You might also like
- The Safety Relief Valve Handbook: Design and Use of Process Safety Valves to ASME and International Codes and StandardsFrom EverandThe Safety Relief Valve Handbook: Design and Use of Process Safety Valves to ASME and International Codes and StandardsRating: 3.5 out of 5 stars3.5/5 (14)
- CNC Machining Certification Exam Guide: Setup, Operation, and ProgrammingFrom EverandCNC Machining Certification Exam Guide: Setup, Operation, and ProgrammingNo ratings yet
- CARTEX Operating Manual Incl - Sctional DRWG Rev 4Document11 pagesCARTEX Operating Manual Incl - Sctional DRWG Rev 4keyur1109No ratings yet
- Thermal Spray Procedures For OHT and WTS Rear Wheel - Bearing BoresDocument14 pagesThermal Spray Procedures For OHT and WTS Rear Wheel - Bearing Boresalan gonzalezNo ratings yet
- RP10Document3 pagesRP10PireyiNo ratings yet
- 247 0 Coating Brochure Web-EnDocument36 pages247 0 Coating Brochure Web-Enjorge100% (2)
- Pressure MeasurementDocument34 pagesPressure Measurementgiskardrev93% (15)
- Rev D 900FH and 1000FH Turbine FiltersDocument12 pagesRev D 900FH and 1000FH Turbine FiltersJan AhmedNo ratings yet
- Catalogo Generale Marston PDFDocument40 pagesCatalogo Generale Marston PDFANo ratings yet
- 30RB 21siDocument76 pages30RB 21sixavierxo50% (2)
- FM-Approval Standard For Water Pressure Reducing ValveDocument10 pagesFM-Approval Standard For Water Pressure Reducing ValvengockhoapsNo ratings yet
- Iveco Nef45 67 SVC OpmDocument418 pagesIveco Nef45 67 SVC OpmMaqpower Engenharia100% (5)
- Flow Line Safety Restraint (FSR) System: Operation Instruction and Service ManualDocument60 pagesFlow Line Safety Restraint (FSR) System: Operation Instruction and Service ManualChuoi DoNo ratings yet
- Recommended WPCE Service and Certification ScheduleDocument3 pagesRecommended WPCE Service and Certification ScheduleMehdi SoltaniNo ratings yet
- Model 1199 Diaphragm Seal Systems Manual: 00809-0100-4002 English Rev. ADDocument26 pagesModel 1199 Diaphragm Seal Systems Manual: 00809-0100-4002 English Rev. ADSaeed VuNo ratings yet
- Intall Maint Worm GBDocument40 pagesIntall Maint Worm GBraobabar21100% (1)
- 24338-8.0100.00.0 - SPR Ngplade IntroduktionDocument4 pages24338-8.0100.00.0 - SPR Ngplade IntroduktionDinesh KumarNo ratings yet
- LaMOT Rupture DiscsDocument20 pagesLaMOT Rupture Discshlrich99No ratings yet
- XP Drum Kit: Installation, Operation, and Maintenance Manual Patent Pending - Utility 35 Usc 111 (A)Document16 pagesXP Drum Kit: Installation, Operation, and Maintenance Manual Patent Pending - Utility 35 Usc 111 (A)Ying Kei ChanNo ratings yet
- 1.06-Mechanical Seal Installation and Maintenance Instructions - IOMDocument16 pages1.06-Mechanical Seal Installation and Maintenance Instructions - IOMcavillalobosb8167No ratings yet
- Composite Type Rupture DiscDocument13 pagesComposite Type Rupture DiscLuis MoranNo ratings yet
- Quick Start Guide Controlador Digital de Nivel Fisher Fieldvue Dlc3010 Dlc3010 Digital Level Controller Spanish Universal Supported Product Es 122936Document42 pagesQuick Start Guide Controlador Digital de Nivel Fisher Fieldvue Dlc3010 Dlc3010 Digital Level Controller Spanish Universal Supported Product Es 122936JESUS ALBERTONo ratings yet
- IMO WD H MaintenanceDocument19 pagesIMO WD H MaintenancetaytaytaytayNo ratings yet
- Textar Fitting Instructions enDocument8 pagesTextar Fitting Instructions enKhristina StefanovaNo ratings yet
- Manual Fisher Fieldvue Dvc6200 Hw1 Digital Valve Controller en 125460Document154 pagesManual Fisher Fieldvue Dvc6200 Hw1 Digital Valve Controller en 125460farhanbaig125319No ratings yet
- CFM56-5C Am-2387 - 23881332781490Document23 pagesCFM56-5C Am-2387 - 23881332781490amroushararaNo ratings yet
- FIS144eng Gen InstallDocument16 pagesFIS144eng Gen InstallrajibsinghaNo ratings yet
