You might also like
- Seoul Bus Map PDFDocument8 pagesSeoul Bus Map PDFSandra CasaniNo ratings yet
- NAS1169Document2 pagesNAS1169Yong-il Kim0% (1)
- Bent Tubes: DocumentationDocument17 pagesBent Tubes: DocumentationAkmal NizametdinovNo ratings yet
- HC-49 Engineering SpecificationDocument6 pagesHC-49 Engineering SpecificationarunrathikaNo ratings yet
- Containerisation, Unitisation and IntermodalismDocument22 pagesContainerisation, Unitisation and IntermodalismDeepesh Shenoy100% (1)
- Steel Castings, Carbon, For General ApplicationDocument4 pagesSteel Castings, Carbon, For General ApplicationVIKAS DAHIYA100% (1)
- Metallisches Strahlmittel Gerundetes Stahldrahtkorn Bezeichnung, Güteanforderungen, PrüfungenDocument5 pagesMetallisches Strahlmittel Gerundetes Stahldrahtkorn Bezeichnung, Güteanforderungen, PrüfungenWilmer Quezada MurilloNo ratings yet
- ASTM A503 A503-2015 (R2020) 大型曲轴锻件超声波检测的标准规范 双语Document6 pagesASTM A503 A503-2015 (R2020) 大型曲轴锻件超声波检测的标准规范 双语Jinliang LiuNo ratings yet
- Al Busbar 6060 DatasheetDocument1 pageAl Busbar 6060 DatasheetpiirsaluNo ratings yet
- ASTM A656 Grade 50: General Product DescriptionDocument1 pageASTM A656 Grade 50: General Product DescriptionHarsh ChopraNo ratings yet
- Nema Li 1Document4 pagesNema Li 1usamafalakNo ratings yet
- Tigweldarc Alloys: Certification of TestsDocument1 pageTigweldarc Alloys: Certification of TestsArunNo ratings yet
- Ansi-B18 2 3 5m-1979 PDFDocument20 pagesAnsi-B18 2 3 5m-1979 PDFeGnEsToMcNo ratings yet
- Inconel 718Document34 pagesInconel 718TUNISH KUMAR MBA-2017No ratings yet
- Stainless Steel AISI 630-17-4PHDocument1 pageStainless Steel AISI 630-17-4PHwillyNo ratings yet
- Astm A 143M-03Document3 pagesAstm A 143M-03MritunjayNo ratings yet
- As 3637.6-2005 Underground Mining - Winding Suspension Equipment Shackles and ChainsDocument7 pagesAs 3637.6-2005 Underground Mining - Winding Suspension Equipment Shackles and ChainsSAI Global - APACNo ratings yet
- Astm B335-08Document4 pagesAstm B335-08Srinivasan KrishnamoorthyNo ratings yet
- Mil-Spec Mil-S-6049, Sae J404, Sae J412, Sae J770, Uns G87400, Ams 6322, Ams 6323, Ams 6325, Ams 6327, Ams 6358, Astm A322Document2 pagesMil-Spec Mil-S-6049, Sae J404, Sae J412, Sae J770, Uns G87400, Ams 6322, Ams 6323, Ams 6325, Ams 6327, Ams 6358, Astm A322FlavioNo ratings yet
- Astm A48 A48m-03 (R2008)Document7 pagesAstm A48 A48m-03 (R2008)Vũ Nhân Hòa100% (1)
- Astm B 367 - 09Document6 pagesAstm B 367 - 09taker6No ratings yet
- LM6 Alloy DetailDocument4 pagesLM6 Alloy DetaildsoNo ratings yet
- AISI 1050 Steel, As RolledDocument2 pagesAISI 1050 Steel, As RolledCristobal Gutierrez CarrascoNo ratings yet
- BS 7371-3-1993 PDFDocument18 pagesBS 7371-3-1993 PDFMuthuswamy0% (1)
- As 1447-2007 Hot-Rolled Spring SteelsDocument7 pagesAs 1447-2007 Hot-Rolled Spring SteelsSAI Global - APACNo ratings yet
- Astm B575Document5 pagesAstm B575Jota JacquesNo ratings yet
- SAE 8620H Chemical Composition, SAE 8620H Mechanical Properties, SAE 8620H Heat TreatmentDocument2 pagesSAE 8620H Chemical Composition, SAE 8620H Mechanical Properties, SAE 8620H Heat TreatmentAnush Swaminathan100% (1)
- Casting Specification Spheroidal Graphite Cast Iron Parts: Document TitleDocument12 pagesCasting Specification Spheroidal Graphite Cast Iron Parts: Document TitleBrahamadandi Achyuth KumarNo ratings yet
- Asme B18.2.6 2003Document11 pagesAsme B18.2.6 2003Jesse ChenNo ratings yet
- Astm A131 2019 PDFDocument8 pagesAstm A131 2019 PDFazam RazzaqNo ratings yet
- 30 CR Ni Mo 8Document2 pages30 CR Ni Mo 8Amy GriffinNo ratings yet
- Astm A439 A439m 18 2022Document4 pagesAstm A439 A439m 18 2022Milady OyuelaNo ratings yet
- Sa 325 PDFDocument12 pagesSa 325 PDFMo'men Abu-SmaihaNo ratings yet
