9 Mechanical Properties of SolidsDocument7 pagesPhysics Notes Class 11 Chapter 9 Mechanical Properties of SolidsBasharat Ali100% (7)
- Chapter 12 - Bolted ConnectionsDocument23 pagesChapter 12 - Bolted ConnectionsIbra100% (2)
- Perno A325 HDG 5-8 X 1 3-4 (Ciser+7599055)Document1 pagePerno A325 HDG 5-8 X 1 3-4 (Ciser+7599055)Alexander Ortiz CarrionNo ratings yet