You might also like
- Process Flow Diagram - Nitric AcidDocument1 pageProcess Flow Diagram - Nitric AcidAsma NasserNo ratings yet
- Urea - Kirk Othmer PDFDocument15 pagesUrea - Kirk Othmer PDFusman_hafeez86No ratings yet
- Olmi Urea Stripper & Carbamate Condenser LeafletDocument6 pagesOlmi Urea Stripper & Carbamate Condenser LeafletHamzaNoumanNo ratings yet
- Advanced Gas-Heated Reformer: P. W. FarneilDocument9 pagesAdvanced Gas-Heated Reformer: P. W. FarneilAlfonso BlancoNo ratings yet
- Urea UllmannsDocument40 pagesUrea UllmannsGeorge Van Bommel100% (3)
- CASALE-GROUP Melamine HP TechnologyDocument5 pagesCASALE-GROUP Melamine HP TechnologyRudy Mamani CuellarNo ratings yet
- Process Flow Diagram of Ammonia ProductionDocument1 pageProcess Flow Diagram of Ammonia ProductionfebriNo ratings yet
- BY Prem Baboo Sr. Manager (Prod) National Fertilizers LTD, Vijaipur, IndiaDocument74 pagesBY Prem Baboo Sr. Manager (Prod) National Fertilizers LTD, Vijaipur, IndiaAlbertoNo ratings yet
- Unit 3 Chemical Process Technology II Lesson 1 Nitrogen Industries (M)Document22 pagesUnit 3 Chemical Process Technology II Lesson 1 Nitrogen Industries (M)Green JeskNo ratings yet
- AmmoniaDocument46 pagesAmmoniabac_nobita7657No ratings yet
- Ammonia The Next StepDocument11 pagesAmmonia The Next StepmuralleroNo ratings yet
- Urea Project Report 1 PDFDocument9 pagesUrea Project Report 1 PDFVirendra RathvaNo ratings yet
- Rashtriya Chemicals and Fertilizers Limited Mini Ratna CompanyDocument20 pagesRashtriya Chemicals and Fertilizers Limited Mini Ratna CompanyRana KeyurNo ratings yet
- Report On Urea Production and Process AnalysisDocument102 pagesReport On Urea Production and Process AnalysisSameer SaxenaNo ratings yet
- Reactor Kinetics of Urea Formation: November 2015Document21 pagesReactor Kinetics of Urea Formation: November 2015Javiera MellaNo ratings yet
- 2000 Development of The ACES 21 ProcessDocument17 pages2000 Development of The ACES 21 ProcessTTaddictNo ratings yet
- 4.04.06 Liquid Ammonia Ammonium Hydroxide Production ProcessDocument2 pages4.04.06 Liquid Ammonia Ammonium Hydroxide Production ProcessyoggalamarNo ratings yet
- Control of Evaporator in The Production of UreaDocument15 pagesControl of Evaporator in The Production of Ureatariq fareedNo ratings yet
- KSFL ReportDocument56 pagesKSFL ReportAbhishek KumarNo ratings yet
- Urea Toyo ACES21 - BrochureDocument8 pagesUrea Toyo ACES21 - BrochureSanti SevenfoldNo ratings yet
- NH3 Syn FlowsheetDocument56 pagesNH3 Syn Flowsheetpepepopooo100% (1)
- Urea ProjectDocument31 pagesUrea Projectaman singhNo ratings yet
- Ammonia and Urea Production PDFDocument10 pagesAmmonia and Urea Production PDFئارام ناصح محمد حسێنNo ratings yet
- Flexible Low - Cost SSP TechnologyDocument17 pagesFlexible Low - Cost SSP TechnologyQuadrant727No ratings yet
- Nirbhay Urea Final PDFDocument99 pagesNirbhay Urea Final PDFHimanshu vikram100% (1)
- Plant Layout PDFDocument19 pagesPlant Layout PDFazzatul amiraNo ratings yet
- Urea PDFDocument11 pagesUrea PDFSteve WanNo ratings yet
- Final ReportDocument46 pagesFinal ReportVarun Gupta100% (1)
- 2007 The TOYO Urea Granulation TechnologyDocument14 pages2007 The TOYO Urea Granulation Technologyaaa206No ratings yet
- CASE STUDY On Phosphoric Acid Plant ProcessDocument3 pagesCASE STUDY On Phosphoric Acid Plant ProcessIsrael NarvastaNo ratings yet
- Ammonia TechnologyDocument7 pagesAmmonia TechnologyAbhiyan Anala ArvindNo ratings yet
