You might also like
- Advances in Cement Technology: Critical Reviews and Case Studies on Manufacturing, Quality Control, Optimization and UseFrom EverandAdvances in Cement Technology: Critical Reviews and Case Studies on Manufacturing, Quality Control, Optimization and UseRating: 4.5 out of 5 stars4.5/5 (12)
- Cement Plant Key Performance IndicatorsDocument95 pagesCement Plant Key Performance IndicatorsTamer Fathy100% (3)
- How To Handle Hot SpotDocument6 pagesHow To Handle Hot SpotMustafa Ramadan100% (4)
- LPG Merox UnitDocument5 pagesLPG Merox Unitsem75% (4)
- VDZ 3 5 En-Bypass SystemsDocument22 pagesVDZ 3 5 En-Bypass SystemsAndreea Ștefura100% (3)
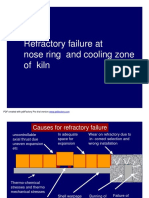
- Nose Ring & Retaining Ring - Cooling & Refractory DesignDocument69 pagesNose Ring & Retaining Ring - Cooling & Refractory Designzementhead100% (3)
- How To Measure False Air PDFDocument3 pagesHow To Measure False Air PDFharyantoaditNo ratings yet
- Kiln Control VariablesDocument50 pagesKiln Control VariablesElder A. Gutiérrez Villacorta100% (2)
- Coal Mill SafetyDocument17 pagesCoal Mill SafetyJoko Dewoto100% (4)
- Air Separators: Introduction To Cement ManufacturingDocument36 pagesAir Separators: Introduction To Cement ManufacturingManpreetSaran100% (1)
- The Effects of Oxygen Enrichment On ClinkerDocument9 pagesThe Effects of Oxygen Enrichment On ClinkerNael100% (1)
- Ball Mill OptimizationDocument82 pagesBall Mill OptimizationRashek_119588% (16)
- Handbook of Crushing PennsylvaniaDocument43 pagesHandbook of Crushing PennsylvaniaAngel Chavez100% (1)
- CAPL Cement GlossaryDocument15 pagesCAPL Cement GlossaryrefeiiNo ratings yet
- Refractory Lining Installation Guide-RHIDocument40 pagesRefractory Lining Installation Guide-RHINael100% (10)
- Rotary Kiln - Refractory Lining InstallationDocument41 pagesRotary Kiln - Refractory Lining InstallationNael94% (16)
- Kiln Emergency YSDocument50 pagesKiln Emergency YSShadi Al Habbal100% (3)
- Rings & Buildups Formation in Cement KilnDocument13 pagesRings & Buildups Formation in Cement KilnNael93% (14)
- The KilnDocument43 pagesThe Kilnraja ghoshNo ratings yet
- Kiln QuestionsDocument234 pagesKiln Questionsbasavaraju535100% (2)
- Clinker Cooler SystemDocument69 pagesClinker Cooler SystemzementheadNo ratings yet
- KILN TechnicalDocument37 pagesKILN TechnicalVisnu SankarNo ratings yet
- Mod 9-Clinker CoolersDocument492 pagesMod 9-Clinker Coolerslovjnx100% (6)
- Process Optimization-Pyrosection Hand BookDocument195 pagesProcess Optimization-Pyrosection Hand Bookramsumiran vishwakarma100% (2)
- Flow MeasurementsDocument19 pagesFlow MeasurementsHazem DiabNo ratings yet
- Coating, Rings and BallsDocument8 pagesCoating, Rings and BallsHazem Diab100% (1)
- Mechanism of Clinker Coating Formation & FlameDocument39 pagesMechanism of Clinker Coating Formation & FlameNael93% (15)
- Clinker Kiln TheoryDocument37 pagesClinker Kiln TheoryMehmet C100% (1)
- 2012 Ring Formation in Rotary KilnsDocument30 pages2012 Ring Formation in Rotary Kilnsjmpbarros100% (1)
- What Kiln Operator Should Do in Emergency SituationDocument12 pagesWhat Kiln Operator Should Do in Emergency SituationLe HoangNo ratings yet
