You might also like
- Fabory Fasteners Stainless Steel 267 11Document5 pagesFabory Fasteners Stainless Steel 267 11Jeannette Toloza González100% (2)
- Nelson Curve - Model For Predicting Hydrogen AttackDocument2 pagesNelson Curve - Model For Predicting Hydrogen AttackDries VandezandeNo ratings yet
- Technology Development For Hardfacing ofDocument2 pagesTechnology Development For Hardfacing ofabraham silva hernandezNo ratings yet
- Grades of Stainless Steel - Grade 316: SX 316 / 316L Technical DataDocument3 pagesGrades of Stainless Steel - Grade 316: SX 316 / 316L Technical Data03sri03No ratings yet
- Materials For Mechanical Parts-Steel & StandardsDocument31 pagesMaterials For Mechanical Parts-Steel & StandardsKhantoNo ratings yet
- ReviewofWearandGallingCharacteristicsofStainlessSteel 9006Document0 pagesReviewofWearandGallingCharacteristicsofStainlessSteel 9006fahreezNo ratings yet
- 101 Metal Repair Paste PS PDFDocument2 pages101 Metal Repair Paste PS PDFhemnNo ratings yet
- Sucker Rod Failure Analysis Brochure V4 CompressedDocument24 pagesSucker Rod Failure Analysis Brochure V4 CompressedKoray YilmazNo ratings yet
- Dual Phase SteelsDocument22 pagesDual Phase SteelsAngele IvanovskiNo ratings yet
- James Walker - FR58 90 Data Sheet 2009Document1 pageJames Walker - FR58 90 Data Sheet 2009idrisNo ratings yet
- The IronCarbide DiagramDocument11 pagesThe IronCarbide DiagramshajjikhalidNo ratings yet
- Boiler MaterialsDocument5 pagesBoiler MaterialsRavi ShankarNo ratings yet
- Steel UserguideDocument50 pagesSteel UserguideBhanu Pratap ChoudhuryNo ratings yet
- Microsoft Power Point - Deloro Stellite Advances in Wear Resistant Alloys and ProductsDocument56 pagesMicrosoft Power Point - Deloro Stellite Advances in Wear Resistant Alloys and ProductsMilanWaNo ratings yet
- Team Pipe RepairDocument24 pagesTeam Pipe RepairDavid Rios CruzNo ratings yet
- Chloride Stress Corrosion Cracking - SSINADocument4 pagesChloride Stress Corrosion Cracking - SSINADaniel WilliamsNo ratings yet
- Flanges PDFDocument9 pagesFlanges PDFDGG2010No ratings yet
- Corrosion and Corrosion Prevention in Heat ExchangersDocument25 pagesCorrosion and Corrosion Prevention in Heat ExchangersSahil AdlakhaNo ratings yet
- Fluid Compatibility GuideDocument18 pagesFluid Compatibility GuideNazirul FariqNo ratings yet
- Monel® Alloy 400: C MN S Si Ni Cu FeDocument2 pagesMonel® Alloy 400: C MN S Si Ni Cu FeD_D_76No ratings yet
- SAE Steel Grades - WikipediaDocument30 pagesSAE Steel Grades - Wikipediamanoj ranathiive100% (1)
- 4 - Stainless Steels - Wrought and CastDocument24 pages4 - Stainless Steels - Wrought and CastdennykvgNo ratings yet
- Understanding DecarburizationDocument6 pagesUnderstanding Decarburizationoquintero990% (1)
- Flow Losses in Flexible Hose.Document186 pagesFlow Losses in Flexible Hose.Anonymous K3FaYFlNo ratings yet
- Reformer Tube FailureDocument9 pagesReformer Tube FailureAhmad Riaz KhanNo ratings yet
- Failure Analysis and Remaining Life Assessment of Service Exposed Primary Reformer Heater TubesDocument21 pagesFailure Analysis and Remaining Life Assessment of Service Exposed Primary Reformer Heater TubesOwais MalikNo ratings yet
- AISI SteelsDocument5 pagesAISI Steelsanirudh_indana100% (1)
- Ab 536 Requirements For The Integrity Management of Grade 91 Steel Used Above Currently Permitted Allowable StressesDocument17 pagesAb 536 Requirements For The Integrity Management of Grade 91 Steel Used Above Currently Permitted Allowable StressesCarlos Maldonado SalazarNo ratings yet
- Axial E Flow Check ValveDocument12 pagesAxial E Flow Check ValveBhargav Patel100% (1)
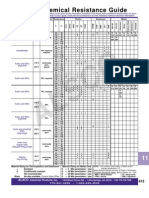
- Chemical Resistance GuideDocument32 pagesChemical Resistance GuidevsvineeshNo ratings yet
- Alp Bulent GULES ANNA 2010 Presentation - ShareDocument54 pagesAlp Bulent GULES ANNA 2010 Presentation - ShareMohamed KilanyNo ratings yet
