You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5819)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (845)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- JGS SHES JHRA 001 13 Grating Installation and RemovalDocument2 pagesJGS SHES JHRA 001 13 Grating Installation and Removalarnel sungkip100% (2)
- Recomm2015 2016Document2 pagesRecomm2015 2016ibnu.asad984No ratings yet
- 2016 Timetabling CalendarDocument1 page2016 Timetabling Calendaribnu.asad984No ratings yet
- 2016 Monthly CalendarDocument12 pages2016 Monthly Calendaribnu.asad984No ratings yet
- 2016 Liturgical Calendar: Liturgy OfficeDocument8 pages2016 Liturgical Calendar: Liturgy Officeibnu.asad984No ratings yet
- 13 BridgeDocument25 pages13 Bridgeibnu.asad984No ratings yet
- School Calendar: Queensland State SchoolsDocument1 pageSchool Calendar: Queensland State Schoolsibnu.asad984No ratings yet
- MC2034 Weld Rods - v4Document2 pagesMC2034 Weld Rods - v4ibnu.asad984No ratings yet
- 1221 Hot Gas and Extrusion Welding Jan 2016Document2 pages1221 Hot Gas and Extrusion Welding Jan 2016ibnu.asad984No ratings yet
- 2015 Programs Book List PricesDocument13 pages2015 Programs Book List Pricesibnu.asad984No ratings yet
- FIEA Events 2016 One Page FlyerDocument1 pageFIEA Events 2016 One Page Flyeribnu.asad984No ratings yet
- New Technologies 112515Document29 pagesNew Technologies 112515ibnu.asad984No ratings yet
- New York City College of Technology SPRING 2016 Academic CalendarDocument1 pageNew York City College of Technology SPRING 2016 Academic Calendaribnu.asad984No ratings yet
- Six Converging Tech TrendsDocument76 pagesSix Converging Tech Trendsibnu.asad984No ratings yet
- WELD AdvShieldedMetalArcTCCDocument1 pageWELD AdvShieldedMetalArcTCCibnu.asad984No ratings yet
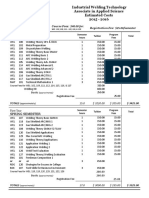
- WEL Industrial Welding Tech AAS - EstimatedCosts UPDATE 4-2015Document2 pagesWEL Industrial Welding Tech AAS - EstimatedCosts UPDATE 4-2015ibnu.asad984No ratings yet
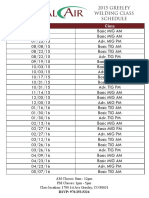
- Date Class: AM Classes: 8am - 12pm PM Classes: 1pm - 5pm Class Location: 1700 1st Ave Greeley, CO 80631Document2 pagesDate Class: AM Classes: 8am - 12pm PM Classes: 1pm - 5pm Class Location: 1700 1st Ave Greeley, CO 80631ibnu.asad984No ratings yet
- Evaluation and Demonstration of Drip Irrigation System For Tomato and Onion Production at Agro Pastoralist-S Field in Abaala Woreda, Afar RegionDocument14 pagesEvaluation and Demonstration of Drip Irrigation System For Tomato and Onion Production at Agro Pastoralist-S Field in Abaala Woreda, Afar Regionabraha gebruNo ratings yet
- Retaining WallDocument62 pagesRetaining WallParam SinghNo ratings yet
- 1082 RW2 Handout 2Document6 pages1082 RW2 Handout 2Pascal HuangNo ratings yet
- Services PPT Dupont Plaza Hotel and CasinoDocument20 pagesServices PPT Dupont Plaza Hotel and CasinoShivangi Shankar100% (1)
- Notes: Retained EarningsDocument2 pagesNotes: Retained EarningsHans Laurence SaysonNo ratings yet
- Ama Computer Learning Center Malolos: Evaluation SheetDocument1 pageAma Computer Learning Center Malolos: Evaluation Sheetrenzo ronquilloNo ratings yet
- Glaucoma NCPDocument4 pagesGlaucoma NCPChantal CaraganNo ratings yet
- What Is An ApologyDocument5 pagesWhat Is An ApologyJose Tony Angulo SaborioNo ratings yet
- Stabilizer 4RDocument2 pagesStabilizer 4RVikram ManeNo ratings yet
- DK Readers - A Trip To The Dentist PDFDocument35 pagesDK Readers - A Trip To The Dentist PDFHannaNo ratings yet
- Be Well HospitalDocument2 pagesBe Well Hospitalabhishek viswamNo ratings yet
- Reading Final Exam IntensiveDocument2 pagesReading Final Exam IntensiveCarlos Nuñuvero GilNo ratings yet
- Credit and Collection ReportDocument14 pagesCredit and Collection ReportCarlos John Talania 1923No ratings yet
- Sample 20845Document16 pagesSample 20845Shashidhar Shashi0% (1)
- Transactional Analysis 100 Key Points and TechniquDocument9 pagesTransactional Analysis 100 Key Points and TechniquMArko0% (1)
- Community-Based Housing Finance Initiatives: The Case of Community Mortgage Programme in PhilippinesDocument65 pagesCommunity-Based Housing Finance Initiatives: The Case of Community Mortgage Programme in PhilippinesUnited Nations Human Settlements Programme (UN-HABITAT)No ratings yet
- GD380A-L ListDocument6 pagesGD380A-L ListNam Won HongNo ratings yet
- Lab Practice 3. Asexual ReproductionDocument5 pagesLab Practice 3. Asexual ReproductionFatima PreciadoNo ratings yet
- PPT Skenario A - G6 - Blok 14Document66 pagesPPT Skenario A - G6 - Blok 14Ellysa CarolinnNo ratings yet
- Solution Manual For Materials Science and Engineering An Introduction 9th Edition William D Callister David G RethwischDocument37 pagesSolution Manual For Materials Science and Engineering An Introduction 9th Edition William D Callister David G Rethwischgaryhartl4ngfi100% (14)
- Amine Sweetening UnitDocument3 pagesAmine Sweetening Unit1122goodNo ratings yet
- Jitendra Kumar Mishra's Free Kundali (20110829183738)Document7 pagesJitendra Kumar Mishra's Free Kundali (20110829183738)Nathan RobinsonNo ratings yet
- Compressed Air Filters PDFDocument70 pagesCompressed Air Filters PDFdj22500No ratings yet
- January 8, 2013 at 10:12 AM 452 - SELF Chapter 01 Introduction - Docx Page 1 of 21Document25 pagesJanuary 8, 2013 at 10:12 AM 452 - SELF Chapter 01 Introduction - Docx Page 1 of 21Kristina Guevarra SelimNo ratings yet
- Edif Echo PC Analyzer - Service Manual PDFDocument21 pagesEdif Echo PC Analyzer - Service Manual PDFkartopolloNo ratings yet
- Piping Class: PROJ: 2963 REV: 2 DOC: PPAG-100-ET-C-012Document7 pagesPiping Class: PROJ: 2963 REV: 2 DOC: PPAG-100-ET-C-012Santiago GarciaNo ratings yet
- Allrecipes - April-May 2022 USDocument108 pagesAllrecipes - April-May 2022 USÉva TőkésNo ratings yet
- Life Challenges and Barriers To Help Seeking Adolescents and Young Adults Voices of Mental HealthDocument25 pagesLife Challenges and Barriers To Help Seeking Adolescents and Young Adults Voices of Mental HealthsujeetNo ratings yet
- Scam0114 PDFDocument76 pagesScam0114 PDFManuel Guardia AraujoNo ratings yet