- Installation, Operation and Maintenance of Airflex@ CM Marine ClutchDocument12 pagesInstallation, Operation and Maintenance of Airflex@ CM Marine Clutchaiyubi2No ratings yet
- Manual Ingles 125 200Document6 pagesManual Ingles 125 200Mai Văn ĐịnhNo ratings yet
- Airblast Coating Inspection Equipment - The Guide - LR PDFDocument20 pagesAirblast Coating Inspection Equipment - The Guide - LR PDFMohsen Halweni100% (2)
- Quick Start Guide Fieldvue dlc3010 Digital Level Controller Supported Product en 123132Document42 pagesQuick Start Guide Fieldvue dlc3010 Digital Level Controller Supported Product en 123132Hadi KhajoueinejadNo ratings yet
- 99924-2094-01 FS600V FS541V FS481V English-EbookDocument167 pages99924-2094-01 FS600V FS541V FS481V English-EbookJeff Comfort100% (1)
- Timken Seal Specification GuideDocument204 pagesTimken Seal Specification GuideRupesh DesaiNo ratings yet
- Motox N Operating ManualDocument39 pagesMotox N Operating ManualNina FelaNo ratings yet
- Clock Spring Installation ManualDocument8 pagesClock Spring Installation ManualacornejomNo ratings yet
- Installation Procedure Kamos RTJ GasketDocument16 pagesInstallation Procedure Kamos RTJ Gasketekhwanhakim100% (3)
- Motor IvecoDocument162 pagesMotor Ivecomax_cortes1987100% (8)
- O Ring Catalogue 2022Document179 pagesO Ring Catalogue 2022Muhammad Kamran AsgharNo ratings yet
- Proper Selection of Rupture DisksDocument6 pagesProper Selection of Rupture Disksmicroco4No ratings yet
- Lsa 36 - 4-Pole - Single-Phase: AlternatorsDocument15 pagesLsa 36 - 4-Pole - Single-Phase: AlternatorsJulio IllanesNo ratings yet
- A5E03434657-01 P300 Ex OI Compact All Languages FR-FRDocument188 pagesA5E03434657-01 P300 Ex OI Compact All Languages FR-FRNacho MatosNo ratings yet
- Cavex ManualDocument20 pagesCavex ManualQuinn GoldenNo ratings yet
- User Manual Shaker Certomat IsDocument61 pagesUser Manual Shaker Certomat IsRoberto Hermenegildo100% (2)
- ESFR-17 PendentDocument4 pagesESFR-17 PendentValentin A.100% (1)
- High Performance ValveDocument28 pagesHigh Performance ValveDavid GüdelNo ratings yet
- Proline Promag 10D: Brief Operating InstructionsDocument28 pagesProline Promag 10D: Brief Operating Instructionskurniawan nugrohoNo ratings yet
- 06-237256-001 - Print - AC Fluoro-K and Novec ADS DIOMDocument290 pages06-237256-001 - Print - AC Fluoro-K and Novec ADS DIOMmantenimientoNo ratings yet
- Infinity Man Rider Airr Winch Model FA150KGiDocument16 pagesInfinity Man Rider Airr Winch Model FA150KGiVianey Zavala0% (1)
- 339-0076-000 5-2010 Macroy - D (Change)Document52 pages339-0076-000 5-2010 Macroy - D (Change)Nikos VassiliadesNo ratings yet
- Dim-Base-Erp 1039169 001Document20 pagesDim-Base-Erp 1039169 001firefoxh44No ratings yet
- DARTON Honda ManualDocument43 pagesDARTON Honda Manualblyesteel100% (1)
- Plastometer MP200Document138 pagesPlastometer MP200Ricardo0% (1)
- Book Service Engineers 9020 - 30Document182 pagesBook Service Engineers 9020 - 30Vjz1099773% (11)
- Chiller CGA MInstallation, Operation, Air-Cooled Scroll Chillers 20-130 TonDocument152 pagesChiller CGA MInstallation, Operation, Air-Cooled Scroll Chillers 20-130 TonvickersNo ratings yet
- Rooftop Trane Svx33a en 11012009Document60 pagesRooftop Trane Svx33a en 11012009Ricardo0% (1)
- Residential Asphalt Roofing Manual Design and Application Methods 2014 EditionFrom EverandResidential Asphalt Roofing Manual Design and Application Methods 2014 EditionNo ratings yet
- Process Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationFrom EverandProcess Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationNo ratings yet
- Installation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitFrom EverandInstallation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitNo ratings yet
- Peaktronics: Digital High-Resolution ControllerDocument12 pagesPeaktronics: Digital High-Resolution Controllerschmal1975No ratings yet
