You might also like
- Acero para BarcosDocument39 pagesAcero para BarcosviyfNo ratings yet
- Welding MetallurgyDocument37 pagesWelding Metallurgyhemant1886100% (4)
- Mmaw & GmawDocument54 pagesMmaw & GmawSelvakumaran DhandapaniNo ratings yet
- Welding Technology & Inspection MethodDocument80 pagesWelding Technology & Inspection MethodVivek Satapathy100% (1)
- Effect of Heat Input On Microstructure and Mechanical Properties of The TIG Welded Joints of AISI 304Document10 pagesEffect of Heat Input On Microstructure and Mechanical Properties of The TIG Welded Joints of AISI 304Kaushik SenguptaNo ratings yet
- Acero MadridDocument46 pagesAcero MadridviyfNo ratings yet
- Materials Failure AnalysisDocument53 pagesMaterials Failure Analysisulsan busanNo ratings yet
- To Heat Treatment of Welded Structures and Technical Data: CooperheatDocument11 pagesTo Heat Treatment of Welded Structures and Technical Data: Cooperheatsnipertomb100% (9)
- Basic Principles of Heat TreatmentDocument26 pagesBasic Principles of Heat TreatmentYaser Mohamed AbasNo ratings yet
- Chemistry Paper 1 HL-Nov2017 PDFDocument17 pagesChemistry Paper 1 HL-Nov2017 PDFIrfan zameerNo ratings yet
- Filler Metal Selection Guide Rev (1) - 1 2Document3 pagesFiller Metal Selection Guide Rev (1) - 1 2Bipin SinghNo ratings yet
- Student WorksheetDocument8 pagesStudent WorksheetXazerco LaxNo ratings yet
- SAES-L-108 Selection of ValvesDocument26 pagesSAES-L-108 Selection of ValvesMohammed HilalNo ratings yet
- Lecture 1-Fundamentals of Welding MetallurgyDocument46 pagesLecture 1-Fundamentals of Welding MetallurgyHamiduNo ratings yet
- Welding MetallurgyDocument25 pagesWelding MetallurgyFernandoiNo ratings yet
- WeldOverlayofContinuousDigestersTAPPI2002 PDFDocument32 pagesWeldOverlayofContinuousDigestersTAPPI2002 PDFดิฐคุณ ผดุงมาศ100% (1)
- IEC 60092-352 Choice & Installation of Cables For Low Voltage Power Systems PDFDocument70 pagesIEC 60092-352 Choice & Installation of Cables For Low Voltage Power Systems PDFMohammed HilalNo ratings yet
- Basic MetallurgyDocument55 pagesBasic MetallurgyTina Miller100% (2)
- Highlight HDG Inspection CoursaaaaaaaaaaaaaaaaaDocument44 pagesHighlight HDG Inspection CoursaaaaaaaaaaaaaaaaaAyman Hamed MalahNo ratings yet
- Form of Corrosion Illustration Form of Corrosion IllustrationDocument2 pagesForm of Corrosion Illustration Form of Corrosion IllustrationkhalesnabilNo ratings yet
- M02 Polyethylene Coating Rev6Document31 pagesM02 Polyethylene Coating Rev6Mohammed Hilal100% (1)
- Welding Super Duplex SSDocument11 pagesWelding Super Duplex SSmuarabadak100% (1)
- Distortion Control MethodsDocument36 pagesDistortion Control Methodsbmkramesh100% (4)
- How To Weld S Duplex SsDocument47 pagesHow To Weld S Duplex Sszebra9368No ratings yet
- Types of CrackingDocument26 pagesTypes of CrackingAnonymous c3eiDyWNo ratings yet
- TALAT Lecture 3207: Solidification Defects in CastingsDocument29 pagesTALAT Lecture 3207: Solidification Defects in CastingsCORE Materials100% (1)
- Duplex & Super Duplex InformationDocument7 pagesDuplex & Super Duplex InformationrajeshNo ratings yet
- Welding Solutions For Oil & Gas Downstream (EN)Document32 pagesWelding Solutions For Oil & Gas Downstream (EN)Kara WhiteNo ratings yet
- Introduction To Ss Welding & Tig Weld: Er.A.Baranibas. Be., M.SC., DisDocument41 pagesIntroduction To Ss Welding & Tig Weld: Er.A.Baranibas. Be., M.SC., DisaravindanNo ratings yet
- Corrosion of Stainless SteelDocument16 pagesCorrosion of Stainless SteelDanie-Els100% (1)
- Alloy Steels: Dr. Indika de SilvaDocument25 pagesAlloy Steels: Dr. Indika de SilvaChandima K PriyamalNo ratings yet
- 2005 Stainless SteelsDocument76 pages2005 Stainless SteelsAnonymous 98vSKYTaDgNo ratings yet