- Impact of ALKALY, SULPHURE and CHLORINE in Kiln Operation and Clinker Quality ?Document11 pagesImpact of ALKALY, SULPHURE and CHLORINE in Kiln Operation and Clinker Quality ?awadallaNo ratings yet
- Kiln ChemistryDocument29 pagesKiln Chemistrykonstantina13986% (7)
- 4.0 Air Separators 4.1Document31 pages4.0 Air Separators 4.1Dilnesa Ejigu100% (1)
- How To Measure False AirDocument3 pagesHow To Measure False AirTamer Fathy100% (3)
- KilnLine OperationDocument32 pagesKilnLine Operationbreakthrough198889% (9)
- Process Train Ball MillDocument28 pagesProcess Train Ball MillvvijaybhanNo ratings yet
- Kiln LiningDocument39 pagesKiln LiningMUNNALURU UMAKANTHA RAO100% (1)
- Pyro ProcessingDocument29 pagesPyro ProcessingMKPashaPasha100% (2)
- Duoflex Burner CoalDocument30 pagesDuoflex Burner CoalChay Nag100% (5)
- What To Do When A Kiln Tire Stops MigratingDocument16 pagesWhat To Do When A Kiln Tire Stops MigratingVisnu Sankar100% (3)
- Phillips Kiln Tires ServicesDocument53 pagesPhillips Kiln Tires ServicesNael100% (14)
- Kiln Coating ReasonsDocument4 pagesKiln Coating ReasonsYousra UsmNo ratings yet
- Kiln MigrationDocument3 pagesKiln Migrationfaheemqc100% (2)
- Kiln Feed Mix CalculationsDocument2 pagesKiln Feed Mix CalculationsElwathig Bakhiet100% (3)
- Repair and Maintenance: CoolerDocument61 pagesRepair and Maintenance: CoolerYhaneNo ratings yet
- Kiln Golden RulesDocument19 pagesKiln Golden RulesWisnu Indriyanto50% (2)
- Flame For Cement Kilns KP Pradeep KumarDocument62 pagesFlame For Cement Kilns KP Pradeep KumarHuyentrang Nguyen100% (1)
- Kiln Migration and Its Effect On Brick LiningDocument3 pagesKiln Migration and Its Effect On Brick LiningJunaid Mazhar100% (2)
- Classifiers and SeparatorsDocument22 pagesClassifiers and SeparatorsFănică StrutzNo ratings yet
- Hot Kiln SurveyDocument2 pagesHot Kiln SurveyHenok Moges KassahunNo ratings yet
- Precalciners: Cement Manufacturing Course 2003Document29 pagesPrecalciners: Cement Manufacturing Course 2003Salud Y Sucesos100% (1)
- Thermal Energy Efficiency in Cement IndustryDocument105 pagesThermal Energy Efficiency in Cement IndustryHoang Nguyen100% (6)
- Cement Rotary Kiln: Questions & AnswersDocument37 pagesCement Rotary Kiln: Questions & AnswersMKPashaPashaNo ratings yet
- Some Questions and Answers of CEMENT Rotary KilnDocument4 pagesSome Questions and Answers of CEMENT Rotary KilnSalud Y SucesosNo ratings yet
- Fine Tuning A CFBC Boiler PDFDocument12 pagesFine Tuning A CFBC Boiler PDFrikumohanNo ratings yet
- Pet Coke PDFDocument6 pagesPet Coke PDFMutyala Satya Vara Prasad100% (1)
- Kerala BOE-2014 Paper-1 SolutionDocument10 pagesKerala BOE-2014 Paper-1 SolutionAlok DoshiNo ratings yet
- Block 3 Module 1Document8 pagesBlock 3 Module 1Sandra FerrellNo ratings yet
- QDocument33 pagesQसागर फुकटNo ratings yet
- Kerala BOE-2014 Paper-1 SolutionDocument10 pagesKerala BOE-2014 Paper-1 SolutionKiran GayakwadNo ratings yet
- Explosion Occurance in CFBC Boiler and Necessary OperationsDocument6 pagesExplosion Occurance in CFBC Boiler and Necessary OperationsAnudeep ChittluriNo ratings yet
- Waste CFB CombustionDocument15 pagesWaste CFB CombustionmihugirNo ratings yet