- Hard-Drawn Copper Alloy Wires For Electric ConductorsDocument4 pagesHard-Drawn Copper Alloy Wires For Electric Conductorsmanuel floresNo ratings yet
- Steel, Strip, Carbon and High-Strength, Low-Alloy, Hot-Rolled, General Requirements ForDocument9 pagesSteel, Strip, Carbon and High-Strength, Low-Alloy, Hot-Rolled, General Requirements FormuhammadNo ratings yet
- ASTM C90700 - CuSn11 - Tin Bronze AlloysDocument1 pageASTM C90700 - CuSn11 - Tin Bronze Alloysİrem Şebnem SorucuNo ratings yet
- Alloy286 - ASTM A453 660 DatasheetDocument2 pagesAlloy286 - ASTM A453 660 Datasheetn1ghtfallNo ratings yet
- 1757 1988Document4 pages1757 1988Ramesh BNo ratings yet
- E2230-13 Standard Practice For Thermal Qualification of Type B Packages For Radioactive MaterialDocument37 pagesE2230-13 Standard Practice For Thermal Qualification of Type B Packages For Radioactive Materialastewayb_964354182No ratings yet
- Oliver Equation Paper-1928Document38 pagesOliver Equation Paper-1928dps32100% (1)
- AMS5772Document7 pagesAMS5772Adrian FinichiuNo ratings yet
- 17-7 Material PDFDocument5 pages17-7 Material PDFJothi ManiNo ratings yet
- Renault Truck - KDocument16 pagesRenault Truck - KPaul FisherNo ratings yet
- Astm F1554 20Document5 pagesAstm F1554 20dguerrero83cuentasNo ratings yet
- A668Document7 pagesA668fonseca_mbb_lapemfacNo ratings yet
- Astm B487Document2 pagesAstm B487Srinivasa RaghavanNo ratings yet
- Disclosure To Promote The Right To Information: IS 4432 (1988) : Case Hardening Steels (MTD 16: Alloy Steels and Forgings)Document15 pagesDisclosure To Promote The Right To Information: IS 4432 (1988) : Case Hardening Steels (MTD 16: Alloy Steels and Forgings)Selvaraji Muthu50% (2)
- A493 00 PDFDocument3 pagesA493 00 PDFJohano AraújoNo ratings yet
- A370 PDFDocument53 pagesA370 PDFsayuri0410No ratings yet
- Domex 100 XF Data SheetDocument2 pagesDomex 100 XF Data Sheetzubblwump5063No ratings yet
- BS709 1983Document17 pagesBS709 1983Sang SekNo ratings yet
- Technical Delivery Condition of S500MCDocument4 pagesTechnical Delivery Condition of S500MCdcevipin100% (1)
- Hexagon Head Screws With Metric Fine Pitch Thread - Product Grades Aandb (First Revision)Document15 pagesHexagon Head Screws With Metric Fine Pitch Thread - Product Grades Aandb (First Revision)kumar QANo ratings yet
- Ductile Iron Castings: Standard Reference Radiographs ForDocument2 pagesDuctile Iron Castings: Standard Reference Radiographs ForJorge ToribioNo ratings yet
- Aisi 1008Document2 pagesAisi 1008GANESH GNo ratings yet
- Bs7531 Grade y MasterDocument1 pageBs7531 Grade y Masterheena jainNo ratings yet
- Shallow Crack Fracture Mechanics Toughness Tests and Applications: First International ConferenceFrom EverandShallow Crack Fracture Mechanics Toughness Tests and Applications: First International ConferenceNo ratings yet
- Proceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987From EverandProceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987W. R. TysonNo ratings yet
- IRS-T-12-2009 Incorporated Up To ACS 5, Corrigendum 1 of ACS No 1 and 5Document81 pagesIRS-T-12-2009 Incorporated Up To ACS 5, Corrigendum 1 of ACS No 1 and 5Dwijamani SinghaNo ratings yet
- Irs T12-2009Document49 pagesIrs T12-2009a K sarkarNo ratings yet
- IRS-T-12 - 2009 With A & C 1, 2 & 3 - Specifications For Flat Bottom Rails PDFDocument64 pagesIRS-T-12 - 2009 With A & C 1, 2 & 3 - Specifications For Flat Bottom Rails PDFKumar AbhishekNo ratings yet
- IRS-T-12 - 2009 With A & C 1, 2, 3 & 4 Specifications For Flat Bottom Rails PDFDocument93 pagesIRS-T-12 - 2009 With A & C 1, 2, 3 & 4 Specifications For Flat Bottom Rails PDFneha sharmaNo ratings yet
- 2016 Static GK Capsule by AffairsCloud - V1-MinDocument135 pages2016 Static GK Capsule by AffairsCloud - V1-MinantoNo ratings yet
