You might also like
- Net Positive Suction Head for Rotodynamic Pumps: A Reference GuideFrom EverandNet Positive Suction Head for Rotodynamic Pumps: A Reference GuideRating: 5 out of 5 stars5/5 (1)
- How To Quickly Calculate A Centrifugal Pump's Total Dynamic HeadDocument2 pagesHow To Quickly Calculate A Centrifugal Pump's Total Dynamic HeadFawm100% (1)
- Stan Shiels on centrifugal pumps: Collected articles from 'World Pumps' magazineFrom EverandStan Shiels on centrifugal pumps: Collected articles from 'World Pumps' magazineRating: 5 out of 5 stars5/5 (1)
- Presentation On Various Pump & Dicharge Side ControlDocument79 pagesPresentation On Various Pump & Dicharge Side ControlArunkumarNo ratings yet
- How To Select A Pump-By Majid HamedyniaDocument72 pagesHow To Select A Pump-By Majid Hamedyniamajid100% (2)
- Pump System Analysis and Centrifugal Pump SizingDocument158 pagesPump System Analysis and Centrifugal Pump Sizingme24370100% (4)
- Centrifugal Pump Sizing, Selection and Design Practices (Hay)Document77 pagesCentrifugal Pump Sizing, Selection and Design Practices (Hay)Scribd_del75% (8)
- Handbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7From EverandHandbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7No ratings yet
- Indupump Process Pump Brochure SmallDocument16 pagesIndupump Process Pump Brochure SmalljasonventNo ratings yet
- Understanding NPSH in Centrifugal PumpsDocument16 pagesUnderstanding NPSH in Centrifugal Pumpssocrates19582405100% (2)
- Step by Step Calculation of NPSHaDocument7 pagesStep by Step Calculation of NPSHaAnonymous serSMsnggNo ratings yet
- DesuperheaterDocument14 pagesDesuperheatervon18100% (1)
- Impeller in Centrifugal PumpDocument12 pagesImpeller in Centrifugal PumpFarah AlzahariNo ratings yet
- NPSH For Metering PumpsDocument7 pagesNPSH For Metering PumpsRahul S. ChandrawarNo ratings yet
- The Affinity Laws of Centrifugal PumpsDocument8 pagesThe Affinity Laws of Centrifugal PumpsArunkumar SubramanianNo ratings yet
- Pump SpecificationDocument1 pagePump SpecificationFrancis FeiNo ratings yet
- Fluid Mechanics PumpsDocument63 pagesFluid Mechanics PumpsKaushik SreenivasNo ratings yet
- Slurry Pump Sizing1Document4 pagesSlurry Pump Sizing1chennaimechNo ratings yet
- Centrifugal Pump Selection ProcessDocument5 pagesCentrifugal Pump Selection Processayechelle AquinoNo ratings yet
- Guidelines For Selection of Strainers August 2006 EditionDocument10 pagesGuidelines For Selection of Strainers August 2006 EditionEver Briceño100% (1)
- 5 - Pump-Pipeline System Analyses DesignDocument25 pages5 - Pump-Pipeline System Analyses DesignEddy BongNo ratings yet
- PumpDocument9 pagesPumpNguyen ChuyenNo ratings yet
- Pump SizingDocument8 pagesPump SizingOng SooShinNo ratings yet
- Centrifugal PumpDocument23 pagesCentrifugal Pumpheri monawir zebuaNo ratings yet
- Sulzer Centrifugal Pumps - Basic OperationDocument26 pagesSulzer Centrifugal Pumps - Basic OperationMarcelo PerettiNo ratings yet
- Compressor SizingDocument84 pagesCompressor Sizingvineet3singhalNo ratings yet
- Cetrifugal Pumps PerformanceDocument36 pagesCetrifugal Pumps PerformanceBrajendra Kumar100% (1)
- PumpDocument25 pagesPump최승원100% (1)
- Pump CalculationsDocument20 pagesPump CalculationsPRATIK P. BHOIR50% (2)