- NASA SP290 Turbine DesignDocument392 pagesNASA SP290 Turbine Designcramerps2084100% (1)
- Klinger Kammprofiles Austr PDFDocument5 pagesKlinger Kammprofiles Austr PDFAnonymous nw5AXJqjdNo ratings yet
- Bolt Tightening StandardsDocument5 pagesBolt Tightening Standardshilbert_garlando1112No ratings yet
- High-Temperature Characteristics of Stainless Steels: A Designers' Handbook Series N 9004Document47 pagesHigh-Temperature Characteristics of Stainless Steels: A Designers' Handbook Series N 9004aemis2010No ratings yet
- Current Refractory Technology and Practices in The Steel IndustryDocument25 pagesCurrent Refractory Technology and Practices in The Steel IndustrySebastian SolanoNo ratings yet
- SEC Spiral Heat Exchangers BrochureDocument4 pagesSEC Spiral Heat Exchangers BrochureShrikant Nimbalkar100% (1)
- Costing Management For BegineerDocument8 pagesCosting Management For Begineeradonara_jeNo ratings yet
- Bitumastic 300 MDocument2 pagesBitumastic 300 MANIBALLOPEZVEGA100% (1)
- TTT DiagramDocument31 pagesTTT DiagramEducated SmugglerNo ratings yet
- Calculator For Welding Parameters - Rev1Document2 pagesCalculator For Welding Parameters - Rev1mehul2011No ratings yet
- Brazing Filler Metal Selector Chart: NicrobrazDocument2 pagesBrazing Filler Metal Selector Chart: NicrobrazathulpcucekNo ratings yet
- AISI 4130: Incoloy Alloys, Fast QuoteDocument5 pagesAISI 4130: Incoloy Alloys, Fast QuoteSantanu SahaNo ratings yet
- Pitting CorrosionDocument7 pagesPitting CorrosionAminNo ratings yet
- Embrittlement of SteelsDocument26 pagesEmbrittlement of SteelsUlises Quintana CarhuanchoNo ratings yet
- Introduction To Combined Cycle Power Plants PDFDocument4 pagesIntroduction To Combined Cycle Power Plants PDFShamimAhammedNo ratings yet
- New Galvanizing TechnologyDocument4 pagesNew Galvanizing Technologywmaddoxmec100% (1)
- Materials Challenges in Nuclear EnergyDocument24 pagesMaterials Challenges in Nuclear EnergyW.t. HanNo ratings yet
- FAQ Processes For Surface Hardening of Stainless Steels Bodycote S3PDocument4 pagesFAQ Processes For Surface Hardening of Stainless Steels Bodycote S3PSinan YıldızNo ratings yet
- Case 2278 ASMEDocument6 pagesCase 2278 ASMEPerrita LolaNo ratings yet
- American Fastener - ASTM, SAE, and ISO Grade Markings Bolt SpecificationDocument8 pagesAmerican Fastener - ASTM, SAE, and ISO Grade Markings Bolt Specificationamir_hossein858No ratings yet
- Analysis Elevated Temperature Creep SteelDocument66 pagesAnalysis Elevated Temperature Creep SteelematlisNo ratings yet
- Design Considerations For Compact Heat ExchangersDocument16 pagesDesign Considerations For Compact Heat ExchangersHaunted HunterNo ratings yet
- Alsco: Chemical Resistance GuideDocument55 pagesAlsco: Chemical Resistance GuidejcndNo ratings yet
- The Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelFrom EverandThe Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelNo ratings yet
- The Physical Metallurgy of Fracture: Fourth International Conference on Fracture, June 1977, University of Waterloo, CanadaFrom EverandThe Physical Metallurgy of Fracture: Fourth International Conference on Fracture, June 1977, University of Waterloo, CanadaD.M.R. TaplinNo ratings yet
- Strength of Metals and Alloys (ICSMA 7): Proceedings of the 7th International Conference on the Strength of Metals and Alloys, Montreal, Canada, 12–16 August 1985From EverandStrength of Metals and Alloys (ICSMA 7): Proceedings of the 7th International Conference on the Strength of Metals and Alloys, Montreal, Canada, 12–16 August 1985H. J. McQueenNo ratings yet
- Advances in Research on the Strength and Fracture of Materials: An OverviewFrom EverandAdvances in Research on the Strength and Fracture of Materials: An OverviewD.M.R. TaplinNo ratings yet