- Welding Defects and AcceptanceDocument76 pagesWelding Defects and Acceptancearavindan100% (1)
- SS316 Corrosion RateDocument13 pagesSS316 Corrosion Ratenarayana reddy100% (1)
- Stainless Steel: by Nikhil Asok 1 Year PGDocument27 pagesStainless Steel: by Nikhil Asok 1 Year PGNikhilAsokNo ratings yet
- Stainless Steel Welding by Weld RealityDocument50 pagesStainless Steel Welding by Weld RealitylightwinterdayNo ratings yet
- Peak Temperature, Calculation of HAZ, Cooling Rate in WeldingDocument15 pagesPeak Temperature, Calculation of HAZ, Cooling Rate in WeldingLakshmi Kruthiga0% (1)
- Steel FachaDocument59 pagesSteel FachaviyfNo ratings yet
- Segregation and Banding in Carbon and Alloy SteelDocument2 pagesSegregation and Banding in Carbon and Alloy Steelmp87_ing100% (3)
- Welding of Copper and Its AlloysDocument30 pagesWelding of Copper and Its Alloysaj87_goswami100% (2)
- Heat Treatment DefectsDocument13 pagesHeat Treatment DefectsAbu HurairaNo ratings yet
- Arc Welding Arc Welding Electrode Electrode: CCCCC CCCCCDocument36 pagesArc Welding Arc Welding Electrode Electrode: CCCCC CCCCCSantanu SarmahNo ratings yet
- BS En-50081-1 PDFDocument15 pagesBS En-50081-1 PDFMohammed HilalNo ratings yet
- Steel Heat Treatment Handbook Chapter 12Document46 pagesSteel Heat Treatment Handbook Chapter 12Syed Shoaib Raza100% (1)
- Comparison of Steel Standards - VoestalpineDocument14 pagesComparison of Steel Standards - VoestalpineAnonymous 6aGAvbN100% (1)
- Tube To Tube Sheet Mock UpDocument5 pagesTube To Tube Sheet Mock UpKushalNo ratings yet
- Handbook MetrodeDocument371 pagesHandbook Metrodejf2587No ratings yet
- Aluminium Alloys: Weldability of Materials Job Knowledge 21Document3 pagesAluminium Alloys: Weldability of Materials Job Knowledge 21kevin herryNo ratings yet
- Chapter 4 Heat Treatment of SteelDocument29 pagesChapter 4 Heat Treatment of SteelDa Champ Cena100% (2)
- 21 Weldability of SteelsDocument40 pages21 Weldability of Steelssaeidian100% (2)
- QC10-H-049 M09 Steel Tanks-Rev6 PDFDocument14 pagesQC10-H-049 M09 Steel Tanks-Rev6 PDFMohammed HilalNo ratings yet
- QC10-H-049 M09 Steel Tanks-Rev6 PDFDocument14 pagesQC10-H-049 M09 Steel Tanks-Rev6 PDFMohammed HilalNo ratings yet
- Basic Points of P91Document4 pagesBasic Points of P91Asad Bin Ala Qatari100% (1)
- ASTM Welding Tips A410 To A643Document20 pagesASTM Welding Tips A410 To A643MARIO HUAMANNo ratings yet
- 03 - Iron - Iron CarbideDocument35 pages03 - Iron - Iron CarbidebotobotoakbarNo ratings yet
- Casting Material CA15BASD PDFDocument4 pagesCasting Material CA15BASD PDFAditya GuptaNo ratings yet
- Heat Treatment ProcessDocument4 pagesHeat Treatment ProcessSuhaib AshrafNo ratings yet
- Ni Resist and Ductile Ni Resist Alloys 11018Document40 pagesNi Resist and Ductile Ni Resist Alloys 11018Prasad Aher100% (1)
- Presses & Press Work 2Document27 pagesPresses & Press Work 2Sahil ShethNo ratings yet
- WeldingDocument84 pagesWeldingJigar DodiaNo ratings yet
- Met 02 Structure of WeldsDocument45 pagesMet 02 Structure of Weldsdayalram100% (1)
- Guidelines For Specification, Welding and Inspection of Stainless Alloy PipingDocument19 pagesGuidelines For Specification, Welding and Inspection of Stainless Alloy Pipingafr5364No ratings yet
- Welding of Austenitic Stainless Steel - Job Knowledge 103Document2 pagesWelding of Austenitic Stainless Steel - Job Knowledge 103chowhkNo ratings yet
- Acerto Steel 2Document51 pagesAcerto Steel 2viyfNo ratings yet
- Stainless Steel OverviewDocument69 pagesStainless Steel OverviewApriza AmirNo ratings yet
- Name: K.Jothi Karthick Dept.: Welding Metallugy REG NO: 1763009Document30 pagesName: K.Jothi Karthick Dept.: Welding Metallugy REG NO: 1763009naseema shaikNo ratings yet
