You might also like
- Substantial Completion DocumentDocument1 pageSubstantial Completion Documentapi-324291104No ratings yet
- Api 510 Preparatory ExamDocument13 pagesApi 510 Preparatory Exameldobie3100% (1)
- PT BM 183 DC 00007 PWHT ProcedureDocument7 pagesPT BM 183 DC 00007 PWHT Procedureeldobie3100% (1)
- I.E.M.S.A.: Welding Procedure SpecificationDocument2 pagesI.E.M.S.A.: Welding Procedure Specificationeldobie3No ratings yet
- MD1-0-T-030-05-00073 - ITP For Under Ground Piping PDFDocument8 pagesMD1-0-T-030-05-00073 - ITP For Under Ground Piping PDFTran KhuynhNo ratings yet
- Monthly Progress Report FDRD Aug 11Document11 pagesMonthly Progress Report FDRD Aug 11Dimitri LasoNo ratings yet
- Inspection Requisition / ReportDocument2 pagesInspection Requisition / ReportHanuman RaoNo ratings yet
- COOLING TOWER FAN Erection Quality ChecklistsDocument1 pageCOOLING TOWER FAN Erection Quality ChecklistsBudoy SmithNo ratings yet
- RFI-14, House Connection Survey, Sewer Network (PESSCM - 1-W-1), Block-K, Zone-C (Updated)Document4 pagesRFI-14, House Connection Survey, Sewer Network (PESSCM - 1-W-1), Block-K, Zone-C (Updated)mainur mechanical engineerNo ratings yet
- 08-Request For Installation of Door FramesDocument1 page08-Request For Installation of Door FramesnhelNo ratings yet
- 16-Request For Tiles InstallationDocument1 page16-Request For Tiles InstallationAnthony SerranoNo ratings yet
- Method of Statement Virtual Gas PipelineDocument2 pagesMethod of Statement Virtual Gas PipelineMcLester Love ElinaNo ratings yet
- Sub-Contractor Comments Response Sheet: Ain Tsila DevelopmentDocument23 pagesSub-Contractor Comments Response Sheet: Ain Tsila DevelopmentZaidi0% (1)
- Transmittal C3048-017Document1 pageTransmittal C3048-017Shah ChaiNo ratings yet
- Transmittal Form TemplateDocument1 pageTransmittal Form TemplateMel Asuelo BrusasNo ratings yet
- One-Month Look Ahead ProgrammeDocument2 pagesOne-Month Look Ahead ProgrammeburereyNo ratings yet
- Construction Transmittal Form TemplateDocument2 pagesConstruction Transmittal Form TemplatearthurNo ratings yet
- Daily Report-31 (Su Jinlong)Document3 pagesDaily Report-31 (Su Jinlong)sujinlongNo ratings yet
- Inspection & Test Plan: Project Name: Main Activity: Date: W Witness H Hold Point T Test R RandomDocument1 pageInspection & Test Plan: Project Name: Main Activity: Date: W Witness H Hold Point T Test R RandomKasinadh KarraNo ratings yet
- QA/QC Inspection Checklist: Design Coordinates, Inc. CP No. - Vector ThreeDocument2 pagesQA/QC Inspection Checklist: Design Coordinates, Inc. CP No. - Vector ThreeNon Etabas GadnatamNo ratings yet
- Process For Building PermitDocument4 pagesProcess For Building PermitmarioNo ratings yet
- Testing and CommisioningDocument2 pagesTesting and CommisioningKrishna PatilNo ratings yet
- Planning, Budgeting and Defense of Plan and Budget ProposalDocument11 pagesPlanning, Budgeting and Defense of Plan and Budget ProposalZyreen Kate BCNo ratings yet
- 23.11 - Material I.R LogDocument20 pages23.11 - Material I.R LogsyedAtifNo ratings yet
- Ducting QAP R02 080822Document2 pagesDucting QAP R02 080822Pavul RajNo ratings yet
- Request For Inspection: Fixing of Tower Crane Tie-Ins at ColumnsDocument3 pagesRequest For Inspection: Fixing of Tower Crane Tie-Ins at ColumnsUr FriendNo ratings yet