- 1105 OriginsOfOilDocument8 pages1105 OriginsOfOilschmal1975No ratings yet
- Maplin Magazine IndexDocument18 pagesMaplin Magazine Indexschmal1975100% (2)
- Solder Desolder PCB Repair GuideDocument186 pagesSolder Desolder PCB Repair Guideasi555No ratings yet
- Cable GlandDocument1 pageCable Glandschmal1975No ratings yet
- FL3100 Safety ManualDocument10 pagesFL3100 Safety Manualschmal1975No ratings yet
- 2013petrodist 100CC1Document3 pages2013petrodist 100CC1Arun RaoNo ratings yet
- Industrial Regulators Application Guide VI (TECHNICAL)Document136 pagesIndustrial Regulators Application Guide VI (TECHNICAL)steeven siregarNo ratings yet
- 1.SOP Turbine Start UpDocument7 pages1.SOP Turbine Start UpDodik NugrohoNo ratings yet
- Article 10 Mandatory Appendices: Appendix I - Bubble Test - Direct Pressure Technique I-1000Document2 pagesArticle 10 Mandatory Appendices: Appendix I - Bubble Test - Direct Pressure Technique I-1000arsssyNo ratings yet
- Paragraph Writing: Tolani Maritime InstituteDocument26 pagesParagraph Writing: Tolani Maritime InstituteRishabh MishraNo ratings yet
- Manual Service CominoxDocument29 pagesManual Service CominoxDorin Ilie100% (1)
- Operation Maintenance ManualDocument90 pagesOperation Maintenance ManualMohamed Choukri AzzoulaNo ratings yet
- Checking and Setting of Hydraulic and Electro Hydraulic ConverterDocument9 pagesChecking and Setting of Hydraulic and Electro Hydraulic ConverterSenthil KumarNo ratings yet
- Vacuum Process Supports High Oil Content in Feed CoatingsDocument5 pagesVacuum Process Supports High Oil Content in Feed CoatingsIrene Sinung HaripratiwiNo ratings yet
- Kk001-6, Kk001-7 Katch KanDocument2 pagesKk001-6, Kk001-7 Katch KanMichNo ratings yet
- Astm d1072 1990Document7 pagesAstm d1072 1990Hsaam HsaamNo ratings yet
- ESSEX Receptacle PropertiesDocument9 pagesESSEX Receptacle PropertiesRomario Kreyder Rojas HuaynalayaNo ratings yet
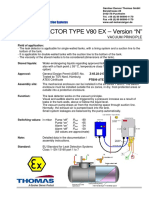
- V80EX N Data SheetDocument1 pageV80EX N Data SheetAlen KušecNo ratings yet
- GROUND OPERATIONAL CHECKS FOR AVIONICS EQUIPMENT Non ElectriDocument6 pagesGROUND OPERATIONAL CHECKS FOR AVIONICS EQUIPMENT Non Electriadrian hNo ratings yet
- Tests D'etancheite Sur MethaniersDocument33 pagesTests D'etancheite Sur MethaniersAnonymous icnhaNsFNo ratings yet
- BSP Pretvarači Pritiska PDFDocument60 pagesBSP Pretvarači Pritiska PDFMilan StanojevicNo ratings yet
- FMEADocument7 pagesFMEAClarizza DiosoNo ratings yet
- 1977 The Fate of The False Vacuum. 1. Semiclassical Theory ColemanColemanDocument8 pages1977 The Fate of The False Vacuum. 1. Semiclassical Theory ColemanColemanvlava89No ratings yet
- Question: A 6m3 Tanks Contains Helium at 400ok and Is Evacuated FromDocument2 pagesQuestion: A 6m3 Tanks Contains Helium at 400ok and Is Evacuated FromIllion IllionNo ratings yet
- Storage Vacuum Collapse PDFDocument7 pagesStorage Vacuum Collapse PDFKyriakos MichalakiNo ratings yet
- Topic:Control of Ground Water in ExcavationDocument16 pagesTopic:Control of Ground Water in Excavationashok sutharNo ratings yet
- Importance of Testing For Vacuum Ejectors in Refinery ServiceDocument5 pagesImportance of Testing For Vacuum Ejectors in Refinery ServiceIan MannNo ratings yet
- (HOW TO) Select Required Vacuum Pump Capacity - Pharma EngineeringDocument11 pages(HOW TO) Select Required Vacuum Pump Capacity - Pharma EngineeringpratikNo ratings yet
- 01 Sample Pump AnalyzerDocument18 pages01 Sample Pump AnalyzerAmit AGRAWALNo ratings yet
- AB31-41-42-Katalog-en-130111 Valvula de Prueba de Fuga PDFDocument14 pagesAB31-41-42-Katalog-en-130111 Valvula de Prueba de Fuga PDFAlejandro Alex EnriquezNo ratings yet
- Service Manual PAC9037 PDFDocument44 pagesService Manual PAC9037 PDFinigonenoNo ratings yet
- Dino Kraspedon - MY CONTACT..Document39 pagesDino Kraspedon - MY CONTACT..mclrr7028100% (1)