- Alloying Elements and Alloys (1) - 17471991 - 2023 - 05 - 31 - 18 - 57Document27 pagesAlloying Elements and Alloys (1) - 17471991 - 2023 - 05 - 31 - 18 - 57Anoop AnuNo ratings yet
- A255-10 (2014) Standard Test Methods For Determining Hardenability of SteelDocument26 pagesA255-10 (2014) Standard Test Methods For Determining Hardenability of SteelMohammed HilalNo ratings yet
- 116 enDocument1 page116 enYou Wei WongNo ratings yet
- Is 1079 98Document12 pagesIs 1079 98Rakesh SrivastavaNo ratings yet
- Aero Metal Alliance Aluminium Alloy QQ A 2504 0 Sheet 196Document2 pagesAero Metal Alliance Aluminium Alloy QQ A 2504 0 Sheet 196jayalakshmivinothNo ratings yet
- COMPLETE WORK MUBENE & ADNAN (Repaired)Document202 pagesCOMPLETE WORK MUBENE & ADNAN (Repaired)Syed Idrees Hashmi100% (1)
- Activity Periodic TableDocument2 pagesActivity Periodic TableNitRbeNo ratings yet
- Structural Steel ShapesDocument2 pagesStructural Steel ShapesMaritza EstefesNo ratings yet
- ACS 2001 Local PDFDocument9 pagesACS 2001 Local PDFleo leoriNo ratings yet
- Chem - Chemical InteractionDocument20 pagesChem - Chemical Interaction현성JacobNo ratings yet
- Inorganic ChemistryDocument5 pagesInorganic ChemistryKatherine AlvarezNo ratings yet
- Answer Key Gram Mole Conversions WsDocument2 pagesAnswer Key Gram Mole Conversions WsRickie JangNo ratings yet
- The Primary Salt: W. in The Reaction Hydrogen Peroxide and Iodide IonsDocument8 pagesThe Primary Salt: W. in The Reaction Hydrogen Peroxide and Iodide Ionssilvership2291No ratings yet
- A2 Chemistry: Worksheet 7Document4 pagesA2 Chemistry: Worksheet 7Manohar GarimellaNo ratings yet
- 10 1016@j Desal 2012 07 011Document7 pages10 1016@j Desal 2012 07 011Chemical Ferdi IzzecsonNo ratings yet
- Revision Question Bank Class 9 PT III 2023-2024Document3 pagesRevision Question Bank Class 9 PT III 2023-2024Aaratrika DasNo ratings yet
- ALS Aqua Regia To 4 Acid Technical NoteDocument2 pagesALS Aqua Regia To 4 Acid Technical NotecalebNo ratings yet
- Of Zinc From Wastewater Treatment Sludge: Resources and Conservation, 6 (1981) 203-210Document8 pagesOf Zinc From Wastewater Treatment Sludge: Resources and Conservation, 6 (1981) 203-210Antuanet ToledoNo ratings yet
- Ferric Chloride ProperitiesDocument4 pagesFerric Chloride ProperitiesShaaban NoamanNo ratings yet
- Van Der Waal's Constants For Real Gases: Molecular Formula NameDocument14 pagesVan Der Waal's Constants For Real Gases: Molecular Formula NameDragan PavlovicNo ratings yet
- Sodium BicarbonateDocument1 pageSodium BicarbonateBMohdIshaq100% (1)
- Standard Enthalpy of FormationDocument5 pagesStandard Enthalpy of FormationNarablues IndonesiaNo ratings yet
- Bohr Diagrams and IonsDocument2 pagesBohr Diagrams and Ionsapi-310503032No ratings yet
- 6 CH 19 Nuclear ChemistryDocument35 pages6 CH 19 Nuclear ChemistryFatin IziantiNo ratings yet
- Quick Revision Notes Class 12 Chemistry Term 1 1Document14 pagesQuick Revision Notes Class 12 Chemistry Term 1 1Addy AdityaNo ratings yet
- Chemistry The Science in Context Volume I and II 5th Edition Gilbert Test BankDocument31 pagesChemistry The Science in Context Volume I and II 5th Edition Gilbert Test BankBrettStoutxcqdi100% (21)
- PeriodictablewebquestDocument7 pagesPeriodictablewebquestMiracle BellNo ratings yet
- Product Information Flyer: CIMTECH® 495-OIDocument2 pagesProduct Information Flyer: CIMTECH® 495-OIsobheysaidNo ratings yet
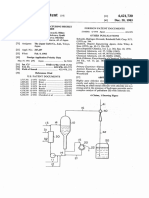
- United States Patent (191: Yamamoto, Shibukawa SyukiDocument6 pagesUnited States Patent (191: Yamamoto, Shibukawa SyukiUntung SetiawanNo ratings yet
- Chapter 16: Chemical ReactionDocument19 pagesChapter 16: Chemical ReactionNick Andrew Dequilla NiervaNo ratings yet