- Understanding Pump Curves #5 - Minimum Flow - Part One - Pump Industry MagazineDocument6 pagesUnderstanding Pump Curves #5 - Minimum Flow - Part One - Pump Industry MagazineAntonio SanchezNo ratings yet
- Positive Displacement PumpsDocument5 pagesPositive Displacement PumpssikuetNo ratings yet
- Chapter (5) Pump System CurveDocument27 pagesChapter (5) Pump System Curvekarioke mohaNo ratings yet
- Compressor SizingDocument84 pagesCompressor Sizingwanto_sudar92% (13)
- Understand The Basics of Centrifugal Pump Operation: Fluids/Solids HandlingDocument5 pagesUnderstand The Basics of Centrifugal Pump Operation: Fluids/Solids HandlingViệt Đặng XuânNo ratings yet
- Cent Pump OperationDocument5 pagesCent Pump OperationTamer Abd ElrasoulNo ratings yet
- Cent Pump OperationDocument5 pagesCent Pump OperationTamer Abd ElrasoulNo ratings yet
- Centrifugal Pump TheoryDocument5 pagesCentrifugal Pump TheoryFungsam LimNo ratings yet
- Process Engineering Manual 005 IIDocument29 pagesProcess Engineering Manual 005 IImuktaanand100% (12)
- Sizing and Specifying Pumps R2Document27 pagesSizing and Specifying Pumps R2royNo ratings yet
- Pump Head CalculationsDocument4 pagesPump Head CalculationsPrabhjot Singh SahiNo ratings yet
- Pumping of LiquidsDocument20 pagesPumping of Liquidsahmedyashar67% (3)
- Selection of PumpsDocument8 pagesSelection of Pumpssmohsinshah9492100% (9)
- Centrifugal Pump - HandbookDocument26 pagesCentrifugal Pump - HandbookPrafull Dhakate100% (2)
- T II P Training Program On Basic Process Engineering PracticesDocument26 pagesT II P Training Program On Basic Process Engineering PracticesAsmita AndaniNo ratings yet
- Positive Displacement PumpsDocument8 pagesPositive Displacement PumpsSantiago Zapata Boada100% (1)
- Fluid Flow Lecture Notes - 10 NewDocument12 pagesFluid Flow Lecture Notes - 10 NewMurong MedinaNo ratings yet
- Transport Phenomena 1Document20 pagesTransport Phenomena 1Kaify PeshmergaNo ratings yet
- Process Engineering Manual 005 IIDocument29 pagesProcess Engineering Manual 005 IIzoeNo ratings yet
- Pumps & NPSH-Avoid ProblemsDocument4 pagesPumps & NPSH-Avoid ProblemsChem.EnggNo ratings yet
- NPSH CalculationDocument19 pagesNPSH CalculationPatilea Daniela100% (1)
- Design Considerations For Hydronic Pump System Design PDFDocument74 pagesDesign Considerations For Hydronic Pump System Design PDFFredie UnabiaNo ratings yet
- Understanding NPSHDocument34 pagesUnderstanding NPSHeliyanto budiartoNo ratings yet
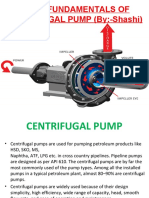
- Basic Fundamentals of CENTRIFUGAL PUMP (By:-Shashi)Document42 pagesBasic Fundamentals of CENTRIFUGAL PUMP (By:-Shashi)RaduIon100% (1)
- Cavitation-Pump-Pipe-Skid CalcDocument56 pagesCavitation-Pump-Pipe-Skid CalcOltun KAYANo ratings yet
- Libro de BombasDocument260 pagesLibro de BombasBoris SalazarNo ratings yet
- Centrifugal Pump Working Principle With DiagramDocument12 pagesCentrifugal Pump Working Principle With Diagramadeel ahmadNo ratings yet
- Sub Category Mini Sub Category: Varroc ListDocument4 pagesSub Category Mini Sub Category: Varroc ListBalwant JoshiNo ratings yet
- Energy Losses in Bends and Fittings Lab ReportDocument7 pagesEnergy Losses in Bends and Fittings Lab ReportHannan AyubNo ratings yet
- Chapter 5 Boundary Layer Flow On A Flat PlateDocument44 pagesChapter 5 Boundary Layer Flow On A Flat Plateazini amizaNo ratings yet
