You might also like
- Piping NotesDocument11 pagesPiping NotesRavindra S. JivaniNo ratings yet
- Fittings TrainingDocument61 pagesFittings TrainingsbmmlaNo ratings yet
- All About PipingDocument46 pagesAll About PipingRakesh RanjanNo ratings yet
- Refrigeration PipingDocument43 pagesRefrigeration PipingenigmazeeNo ratings yet
- Piping Interview Questions and Answers - Part 01 - ObjectiveBooksDocument2 pagesPiping Interview Questions and Answers - Part 01 - ObjectiveBooksseenu189100% (1)
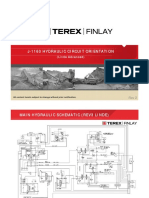
- 1160 Hydraulic Circuit Orientation Linde Advanced - REV02 - 20100709Document41 pages1160 Hydraulic Circuit Orientation Linde Advanced - REV02 - 20100709Nikolay KuznetsovNo ratings yet
- 09 Piping Fittings and Valves - TeddyDocument9 pages09 Piping Fittings and Valves - TeddyoctatheweelNo ratings yet
- Air Cooled Steam Condenser-Design Method PDFDocument8 pagesAir Cooled Steam Condenser-Design Method PDFLTE0020% (1)
- Centrifugal Comp PDFDocument7 pagesCentrifugal Comp PDFmsaroladanNo ratings yet
- Relief System Sizing For RunawayDocument13 pagesRelief System Sizing For RunawayShiva Kumar S M100% (1)
- What Is Piping MTO or Material Take-OffDocument4 pagesWhat Is Piping MTO or Material Take-Offvenkatraju.Y100% (2)
- Piping TutorialDocument42 pagesPiping Tutorialapi-372787995% (19)
- Piping Commodities: 1 PipeDocument4 pagesPiping Commodities: 1 PipeDhakshina KNo ratings yet
- Piping Stress Analysis Is The Most Important Activity in Piping DesignDocument10 pagesPiping Stress Analysis Is The Most Important Activity in Piping DesignShreesanth SreenivasanNo ratings yet
- Piping BasisDocument32 pagesPiping Basislowermine100% (2)
- Piping Ebook by Atul Singla (Mobile Version) PDFDocument153 pagesPiping Ebook by Atul Singla (Mobile Version) PDFKalaiYarasanNo ratings yet
- Piping Training Course - Part - 1Document162 pagesPiping Training Course - Part - 1Ibrahim Braneci100% (1)
- Checklist For Nozzle OrientationDocument4 pagesChecklist For Nozzle OrientationPhilippe LAVOISIERNo ratings yet
- Pipe RoutingDocument4 pagesPipe RoutingJaykumarNo ratings yet
- 300+ TOP PIPING Engineering Interview Questions and Answers PDFDocument22 pages300+ TOP PIPING Engineering Interview Questions and Answers PDFMd AtiullahNo ratings yet
- Piping Engineers Interview QuestionsDocument16 pagesPiping Engineers Interview Questionsashish2086100% (2)
- CEASAR and PDMS SoftwareDocument10 pagesCEASAR and PDMS Softwarehayatmdazhar100% (1)
- Pipe DesignDocument6 pagesPipe DesignmaneeshmsanjagiriNo ratings yet
- ReviewerDocument7 pagesReviewerAriel Mark Pilotin50% (2)
- Distillation Column Nozzle Location Guidelines PDFDocument21 pagesDistillation Column Nozzle Location Guidelines PDFShyam MurugesanNo ratings yet
- 11.plant Layout PumpsDocument16 pages11.plant Layout Pumpshalder_kalyan9216100% (1)
- Thickness CalculationDocument6 pagesThickness CalculationBuddy EkoNo ratings yet
- Piping Engineering.nDocument6 pagesPiping Engineering.nAjay KumarNo ratings yet
- Piping Stress Analysis TrainingDocument3 pagesPiping Stress Analysis TrainingGodwin100% (1)
- PIPING Engineering Interview Questions:-: Isolation, Regulation, Non-Return and Special PurposesDocument21 pagesPIPING Engineering Interview Questions:-: Isolation, Regulation, Non-Return and Special PurposesAdil KhawajaNo ratings yet