- Urea ProjectDocument17 pagesUrea ProjectAbdo Shaaban100% (2)
- CDR UnitDocument17 pagesCDR UnitsatishchemengNo ratings yet
- NFL On Ammonia 1Document19 pagesNFL On Ammonia 1Shub SamNo ratings yet
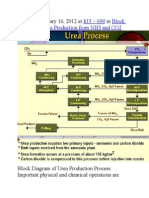
- Published January 16, 2012 at In: 813 × 699 Block Diagram of Urea Production From NH3 and CO2Document9 pagesPublished January 16, 2012 at In: 813 × 699 Block Diagram of Urea Production From NH3 and CO2himanshuchawla654No ratings yet
- Natural Gas As Feedstock For Fertilizer: A Thesis Submitted in Partial Fulfillment of The Requirements For The Degree ofDocument65 pagesNatural Gas As Feedstock For Fertilizer: A Thesis Submitted in Partial Fulfillment of The Requirements For The Degree oframachandran_chemNo ratings yet
- Steamreforming Typesofreformerdesign 130924133238 Phpapp02Document59 pagesSteamreforming Typesofreformerdesign 130924133238 Phpapp02Mary Scott100% (1)
- Final ProjectDocument80 pagesFinal ProjectLASSANANo ratings yet
- Comparative Evaluation of Cryogenic Air SeparationDocument21 pagesComparative Evaluation of Cryogenic Air SeparationmuratNo ratings yet
- Comparision of AZF Jacobs TechnologyDocument23 pagesComparision of AZF Jacobs Technologyসাইদুর রহমানNo ratings yet
- "The Comparison of Stamicarbon and Saipem Urea Technology": October 2016Document11 pages"The Comparison of Stamicarbon and Saipem Urea Technology": October 2016Alfonso BlancoNo ratings yet
- Brief Description of Urea ProcessDocument7 pagesBrief Description of Urea ProcessGaurav Mishra100% (1)
- UreaDocument40 pagesUreaBrigette Pavillar100% (1)
- Simulation of Ammonia Production From Synthesis GaDocument12 pagesSimulation of Ammonia Production From Synthesis Gasagar dasguptaNo ratings yet
- Final Project (2) 2Document13 pagesFinal Project (2) 2Roaa SharfNo ratings yet
- 4000 MTPD Ammonia Plant Based On Proven Technology: Joachim Rüther, John Larsen, Dennis Lippmann, Detlev ClaesDocument8 pages4000 MTPD Ammonia Plant Based On Proven Technology: Joachim Rüther, John Larsen, Dennis Lippmann, Detlev Claesvaratharajan g rNo ratings yet
- Ammonia Stripping MethodDocument2 pagesAmmonia Stripping MethodsagbvnNo ratings yet
- Ammonium Sulphate ModifiedDocument13 pagesAmmonium Sulphate ModifiedAkuwh SyaSyaNo ratings yet
- NH3 Process DescriptionDocument8 pagesNH3 Process DescriptionMusa KaleemNo ratings yet
- UreaDocument3 pagesUrea임충규No ratings yet
- Ammonium Sulfate (ZA)Document8 pagesAmmonium Sulfate (ZA)Ulfa Nurul AuliaNo ratings yet
- International Thermodynamic Tables of the Fluid State: Propylene (Propene)From EverandInternational Thermodynamic Tables of the Fluid State: Propylene (Propene)No ratings yet
- Advanced Distillation Technologies: Design, Control and ApplicationsFrom EverandAdvanced Distillation Technologies: Design, Control and ApplicationsNo ratings yet
- TechDocument8 pagesTechNagendra KumarNo ratings yet
- Ammonia Urea ProductionDocument10 pagesAmmonia Urea ProductionSameer PanditaNo ratings yet
- UreaDocument18 pagesUreaDian Anggraini PurbaNo ratings yet
- Cothu 123Document34 pagesCothu 123nguyenvietphuoc22No ratings yet
- Ammonia and Urea Production.Document10 pagesAmmonia and Urea Production.180190105084rabadiyahenilNo ratings yet
- Urea Manufacturing Process: BY Ashvani Shukla C&I RelianceDocument18 pagesUrea Manufacturing Process: BY Ashvani Shukla C&I RelianceAdam RizkyNo ratings yet
- Ammonia Production From Natural GasDocument3 pagesAmmonia Production From Natural GasnakeyahxoNo ratings yet