You might also like
- 16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsFrom Everand16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsRating: 4 out of 5 stars4/5 (1)
- A500/a500m - 09Document5 pagesA500/a500m - 09Jeff GallandNo ratings yet
- ASTM B-280, Seamless Copper Tube For Air Conditioning and Ref Rig RationDocument9 pagesASTM B-280, Seamless Copper Tube For Air Conditioning and Ref Rig RationSandm MhNo ratings yet
- All-in-One Manual of Industrial Piping Practice and MaintenanceFrom EverandAll-in-One Manual of Industrial Piping Practice and MaintenanceRating: 5 out of 5 stars5/5 (1)
- Asme B16.22Document26 pagesAsme B16.22Tien Pham100% (2)
- Seamless Red Brass Pipe, Standard SizesDocument7 pagesSeamless Red Brass Pipe, Standard SizesTien PhamNo ratings yet
- Astm B42-2002Document7 pagesAstm B42-2002Sagar KadamNo ratings yet
- Specification For Seamless Red Brass Pipe, Standard SizesDocument8 pagesSpecification For Seamless Red Brass Pipe, Standard SizesVCNo ratings yet
- B43 PDFDocument7 pagesB43 PDFGissel TelloNo ratings yet
- Cold-Formed Welded and Seamless High-Strength, Low-Alloy Structural Tubing With Improved Atmospheric Corrosion ResistanceDocument5 pagesCold-Formed Welded and Seamless High-Strength, Low-Alloy Structural Tubing With Improved Atmospheric Corrosion ResistanceJosé Ramón GutierrezNo ratings yet
- A 972 - A 972M - 00 Qtk3mi9botcytqDocument4 pagesA 972 - A 972M - 00 Qtk3mi9botcytqfekihassanNo ratings yet
- Steel Tubes, Carbon and Carbon Manganese, Fusion Welded, For Boiler, Superheater, Heat Exchanger and Condenser ApplicationsDocument3 pagesSteel Tubes, Carbon and Carbon Manganese, Fusion Welded, For Boiler, Superheater, Heat Exchanger and Condenser ApplicationsCharlie ChongNo ratings yet
- Astm A874Document3 pagesAstm A874DendeNo ratings yet
- A 861 - 04 QTG2MQ - PDFDocument28 pagesA 861 - 04 QTG2MQ - PDFMung Duong Xuan100% (1)
- A 822 - 90 r00 Qtgymi9bodiytqDocument3 pagesA 822 - 90 r00 Qtgymi9bodiytqsachinguptachdNo ratings yet
- Seamless Cold-Drawn Carbon Steel Tubing For Hydraulic System ServiceDocument3 pagesSeamless Cold-Drawn Carbon Steel Tubing For Hydraulic System ServicePierre RamirezNo ratings yet
- A 861 - 02 QTG2MS0WMG - PDFDocument28 pagesA 861 - 02 QTG2MS0WMG - PDFMung Duong XuanNo ratings yet
- A 872 - 91 R02 Qtg3mi05mviwmgDocument3 pagesA 872 - 91 R02 Qtg3mi05mviwmgsachinguptachdNo ratings yet
- A847Document5 pagesA847Sallemi GuafrachNo ratings yet
- C426Document5 pagesC426Diyar N HasanNo ratings yet
- Astm b280 1997 PDFDocument10 pagesAstm b280 1997 PDFvaradha184100% (1)
- Astm A184Document3 pagesAstm A184racingspirit800% (1)
- Electric-Resistance-Welded Carbon Steel Heat-Exchanger and Condenser TubesDocument2 pagesElectric-Resistance-Welded Carbon Steel Heat-Exchanger and Condenser TubesSulchan Purnama SaputraNo ratings yet
- Astm B88Document7 pagesAstm B88caop217No ratings yet
- Seamless Red Brass Pipe, Standard SizesDocument7 pagesSeamless Red Brass Pipe, Standard SizesAadhya engineering ServicesNo ratings yet
- Pipe, Steel, Electric-Fusion (Arc) - Welded (Sizes NPS 16 and Over)Document4 pagesPipe, Steel, Electric-Fusion (Arc) - Welded (Sizes NPS 16 and Over)Sriniramu SriniramuNo ratings yet
- Chromium-Vanadium Alloy Steel Valve Spring Quality Wire: Standard Specification ForDocument4 pagesChromium-Vanadium Alloy Steel Valve Spring Quality Wire: Standard Specification Forquiensabe0077No ratings yet
- Astm B705Document4 pagesAstm B705Maram NasraweenNo ratings yet
- Astm B75M.11Document8 pagesAstm B75M.11Tiago SucupiraNo ratings yet
- B88-14 Standard Specification For Seamless Copper Water TubeDocument7 pagesB88-14 Standard Specification For Seamless Copper Water TubeislamakthamNo ratings yet
- Determining Dimensions of Thermoplastic Pipe and Fittings: Standard Test Method ForDocument5 pagesDetermining Dimensions of Thermoplastic Pipe and Fittings: Standard Test Method ForhashemNo ratings yet
- A660Document4 pagesA660cristina20042000No ratings yet
- Linear Drying Shrinkage of Concrete Masonry Units: Standard Test Method ForDocument6 pagesLinear Drying Shrinkage of Concrete Masonry Units: Standard Test Method ForSalim ChahidNo ratings yet