- Advanced Transport PhenomenaDocument1 pageAdvanced Transport PhenomenaIbmWasuserNo ratings yet
- FMM Notes by Vineet Tutorials - 16656911 - 2023 - 05 - 14 - 13 - 44Document39 pagesFMM Notes by Vineet Tutorials - 16656911 - 2023 - 05 - 14 - 13 - 44Mayur LokhandeNo ratings yet
- Delaware Riverkeeper Network ZHB Letter 3.15.17 DRN Comment With AttachmentsDocument24 pagesDelaware Riverkeeper Network ZHB Letter 3.15.17 DRN Comment With AttachmentsthereadingshelfNo ratings yet
- Flow Characteristics of Skimming Flows in Stepped Channels: I. Ohtsu Y. Yasuda and M. TakahashiDocument10 pagesFlow Characteristics of Skimming Flows in Stepped Channels: I. Ohtsu Y. Yasuda and M. Takahashiorlando delgadoNo ratings yet
- Tds - Total Rubia XT 20w-50 - enDocument1 pageTds - Total Rubia XT 20w-50 - ennghiaNo ratings yet
- Diagrama de MoodyDocument1 pageDiagrama de MoodySanti SotoNo ratings yet
- HidrostatikaDocument31 pagesHidrostatikaRozda Izecson DosantosNo ratings yet
- Collapse of Cavitation BubblesDocument348 pagesCollapse of Cavitation BubblesVincent J. CataldiNo ratings yet
- Leader Neo 10W-30 enDocument2 pagesLeader Neo 10W-30 ennitty shiggersNo ratings yet
- RA 9A23303 Fluid Flow in Bio ProcessesDocument1 pageRA 9A23303 Fluid Flow in Bio ProcessessivabharathamurthyNo ratings yet
- Design and CFD Analysis of Horizontal Axis Wind Turbine (HAWT)Document1 pageDesign and CFD Analysis of Horizontal Axis Wind Turbine (HAWT)Christiano ElondoNo ratings yet
- 786 - Well PerformanceDocument30 pages786 - Well PerformanceChaithanya Kumar DanduNo ratings yet
- PME 111 - OBE Curriculum - Reservoir Rock and Fluid PropertiesDocument3 pagesPME 111 - OBE Curriculum - Reservoir Rock and Fluid PropertiesMd. Mizanur RahmanNo ratings yet
- Gas Dynamics Using IsentropicDocument2 pagesGas Dynamics Using IsentropicSahith's GroupNo ratings yet
- Finite Element Analysis of Fluid and Solid Mechanics Problems Using AnsysDocument59 pagesFinite Element Analysis of Fluid and Solid Mechanics Problems Using AnsysRebeca CruzNo ratings yet
- P&idDocument10 pagesP&idraphael damanikNo ratings yet
- Updated Datasheet 2022Document36 pagesUpdated Datasheet 2022Prajapati KrishiNo ratings yet
- CH 9Document69 pagesCH 9Ridhima AroraNo ratings yet
- Study of Hydrodynamics and Upscaling of Immiscible Fluid Stirred Tank Using Computational Fluid Dynamics SimulationDocument19 pagesStudy of Hydrodynamics and Upscaling of Immiscible Fluid Stirred Tank Using Computational Fluid Dynamics Simulationเอกฤกษ์ พุ่มนกNo ratings yet
- Gujarat Technological UniversityDocument2 pagesGujarat Technological Universityr2patelNo ratings yet
- Prop Hull InteractionDocument43 pagesProp Hull Interactionleonardo.mohamedNo ratings yet
- FLUIDSDocument55 pagesFLUIDSMonville RedNo ratings yet
- B. M. Boubnov, G. S. Golitsyn (Auth.) Convection in Rotating Fluids 1995Document235 pagesB. M. Boubnov, G. S. Golitsyn (Auth.) Convection in Rotating Fluids 1995Narendra KumarNo ratings yet
- M XM2Document2 pagesM XM2nghia100% (1)
- Influence of The Number of Blades of Miniature Centrifugal Impeller On Compressor PerformanceDocument6 pagesInfluence of The Number of Blades of Miniature Centrifugal Impeller On Compressor PerformanceSuherman MuktiNo ratings yet
- Apparatus: Wetted Wall ColumnDocument3 pagesApparatus: Wetted Wall ColumnAsim aliNo ratings yet