- AWWA M11 - 4th Edition - Steel Pipe - A Guide For Design and Installation (PREVIEW)Document17 pagesAWWA M11 - 4th Edition - Steel Pipe - A Guide For Design and Installation (PREVIEW)vuong17% (12)
- Piping QuestionnaireDocument10 pagesPiping QuestionnaireRahman100% (2)
- Thumb RuleDocument42 pagesThumb RuleShabeer Kiblaalam100% (1)
- C1 The Basic of Plant Layout Design - Process Plant Layout and Piping DesignDocument81 pagesC1 The Basic of Plant Layout Design - Process Plant Layout and Piping Designdung100% (2)
- Varying ViewsDocument5 pagesVarying Viewsforevertay2000No ratings yet
- 06 PIPING Design Basis PDFDocument8 pages06 PIPING Design Basis PDFKatamaneni Koteswararao100% (2)
- Mechanical Engineering Drawing: SR KaleDocument22 pagesMechanical Engineering Drawing: SR KaleAdnan RanaNo ratings yet
- Piping Interview QuestionnaireDocument9 pagesPiping Interview QuestionnaireRakesh RanjanNo ratings yet
- 3) Piping Interview QuestionnaireDocument5 pages3) Piping Interview QuestionnaireAjaz MalikNo ratings yet
- Pipeline Design Consideration and StandardsDocument14 pagesPipeline Design Consideration and StandardsSakthivel Swaminathan0% (1)
- Piping QuestionsDocument13 pagesPiping QuestionsMani KantaNo ratings yet
- Piping, Fittings, and ValvesDocument9 pagesPiping, Fittings, and ValvesaasattiNo ratings yet
- PVE Piping Layout Presentation - Part 1Document68 pagesPVE Piping Layout Presentation - Part 1Nguyen Quang Nghia100% (1)
- Process Piping & Piping FittingsDocument16 pagesProcess Piping & Piping FittingsJaveed A. Khan100% (2)
- Piping DesignDocument9 pagesPiping Designjmclaug502No ratings yet
- Piping Codes & Standards - Piping GuideDocument8 pagesPiping Codes & Standards - Piping Guideabhilibra14No ratings yet
- Aterial Specification & All Thickness CalculationDocument35 pagesAterial Specification & All Thickness CalculationPanjiUte100% (1)
- Stress QuizDocument8 pagesStress QuizNagarjuna Seella100% (1)
- Presentation On Piping Stress AnalysisDocument17 pagesPresentation On Piping Stress AnalysisTasawwur Tahir100% (1)
- Lecture 4 Pumps Pumping SystemsDocument42 pagesLecture 4 Pumps Pumping SystemsKeith Tanaka MagakaNo ratings yet
- Flare Line Stress AnalysisDocument7 pagesFlare Line Stress Analysisdhurjatibhutesh100% (1)
- Introduction To Piping Material ActivitiesDocument23 pagesIntroduction To Piping Material Activitiesvikas2510100% (1)
- Piping ConfigurationDocument46 pagesPiping ConfigurationDaniel Milosevski100% (1)
- What Is A Piping System?Document20 pagesWhat Is A Piping System?SARA VijayNo ratings yet
- Pipe FittingsDocument40 pagesPipe FittingsLucky Jaswal100% (1)
- Flexibility Analysis of PipingDocument33 pagesFlexibility Analysis of PipingkurcekNo ratings yet
- 60 +piping Engineering Interview QuestionsDocument8 pages60 +piping Engineering Interview QuestionsDENYSNo ratings yet
- SP Item DatasheetsDocument21 pagesSP Item DatasheetsSELVAMANINo ratings yet
- Piping Interview Q&ADocument12 pagesPiping Interview Q&AMelvin MagbanuaNo ratings yet
- Piping Interview QuestionDocument5 pagesPiping Interview Questionmithunjobs100% (3)
- Deluge Valve HD FireDocument14 pagesDeluge Valve HD FireKeshodbana KeshodNo ratings yet
- Implementation of Expansion LoopsDocument13 pagesImplementation of Expansion LoopsSSS100% (1)