- Astm A-192Document2 pagesAstm A-192LoriGalbanusNo ratings yet
- Steel Joint Bars, Low, Medium, and High Carbon (Non-Heat-Treated)Document3 pagesSteel Joint Bars, Low, Medium, and High Carbon (Non-Heat-Treated)mulong83No ratings yet
- Astm A502 1976Document6 pagesAstm A502 1976dharlanuctcomNo ratings yet
- ASTM A 252 98 Standard Specification For Welded and Seamless Steel Pipe Piles PDFDocument7 pagesASTM A 252 98 Standard Specification For Welded and Seamless Steel Pipe Piles PDFberangketr100% (1)
- 5504Document10 pages5504hhr2412No ratings yet
- A 74 - 03 Qtc0lvjfraDocument5 pagesA 74 - 03 Qtc0lvjfraMarko's Brazon'No ratings yet
- A 861 - 02 Qtg2ms1sruq - PDFDocument43 pagesA 861 - 02 Qtg2ms1sruq - PDFMung Duong XuanNo ratings yet
- C426 Contraccion Bloques 2010Document6 pagesC426 Contraccion Bloques 2010Javier MendezNo ratings yet
- Section 1 General Requirements: 1.1 ScopeDocument5 pagesSection 1 General Requirements: 1.1 ScopethanghanvicoNo ratings yet
- Astm A49Document3 pagesAstm A49Johnny WalkerNo ratings yet
- Steel Joint Bars, Low, Medium, and High Carbon (Non-Heat-Treated)Document3 pagesSteel Joint Bars, Low, Medium, and High Carbon (Non-Heat-Treated)Ajesh Kumar MuraleedharanNo ratings yet
- G10 PDFDocument3 pagesG10 PDFSameer Sa100% (1)
- Seamless Carbon Steel Boiler Tubes For High-Pressure ServiceDocument2 pagesSeamless Carbon Steel Boiler Tubes For High-Pressure ServiceChandra ClarkNo ratings yet
- Shielded Transition Couplings For Use With Dissimilar DWV Pipe and Fittings Above GroundDocument4 pagesShielded Transition Couplings For Use With Dissimilar DWV Pipe and Fittings Above GroundPaulo GalvãoNo ratings yet
- Astm b68 1995Document12 pagesAstm b68 1995leonardoportocNo ratings yet
- Astm B393-09Document6 pagesAstm B393-09Srinivasan KrishnamoorthyNo ratings yet
- A660Document4 pagesA660Amreusit SaschimbnumeleNo ratings yet
- Steel Tubes, Carbon and Carbon Manganese, Fusion Welded, For Boiler, Superheater, Heat Exchanger and Condenser ApplicationsDocument3 pagesSteel Tubes, Carbon and Carbon Manganese, Fusion Welded, For Boiler, Superheater, Heat Exchanger and Condenser ApplicationshamidharvardNo ratings yet
- B 565 - 04 - Qju2nqDocument3 pagesB 565 - 04 - Qju2nqmalika_00No ratings yet
- Astm A254Document4 pagesAstm A254dai.nh100% (2)
- Astm B517-09Document3 pagesAstm B517-09Srinivasan KrishnamoorthyNo ratings yet
- A 954 - 96 QTK1NC05NGDocument4 pagesA 954 - 96 QTK1NC05NGsachinguptachdNo ratings yet
- A252Document7 pagesA252Luz DuarteNo ratings yet
- B729Document3 pagesB729LambertWayneNo ratings yet
- Astm A214 1996Document4 pagesAstm A214 1996Hernan RodriguezNo ratings yet
- Corrosion Testing for Metal Finishing: Institute of Metal FinishingFrom EverandCorrosion Testing for Metal Finishing: Institute of Metal FinishingNo ratings yet
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
- Non-Destructive Evaluation of Corrosion and Corrosion-assisted CrackingFrom EverandNon-Destructive Evaluation of Corrosion and Corrosion-assisted CrackingRaman SinghNo ratings yet
- Product Specification:: Kitchen SinksDocument1 pageProduct Specification:: Kitchen SinksTien PhamNo ratings yet
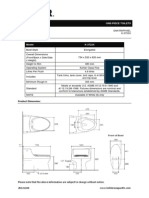
- Product Specification:: One-Piece ToiletsDocument1 pageProduct Specification:: One-Piece ToiletsTien PhamNo ratings yet
- Before You Begin Before You Begin: LisonDocument2 pagesBefore You Begin Before You Begin: LisonTien PhamNo ratings yet
- Before You Begin Before You Begin: SinguliarDocument5 pagesBefore You Begin Before You Begin: SinguliarTien PhamNo ratings yet
- Seamless Red Brass Pipe, Standard SizesDocument7 pagesSeamless Red Brass Pipe, Standard SizesTien PhamNo ratings yet
- Thermal Insulation Materials Made of Rigid Polyurethane Foam (PURDocument33 pagesThermal Insulation Materials Made of Rigid Polyurethane Foam (PURvtintin2006No ratings yet
- 2011 06 13-DI-PER8-Acoustic Insulation Catalogue-Rev 01Document12 pages2011 06 13-DI-PER8-Acoustic Insulation Catalogue-Rev 01Tien PhamNo ratings yet