- Industrial Piping and Equipment Estimating ManualFrom EverandIndustrial Piping and Equipment Estimating ManualRating: 5 out of 5 stars5/5 (7)
- Well Integrity for Workovers and RecompletionsFrom EverandWell Integrity for Workovers and RecompletionsRating: 5 out of 5 stars5/5 (3)
- The Guide to Oilwell Fishing Operations: Tools, Techniques, and Rules of ThumbFrom EverandThe Guide to Oilwell Fishing Operations: Tools, Techniques, and Rules of ThumbRating: 4.5 out of 5 stars4.5/5 (11)
- Oil: An Overview of the Petroleum IndustryFrom EverandOil: An Overview of the Petroleum IndustryRating: 4.5 out of 5 stars4.5/5 (3)
- The Engineer's Guide to Plant Layout and Piping Design for the Oil and Gas IndustriesFrom EverandThe Engineer's Guide to Plant Layout and Piping Design for the Oil and Gas IndustriesRating: 4 out of 5 stars4/5 (16)
- Oil and Gas Artificial Fluid Lifting TechniquesFrom EverandOil and Gas Artificial Fluid Lifting TechniquesRating: 5 out of 5 stars5/5 (1)
- Handbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7From EverandHandbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7No ratings yet
- Pocket Guide to Flanges, Fittings, and Piping DataFrom EverandPocket Guide to Flanges, Fittings, and Piping DataRating: 3.5 out of 5 stars3.5/5 (22)
- Offshore Projects and Engineering ManagementFrom EverandOffshore Projects and Engineering ManagementRating: 5 out of 5 stars5/5 (2)
- Oil & Gas Design Engineering Guide Book: Useful Practices and Equipment & SystemsFrom EverandOil & Gas Design Engineering Guide Book: Useful Practices and Equipment & SystemsNo ratings yet
- Oil and Gas Pipelines and Piping Systems: Design, Construction, Management, and InspectionFrom EverandOil and Gas Pipelines and Piping Systems: Design, Construction, Management, and InspectionRating: 4.5 out of 5 stars4.5/5 (16)
- Deepwater Drilling: Well Planning, Design, Engineering, Operations, and Technology ApplicationFrom EverandDeepwater Drilling: Well Planning, Design, Engineering, Operations, and Technology ApplicationRating: 4.5 out of 5 stars4.5/5 (2)
- Case Studies of Material Corrosion Prevention for Oil and Gas ValvesFrom EverandCase Studies of Material Corrosion Prevention for Oil and Gas ValvesNo ratings yet
- Decommissioning Forecasting and Operating Cost Estimation: Gulf of Mexico Well Trends, Structure Inventory and Forecast ModelsFrom EverandDecommissioning Forecasting and Operating Cost Estimation: Gulf of Mexico Well Trends, Structure Inventory and Forecast ModelsNo ratings yet
- Deepwater Deception: The Truth about the Tragic Blowout & Perversion of American JusticeFrom EverandDeepwater Deception: The Truth about the Tragic Blowout & Perversion of American JusticeNo ratings yet
- Industrial Process Plant Construction Estimating and Man-Hour AnalysisFrom EverandIndustrial Process Plant Construction Estimating and Man-Hour AnalysisRating: 5 out of 5 stars5/5 (1)
- Heat Exchanger Equipment Field Manual: Common Operating Problems and Practical SolutionsFrom EverandHeat Exchanger Equipment Field Manual: Common Operating Problems and Practical SolutionsRating: 4 out of 5 stars4/5 (6)
- Petroleum Production Engineering, A Computer-Assisted ApproachFrom EverandPetroleum Production Engineering, A Computer-Assisted ApproachRating: 4.5 out of 5 stars4.5/5 (11)