- Separation Technologies in Oil and Gas Production: Sebastian Osvaldo Zuniga BenavidesDocument40 pagesSeparation Technologies in Oil and Gas Production: Sebastian Osvaldo Zuniga BenavidesCarlos SalazarNo ratings yet
- Optimization of A High-Efficiency Jet Ejector by Using CFDDocument54 pagesOptimization of A High-Efficiency Jet Ejector by Using CFDagnotts09No ratings yet
- Prediction of Nucleate Pool Boiling Heat Transfer CoefficientDocument12 pagesPrediction of Nucleate Pool Boiling Heat Transfer Coefficientagnotts09100% (1)
- Introduction To Heat TransferDocument48 pagesIntroduction To Heat Transferckumar_mbmpie100% (2)
- Corrosion of Metals in Concrete PDFDocument30 pagesCorrosion of Metals in Concrete PDFagnotts09No ratings yet
- Tema GeneralDocument43 pagesTema GeneralMagesh Venu100% (1)
- Boiling Heat Transfer - Annurev - Fluid.30.1Document37 pagesBoiling Heat Transfer - Annurev - Fluid.30.1agnotts09No ratings yet
- Catalytic Oxidation of Ammonia To NitrogenDocument139 pagesCatalytic Oxidation of Ammonia To Nitrogenagnotts09No ratings yet
- Galvanizing 2011Document33 pagesGalvanizing 2011thu100% (1)
- Mechanical Conversions, Formulas & ReferencesDocument74 pagesMechanical Conversions, Formulas & ReferencesMohamed Abdel BasitNo ratings yet
- Lecture 7 - Biometallic Material PDFDocument47 pagesLecture 7 - Biometallic Material PDFIrsyad Muhammad Andre IPBNo ratings yet
- Metal Samples Catalog XIIIDocument343 pagesMetal Samples Catalog XIIIMahmoud GamalNo ratings yet
- Shreeji CatalogDocument32 pagesShreeji Catalogpatelmaulikkumar739No ratings yet
- Ar002Document28 pagesAr002Pedro Tiago Batista CoelhoNo ratings yet
- Duplex Coatings, TSA, ZN Sprayed Coating, Sealer, Duplex, Ships, Oil&gasDocument40 pagesDuplex Coatings, TSA, ZN Sprayed Coating, Sealer, Duplex, Ships, Oil&gasXiaohua Chen100% (1)
- ABC Guide To Dropped Object Prevention Vol. 1 Worksite Hazard Management For DROPSDocument108 pagesABC Guide To Dropped Object Prevention Vol. 1 Worksite Hazard Management For DROPSTomasz31-5No ratings yet
- CPM 1400 CP of Offshore StructuresDocument34 pagesCPM 1400 CP of Offshore StructuresEmekaNo ratings yet
- 2014 Overview of Bureau of Reclamation Corrosion and Mitigation IssuesDocument16 pages2014 Overview of Bureau of Reclamation Corrosion and Mitigation IssuesLee SearsNo ratings yet
- Aluminium and CorrosionDocument12 pagesAluminium and CorrosionMehman Nasibov100% (1)
- FormulasDocument13 pagesFormulasSandeep SinghNo ratings yet
- API 570 6년차 갱신 퀴즈-1Document4 pagesAPI 570 6년차 갱신 퀴즈-1Seung Woo LeighNo ratings yet
- Corrosion Inhibitors PDFDocument184 pagesCorrosion Inhibitors PDFNgoVietCuong100% (2)
- Api 571 2Document7 pagesApi 571 2Mahmoud Abdelaal100% (1)
- Nickel Aluminium Bronze For Seawater Flattered by ComparisonDocument21 pagesNickel Aluminium Bronze For Seawater Flattered by Comparisondps32No ratings yet
- COMSOL WhitePapers CorrosionProtectionDocument12 pagesCOMSOL WhitePapers CorrosionProtectionLina AlicheNo ratings yet
- PAINTDocument10 pagesPAINTAMALENDU PAULNo ratings yet
- Service Bulletin: WarningDocument11 pagesService Bulletin: Warningninzau100% (1)
- CorrosionDocument12 pagesCorrosiongautamahuja100% (2)
- PLP AU Substations 2014Document150 pagesPLP AU Substations 2014Shuhan Mohammad Ariful HoqueNo ratings yet
- Corrosion Aspects of A Nuclear Power Plant: Chemical LabDocument19 pagesCorrosion Aspects of A Nuclear Power Plant: Chemical LabSourav BasakNo ratings yet
- FL HurricaneDocument477 pagesFL Hurricanemohammed_fathelbabNo ratings yet
- 18CHEL12 - Jyoti Roy Choudhuri Dept. of ChemistryDocument111 pages18CHEL12 - Jyoti Roy Choudhuri Dept. of Chemistryaenthusan693No ratings yet
- CoC Oral Exam Preparation 6-Boiler Operation and WTDocument5 pagesCoC Oral Exam Preparation 6-Boiler Operation and WTThusitha DalpathaduNo ratings yet
- Stainless SteelDocument45 pagesStainless SteelJai Bhandari100% (2)
- Corrosion Studies KitDocument26 pagesCorrosion Studies KitMurphy MofeNo ratings yet