- Pressure Vessel Inspection ReportDocument34 pagesPressure Vessel Inspection ReportJinlong SuNo ratings yet
- Punch List Report: Client Date Project No. Discipline Location Date of InspectionDocument1 pagePunch List Report: Client Date Project No. Discipline Location Date of InspectionHanuman RaoNo ratings yet
- 5paisa Capital Limited: Account Opening FormDocument12 pages5paisa Capital Limited: Account Opening FormChirag JariaNo ratings yet
- Air Cooled Condensing Unit Checklist: Mr. Aden LiuDocument45 pagesAir Cooled Condensing Unit Checklist: Mr. Aden LiuADEN LIUNo ratings yet
- Development of Tourism Facilities at Khabeki Lake Soon ValleyDocument1 pageDevelopment of Tourism Facilities at Khabeki Lake Soon ValleyEngr.Iqbal BaigNo ratings yet
- Attachment 3 Technical Deviation FormDocument2 pagesAttachment 3 Technical Deviation FormShubhodeep SarkarNo ratings yet
- Sonatrach: Project SpecificationDocument12 pagesSonatrach: Project SpecificationAliZenati100% (1)
- Restaurant Expense Dictionary ReviewDocument8 pagesRestaurant Expense Dictionary ReviewiMetsu eMailNo ratings yet
- Mayor Permit RequirementsDocument2 pagesMayor Permit RequirementsNorman CorreaNo ratings yet
- Payroll Input Forms New-01-ADocument35 pagesPayroll Input Forms New-01-AAmir Aziz100% (1)
- Saudi Aramco Typical Inspection PlanDocument12 pagesSaudi Aramco Typical Inspection Planspravin231No ratings yet
- 2.5.6 - Document List 1 - 00250600BGED95047 - CDFE01 - 12Document10 pages2.5.6 - Document List 1 - 00250600BGED95047 - CDFE01 - 12Mohammed HijaziNo ratings yet
- 13-Request For PaintingDocument1 page13-Request For PaintingEarlyn Cosme DumaguingNo ratings yet
- Comment Response Sheet SVDN CPP M 0002 D01 0003 (r01)Document2 pagesComment Response Sheet SVDN CPP M 0002 D01 0003 (r01)Tuấn Vũ0% (1)
- Inspection Log Book PLMB - 040915Document42 pagesInspection Log Book PLMB - 040915Rahmad DesmanNo ratings yet
- VENDOR CODE REQUISITION - FORM (Revised)Document1 pageVENDOR CODE REQUISITION - FORM (Revised)Biplab dattaNo ratings yet
- 3 Steel Structure Installation CLDocument2 pages3 Steel Structure Installation CLwhah11No ratings yet
- 022 - Leak Test FormDocument1 page022 - Leak Test FormAngela Yumang100% (1)
- 1.0 Objective:: New Modern Technomech Pvt. LTDDocument1 page1.0 Objective:: New Modern Technomech Pvt. LTDmanno200No ratings yet
- REquirements For Registration of Business Permits & LicensesDocument2 pagesREquirements For Registration of Business Permits & Licensesmadelyn sarmientaNo ratings yet
- Engineering, Procurement & Construction For Well Pad 4 & 9 at West Qurna (Phase 2) Contract AreaDocument15 pagesEngineering, Procurement & Construction For Well Pad 4 & 9 at West Qurna (Phase 2) Contract AreaMiguel PerruoloNo ratings yet
- Securities and Exchange Commission:: Business Compliance Guide Stock CorporationDocument5 pagesSecurities and Exchange Commission:: Business Compliance Guide Stock CorporationHannah BarrantesNo ratings yet
- Request For Inspection: Client: Contractor: Contract No. Rfi No. Project: Location: Date: Description of InspectionDocument2 pagesRequest For Inspection: Client: Contractor: Contract No. Rfi No. Project: Location: Date: Description of InspectionAnonymous 4e7GNjzGWNo ratings yet