- Ask DR. CLARK - OdtDocument50 pagesAsk DR. CLARK - Odtmauryaraj200750% (2)
- Survival Fuels: Technical ForumDocument2 pagesSurvival Fuels: Technical ForumElwathig Bakhiet100% (1)
- Furnace Explosion in CFBC BoilersDocument6 pagesFurnace Explosion in CFBC BoilersHardik Kumar MendparaNo ratings yet
- Coatin &ring FormationDocument6 pagesCoatin &ring FormationMustafa RamadanNo ratings yet
- Red RiverDocument16 pagesRed RiverNael100% (1)
- Chain KilnsDocument287 pagesChain KilnsNael100% (1)
- LubricationDocument123 pagesLubricationNael75% (4)
- Summary of Raw Grinding System PDFDocument1 pageSummary of Raw Grinding System PDFNaelNo ratings yet
- Safeguards Against Hazards Section 2Document11 pagesSafeguards Against Hazards Section 2NaelNo ratings yet
- Refractories in Cement ManufacturingDocument24 pagesRefractories in Cement ManufacturingNael92% (24)
- Bricks Calculator v.2Document1 pageBricks Calculator v.2Nael100% (4)
- Brick Lining Installation-Golden RulesDocument34 pagesBrick Lining Installation-Golden RulesNael100% (11)
- You Must Know This ManDocument4 pagesYou Must Know This ManNaelNo ratings yet
- Mechanism of Clinker Coating Formation & FlameDocument39 pagesMechanism of Clinker Coating Formation & FlameNael93% (15)
- Women in The Quran & BibleDocument3 pagesWomen in The Quran & BibleNaelNo ratings yet
- Phillips Kiln Tires ServicesDocument53 pagesPhillips Kiln Tires ServicesNael100% (14)
- Superior Performance Through Innovative Technology - VEGA IndustriesDocument72 pagesSuperior Performance Through Innovative Technology - VEGA IndustriesNael50% (2)
- Simulation of Gas-Solid Flow & Design Modifications of Cement Plant CyclonesDocument8 pagesSimulation of Gas-Solid Flow & Design Modifications of Cement Plant CyclonesNael100% (1)
- Raw Material BurnabilityDocument12 pagesRaw Material Burnabilitym_verma21No ratings yet
- Cement Chemistry Handbook - FullerDocument62 pagesCement Chemistry Handbook - FullerNael91% (34)
- How To Control Kiln Shell CorrosionDocument72 pagesHow To Control Kiln Shell CorrosionNael100% (5)
- Material and Energy Balance in Industrial PlantDocument26 pagesMaterial and Energy Balance in Industrial Plantconan45No ratings yet
- Refractory BricksDocument19 pagesRefractory BricksNael100% (3)
- Numerical Prediction of Cyclone Pressure DropDocument5 pagesNumerical Prediction of Cyclone Pressure DropNael100% (1)
- Combinations To Form A RingDocument1 pageCombinations To Form A RingNael100% (4)
- Combustion Process With Def.Document11 pagesCombustion Process With Def.Suresh VaddeNo ratings yet
- Cardox-Blockage Removal SystemDocument5 pagesCardox-Blockage Removal SystemNaelNo ratings yet
- Kiln Burning SystemsDocument30 pagesKiln Burning SystemsNael100% (8)
- Pascal's Law, Bernoulis Theorm - PowerPointToPdfDocument11 pagesPascal's Law, Bernoulis Theorm - PowerPointToPdfRahul YadavNo ratings yet
- EG901PCB EG751PCB Film Processor ManualDocument92 pagesEG901PCB EG751PCB Film Processor ManualChr. VestergaardNo ratings yet
- Operation and Service 69NT40-541-500 To 599: Container RefrigerationDocument128 pagesOperation and Service 69NT40-541-500 To 599: Container RefrigerationMAYMODERN STEELNo ratings yet