- The Crossings Retail Brochure 2023Document15 pagesThe Crossings Retail Brochure 2023Titoni ThomasNo ratings yet
- Bigger Than A Monster Truck PDFDocument9 pagesBigger Than A Monster Truck PDFsnikneshNo ratings yet
- Brochure Bane Nor - We Create The Railway of The Future PDFDocument17 pagesBrochure Bane Nor - We Create The Railway of The Future PDFDiego García VaqueroNo ratings yet
- Jamnagar City InfoDocument11 pagesJamnagar City InfoNitesh Mehta100% (3)
- Report 1base Paper On STANDARDIZATION AND INDIGENISATION PDFDocument59 pagesReport 1base Paper On STANDARDIZATION AND INDIGENISATION PDFAjit PatilNo ratings yet
- Study On Effect of Chennai Metro Rail Limited Routing System and Its Future GrowthDocument9 pagesStudy On Effect of Chennai Metro Rail Limited Routing System and Its Future Growthmohitv_18No ratings yet
- HAL Placement QuestionDocument10 pagesHAL Placement Questionmathan kumarNo ratings yet
- Draft Handbook On Integrated Rolling Stock DepotDocument61 pagesDraft Handbook On Integrated Rolling Stock DepotRavi shankarNo ratings yet
- SimCity 3000 CheatDocument3 pagesSimCity 3000 CheatRaja PerangNo ratings yet
- Delhi Metro Rail Corporation LTD Jr. Engineer Results PDFDocument3 pagesDelhi Metro Rail Corporation LTD Jr. Engineer Results PDFedujobnewsNo ratings yet
- An Overview of Mechanical Properties and Durability of Glass-Fibre Reinforced Recycled Mixed Plastic Waste CompositesDocument15 pagesAn Overview of Mechanical Properties and Durability of Glass-Fibre Reinforced Recycled Mixed Plastic Waste CompositesYara MounaNo ratings yet
- Supplemental DEIS For DesertXpress High-Speed TrainDocument463 pagesSupplemental DEIS For DesertXpress High-Speed Trainchris-clarke-5915No ratings yet
- Gantry Cranes PDFDocument2 pagesGantry Cranes PDFgrupa2904No ratings yet
- Fagus Factory (Germany) No 1368Document15 pagesFagus Factory (Germany) No 1368SivaNo ratings yet
- GIRT7020 Gb-Requirements-For-Platform-Height-PlatformDocument19 pagesGIRT7020 Gb-Requirements-For-Platform-Height-PlatformGabriel BroascaNo ratings yet
- Frequency Channel List and RTN Sub-Band For HCPTDocument39 pagesFrequency Channel List and RTN Sub-Band For HCPTIgnatius HendryNo ratings yet
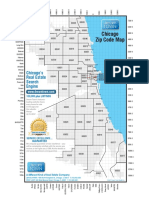
- Chicago Zipcode Map PDFDocument1 pageChicago Zipcode Map PDFAftab AjmeriNo ratings yet
- Technical Specification Saket Court Complex-Nit 108Document279 pagesTechnical Specification Saket Court Complex-Nit 108Manoj RanaNo ratings yet
- Detailed Method Statement For Erection of PFBDocument6 pagesDetailed Method Statement For Erection of PFBPraveen Prakash100% (1)
- 6 Semester Course No. Subject L T P/D Hours Credit: RD THDocument11 pages6 Semester Course No. Subject L T P/D Hours Credit: RD THAastha SoniNo ratings yet
- FM5-162 Engineer Construction Battalion and Group 1954Document317 pagesFM5-162 Engineer Construction Battalion and Group 1954dieudecafeNo ratings yet
- Basics About Rails: Used in Indian RailwaysDocument15 pagesBasics About Rails: Used in Indian RailwaysKaushik VijayNo ratings yet
- Landscape Architecture - May 2009Document117 pagesLandscape Architecture - May 2009Mir Ya Na100% (2)
- Manhattan Garden City Powerpoint Presentation CDDocument50 pagesManhattan Garden City Powerpoint Presentation CDmangune_rosario100% (1)
- NJC Market Failure 2014Document8 pagesNJC Market Failure 2014davidbohNo ratings yet
- Recent Advances in Energy Harvesting Technologies For Structural Health Monitoring ApplicationsDocument15 pagesRecent Advances in Energy Harvesting Technologies For Structural Health Monitoring ApplicationsvinayNo ratings yet
- My PPT NewDocument42 pagesMy PPT Newnidhi_haryaniNo ratings yet