- Request For Inspection (Rfi) : Project TitleDocument3 pagesRequest For Inspection (Rfi) : Project TitleehteshamNo ratings yet
- Module 02 - BIR RegistrationDocument95 pagesModule 02 - BIR RegistrationKristofer DomagosoNo ratings yet
- 01 33 00 - Submittal ProceduresDocument5 pages01 33 00 - Submittal ProceduresSteve LezamaNo ratings yet
- QUALITY CONTROL PROCEDURE FOR Access Control System InstallationDocument8 pagesQUALITY CONTROL PROCEDURE FOR Access Control System InstallationAbdul JabbarNo ratings yet
- QCF307 Post Weld Heat TreamentDocument1 pageQCF307 Post Weld Heat TreamentminhnnNo ratings yet
- Enhanced WeAccess Enrollment Forms - v2.27.18Document1 pageEnhanced WeAccess Enrollment Forms - v2.27.18mgracebitancur100% (1)
- LQ Form 1 Extension of Time V3 June 2015 PDFDocument1 pageLQ Form 1 Extension of Time V3 June 2015 PDFShowki WaniNo ratings yet
- Research DesignDocument7 pagesResearch DesignjoanyNo ratings yet
- Purchase OrderDocument5 pagesPurchase OrderArun KumarNo ratings yet
- WPS - 006Document13 pagesWPS - 006MAT-LIONNo ratings yet
- DC - Traction Motor 752RS1A-Final Test ReportDocument5 pagesDC - Traction Motor 752RS1A-Final Test ReportGaurav ChaudharyNo ratings yet
- WpsDocument2 pagesWpsnaseema1100% (1)
- WPS - 014Document11 pagesWPS - 014MAT-LIONNo ratings yet
- Method of Statement For Hydro Test ProcedureDocument11 pagesMethod of Statement For Hydro Test Procedureeldobie3100% (1)
- NDE PROCESS CONTROL Rev 1Document15 pagesNDE PROCESS CONTROL Rev 1eldobie3100% (1)
- Introduction and History of Penetrant Inspection: Capillary ActionDocument1 pageIntroduction and History of Penetrant Inspection: Capillary Actioneldobie3No ratings yet
- Ogpd-Lrf-Tr-00336 Tie-In Procedure ApproveDocument2 pagesOgpd-Lrf-Tr-00336 Tie-In Procedure Approveeldobie3No ratings yet
- Pene Trant Removal ProcessDocument3 pagesPene Trant Removal Processeldobie3No ratings yet
- Preparation of PartDocument2 pagesPreparation of Parteldobie3No ratings yet
- Developers: Developer FormsDocument3 pagesDevelopers: Developer Formseldobie3No ratings yet
- Color and Fluorescent BrightnessDocument2 pagesColor and Fluorescent Brightnesseldobie3No ratings yet
- Density or Specific GravityDocument1 pageDensity or Specific Gravityeldobie3No ratings yet
- Dimensional Threshold of FluorescenceDocument2 pagesDimensional Threshold of Fluorescenceeldobie3No ratings yet
- Common Uses of Liquid Pene Trant InspectionDocument2 pagesCommon Uses of Liquid Pene Trant Inspectioneldobie3No ratings yet
- API 510 PC 20 31 Aug05 Final Open AnswerDocument1 pageAPI 510 PC 20 31 Aug05 Final Open Answereldobie3No ratings yet
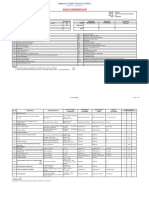
- PT BM 183 DC 00001 Itp BoilerDocument5 pagesPT BM 183 DC 00001 Itp Boilereldobie30% (1)
- PT BM 183 DC 00008 Preheat ProcedureDocument5 pagesPT BM 183 DC 00008 Preheat Procedureeldobie3No ratings yet
- Pt-bm-g00-Dc-00101 Inspection and Test Plan For Piping Fabriction and ErectionDocument5 pagesPt-bm-g00-Dc-00101 Inspection and Test Plan For Piping Fabriction and Erectioneldobie3100% (1)
- I.E.M.S.A.: Welding Procedure SpecificationDocument2 pagesI.E.M.S.A.: Welding Procedure Specificationeldobie3No ratings yet
- Wps 06Document2 pagesWps 06eldobie3No ratings yet
- I.E.M.S.A.: Welding Procedure SpecificationDocument2 pagesI.E.M.S.A.: Welding Procedure Specificationeldobie3No ratings yet