- Zone Sizing Summary For RF-Staircase 1: Air System InformationDocument10 pagesZone Sizing Summary For RF-Staircase 1: Air System InformationKashif MannanNo ratings yet
- AMB-45 Insulation Resistance TesterDocument2 pagesAMB-45 Insulation Resistance TesterDaniel PinheiroNo ratings yet
- Tensile and Fracture Properties of Epoxy Resin Filled With Flyash ParticlesDocument2 pagesTensile and Fracture Properties of Epoxy Resin Filled With Flyash ParticlesNguyen Thanh Duc BKNo ratings yet
- 2024 - AIChE SDC Problem Statement & Rules - Re-Release - FINALDocument20 pages2024 - AIChE SDC Problem Statement & Rules - Re-Release - FINALGiovanni Morales MedinaNo ratings yet
- Elgmil Gas Plant Turbo-Generator Daily LogDocument3 pagesElgmil Gas Plant Turbo-Generator Daily LogNagy ElrasheedyNo ratings yet
- Questionnaire For Complete Grinding Circuits: Please Select LanguageDocument11 pagesQuestionnaire For Complete Grinding Circuits: Please Select Languageash_chhatbarNo ratings yet
- Energy Management System in Adhoc Wireless Networks: Gantinagasatish, Prof.P.Suresh VarmaDocument3 pagesEnergy Management System in Adhoc Wireless Networks: Gantinagasatish, Prof.P.Suresh Varmau_sandhya90No ratings yet
- ENGLISH Handbook 2014Document28 pagesENGLISH Handbook 2014Shilpi GargNo ratings yet
- Using 3D Thermal Modeling To Improve Performance RequirementsDocument5 pagesUsing 3D Thermal Modeling To Improve Performance RequirementsClef GonadanNo ratings yet
- Carbonyl Compounds: A2 Chemistry Unit 4Document45 pagesCarbonyl Compounds: A2 Chemistry Unit 4Faddy Oraha100% (1)
- Atox Raw MillDocument12 pagesAtox Raw MillWahab Quraishi83% (6)
- Littelfuse Protectionrelays t5000 Manual PDFDocument2 pagesLittelfuse Protectionrelays t5000 Manual PDFdenilson.rodr1357No ratings yet
- AMIE Question Paper (Mechanics of SolidsDocument45 pagesAMIE Question Paper (Mechanics of SolidskiranNo ratings yet
- Course Content For IIT DELHIDocument2 pagesCourse Content For IIT DELHISwarnava SanyalNo ratings yet
- Chem 1Document55 pagesChem 1vishnupatel7112006No ratings yet
- MAU207Document6 pagesMAU207csclzNo ratings yet
- 78 Grounding Kit Testing ReportDocument1 page78 Grounding Kit Testing Reportnguyen toanNo ratings yet
- 15EI251L E&ilap ManualDocument56 pages15EI251L E&ilap ManualAnushka TantiaNo ratings yet
- Single Needle Direct Drive Straight Lock Stitcher With Thread TrimmerDocument6 pagesSingle Needle Direct Drive Straight Lock Stitcher With Thread TrimmerRafael barragánNo ratings yet
- 1822Document25 pages1822Ryan PrasetiyoNo ratings yet
- Blind Shaft Development PDFDocument3 pagesBlind Shaft Development PDFsoftminestudioNo ratings yet
- Low Cost HousingDocument306 pagesLow Cost HousingPurvita ShahNo ratings yet
- AOD TV PressureDocument4 pagesAOD TV PressureDon RamerNo ratings yet
- Endress-Hauser Promag 50P ENDocument3 pagesEndress-Hauser Promag 50P ENShadab AmeenNo ratings yet
- Commercial Cooking Practices - For InspectorsDocument36 pagesCommercial Cooking Practices - For InspectorsRichard RajkumarNo ratings yet
- Collision TheoryDocument66 pagesCollision TheoryPAUL BENEDICT MORENO MENDOZANo ratings yet