- Piping Design Training - Piping Codes and Standards - OilandgasclubDocument4 pagesPiping Design Training - Piping Codes and Standards - Oilandgasclubchandramohan murugan100% (2)
- Piping DocumentsDocument12 pagesPiping Documentskomail50% (2)
- Piping 2Document7 pagesPiping 2Jeffrey SsalonNo ratings yet
- Piping Input and OutputDocument7 pagesPiping Input and Outputpranesh100% (1)
- IV ComputationDocument12 pagesIV Computationapi-300218860100% (1)
- Piping Material SeminarDocument110 pagesPiping Material Seminararianaseri100% (3)
- All Valve Steeltrade Technical DataDocument172 pagesAll Valve Steeltrade Technical DataQudri SaufiNo ratings yet
- Pipeline Stress Analysis With Caesar IIDocument16 pagesPipeline Stress Analysis With Caesar IIPugel YeremiasNo ratings yet
- Corporation: Seamless PipeDocument8 pagesCorporation: Seamless PipeGuru Raja Ragavendran NagarajanNo ratings yet
- Load Estimating, Level 1: FundamentalsDocument1 pageLoad Estimating, Level 1: FundamentalsS DasNo ratings yet
- Exhaust ManifoldDocument5 pagesExhaust ManifoldDeepak Chachra100% (1)
- FM Lec 2 by Sir JunaidDocument55 pagesFM Lec 2 by Sir JunaidNust RaziNo ratings yet
- CE363 Old Homeworks and Solutions-2 EffectiveStress SeepageDocument15 pagesCE363 Old Homeworks and Solutions-2 EffectiveStress SeepageNero PereraNo ratings yet
- Group 9 Quiz and Answer Key Plumbing VentilationDocument3 pagesGroup 9 Quiz and Answer Key Plumbing Ventilationkaren.delossantosNo ratings yet
- Modeling Laminar Partially Premixed Flames With Complex Diffusion in OpenFOAMDocument32 pagesModeling Laminar Partially Premixed Flames With Complex Diffusion in OpenFOAMamericana91No ratings yet
- Welding - Beginners Guide To Oxy-Acetylene Equipment - B. Bauerlein WWDocument6 pagesWelding - Beginners Guide To Oxy-Acetylene Equipment - B. Bauerlein WWأحمد دعبسNo ratings yet
- Water and Wastewater Treatment: CEGE0022Document22 pagesWater and Wastewater Treatment: CEGE0022abdul5721No ratings yet
- CAT Oc Disc Item Type Maximo # Epc Contractor Tag NumberDocument16 pagesCAT Oc Disc Item Type Maximo # Epc Contractor Tag NumberMai Thế ToanNo ratings yet
- CRE Assignment-1 GATE-19 (Answer)Document5 pagesCRE Assignment-1 GATE-19 (Answer)AjitNo ratings yet
- Biogas DigestersDocument4 pagesBiogas DigestersAnoop ChauhanNo ratings yet
- White Paper Application of Orifice Meter For Accurate Gas Flow Measurement Daniel en 43716Document5 pagesWhite Paper Application of Orifice Meter For Accurate Gas Flow Measurement Daniel en 43716Najem A. SakorNo ratings yet
- Boiler ProblemsDocument2 pagesBoiler ProblemsAnthropophobe NyctophileNo ratings yet
- L3-Similarity Laws and Specific Speed Impact of JetDocument22 pagesL3-Similarity Laws and Specific Speed Impact of JetRohan GuptaNo ratings yet
- Integración IV: Introducción A DWSIM 2018Document55 pagesIntegración IV: Introducción A DWSIM 2018willycoyote1990-1No ratings yet
- Solution Exercise Sheet 1 Mec 3707Document5 pagesSolution Exercise Sheet 1 Mec 3707Uqbah AzamNo ratings yet
- CONTOHDocument40 pagesCONTOHDmas AntNo ratings yet
- Chemical Kinetics: Col Lisi On Effective CollisDocument1 pageChemical Kinetics: Col Lisi On Effective ColliseliyachrisNo ratings yet
- T FoskettDocument18 pagesT FoskettkuaNo ratings yet